Спосіб гумування металевих ємкостей
Номер патенту: 66127
Опубліковано: 15.04.2004
Автори: Лепьохін Володимир Васильович, Тимашов Сергій Павлович, Кудрявцева Ольга Іванівна, Шолін Михайло Костянтинович
Формула / Реферат
Спосіб гумування металевих ємкостей, який включає виготовлення заготовок, кріплення заготовок з їх склеюванням при стикуванні, який відрізняється тим, що виготовляють заготовки у вигляді листів гуми, які привулканізовані до металевих листів зі зміщенням кромок листів гуми відносно кромок металевих листів, кріплять заготовки приварюванням кромок їх металевих листів до стінок ємкості, склеюють заготовки звисаючою над власним металевим листом ділянкою гуми заготовки до оголеної ділянки металевого листа сусідньої заготовки, а також кромками гумових листів над загальним металевим листом заготовок.
Текст
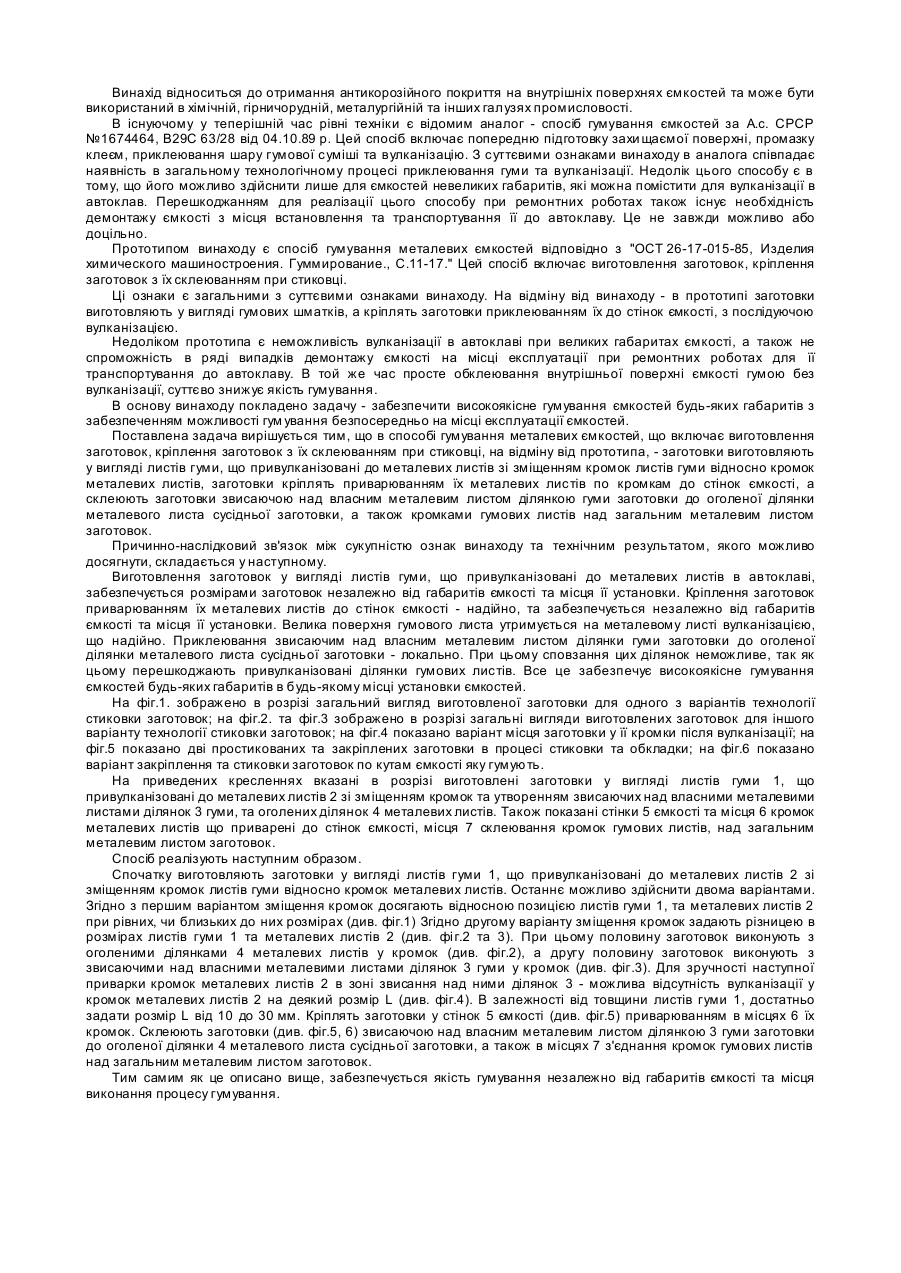
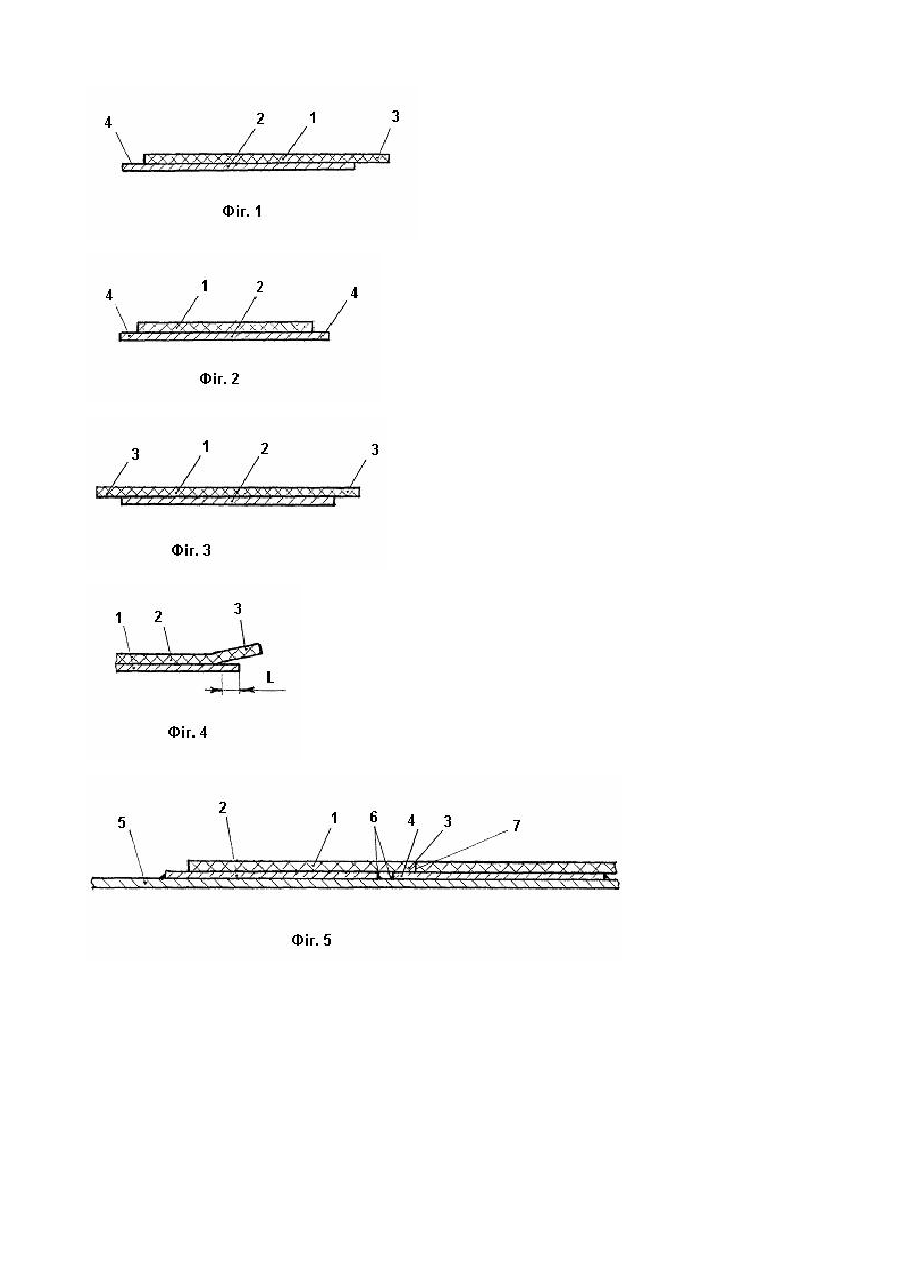
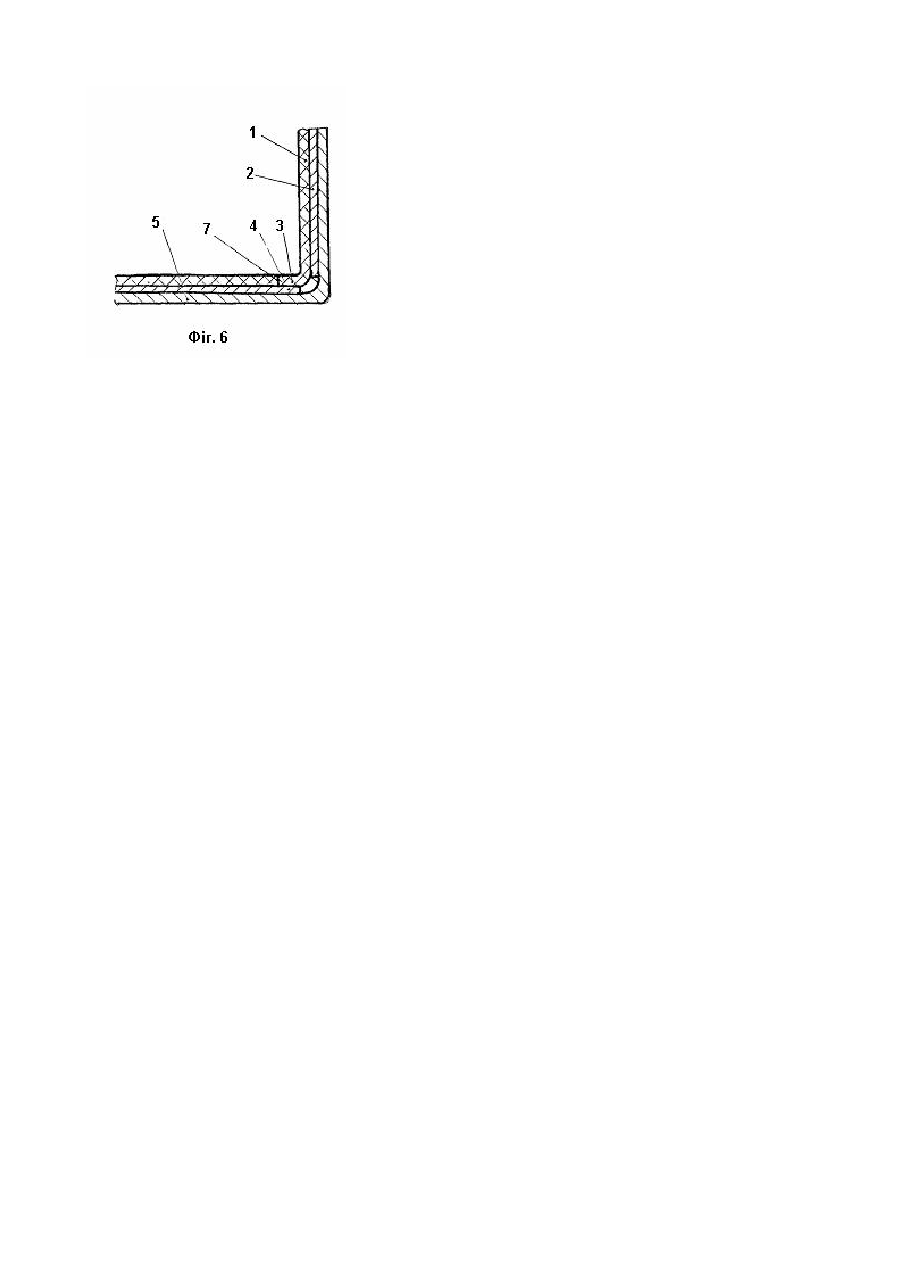
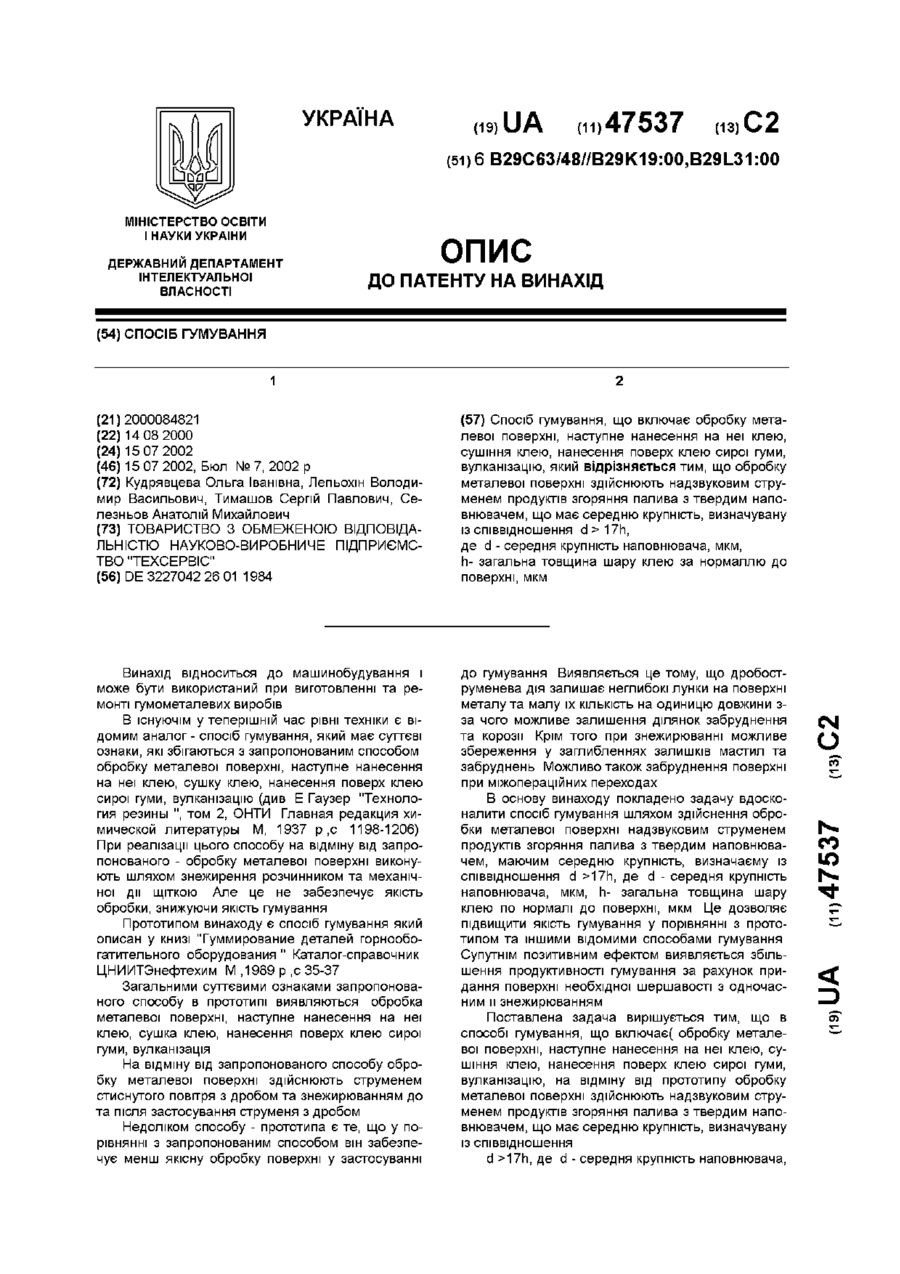
Винахід відноситься до отримання антикорозійного покриття на внутрішніх поверхнях ємкостей та може бути використаний в хімічній, гірничорудній, металургійній та інших галузях промисловості. В існуючому у теперішній час рівні техніки є відомим аналог - спосіб гумування ємкостей за А.с. СРСР №1674464, В29С 63/28 від 04.10.89 р. Цей спосіб включає попередню підготовку захи щаємої поверхні, промазку клеєм, приклеювання шару гумової суміші та вулканізацію. З суттєвими ознаками винаходу в аналога співпадає наявність в загальному технологічному процесі приклеювання гуми та вулканізації. Недолік цього способу є в тому, що його можливо здійснити лише для ємкостей невеликих габаритів, які можна помістити для вулканізації в автоклав. Перешкоджанням для реалізації цього способу при ремонтних роботах також існує необхідність демонтажу ємкості з місця встановлення та транспортування її до автоклаву. Це не завжди можливо або доцільно. Прототипом винаходу є спосіб гумування металевих ємкостей відповідно з "ОСТ 26-17-015-85, Изделия химического машиностроения. Гуммирование., C.11-17." Цей спосіб включає виготовлення заготовок, кріплення заготовок з їх склеюванням при стиковці. Ці ознаки є загальними з суттєвими ознаками винаходу. На відміну від винаходу - в прототипі заготовки виготовляють у вигляді гумових шматків, а кріплять заготовки приклеюванням їх до стінок ємкості, з послідуючою вулканізацією. Недоліком прототипа є неможливість вулканізації в автоклаві при великих габаритах ємкості, а також не спроможність в ряді випадків демонтажу ємкості на місці експлуатації при ремонтних роботах для її транспортування до автоклаву. В той же час просте обклеювання внутрішньої поверхні ємкості гумою без вулканізації, суттєво знижує якість гумування. В основу винаходу покладено задачу - забезпечити високоякісне гумування ємкостей будь-яких габаритів з забезпеченням можливості гум ування безпосередньо на місці експлуатації ємкостей. Поставлена задача вирішується тим, що в способі гумування металевих ємкостей, що включає виготовлення заготовок, кріплення заготовок з їх склеюванням при стиковці, на відміну від прототипа, - заготовки виготовляють у вигляді листів гуми, що привулканізовані до металевих листів зі зміщенням кромок листів гуми відносно кромок металевих листів, заготовки кріплять приварюванням їх металевих листів по кромкам до стінок ємкості, а склеюють заготовки звисаючою над власним металевим листом ділянкою гуми заготовки до оголеної ділянки металевого листа сусідньої заготовки, а також кромками гумових листів над загальним металевим листом заготовок. Причинно-наслідковий зв'язок між сукупністю ознак винаходу та технічним результатом, якого можливо досягнути, складається у наступному. Виготовлення заготовок у вигляді листів гуми, що привулканізовані до металевих листів в автоклаві, забезпечується розмірами заготовок незалежно від габаритів ємкості та місця її установки. Кріплення заготовок приварюванням їх металевих листів до стінок ємкості - надійно, та забезпечується незалежно від габаритів ємкості та місця її установки. Велика поверхня гумового листа утримується на металевому листі вулканізацією, що надійно. Приклеювання звисаючим над власним металевим листом ділянки гуми заготовки до оголеної ділянки металевого листа сусідньої заготовки - локально. При цьому сповзання цих ділянок неможливе, так як цьому перешкоджають привулканізовані ділянки гумових листів. Все це забезпечує високоякісне гумування ємкостей будь-яких габаритів в будь-якому місці установки ємкостей. На фіг.1. зображено в розрізі загальний вигляд виготовленої заготовки для одного з варіантів технології стиковки заготовок; на фіг.2. та фіг.3 зображено в розрізі загальні вигляди виготовлених заготовок для іншого варіанту технології стиковки заготовок; на фіг.4 показано варіант місця заготовки у її кромки після вулканізації; на фіг.5 показано дві простикованих та закріплених заготовки в процесі стиковки та обкладки; на фіг.6 показано варіант закріплення та стиковки заготовок по кутам ємкості яку гумують. На приведених кресленнях вказані в розрізі виготовлені заготовки у вигляді листів гуми 1, що привулканізовані до металевих листів 2 зі зміщенням кромок та утворенням звисаючих над власними металевими листами ділянок 3 гуми, та оголених ділянок 4 металевих листів. Також показані стінки 5 ємкості та місця 6 кромок металевих листів що приварені до стінок ємкості, місця 7 склеювання кромок гумових листів, над загальним металевим листом заготовок. Спосіб реалізують наступним образом. Спочатку виготовляють заготовки у вигляді листів гуми 1, що привулканізовані до металевих листів 2 зі зміщенням кромок листів гуми відносно кромок металевих листів. Останнє можливо здійснити двома варіантами. Згідно з першим варіантом зміщення кромок досягають відносною позицією листів гуми 1, та металевих листів 2 при рівних, чи близьких до них розмірах (див. фіг.1) Згідно другому варіанту зміщення кромок задають різницею в розмірах листів гуми 1 та металевих листів 2 (див. фі г.2 та 3). При цьому половину заготовок виконують з оголеними ділянками 4 металевих листів у кромок (див. фіг.2), а другу половину заготовок виконують з звисаючими над власними металевими листами ділянок 3 гуми у кромок (див. фіг.3). Для зручності наступної приварки кромок металевих листів 2 в зоні звисання над ними ділянок 3 - можлива відсутність вулканізації у кромок металевих листів 2 на деякий розмір L (див. фіг.4). В залежності від товщини листів гуми 1, достатньо задати розмір L від 10 до 30 мм. Кріплять заготовки у стінок 5 ємкості (див. фіг.5) приварюванням в місцях 6 їх кромок. Склеюють заготовки (див. фіг.5, 6) звисаючою над власним металевим листом ділянкою 3 гуми заготовки до оголеної ділянки 4 металевого листа сусідньої заготовки, а також в місцях 7 з'єднання кромок гумових листів над загальним металевим листом заготовок. Тим самим як це описано вище, забезпечується якість гумування незалежно від габаритів ємкості та місця виконання процесу гумування.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for rubberizing the metal containers
Автори англійськоюSholin Mykhailo Kostiantynovych
Назва патенту російськоюСпособ обрезинивания металлических емкостей
Автори російськоюШолин Михаил Константинович
МПК / Мітки
МПК: B29C 63/26
Мітки: спосіб, ємкостей, гумування, металевих
Код посилання
<a href="https://ua.patents.su/3-66127-sposib-gumuvannya-metalevikh-ehmkostejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб гумування металевих ємкостей</a>
Спосіб гумування
Номер патенту: 47537
Опубліковано: 15.07.2002
Автори: Лепьохін Володимир Васильович, Кудрявцева Ольга Іванівна, Селезньов Анатолій Михайлович, Тимашов Сергій Павлович
МПК: B29C 63/00, B29K 19/00, B29L 31/00
Формула / Реферат:
Спосіб гумування, що включає обробку металевої поверхні, наступне нанесення на неї клею, сушіння клею, нанесення поверх клею сирої гуми, вулканізацію, який відрізняється тим, що обробку металевої поверхні здійснюють надзвуковим струменем продуктів згоряння палива з твердим наповнювачем, що має середню крупність, визначувану із співвідношення: d > 17h,де: d - середня крупність наповнювача, мкм, h- загальна товщина шару клею за...
Спосіб зачищення резервуарних ємкостей від пірофорних та смолистих відкладень
Номер патенту: 52533
Опубліковано: 17.03.2003
Автори: Хімченко Іван Сергійович, Бартенєв Олександр Володимирович, Клявлін Валерій Володимирович, Уніговський Леонід Михайлович
МПК: B09B 5/00, B08B 9/08, B63B 57/00
Мітки: відкладень, смолистих, спосіб, зачищення, пірофорних, резервуарних, ємкостей
Формула / Реферат:
1. Спосіб зачищення резервуарних ємкостей від пірофорних та смолистих відкладень, який полягає у встановленні в технологічній лінії зачищення резервуарних ємкостей від пірофорних та смолистих відкладень ємкості з водою, приєднанні її до напірного трубопроводу, який з'єднують з приймальним патрубком кільцевого гідромонітора-ежектора, що встановлюють в резервуарній ємкості зберігання і накопичення нафтопродуктів, в якій містяться смолисті і...
Спосіб відновлення кислотонепроникності футерованих ємкостей наливного типу
Номер патенту: 61486
Опубліковано: 17.11.2003
Автори: Болюк Сергій Васильович, Бічевий Петро Павлович
МПК: F27D 1/00
Мітки: відновлення, наливного, кислотонепроникності, спосіб, типу, ємкостей, футерованих
Формула / Реферат:
1. Спосіб відновлення кислотонепроникності футерованих ємкостей шляхом обробки футерованого шару, який відрізняється тим, що футерівку насичують сумішшю з водонерозчинних полімера, мономера та тонкодисперсної глини через отвори в місцях течі або через спеціально виконані отвори в корпусі ємкості.2. Спосіб за п. 1, який відрізняється тим, що суміш використовують при наступному співвідношенні компонентів, мас. %: ...
Спосіб гірничої рекультивації глибоких відкритих ємкостей з крутими укосами

Номер патенту: 40398
Опубліковано: 16.07.2001
Автори: Салганік Вадім Абович, Стагіс Станіслав Генріхович, Дядечкін Микола Іванович, Ахкозов Юрій Леонтійович, Воротеляк Гарольд Андрійович
МПК: E21C 41/26
Мітки: рекультивації, спосіб, укосами, крутими, ємкостей, глибоких, гірничої, відкритих
Формула / Реферат:
Спосіб гірничої рекультивації глибоких відкритих ємкостей з крутими укосами, який включає транспортування відходів виробництва рухомим транспортом до відвальних забоїв для заповнення ємкостей цими відходами, заповнення емкостей відходами виробництва механізованою відсипкою, який відрізняється тим, що заповнення ємкостей техногенних або природних роблять циклічно, спочатку заповнення частини ємкості здійснюють двома механізованими відсипками...
Засіб зварювання встик заготівок із плакірованих металевих композиційних матеріалів
Номер патенту: 11352
Опубліковано: 25.12.1996
Автори: Чаюн Андрій Григорович, Сергацький Георгій Іванович, Борисов Михайло Тимофійович, Титов Вячеслав Андрійович
МПК: B23K 33/00
Мітки: металевих, заготівок, засіб, зварювання, плакірованих, встик, матеріалів, композиційних
Формула / Реферат:
Способ сварки встык заготовок из плакированных металлических композиционных материалов, при котором стыковку и сварку производят по плакирующему слою, отличающийся тем, что, с целью повышения прочности и снижения материалоемкости сварного соединения, свариваемые кромки заготовок изгибают, затем удаляют отогнутую часть, выступающую за поверхность заготовки заподлицо с ней, и на каждой кромке выполняют скос со стороны изогнутой части кромки...
Попередній патент: Спосіб дослідження кольоровідчуття
Наступний патент: Люмінофор зеленого кольору свічення на основі ортосилікату цинку
Випадковий патент: Пестицидна комбінація