Спосіб зварки зворотних спіральношовних і кільцевих стиків циліндричних виробів
Номер патенту: 16270
Опубліковано: 29.08.1997
Автори: Кузьмін Юрій Миколайович, Семенов Станіслав Євгенович, Мандельберг Сімон Львович
Формула / Реферат
Способ сварки поворотных спиральных и кольцевых стыков цилиндрических изделий, при котором роликовую тележку со сварочной горелкой устанавливают на поверхность изделия, выставляют требуемое по технологии расстояние между сварочной горелкой и точкой зенита изделия и выполняют сварку при вращении изделия, отличающийся тем, что, с целью повышения качества сварки цилиндрических изделий с овальным сечением путем обеспечения постоянного расстояния между сварочной горелкой и точкой зенита изделия, в процессе сварки оси вращения роликов тележки поддерживают в горизонтальной плоскости.
Текст
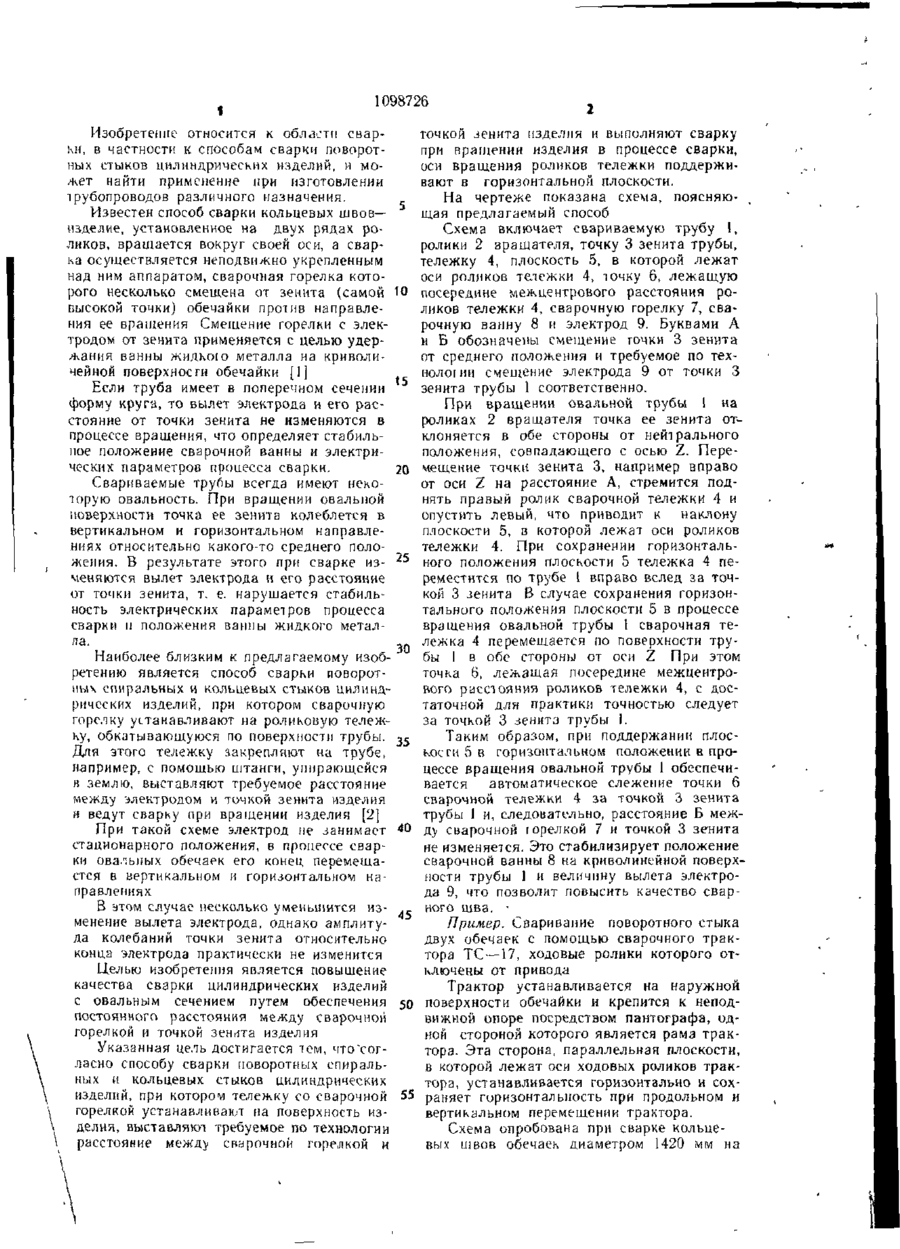
СПОСОБ СВАРКИ ПОВОРОТ НЫХ СПИРАЛЬНЫХ И КОЛЬЦЕВЫХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЬ ЛИИ, при котором роликовую тележку со сварочной горелкой устанавливают на по верхность изделия, выставчяют требуемое по технологии расстояние между сварочной горелкой и точкой зенита изделия и выпол няют сварку при вращении изделия, отли чающийся тем, что, с целью повышения ка чества сварки цилиндрических изделии с овальным сечением путем обеспечения по ітоянного расстояния межд} сварочной го релкой и точкой зенита изделия в процес се сварки оси вращения роликов тепежки поддерживают в горизонтальной плоскости е 00 to С» 1098726 1 Изобретение относится к области сварточкой зенита изделия и выполняют сварку ки, в частности к способам сварки поворотпри вращении изделия в процессе сварки, ных стыков цилиндрических изделий, и мооси вращения роликов тележки поддержижет найти применение при изготовлении вают в горизонтальной плоскости. трубопроводов различного назначения. На чертеже показана схема, поясняюИзвестен способ сварки кольцевых швов— щая предлагаемый способ изделие, установленное на двух рядах роСхема включает свариваемую трубу 1, ликов, вращается вокруг своей оси, а сварролики 2 вращателя, точку 3 зенита трубы, ка осуществляется неподвижно укрепленным тележку 4, плоскость 5, в которой лежат над ним аппаратом, сварочная горелка котооси роликов тележки 4, точку 6, лежащую рого несколько смещена от зенита (самой Ю посередине межцентрового расстояния ровысокой точки) обечайки против направлеликов тележки 4, сварочную горелку 7, сварочную ванну 8 и электрод 9. Буквами А ния ее вращения Смещение горелки с элеки Б обозначены смещение точки 3 зенита тродом от зенита применяется с целью удерот среднего положения и требуемое по техжания ванны жидкою металла на криволинологии смещение электрода 9 от точки 3 нейной поверхности обечайки [1] t5 зенита трубы 1 соответственно. Если труба имеет в поперечном сечении При вращении овальной трубы 1 на форму круга, то вылет электрода и его расроликах 2 вращателя точка ее зенита отстояние от точки зенита не изменяются в процессе вращения, что определяет стабильклоняется в обе стороны от нет рального ное положение сварочной ванны и электриположения, совпадающего с осью Z. Переческих параметров процесса сварки. 20 адещение точки зенита 3, например вправо от оси Z на расстояние А, стремится подСвариваемые трубы всегда имеют неконять правый ролик сварочной тележки 4 и торую овальность. При вращении овальной поверхности точка ее зенита колеблется в опустить левый, что приводит к наклону вертикальном и горизонтальном направлеплоскости 5, в которой лежат оси роликов ниях относительно какого-то среднего полотележки 4. При сохранении горизонтальжения. В результате этого при сварке из- 2 5 ного положения плоскости 5 тележка 4 пеменяются вылет электрода и его расстояние реместится по трубе 1 вправо вслед за точот точки зенита, т. е. нарушается стабилькой 3 зенита В случае сохранения горизонность электрических параметров процесса тального положения плоскости 5 в процессе сварки и положения ванны жидкого металвращения овальной трубы 1 сварочная тела. лежка 4 перемещается по поверхности трубы I в обе стороны от оси Z При этом Наиболее близким к предлагаемому изобточка 6, лежащая посередине межцентроретению является способ сварки поворотвого расстояния роликов тележки 4, с дос\!л-л\ спиральных и кольцевых стыков цилиндрических изделий, при котором сварочную таточной для практики точностью следует горелку устанавливают на роликовую тележза точкой 3 зенита трубы I. ку, обкатывающуюся по поверхности трубы. Таким образом, при поддержании плосДля этого тележку закрепляют на трубе, 35 кости 5 в горизонтальном положении в пронапример, с помощью штанги, упирающейся цессе вращения овальной трубы 1 обеспечив землю, выставляют требуемое расстояние вается автоматическое слежение точки 6 между электродом и точкой зенита изделия сварочной тележки 4 за точкой 3 зенита и ведут сварку при вращении изделия [2] трубы 1 и, следовательно, расстояние Б межПри такой схеме электрод не занимает ду сварочной юрелкой 7 и точкой 3 зенита стационарного положения, в процессе сварне изменяется. Это стабилизирует положение ки овальных обечаек его конец перемещасварочной ванны 8 на криволинейной поверхется в вертикальном и горизонтальном наности трубы 1 и величину вылета электроправлениях да 9, что позволит повысить качество сварВ этом случае несколько уменьшится изного шва. • менение вылета электрода, однако амплиту- 45 Пример. Сваривание поворотного стыка да колебаний точки зенита относительно двух обечаек с помощью сварочного тракконца электрода практически не изменится тора ТС —17, ходовые ролики которого отЦелью изобретения является повышение ключены от привода качества сварки цилиндрических изделий Трактор устанавливается на наружной с овальным сечением путем обеспечения 50 поверхности обечайки и крепится к неподпостояиного расстояния между сварочной вижной опоре посредством пантографа, одгорелкои и точкой зенита изделия ной стороной которого является рама тракУказанная цель достигается тем, что'согтора. Эта сторона, параллельная плоскости, ласно способу сварки поворотных спиральв которой лежат оси ходовых роликов трактора, устанавливается горизонтально и сохных и кольцевых стыков цилиндрических изделий, при котором тележку со сварочной 55 раняет горизонтальность при продольном и вертикальном перемещении трактора. горелкой устанавливают на поверхность изСхема опробована при сварке кольцеделия, выставляют требуемое по технологии вых швов обечаек диаметром 1420 мм на расстояние между сварочной горелкой и 1098726 опытном участке сварки многослойных труб. кольцевого шва и повторной сварки коротВ случае сварки обечаек с разностью диаких труб метров овала 15 мм колебания точки зенита Предлагаемый способ позволит в значиотносительно электрода горизонтированного тельной степени уменьшить амплитуду взааппарата составляют 1 мм, а не горизон имных смещений точки зенита, вращающейтированного — 14,5 мм ся в процессе сварки овальной поверхности, Стабилизация положения сварочной вани электрода В случае сварки наружных кольны позволяет заметно улучшить формировацевых и спиральных швов труб большого ние шва и практически исключить такие дедиаметра способ слежения электрода за точфекты как подрезы, высокий валик, непрокой зенита обеспечит стабильное положение 10 сварочной ванны на криволинейной поверхвар ы При сварке кольцевых швов труб ности и стабильность вылета электрода, что 0 1020 мм по известному способу дефекты позволит существенно повысить качество этого типа составляют примерно 50% несварных соединений, уменьшить количество допустимых дефектов, требующих вырезки ремонта и увеличить выход годного Составитель Л Назарова Редактор Н Рогулич Техред И Верес Корректор А Ференц Заказ 4268/10 Тираж 1037 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж—35, Раушская наб , д 4/5 Филиал ППП сПатент», г Ужгород, ул Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of welding rotary spiral and annular joints of cylindrical articles
Автори англійськоюSemenov Stanislav Yevhenovych, Kuzmin Yurii Mykolaiovych, Mandelberh Simon Lvovych
Назва патенту російськоюСпособ сварки поворотных спиральных и кольцевых стыков цилиндрических изделий
Автори російськоюСеменов Станислав Евгеньевич, Кузьмин Юрий Николаевич, Мандельберг Симон Львович
МПК / Мітки
МПК: B23K 31/02
Мітки: зворотних, спосіб, спіральношовних, кільцевих, стиків, циліндричних, виробів, зварки
Код посилання
<a href="https://ua.patents.su/4-16270-sposib-zvarki-zvorotnikh-spiralnoshovnikh-i-kilcevikh-stikiv-cilindrichnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварки зворотних спіральношовних і кільцевих стиків циліндричних виробів</a>
Спосіб прокатки кільцевих виробів
Номер патенту: 11398
Опубліковано: 25.12.1996
Автори: Озимин Віктор Михайлович, Піщев Юрій Павлович, Хейфец Валентин Ільіч, Яковченко Олександр Васильович, Староселецький Михайло Ілліч
МПК: B21H 1/00
Мітки: спосіб, кільцевих, прокатки, виробів
Формула / Реферат:
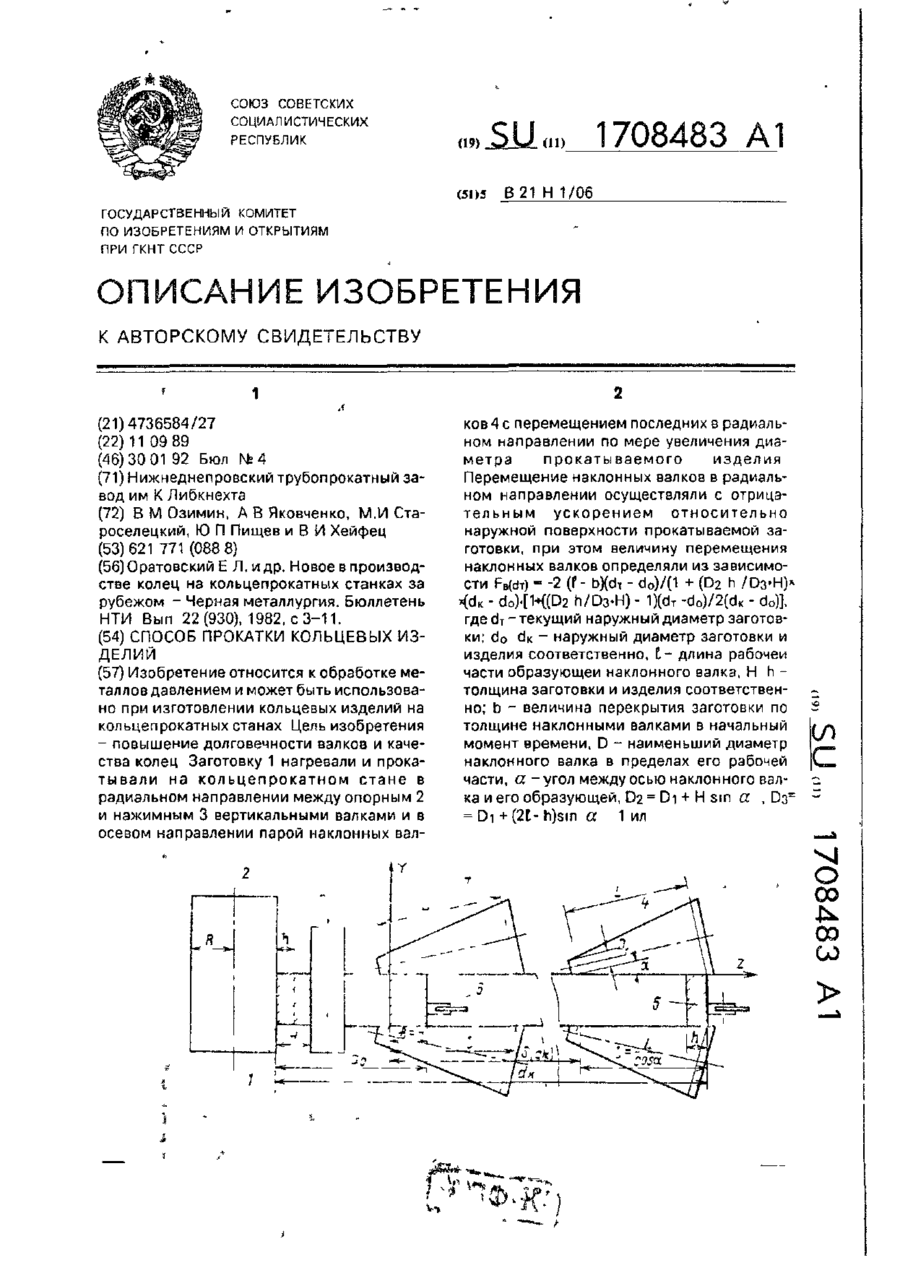
Способ прокатки кольцевых изделий, включающий деформацию кольцевой заготовки прокаткой с радиальным обжатием заготовки между опорным и нажимным вертикальными валками в осевым обжатием между парой наклонных валков, непрерывно перемещающихся в радиальном направлении относительно наружной боковой поверхности заготовки, отличающийся тем, что, с целью повышения долговечности валков и качества изделий, перемещение наклонных валков...
Спосіб виготовлення кільцевих виробів
Номер патенту: 13710
Опубліковано: 25.04.1997
Автори: Козловський Альфред Іванович, Івановський Костянтин Борисович, Валетов Михайло Серафимович, Новохатній Володимир Якимович, Горб Евген Васильович, Староселецький Михайло Ілліч, Шрамко Олександр Вікторович, Озимин Віктор Михайлович, Хейфец Валентин Ілліч, Биков Петро Павлович, Левицький Леонид Аркадійович
Мітки: спосіб, виробів, кільцевих, виготовлення
Формула / Реферат:
1. Способ изготовления кольцевых изделий, включающий разделение проката на мерные исходные заготовки, предварительное формообразование из них кольцевых заготовок и последующую механическую обработку последних с получением полуфабриката для раскатки, отличающийся тем, что, с целью повышения качества изделий, полуфабрикат получают с высотой, определяемой из следующей зависимости:Нок = Н0-а,где Нок - высота...
Спосіб виготовлення кільцевих виробів з гребнем
Номер патенту: 11406
Опубліковано: 25.12.1996
Автори: Донський Анатолій Іванович, Новохатній Володимир Акимович, Озимин Віктор Михайлович, Горб Евген Васильович, Хейфец Валентин Ілліч, Староселецький Михайло Ілліч, Нечепоренко Анатолій Петрович, Левицький Леонид Аркадійович, Яковченко Олександр Васильович
МПК: B21H 1/00
Мітки: виготовлення, спосіб, виробів, гребнем, кільцевих
Формула / Реферат:
Способ изготовления кольцевых изделий с гребнем, включающий нагрев, осадку, прошивку, формовку заготовки с предварительным оформлением гребня и ее прокатку с одновременной деформацией в радиальном и осевом направлениях, отличающийся тем, что, с целью повышения качества изделий за счет уменьшения брака изделий по утяжке и повышения точности размеров гребня, при формовке заготовку деформируют со смещением гребня относительно близлежащей к...
Пристрій для неруйнівного контролю циліндричних виробів
Номер патенту: 15515
Опубліковано: 30.06.1997
Автори: Ненека Мирослав Федорович, Денісов Павло Дмитрович, Вакуленко Віталій Гаврилович
МПК: G01N 27/82
Мітки: виробів, пристрій, циліндричних, контролю, неруйнівного
Формула / Реферат:
(57) Устройство для неразрушающего контроля цилиндрических изделий, содержащее несущую балку с закрепленной на ней направляющей, каретку, установленную на направляющей с возможностью продольного перемещения, привод каретки, выполненный в виде шагового двигателя, и преобразователь средства контроля, отличающееся тем, что шаговый двигатель выполнен линейным, индуктор двигателя закреплен на каретке, а его вторичный ферромагнитный элемент...
Спосіб виготовлення кільцевих одногребеневих виробів
Номер патенту: 4033
Опубліковано: 27.12.1994
Автори: Биков Петро Павлович, Староселецький Михайло Іліч, Козловський Альфред Іванович, Пахомов Генадій Юхимович, Озимин Віктор Михайлович, Стальнокрицький Віктор Миколайович, Хейфец Валентин Ільіч, Горб Євген Васильович
МПК: B21H 1/00
Мітки: кільцевих, виготовлення, виробів, одногребеневих, спосіб
Формула / Реферат:
Способ изготовления кольцевых одногребневых изделий, включающий получение предварительной заготовки, черненую и чистовую прокатку сдвоенной заготовки и разделение заготовок, отличающийся тем, что, с целью расширения технологических возможностей, черновую прокатку осуществляют с формовкой разделительной впадины со стороны наружной образующей поверхности заготовки глубиной 1,2-2,0 толщины гребня готового изделия и гребней высотой 0,9-1,1...
Попередній патент: N-(3-хлоро-1,4-нафтохіноніл-2)-2-д, alрha-аспарагінову кислота, що проявляє кардіостимулюючі властивості
Наступний патент: Полімерна суміш для просочення склотканевих огорож гірничих виробок
Випадковий патент: Упаковка для квітів