Спосіб виготовлення кільцевих одногребеневих виробів
Номер патенту: 4033
Опубліковано: 27.12.1994
Автори: Озимин Віктор Михайлович, Козловський Альфред Іванович, Хейфец Валентин Ільіч, Горб Євген Васильович, Биков Петро Павлович, Пахомов Генадій Юхимович, Стальнокрицький Віктор Миколайович, Староселецький Михайло Іліч

Формула / Реферат
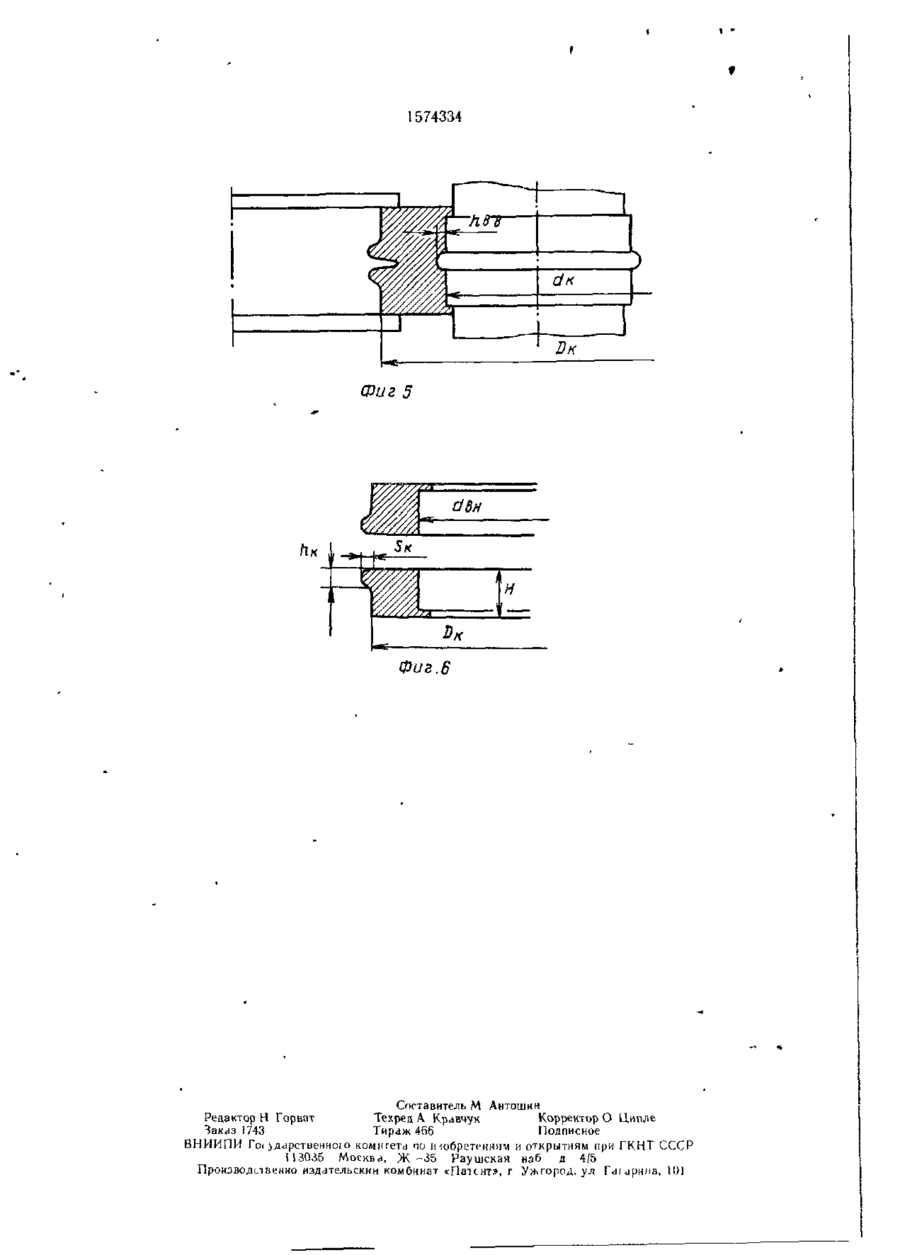
Способ изготовления кольцевых одногребневых изделий, включающий получение предварительной заготовки, черненую и чистовую прокатку сдвоенной заготовки и разделение заготовок, отличающийся тем, что, с целью расширения технологических возможностей, черновую прокатку осуществляют с формовкой разделительной впадины со стороны наружной образующей поверхности заготовки глубиной 1,2-2,0 толщины гребня готового изделия и гребней высотой 0,9-1,1 высоты гребней готового изделия, при этом поверхности впадины и гребней плавно сопрягаются, а чистовую прокатку выполняют с формовкой разделительной впадины со стороны внутренней образующей поверхности заготовки на глубину 0,2-0,3 глубины разделительной впадины со стороны наружной образующей поверхности заготовки, а разделение сдвоенной заготовки осуществляют после прокатки.
Текст
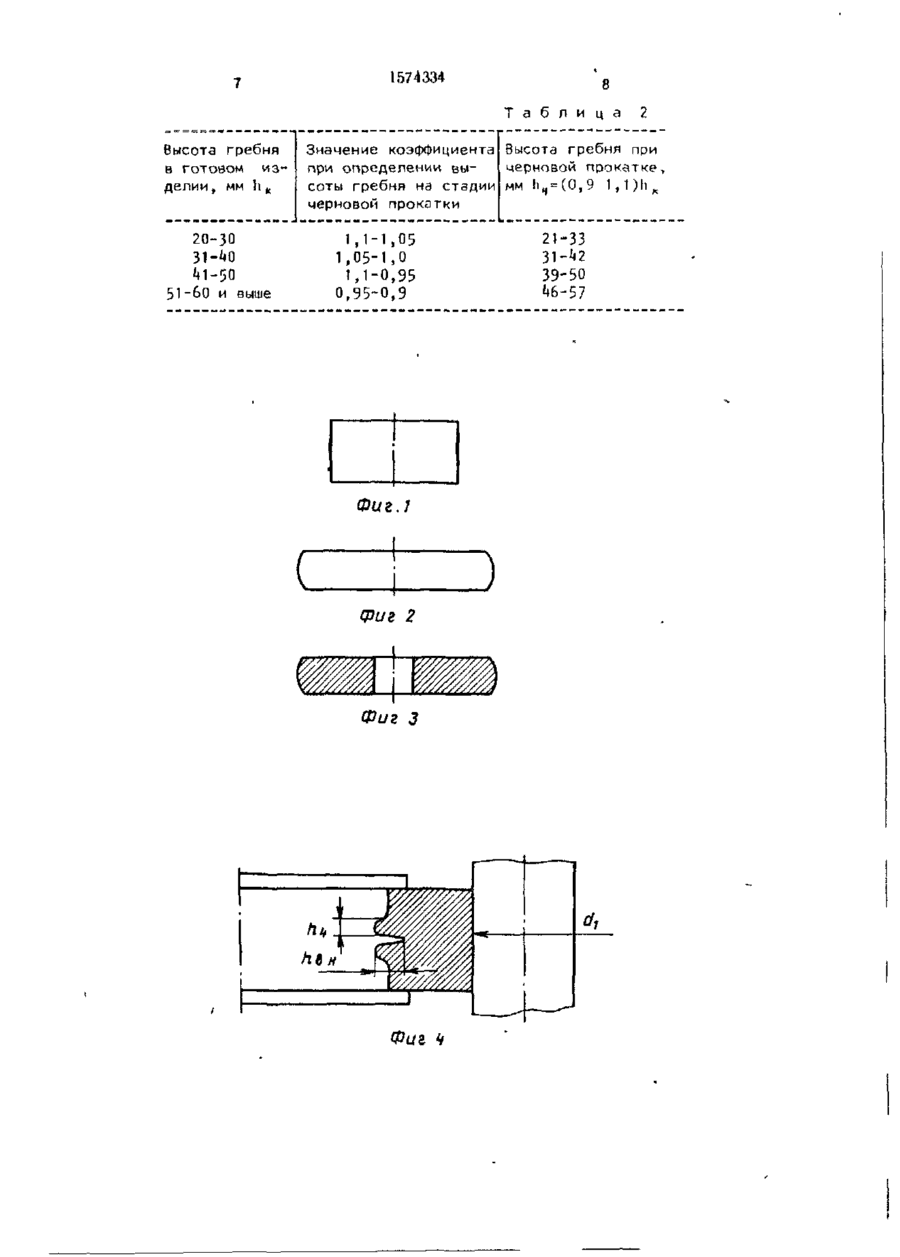
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении кольцевых изделий с гребнем типа железнодорожных бандажей путем прокатки заготовки последовательно в черновом и чистовом калибрах. Цель изобретения — расширение технологических возможностей. Исходную сдвоенную заготовку нагревают до температуры горячей деформации, осаживают, фор муют и прошивают. Полученный кольцевой полуфабрикат подвергают черновой прокатке на стане с формовкой разделительной впадины со стороны наружной образующей поверхности изделия глубиной 1,2—2,0 толщины гребкя готового изделия. Гребни формуют на высоту 0,9—1,1 высоты гребней готового изделия, а чистовую прокатку ведут с формовкой разделительной впадины со стороны внутренней образующей поверхности на глубину 0,2—0,3 глубины наружной впадины. Затем заготовку разделяют, получая два изделия. Способ позволяет изготавливать одногребневые кольцевые изделия с толщиной стенки в поперечном сечении до 120 мм. 6 ил , 2 табл С Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении кольцевых изделий различного назначения типа бандажей, фланцев, венцов, заготовок для машиностроения. Целью изобретения является расширение технологических возможностей На фиг. 1 представлена исходная заготовка; на фиг. 2 — заготовка после осадки и формовки; на фиг. 3 — заготовка после прошивки, на фиг. 4 — схема черновой прокатки; на фиг. 5 — схема чистовой прокатки; на фиг. 6 — готовые изделия после разделения. Способ осуществляют следующим образом. Сдвоенную заготовку с массой, равной массе двух готовых изделий, с учетом угара металла и отходов при прошивке и на стадии разделения нагревают до температуры горячего деформирования, осаживают на прессе, формуют (фиг. 2), прошивают с удалением перемычки (фиг 3) и осуществляют прокатку на стане Черновую прокатку осуществляют с формованием разделительной впадины со стороны наружной образующей поверхности заготовки (фиг 4) Разделительную впадину со стороны наружной образующей поверхности изделия формируют на глубину 1,2—2,0 толщины гребня, т. е. h B H =(l,2...2,0)S M , гдеИ в ч --глубина разделительной впадины со стороны наружной образующей поверхности; SK — толщина гребня в готовом изделии • При зтом гребни формуют на высоту, равную 0,9—1,1 высоте готового изделия, т. е. П4={О,9—1,1) h,, СП 00 1574334 Граничные соотношения глубины разделительной впадины со стороны внутренней образующей изделия на стадии чистовой прокатки в зависимости от глубины наруж5 ной впадины определены экспериментально. Установлено, что при превышении верхнего предела 0,3 на стадии чистовой прокатки наблюдались случаи разрыва перемычки по впадинам, что приводило к нарушениям технологии прокатки, а при умень1 шении нижнего предела 0,2 — образовалась утяжка на внутренней поверхности изделия, что в частых случаях выводило размеры изделия по кругу катания за предел допускаемых отклонений. Глубина раздегде h № — глубина разделительной впадины на стадии чистовой прокатки, мм; (5 лительной впадины на стадии чистовой прокатки определяется исходя из глубины h»H — глубина разделительной впадины разделительной впадины при черновой прона стадии черновой прокатки, мм. катке (табл. 1). При этом рекомендуетПоследующее разделение на отдельные ся меньшие значения отношения глубины изделия осуществляют Й холодном состояразделительной впадины при чистовой пронии, получая готовые изделия (фиг. 6). 2 0 катке назначать для больших глубин разИсследованиями установлено, что при делительных впадин, полученных на стадии формировании разделительной впадины глучерновой прокатки и наоборот. биной, меньшей 1,2 толщины гребня на стадии черновой прокатки, происходит некаПример 1. Следует получить кольцевое чественное (не полное) выполнение гребня изделие с параметрами D(,Xdet,XH= по сочетанию и периметру изделия, кото- 2 5 =786X644X88 мм, массой 130 кг и парарое при чистовой прокатке не устраняетметрами гребня: толщиной (S* ) — 30 мм, выся и, что в конечном итоге приводит сотой (h K ) 30 мм. к браку готовой продукции по геометрии. Изготовление данного изделия производили из сдвоенной заготовки. Для этого При превышении глубины более 2,0 на стабыли отобраны заготовки массой 287— дии черновой прокатки происходит образование утяжки у основания гребня с торцо- 30 290 кг с учетом угара и удаления перемычки при прошивке массой 21—24 кг, т е вых поверхностей, которые при чистовой чтобы на прокат поступала заготовка прокатке трансформируются в закаты и племассой 260 кг. Данные заготовки нагрены, что приводит к появлению черноты при вали до 1230—1250°С, предварительно осамеханической обработке. живали на прессе, прошивали, и прокатыиаРекомендуемые значения глубины разделительной впадины при черновой прокатке 35 ли на черновом стане с формированием разделительной впадины со стороны наружв зависимости от толщины гребня в готовом ной образующей поверхности Согласно реизделии представлены в табл. 1. комендациям (табл. 1) в зависимости от При выполнении формы разделительной конечной толШины гребня в готовом изделии впадины на наружной поверхности заго(SK) — в нашем случае 30 мм, определяли товки в виде сопряжения по радиусам менее 15 мм в местах перехода сопряжения 4 П глубину разделительной впадины (фиг. 1, поз. г), т. е. образуются складки металла, которые отриh B H = l , 9 S* = 1,9X30=57 мм цательно сказываются на качестве изделий Таким образом, черновую прокатку произПри формировании гребня на стадии черновой прокатки высота его должна нахо- 45 водили на инструменте (наружном валке), обеспечивающем формирование наружной диться в указанных выше пределах. впадины заданной глубины — п в н = 5 7 мм В случае превышения верхнего предела Прокатку на черновом стане осуществля1,1 высоты гребня готового изделия на ли до получения промежуточного размера черновом профиле при чистовой прокатке по внутреннему диаметру образуется наплыв металла в месте переdi = 530 мм хода гребня к цилиндрической поверхнос- 50 ти по кругу катания, а в случае t уменьПри этом высоту гребня (h 4 ) назначали шения предела ниже 0,9 происходит не полсогласно рекомендациям (табл. 2), равной ное его выполнение по геометрическим разh 4 =l,O5 h , мерам, что в итоге приводит к неисправт е. для данного случая п 4 = 1 , 0 5 X 3 0 = ному браку готовой продукции. = 31,5 мм. При этом форма разделитель ной впадины выполнялась сопряженной с Рекомендуемые значения высоты гребня ^ торцовыми гранями радиусом 20 мм. при черновой прокатке в зависимости от В дальнейшем черновой прокат передавысоты гребня в готовом изделии представлены в табл. 2. вали на чистовой стан, где прокатывали где гц — высота гребня после черновой прокатки; h K — высота гребня в готовом изделии. При этом поверхность впадины и гребней выполнена с плавными переходами от впадины к гребням. Чистовую прокатку осуществляли с формированием разделительной впадины со стороны внутренней образующей поверхности заготовки на глубину 0,2—0,3 глубины разделительной впадины, полученной на этапе черновой прокатки (фиг. 5), т. е. h M = (0,2-0,3) hfiH) І57Ш4 до готовых размеров изделия в горячем состоянии. При этом чистовую прокатку осуществляли с формированием внутренней конфигурации изделия и разделительной впадины. При этом глубину разделительной 5 впадины назначали согласно вышеуказанным рекомендациям, т. е. равной Ла^О.ЗХ Xtw =0,3X57=17 мм. При достижении заданных размеров впадины по внутренней поверхности и раз- лп меров изделия процесс чистовой прокатки прекращали. Данные изделия проходили клеймение, термообработку и в холодном состоянии подвергались разделению на отдельные изделия. Пример 2. Следует получить кольцевое 15 изделие с параметрами D* Xdw* Х Н = = 1050X750X100 мм массой 162 кг и параметрами гребня: толщиной (S K ) — 85 мм, высотой (И*) — 60 мм. Изготовление данного изделия осуществ- 20 ляли аналогичным способом. С учетом массы удаляемой перемычки и угара масса исходной заготовки на два изделия составила 360 кг. Данные заготовки нагревали, осаживали, прошивали в изложенной пос- 25 ледовательности с получением перед черновой прокаткой заготовки мзесой 324 кг, т. е. на два готовых изделия. В дальнейшем черновую прокатку осуществляли с формированием разделительной впадины ( h ^ ) по рекомендациям (табл. \ ) , т. е. ^ 1,0 ЗО — SK = 1,2X85= 102 мм, при этом высоту гребня формировали на величину, равную (табл. 2) гм—0,95 hK = 0 , 9 5 X 6 0 = 5 7 мм. Форма разделительной впадины в этом случае выполнялась радиусом 30 мм. 35 6 Полное получение разделительной впадины на наружной образующем изделия и заданного внутреннего диаметра di = 670 мм, черновой прокат передавали на чистовой стан, где осуществляли чистовую прокатку до заданных размеров изделия в горячем состоянии и окончанительным формирванием профиля и разделительной впадины. Глубину впадины при этом, определяли исходя из указанных рекомендаций, т. е. h M =0,2Хпв« X 0 , 2 X 1 0 2 = 2 0 мм. Разделение данных изделий осуществляли в хдлодном состоянии. Способ позволяет изготавливать кольце иые одногребневые изделия с толщиной стенки в поперечном сечении до 120 мм. 1 Формула изобретения Способ изготовления кольцевых одногребневых изделий, включающий получение предварительной заготовки, черновую и чистовую прокатку сдвоенной заготовки и разделение заготовок, отличающийся тем, что, с целью расширения технологических возможностей, черновую прокатку осуществляют с формовкой разделительной впадины со стороны наружной образующей поверхности заготовки глубиной 1,2 — 2,0 толщины гребня готового изделия и гребней высотой 0,9— 1,1 высоты гребней готового изделия, при этом поверхности впадины и гребней плавно сопрягаются, а чистовую прокатку выполняют с формовкой разделительной впадины со стороны внутренней образующей поверхности заготовки на глубину 0,2—0,3 глубины разделительной впадины со стороны наружной образующей поверхности заготовки, < разделение сдвоен-, ч ной заготовки осуществляют после прокатки. Т а бл и ц а 1 Толщина гребня в готовом изделии, ми (S K ) 35-40 М-55 56-70 71-85 и выше Знамение коэффициента Глубина раздепри определении глу- • лительной Bfiaдины. со стороны бины разделительной впадины на стадии наружной обрачерновой прокатки зующей поверхности при черно- . аой прокатке, Ь.и=(1,2 2,COS, 2,0-1,8 1,8-1,6 45-80 65-99 78-102 М-К2 85-119 1574334 Т а б л и ц а Высота гребня в готовом изделии, мм h „ 2 Значение коэффициента Высота гребня при черновой прокатке, при определении высоты гребня на стадии мм Ь ч =(0,9 1,1)hK черновой прокатки 20-30 31-^0 ^1 -50 51-60 и выше 1,1-1,05 1,05-1,0 1,1-0,95 0,95-0,9 Фиг.1 с Фиг 2 Фиг 3 Фиг Ч 21-33 31-42 39-50 ^6-57 1574334 /Ік , Фи г.6 Составитель М Антошин Редактор Н Горват Техред А Кравчук Корректор О Цигсле Заказ І743 Тираж 466 Подписное ВНИИПИ Го< ^дарственного комитета по шобретенмнч и открытиям при ГКНТ СССР Ї13035 Москва, Ж -&Ъ Раушская наб д 4/5 Производственно издательский комбинат «Патент», г Ужгород, ул Гаїарина, 10]
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacture of annular single-comb articles
Автори англійськоюKozlovskyi Alfred Ivanovych, Staroseletskyi Mykhailo Il'ich, Pakhomov Henadii Yukhymovych, Stalnokrytskyi Viktor Mykolaiovych, Ozymyn Viktor Mykhailovych, Bykov Petro Pavlovych, Kheifets Valentyn Il'ich, Horb Yevhen Vasyliovych
Назва патенту російськоюСпособ изготовления кольцевых одногребёнчатых изделий
Автори російськоюКозловский Альфред Иванович, Староселецкий Михаил Ильич, Пахомов Геннадий Ефимович, Стальнокрицкий Виктор Николаевич, Озимин Виктор Михайлович, Быков Петр Павлович, Хейфец Валентин Ильич, Горб Евгений Васильевич
МПК / Мітки
МПК: B21H 1/00
Мітки: спосіб, кільцевих, виробів, одногребеневих, виготовлення
Код посилання
<a href="https://ua.patents.su/6-4033-sposib-vigotovlennya-kilcevikh-odnogrebenevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення кільцевих одногребеневих виробів</a>
Спосіб виготовлення кільцевих заготовок масивних шин
Номер патенту: 2351
Опубліковано: 26.12.1994
Автори: Дзюра Євген Антонович, Столяр Ігор Анатолієвич, Науменко Олександр Петрович
МПК: B29D 30/00, B29C 35/02
Мітки: заготовок, шин, масивних, виготовлення, кільцевих, спосіб
Формула / Реферат:
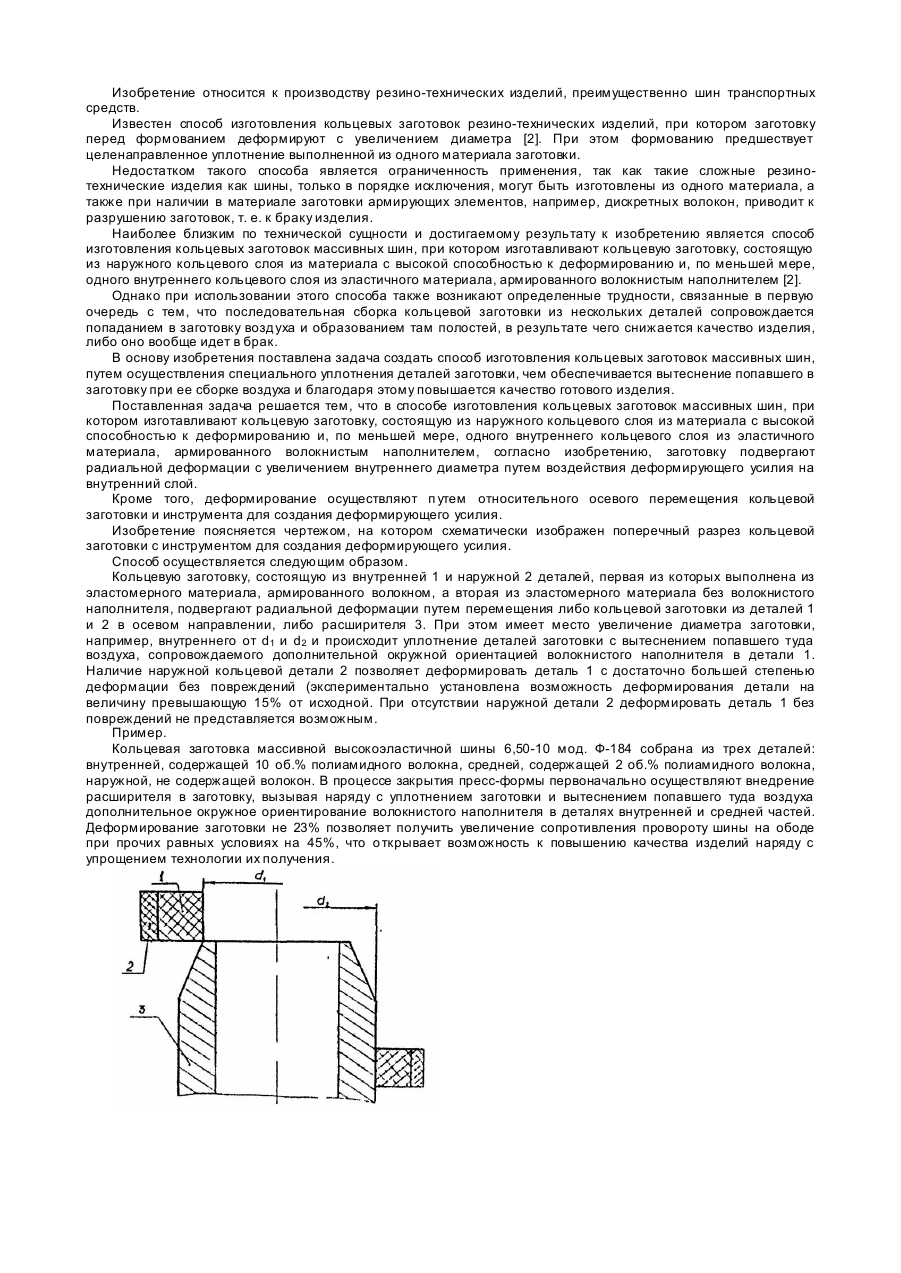
1. Способ изготовления кольцевых заготовок массивных шин, при котором изготовляют кольцевую заготовку, состоящую из наружного кольцевого слоя из материала с высокой способностью к деформированию и, по меньшей мере, одного внутреннего кольцевого слоя из эластичного материала, армированного волокнистым наполнителем, отличающийся тем, что заготовку подвергают радиальной деформации с увеличением внутреннего диаметра путем воздействия...
Спосіб виготовлення виробів
Номер патенту: 3227
Опубліковано: 26.12.1994
Автори: Кириченко Захар Нестерович, Бойко Віталій Петрович
МПК: B44C 3/00
Мітки: виготовлення, спосіб, виробів
Формула / Реферат:
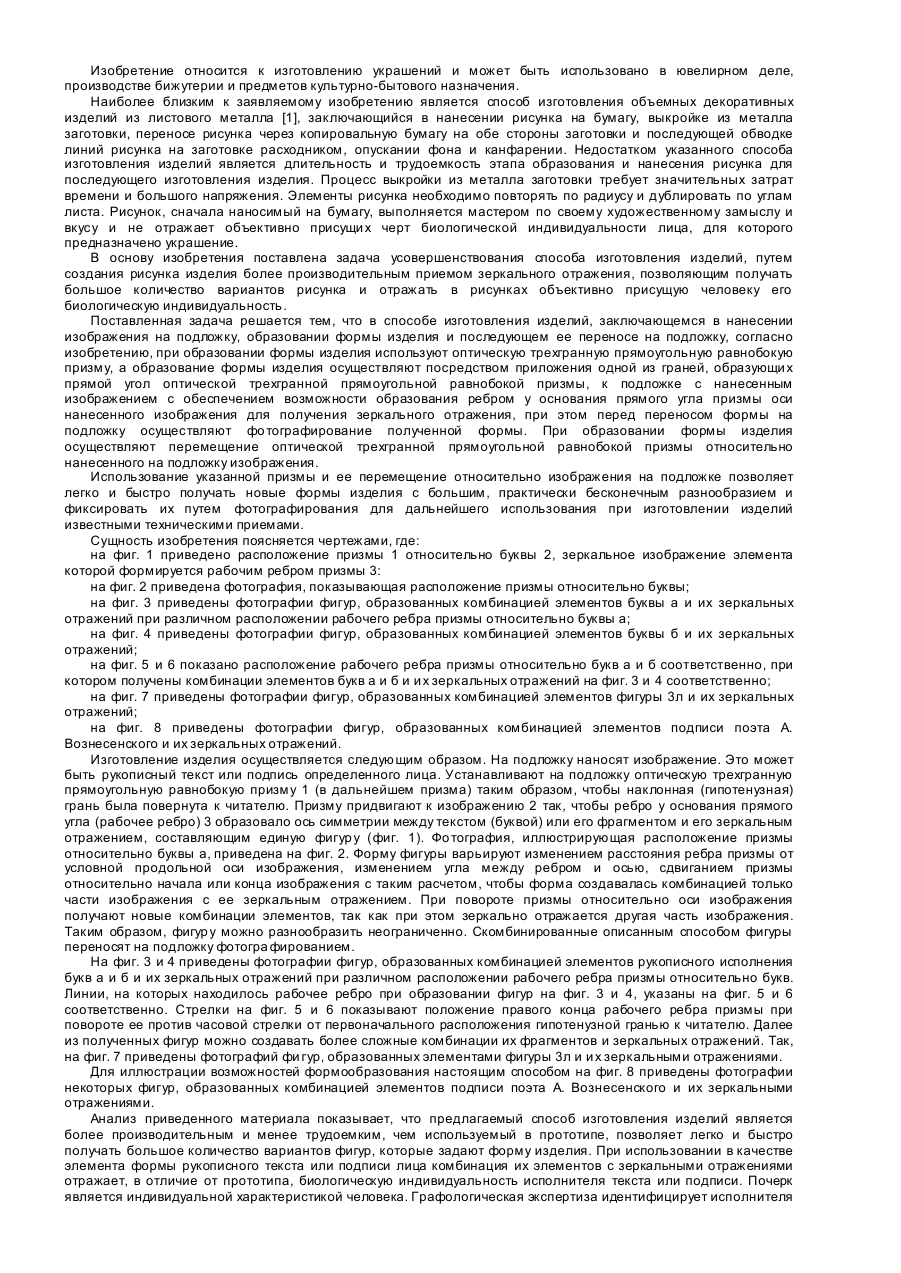
1. Способ изготовления изделий, заключающийся в нанесении изображения на подложку, образовании формы изделия и последующем ее переносе на подложку, отличающийся тем, что при образовании формы изделия используют оптическую трехгранную прямоугольную равнобокую призму, а образование формы изделия осуществляют посредством приложения одной из граней, образующих прямой угол оптической трехгранной прямоугольной равнобокой призмы, к подложке с...
Спосіб виготовлення складених формованих виробів з м’яса чи інших пластичних матеріалів
Номер патенту: 2326
Опубліковано: 26.12.1994
Автори: Хабіб Мохамед Зіяуддін, Девід Джон Джол, Бернард Тревор Метьюз, Девід Норман Уилсон
МПК: A22C 11/00, A23P 1/10
Мітки: формованих, м'яса, виробів, складених, виготовлення, спосіб, інших, матеріалів, пластичних
Формула / Реферат:
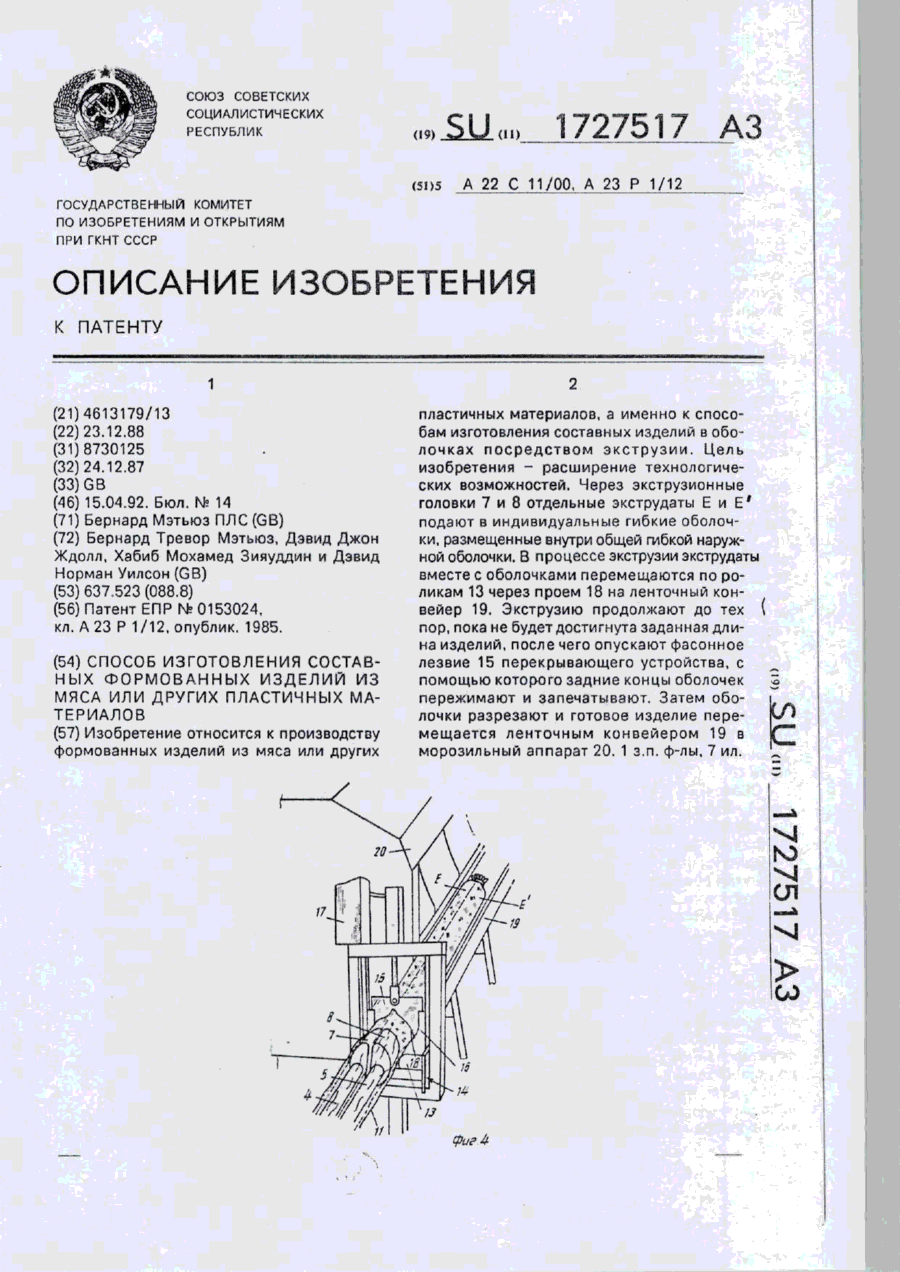
1. Способ изготовления составных формованных изделий из мяса или других пластичных материалов, предусматривающий одновременную раздельную экструзию веществ, составляющих изделие, и охлаждение сформованного изделия, отличающийся тем, что, с целью расширения технологических возможностей, отдельные экструдаты подают в индивидуальные трубчатые гибкие оболочки, размещенные в общей гибкой наружной оболочке, причем в процессе экструзии наружную...
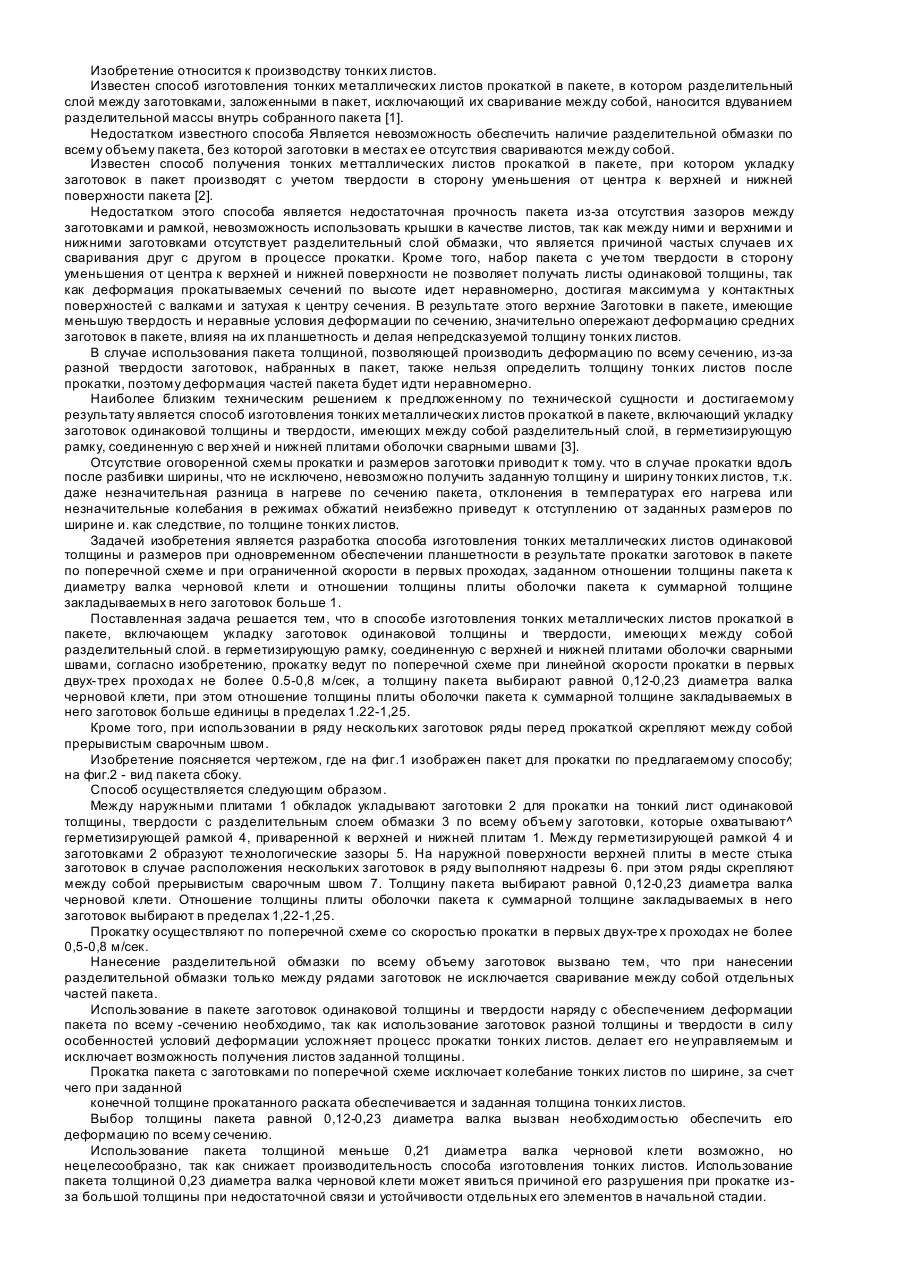
Спосіб виготовлення тонких металевих листів прокаткою у пакеті
Номер патенту: 553
Опубліковано: 15.12.1993
Автори: Скороход Микола Михайлович, Міллєр Віктор Вікторович, Локтіонов Петро Якович, Гребєнюков Анатолій Васильович, Диордиця Сергій Васильович, Хорошілов Микола Макарович, Міронов Євген Костянтинович, Гєрмашов Юрій Володимирович
МПК: B21B 1/38
Мітки: пакети, листів, виготовлення, прокаткою, тонких, металевих, спосіб
Формула / Реферат:
1. Способ изготовления тонких металлических листов прокаткой в пакете, включающий укладку заготовок одинаковой толщины и твердости, имеющих между собой разделительный слой, в герметизирующую рамку, соединенную с верхней и нижней плитами оболочки сварными швами, отличающийся тем, что прокатку ведут по поперечной схеме при линейной скорости прокатки в первых двух-трех проходах. не более 0,5-0,8 м/сек, а толщину пакета выбирают равной 0,12-0,23...
Спосіб виготовлення виробів кільцевої форми
Номер патенту: 340
Опубліковано: 30.04.1993
Автори: Толдін Анатолій Андрійович, Войтович Михайло Миколайович, Кучук-Яценко Сергій Іванович, Іщук Валерій Фотієвич, Познянський Ілля Матвійович, Кривенко Валерій Георгійович, Кошелєв Володимир Борисович
МПК: B23K 11/04
Мітки: виготовлення, виробів, спосіб, форми, кільцевої
Формула / Реферат:
1. Способ изготовления изделий кольцевой формы, включающий вырубку полосы мерной длины с учетом припуска на оплавление и осадку, горячее формования замкнутой заготовки, сварку, удаление грата, отличающийся тем, что, с целью повышения производительности за счет исключения дополнительной механической обработки, снижения металлоемкости, энергоемкости процесса, повышения качества сварных соединений, замкнутую заготовку выполняют из полосы или...
Попередній патент: Багатозазорний керований розрядник
Наступний патент: Центрефуга для аналізу жирності молочного продукту
Випадковий патент: Пристрій для обробки кінців труб