Спосіб виготовлення кільцевих виробів
Номер патенту: 13710
Опубліковано: 25.04.1997
Автори: Озимин Віктор Михайлович, Горб Евген Васильович, Левицький Леонид Аркадійович, Шрамко Олександр Вікторович, Хейфец Валентин Ілліч, Биков Петро Павлович, Козловський Альфред Іванович, Івановський Костянтин Борисович, Валетов Михайло Серафимович, Новохатній Володимир Якимович, Староселецький Михайло Ілліч
Формула / Реферат
1. Способ изготовления кольцевых изделий, включающий разделение проката на мерные исходные заготовки, предварительное формообразование из них кольцевых заготовок и последующую механическую обработку последних с получением полуфабриката для раскатки, отличающийся тем, что, с целью повышения качества изделий, полуфабрикат получают с высотой, определяемой из следующей зависимости:
Нок = Н0-а,
где Нок - высота полуфабриката;
h0 - высота кольцевой заготовки;
а = 10-15 - коэффициент, учитывающий неравномерность деформации в радиальном и осевом направлениях при формообразовании кольцевой заготовки;
hк - высота готового изделия;
sк - толщина стенки готового изделия;
do - внутренний диаметр кольцевой заготовки и полуфабриката;
m - масса готового изделия;
р - плотность материала готового изделия.
2. Способ по п. 1, отличающийся тем, что полуфабрикат получают с фасками по внутреннему и наружному диаметрам, параметры которых определяют из следующих зависимостей:
где ан - величина угла наружных фасок полуфабриката;
ав - величина угла внутренних фасок полуфабриката;
R1 - радиус внутреннего радиального валка;
R2 - радиус наружного радиального валка;
sо - толщина стенки кольцевой заготовки;
Dsвн, Dsн - высоты фасок соответственно на внутреннем и наружном диаметрах полуфабриката;
k - коэффициент неравномерности деформация в радиальном направлении при формообразовании кольцевой заготовки;
Rвно, Rн,о - внутренний и наружный радиусы кольцевой заготовки;
Rвн,к, Rн,к - внутренний и наружный радиусы готового изделия.
Текст
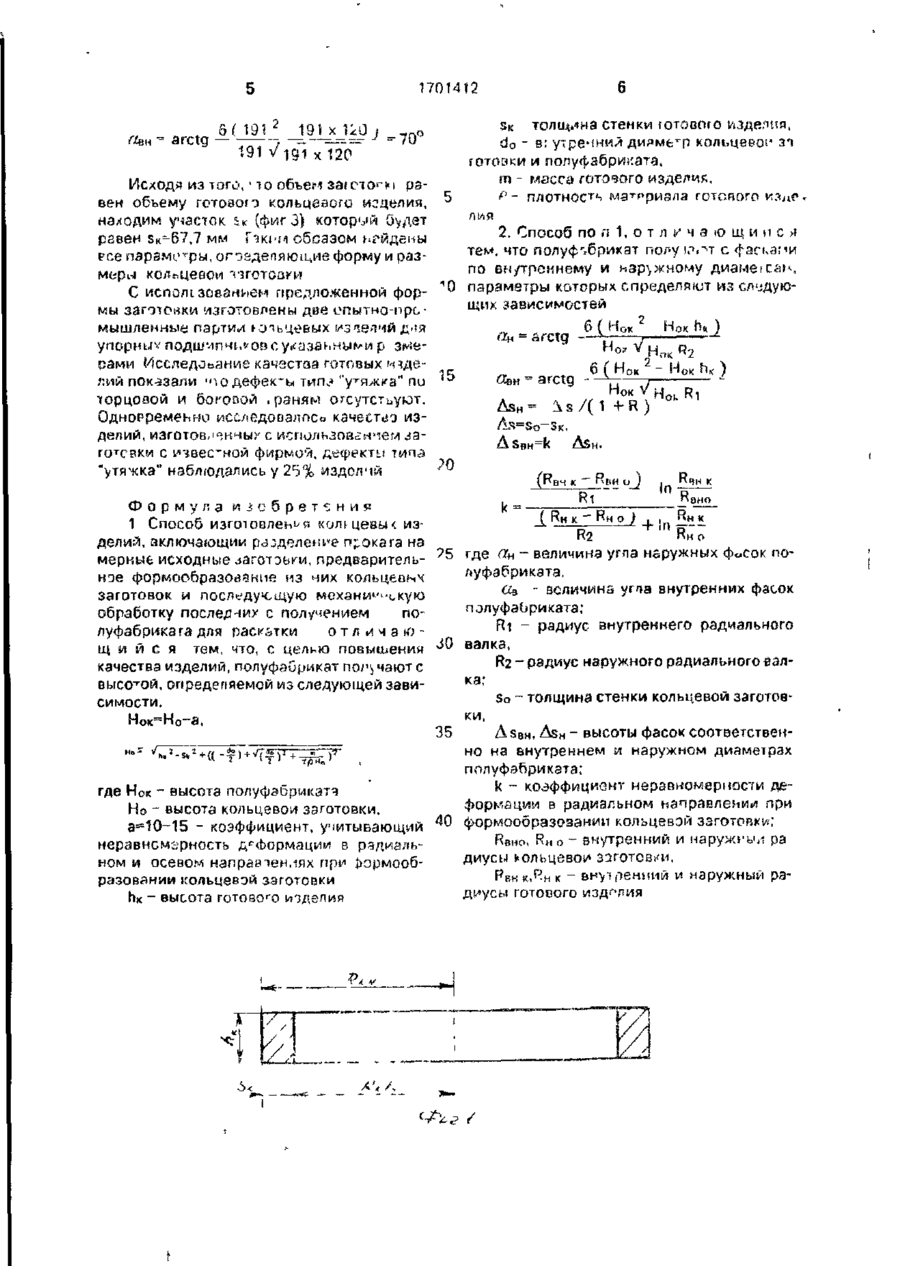
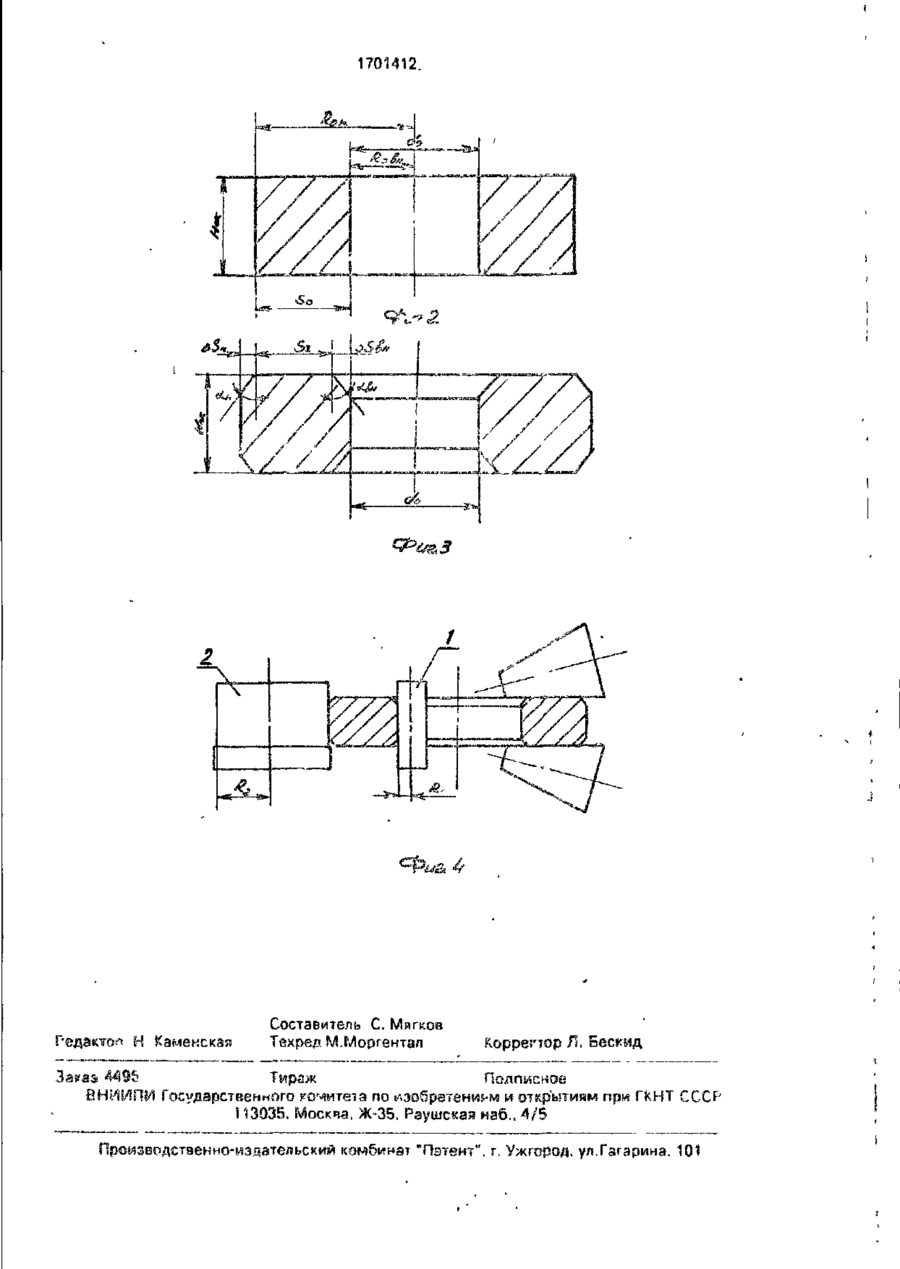
Изобретение относится к обработке металлов давлением, а именно к области изготовленмя кольцевых изделий Цель изобретения - повышение качества изде лий Способ включает разделение проката на мерные исходные заготовки, предварительное формообразование из них кольцевых заготовок и последующую их механическую обработку с получением полуфабриката для раскатки. При этом полуфабрикат получают с параметрами, определяемыми по предложенным зависимостям. Предложены зависимости для определения высоты полуфабриката Но*, высоты кольцевых заготовок Но. внутреннего диаметра кольцевой заготовки и лолуфабриката do. величину углов наружных и внутренних фасок полуфабриката d B , tin, высоты фасок на внутреннем и наружном диаметрах полуфабриката ASBH, ASH. Выполнение полуфабриката с размерами, определяемыми по предложенным зависимостям, позволяет снизить брак по дефектам типа "утяжин" на 25%. 4 ил. Изобретение относится к обработке метап^ов давлением и может быть использовано при производстве горячекатаных кольцевь'Х изделий для машино-, авиа- и ракетостроения и т.п Цель изобретения - повышение качества изделий. На фиг.1 изображено готовое изделие, на фиг.2 - кольцевая заготовка; на фиг 3 полуфабрикат для раскатки; на фиг 4 - схема процесса раскатки полуфабриката Способ осуществляют следующим образом. Прокат разделяют на мерные исходные заготовки, выполняют предварительное формирование кольцевой заготовки и ее последующую механическую обработку с получением полуфабриката с заданными параметрами:. Перед раскаткой по конеч ным параметрам готового кольцевого изделия, высоте пк, толщине Зк (фиг.1), массе m и плотности материала кольца р, и с учетом технологии получения кольцевой заготовки (диаметр пуансона равен диаметру прошиваемого отверстия), итерационным методом определяют расчетную высоту кольцевой заготовки Н о (вначале задаются каким-либо значением Но и вычисляют до сходимости их значений в левой и правой частях уравнения по формуле" где лия; - высота готового кольцевого изде SK -толщина стенки готового кольцевого изделия; 7Q1412 do ~ внуґречній диаметр кольцевой заготовки полуфабриката; m - масса готового кольцевого изделия; р - плотность материала прокатываемого кольцевого изделия. Вычитая из полученного значения коэффициент неравномерности деформации при формообразовании кольцевой г.аготое^и з (а= 10-15), находим высоту полуфабриката Нок (фиг .2), т.е. Нок=Н о -а Затем определяем толщину стенки кольцевой заготовки so (Фиг.?), знзя высоту кольцевой заготовки Гок. внутренний диаметр кольцевой заготовки tfo и массу готового кольцевого иэделрл чп. Величина As определяется как разность ме постоянства объема (равенства массы ис- 55 фасон ходной кольцевой заготовки и готового кольцевого изделия т). определяют конечОн • arctg * ные парэнегры исходно-/' КОЛЬЦЄРОЙ заго 17014t2 x l i 7 — 91 V 191 ° J -70° 120 ИСХОДИ ИЗ ТОГО, • то объем заістог*і равен объему готового кольцеаого исделия, наводим участок ь* (фиг 3) который Оудет равен s«^67,7 мм Гчкі-м обсазом ьгйдеиы рее параметры, огоздепяющие форму и размера кольцевой •ч'аготоаки С использованием предложенной формы заготовки изготовлены две опытно-промышленные партии ютьцевых ^зіе-тій д.ія упорны-*' ПОДШ'4Г)ЧІЛОВ с указанными р змерами Исследоьание качества готовых изделий показали " Ї О дефекты тип^ "у т яжка" пи торцовой и богооои . раням о^сутстьуют. Однорременно исследопаллсе. качестаэ изделий, И З Г О Т О В ^ К Н Ы У с использовгн'іем заготовки с иэвесной фирмой, дефекти типа "утяжка" наблюдались у 25% издслчй Формула изобретения 1 Способ изготовления кольцевые изделий, включающий р,з.;деление п^окага на мерные исходные заготэьги, предварительнэе формообразойдние из них кольцевых заготовок и последующую механи^ч,кую обработку последних с получением полуфабриката для раскьтки отличающ и й с я тем, что, с цепью повышения качества изделий, полуфабрикат поучают с высо т ой, определяемой из следующей зависимости. 5к толщина стенки готового изделия, d 0 - в: утре-іниЛ ДИРМЬ Р кольцевой зт готовки и полуфабриката, m - масса готового изделий, Р- плотность матрриала готового ИЗЛР лия 2. Способ п о п 1, о т л v ч а ю щ и и с я тем, что полуфабрикат полу і?гтренних фасок полуфабриката; Ri - радиус внутреннего радиального валка, R2~ радиус наружного радиального валка; So - толщина стенки кольцевой заготовки, Д S 3 H. ASH - высоты фасок соответствен35 но на внутреннем и наружном диаметрах полуфабриката; к - коэффициент неравномерности дегде Нок - высота полуфабриката формацим в радиальном направлении при Но - высота кольцевой заготовки, а=10-15 - коэффициент, учитывающий 40 формообразозанип кольцевой заготовка; Явно. RH О - внутренний и наружный ра неравнемйрность деформации в радиальдиусы кольцевой заготовки. ном и осевом направіен.іях при формообРвн кЛ'-н к - внутренний и наружный раразовании кольцевой заготовки г диусы готового изделия hit - высота готово о изделия 1701412. Гедактол Н Каменская Составитель С. Мягков Техред М.Моргентал Коррегтор Л. a "v^so Тираж Подписное !НИИПИ Государственного комитета по
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacture of annular articles
Автори англійськоюLevytskyi Leonid Arkadiovych, Kheifets Valentyn Illich, Valetov Mykhailo Serafymovych, Ivanovskyi Kostiantyn Borysovych, Staroseletskyi Mykhailo Illich, Kozlovskyi Alfred Ivanovych, Horb Evhen Vasyliovych, Shramko Oleksandr Viktorovych, Ozymyn Viktor Mykhailovych, Bykov Petro Pavlovych
Назва патенту російськоюСпособ изготовления кольцевых изделий
Автори російськоюЛевицкий Леонид Аркадьевич, Хейфец Валентин Ильич, Валетов Михаил Серафимович, Ивановский Константин Борисович, Староселецкий Михаил Ильич, Козловский Альфред Иванович, Горб Евгений Васильевич, Шрамко Александр Викторович, Озимин Виктор Михайлович, Быков Петр Павлович
МПК / Мітки
Мітки: спосіб, виробів, виготовлення, кільцевих
Код посилання
<a href="https://ua.patents.su/4-13710-sposib-vigotovlennya-kilcevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення кільцевих виробів</a>
Спосіб виготовлення кільцевих виробів з гребнем
Номер патенту: 11406
Опубліковано: 25.12.1996
Автори: Озимин Віктор Михайлович, Яковченко Олександр Васильович, Староселецький Михайло Ілліч, Нечепоренко Анатолій Петрович, Новохатній Володимир Акимович, Горб Евген Васильович, Донський Анатолій Іванович, Левицький Леонид Аркадійович, Хейфец Валентин Ілліч
МПК: B21H 1/00
Мітки: виробів, кільцевих, спосіб, гребнем, виготовлення
Формула / Реферат:
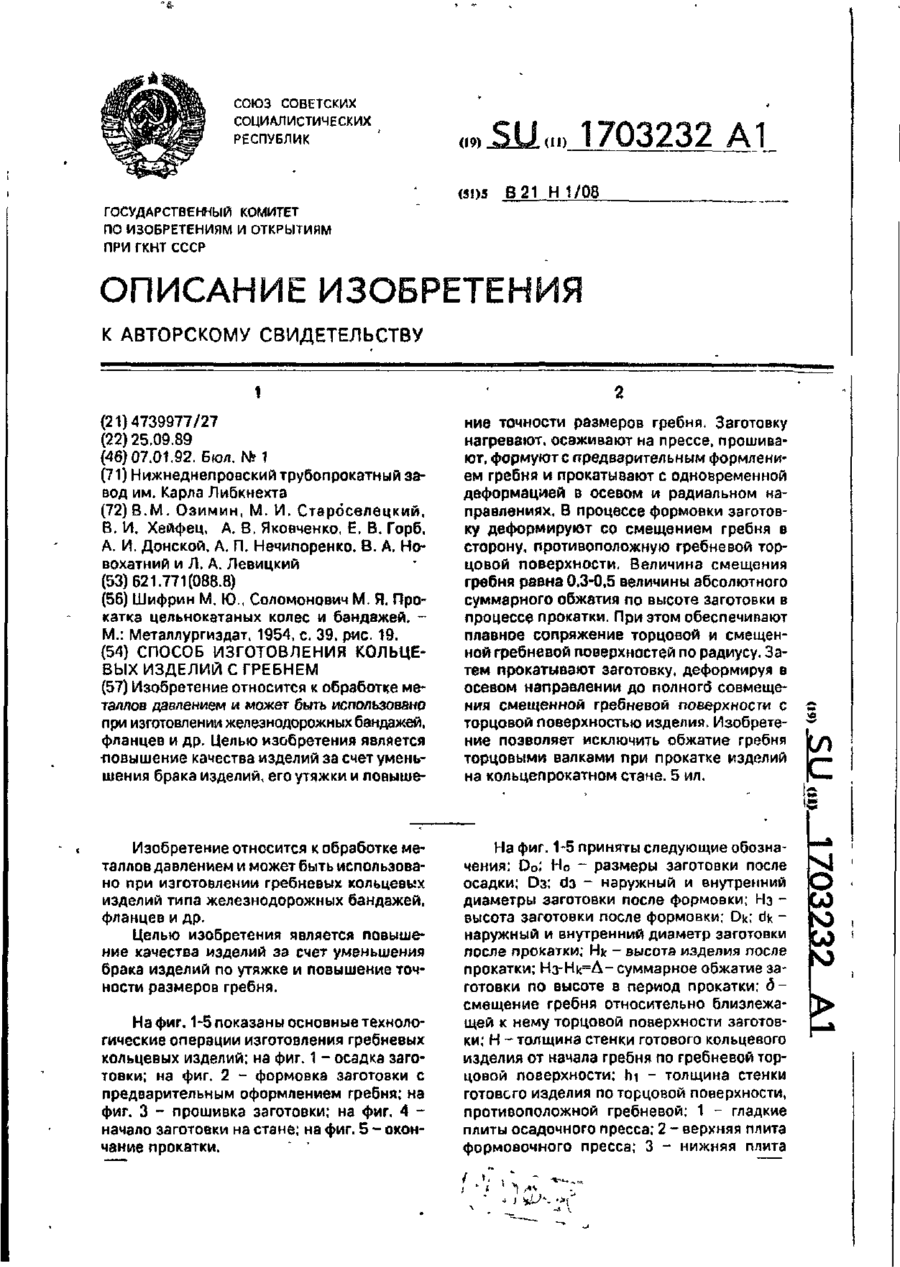
Способ изготовления кольцевых изделий с гребнем, включающий нагрев, осадку, прошивку, формовку заготовки с предварительным оформлением гребня и ее прокатку с одновременной деформацией в радиальном и осевом направлениях, отличающийся тем, что, с целью повышения качества изделий за счет уменьшения брака изделий по утяжке и повышения точности размеров гребня, при формовке заготовку деформируют со смещением гребня относительно близлежащей к...
Спосіб виготовлення кільцевих одногребеневих виробів
Номер патенту: 4033
Опубліковано: 27.12.1994
Автори: Горб Євген Васильович, Озимин Віктор Михайлович, Козловський Альфред Іванович, Староселецький Михайло Іліч, Хейфец Валентин Ільіч, Пахомов Генадій Юхимович, Биков Петро Павлович, Стальнокрицький Віктор Миколайович
МПК: B21H 1/00
Мітки: одногребеневих, кільцевих, виготовлення, спосіб, виробів
Формула / Реферат:
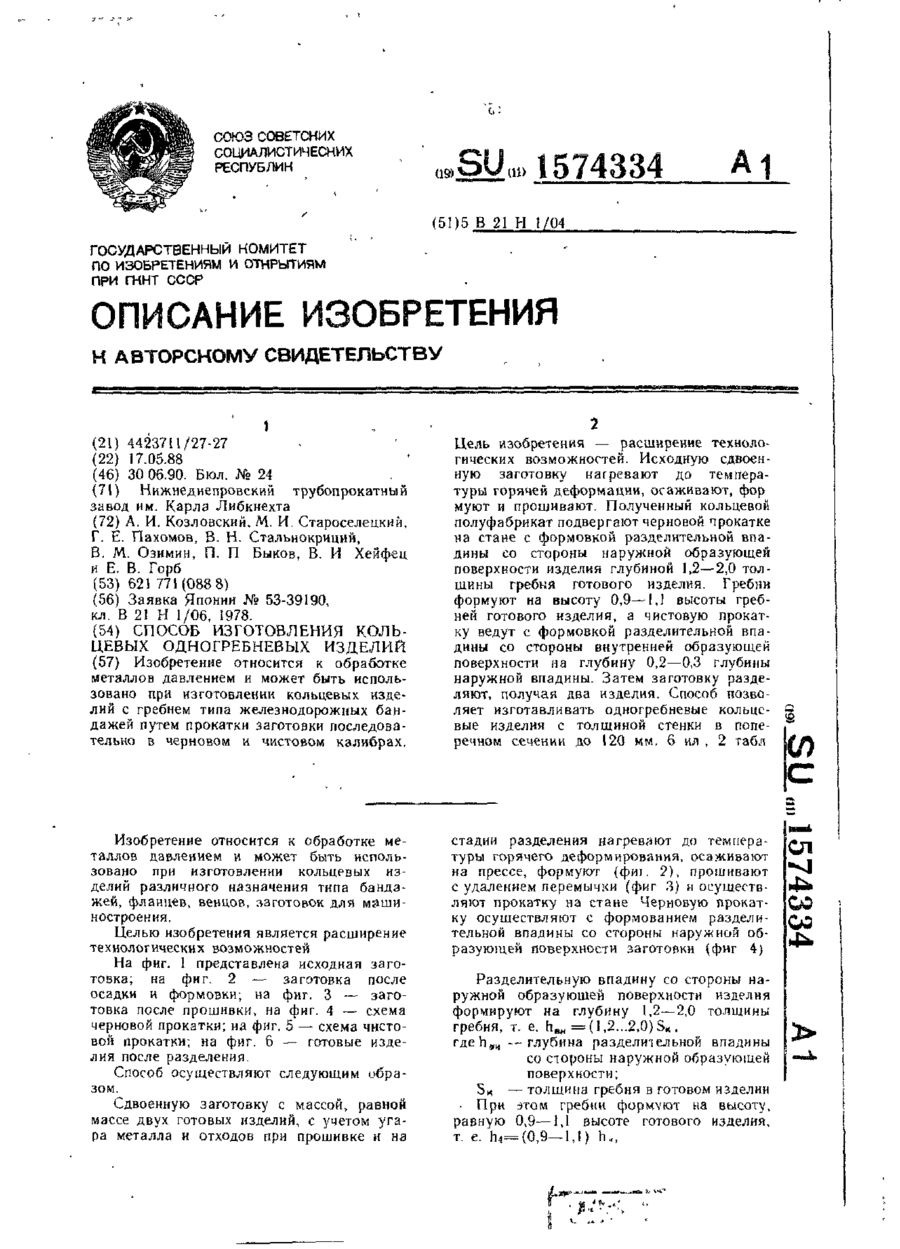
Способ изготовления кольцевых одногребневых изделий, включающий получение предварительной заготовки, черненую и чистовую прокатку сдвоенной заготовки и разделение заготовок, отличающийся тем, что, с целью расширения технологических возможностей, черновую прокатку осуществляют с формовкой разделительной впадины со стороны наружной образующей поверхности заготовки глубиной 1,2-2,0 толщины гребня готового изделия и гребней высотой 0,9-1,1...
Спосіб виготовлення кільцевих заготовок масивних шин
Номер патенту: 2351
Опубліковано: 26.12.1994
Автори: Науменко Олександр Петрович, Столяр Ігор Анатолієвич, Дзюра Євген Антонович
МПК: B29D 30/00, B29C 35/02
Мітки: спосіб, заготовок, кільцевих, виготовлення, шин, масивних
Формула / Реферат:
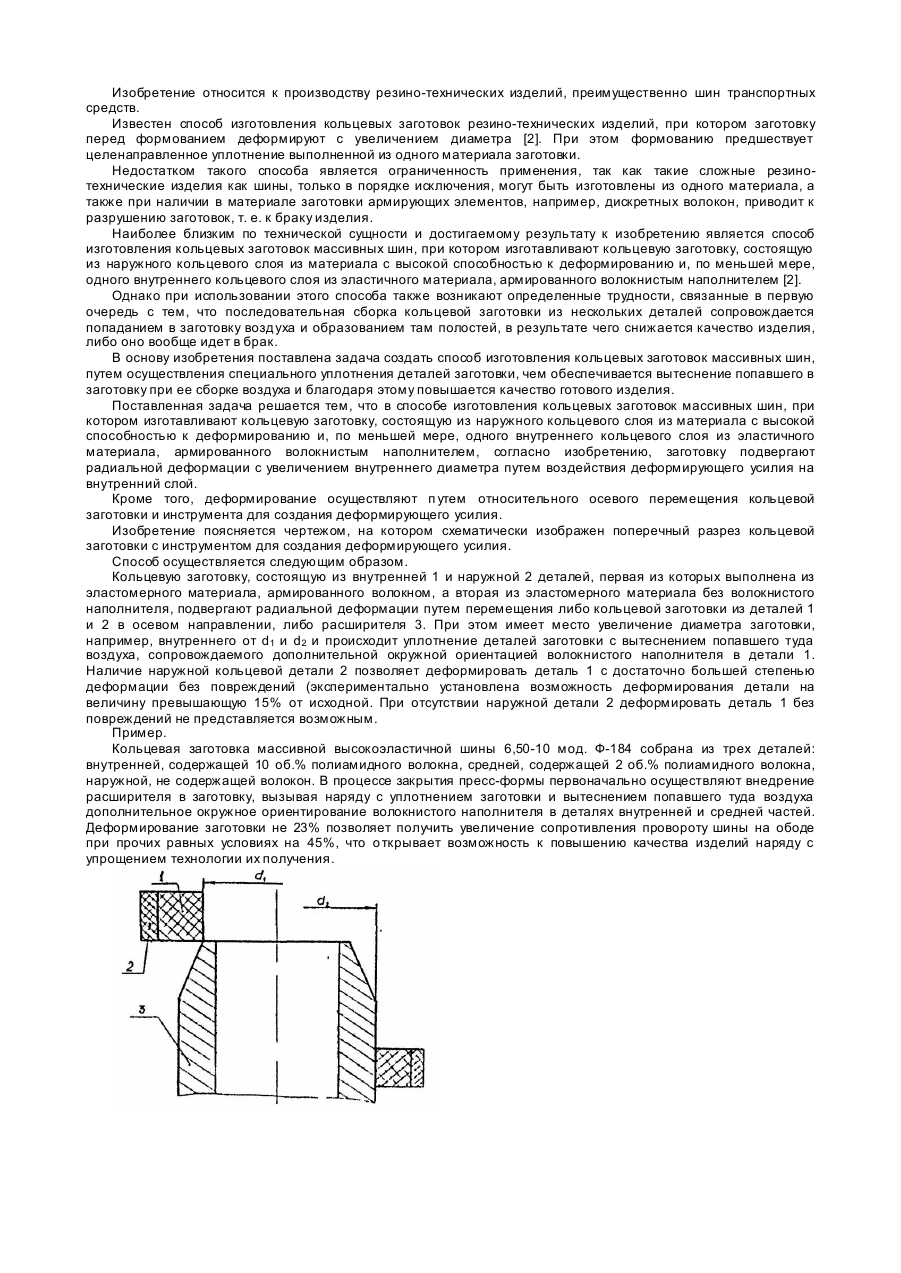
1. Способ изготовления кольцевых заготовок массивных шин, при котором изготовляют кольцевую заготовку, состоящую из наружного кольцевого слоя из материала с высокой способностью к деформированию и, по меньшей мере, одного внутреннего кольцевого слоя из эластичного материала, армированного волокнистым наполнителем, отличающийся тем, что заготовку подвергают радиальной деформации с увеличением внутреннего диаметра путем воздействия...
Спосіб прокатки кільцевих виробів
Номер патенту: 11398
Опубліковано: 25.12.1996
Автори: Піщев Юрій Павлович, Яковченко Олександр Васильович, Староселецький Михайло Ілліч, Хейфец Валентин Ільіч, Озимин Віктор Михайлович
МПК: B21H 1/00
Мітки: спосіб, прокатки, кільцевих, виробів
Формула / Реферат:
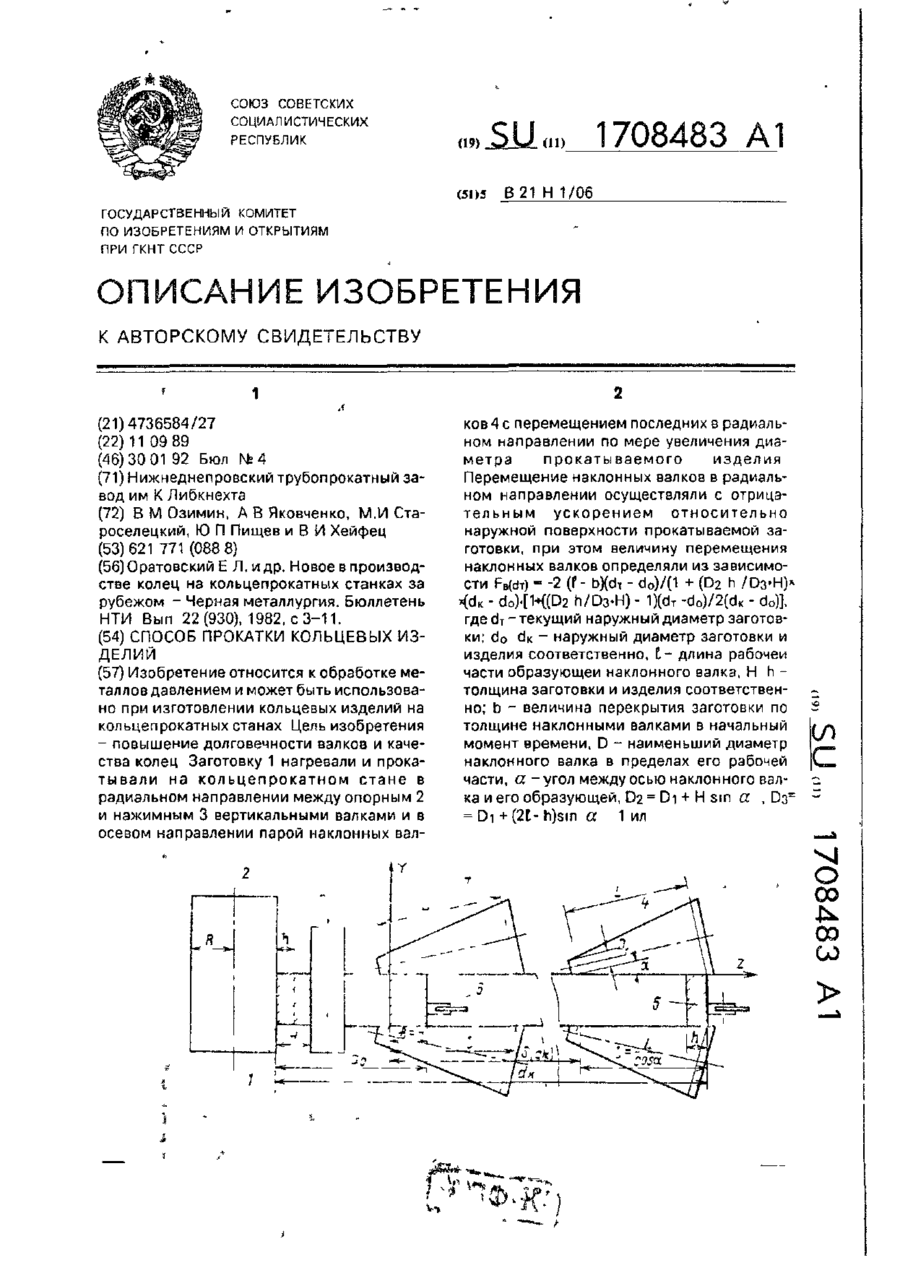
Способ прокатки кольцевых изделий, включающий деформацию кольцевой заготовки прокаткой с радиальным обжатием заготовки между опорным и нажимным вертикальными валками в осевым обжатием между парой наклонных валков, непрерывно перемещающихся в радиальном направлении относительно наружной боковой поверхности заготовки, отличающийся тем, что, с целью повышения долговечности валков и качества изделий, перемещение наклонных валков...
Спосіб виготовлення порожнистих деталей

Номер патенту: 5856
Опубліковано: 29.12.1994
Автори: Шишов Валерій Володимирович, Шмидт Рудольф Якович, Зайденко Анатолій Михайлович
МПК: B21K 21/00
Мітки: порожнистих, спосіб, виготовлення, деталей
Формула / Реферат:
Способ изготовления полых деталей путем получения заготовки из прутка, осадки ее, деформирования обратным выдавливанием, пробивки дна и оформления фасок на торцах, отличающийся тем, что, с целью повышения качества получаемых изделий, заготовку получают шаровой формы путем прокатки прутка, калибруют ее, после пробивки дна полученный полуфабрикат дорнуют, осаживают его торцы с образованием облоя и обрезают облой, а оформление фасок на...
Попередній патент: Спосіб одержання композиційногоматеріалу, що містить алмази
Наступний патент: Пристрій для формування мінераловатного килима
Випадковий патент: Спосіб визначення концентрації еуфіліну у сироватці крові шляхом капілярного електрофорезу