Спосіб різання холодних сталевих заготовок
Номер патенту: 6140
Опубліковано: 29.12.1994
Автори: Шатерніков Олександр Семенович, Босий Володимир Миколайович, Сизий Юрій Анатолійович, Савченко Едуард Вікторович
Формула / Реферат
Способ резки холодных стальных заготовок, преимущественно тонкостенных, включающий сообщение движения подачи вращающейся гладкой дисковой пиле трения относительно заготовки при скоростях резания, обеспечивающих самоохлаждение диска, отличающийся тем, что, с целью повышения качества реза путем уменьшения высоты заусенца выхода, гладкой дисковой пиле трения или заготовке сообщают движение подачи с усилием, величину которого определяют по формуле
Р = К · sT · F,
где Р - усилие подачи;
F - площадь контакта периферии диска с заготовкой, мм2;
sT - предел текучести материала заготовки, н/мм2;
К -5·10-3·V-безразмерный коэффициент, где V - скорость резания, м/с.
Текст
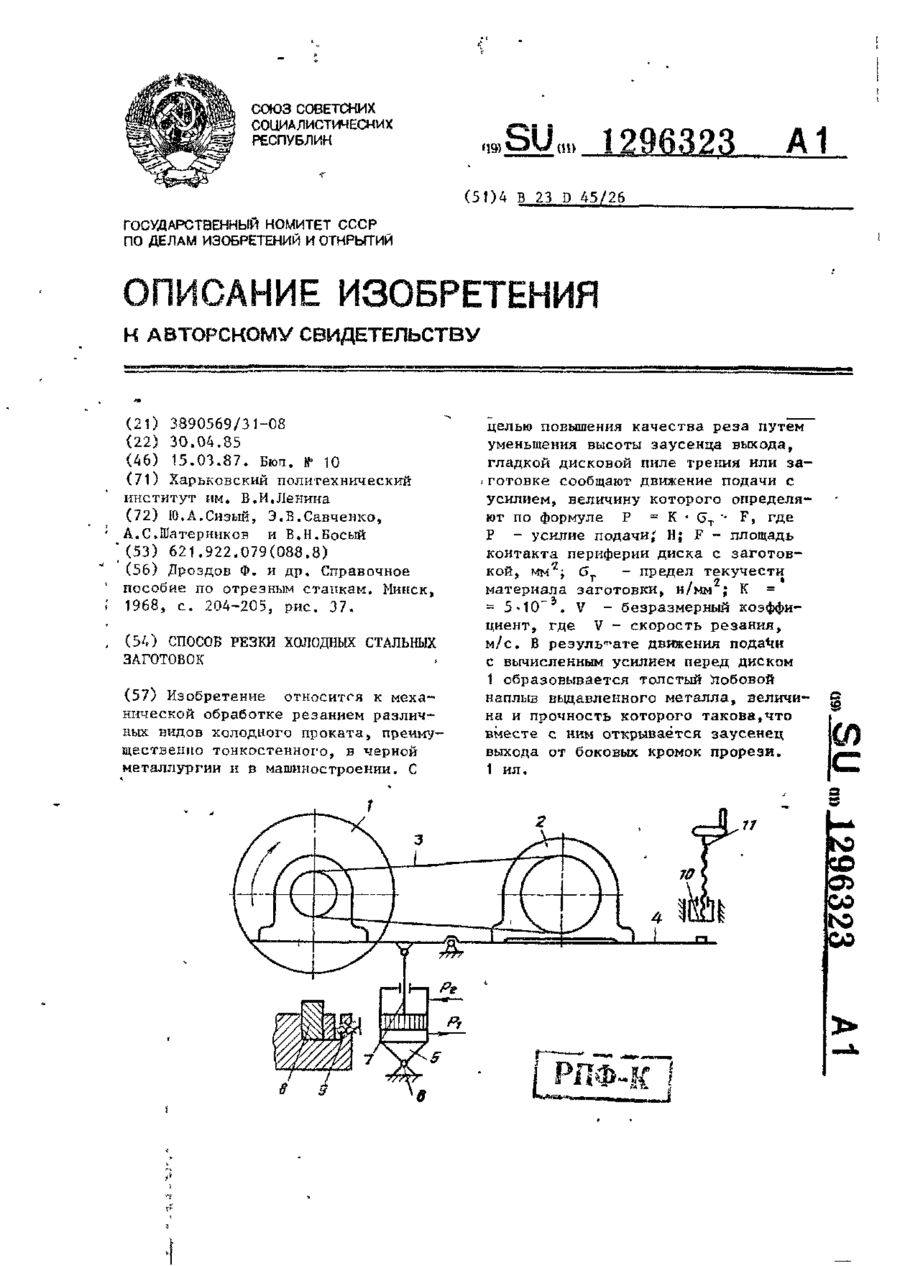
Изобретение относится к механической обработке резанием различных видов холодного проката, преимущественно тонкостенного, в черной металлургии и в машиностроении. С целью повышения качества реза путем уменьшения высоты заусенца выхода, гладкой дисковой пиле трения или заготовке сообщают движение подачи с усилием, величину которого определяют по формуле Р = К • Сзт • F, где • Р - усилие подачиі Н; F - площадь контакта периферии диска с заготов- предел текучести кой, мм материала заготовки, н/мм ; К = - 5 И 0 ~ . V - безразмерный коэффициент, где V - скорость резания, м/с. В результате движения подачи с вычисленным усилием перед диском 1 образовывается толстый лобовой наплыв выдавленного металла, величина и прочность которого такова.что вместе с ним открывается заусенец выхода от боковых кромок прорези. 1 ил. о 8 СО со ю СО 1 1296323 Изобретение относится к механи= 220 МПа, гладким диском толщиной ческой обработке резанирм различных видов холодного проката, преимущест= 70 м/с. Вычисляют* требуемое усилие венно тонкостенного в черной металподачи: лургии и в машиностроении. Р = д-. • 5 • 1 0 ~ ? ' 70 • 200= 560 Н 2 Цель изобретения - повышение кагде К - 5 > 1 0 ~ Э • V . чества реза путем уменьшения высоты По динамометру настраивают усилие заусенца выхода зл счет значительподачи в 560 Н. Отводят диск, устаного увеличения усилия подачи. навливают и крепят в тисках 9 пластиНа чертеже схематически изображе- 10 ну так, чтобы размер толщины ее был но устройство для разрезки проката перпендикулярен направлении подачи. быстроходным гладким диском трения. Включают движение подачи, Движение Способ осуществляется следующим подачи происходит до жесткого упора образом при помощи устройства, при10, настроенного при помощи винта 11 веденного на чертеже. так,чтобы пластина разрезалась не до Гладкий диск 1 трений вращается конца. Перед диском образовывается от электродвигателя 2 через рементолстый лобовой наплыв выдавленного ную передачу 3 и устанавливается металла движением подачи, величина на качающейся платформе 4. Движеи прочность которого таковы, что 20 ние подачи диску сообщает гидроцивместе с ним открывается заусенец линдр, корпус 5 которого шарнирно выхода от боковых кромок прорези. крепится к опоре 6, а шток 7 шарнирВысота заусенца выхода менее 0,5 мм но крепится к платформе 4, Разрезаескорость подачи 250 мм/с. мый прокат 8 крепится в тисках 9.При 25 разрезке проката штоковая полость Ф о р м у л а и з о б р е т е н и я гидроцилиндра сообщается с напорной магистралью гидросистемы, давление Способ резки холодных стальных в которой поддерживается постоянным заготовок, преимущественно тонкоравным Р , а поршневая полость гид30 стенных» включающий сообщение двироцилиндра сообщается со сливной жения" подачи вращающейся гладкой магистралью гидросистемы с давленидисковой пиле трения относительно ем Р ( . заготовки при скоростях резания, Давление ? 2 настраивается таким, обеспечивающих самоохлаждение диска, чтобы обеспечить нужный перепад даво т л и ч а ю щ и й с я тем, что, ления Р 2 - , , который обеспечит тре- 35 с целью повышения качества реза пу-.Р буемое усилие подачи, для этого при тем уменьшения высоты заусенца выхонастройке вместо разрезаемой детада^ гладкой дисковой пиле трения или ли устанавливается пружинный стрезаготовке сообщают движение подачи лочный динамометр. Без вращения 40 с усилием, величину которого опредиска включают движение подачи.Диск деляют по формуле упирается в динамометр, и подача прекращается. По стрелке динамометра Р = К - СГТ • F , " видно усилие, с которым диск прижат. Регулируя давление Р £ переливным где V - усилие подачи; клапаном и наблюдая за стрелкой ди45 F - площадь контакта периферии намометра, настраивается усилие по2 дачи. диска с заготовкой, мм ; (Тт - предел текучести материала При помощи предлагаемого устройстзаготовки, и/мм 2 ; ва производят разрезку прямоугольной 50 К — 5 • 10" • V - безразмерпластины толщиной 4 мм из стали ный коэффициент, где V 08КП с пределом текучести 6 Т = Скорость резания,м/с. ВНИІЇПИ Заказ 703/16 Тираж 976 Подписное Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for cutting cold steel billets
Автори англійськоюSyzyi Yurii Anatoliiovych, Savchenko Eduard Viktorovych, Shaternikov Oleksandr Semenovych, Bosyi Volodymyr Mykolaiovych
Назва патенту російськоюСпособ резки холодных стальных заготовок
Автори російськоюСизый Юрий Анатольевич, Савченко Эдуард Викторович, Шатерников Александр Семенович, Босый Владимир Николаевич
МПК / Мітки
МПК: B23D 45/00
Мітки: холодних, різання, спосіб, заготовок, сталевих
Код посилання
<a href="https://ua.patents.su/2-6140-sposib-rizannya-kholodnikh-stalevikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб різання холодних сталевих заготовок</a>
Спосіб суспензіонного лиття сталевих заготовок
Номер патенту: 5262
Опубліковано: 28.12.1994
Автори: Песковський Сергій Михайлович, Мудрук Леонід Олександрович, Джалілов Діаз Борисович, Затуловський Сергій Семенович
МПК: B22D 27/20, B22D 7/00
Мітки: лиття, спосіб, сталевих, суспензіонного, заготовок
Формула / Реферат:
Способ суспензионного литья стальных заготовок, включающий заливку жидкого металла и ввод дисперсных добавок при заполнении части объема рабочей полости литейной формы, отличающийся тем, что, с целью снижения количества усадочных дефектов за счет улучшения условий направленного затвердевания, после заполнения рабочей полости литейной формы на 1/5-4/5 ее объема расход дисперсных добавок, преимущественно стальной дроби, снижают со скоростью...
Спосіб заточки свердла одностороннього різання

Номер патенту: 416
Опубліковано: 30.04.1993
Автор: Кірсанов Сергій Михайлович
МПК: B24B 3/00
Мітки: спосіб, одностороннього, свердла, різання, заточки
Формула / Реферат:
Способ заточки сверла одностороннего резания, при котором абразивный круг подводят к обрабатываемому сверлу и формообразуют его заднюю и переднюю поверхности, причем формообразование последней производят при смещении сверла относительно оси абразивного круга, о т-личающийся тем, что величину смещения оси сверла выбирают по формулегде h - величина смещения относительно оси сверла, - величина угла в плане центральной...
Спосіб автоматичної компенсації розтягуючих напруг, діючих на передній поверхні різальної пластини в процесі різання
Номер патенту: 4653
Опубліковано: 28.12.1994
Автор: Пожидаєв Олександр Валентинович
МПК: B23Q 15/00
Мітки: розтягуючих, напруг, діючих, процесі, компенсації, передній, спосіб, поверхні, різання, автоматичної, пластини, різальної
Формула / Реферат:
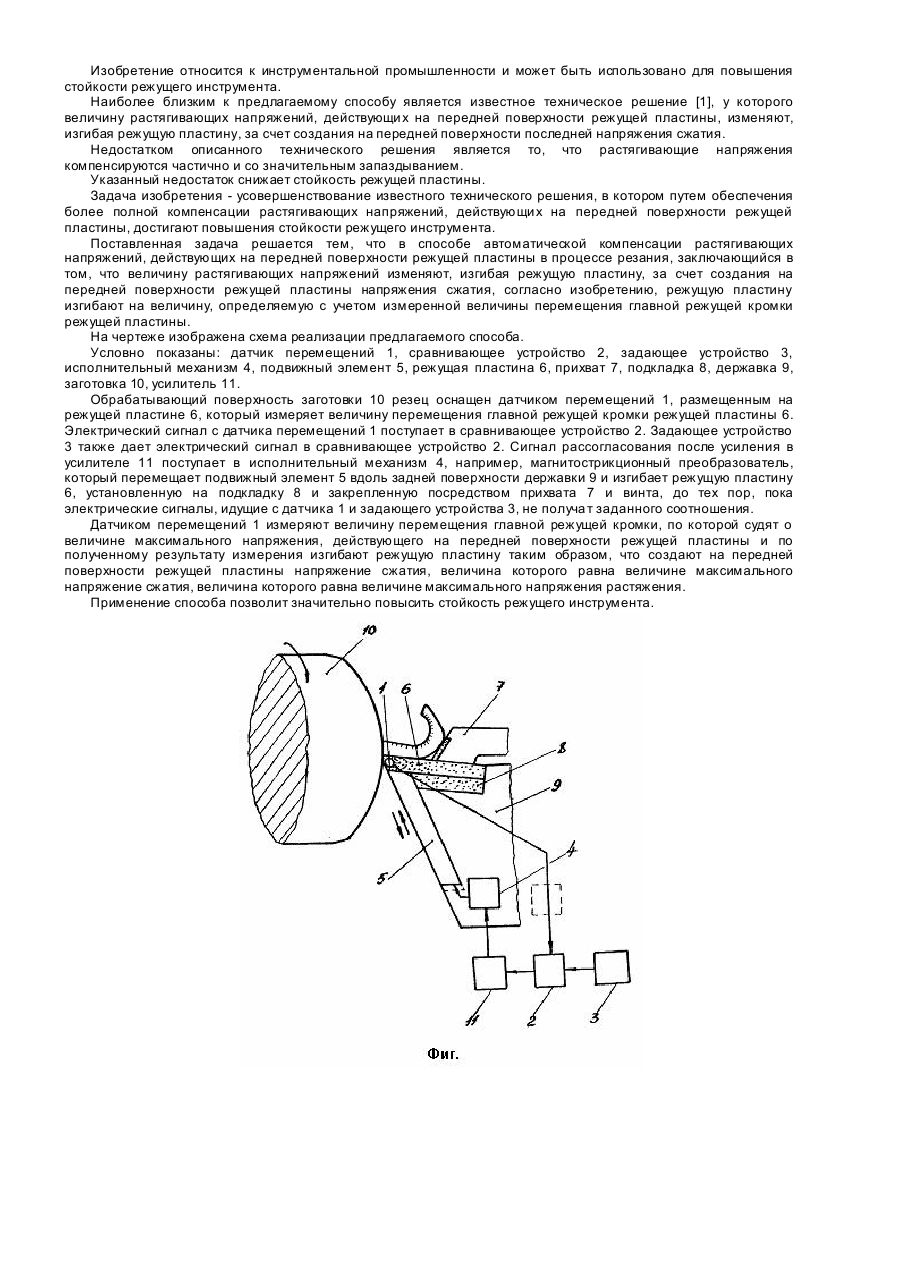
Способ автоматической компенсации растягивающих напряжений, действующих на передней поверхности режущей пластины в процессе резания, заключающийся в том, что величину растягивающих напряжений изменяют, изгибая режущую пластину, за счет создания на передней поверхности режущей пластины напряжения сжатия, отличающийся тем, что режущую пластину изгибают на величину, определяемую с учетом измеренной величины перемещения главной режущей кромки...
Пристрій для різання смуги пластин для акумуляторів на здвоєні пластини
Номер патенту: 3687
Опубліковано: 27.12.1994
Автори: Пахольченко Олександр Миколайович, Пухний Анатолій Данилович, Гаско Єрій Мечеславович, Свалявчик Василь Петрович
МПК: B23D 25/00, H01M 4/04
Мітки: здвоєні, пластин, пристрій, різання, пластини, акумуляторів, смуги
Формула / Реферат:
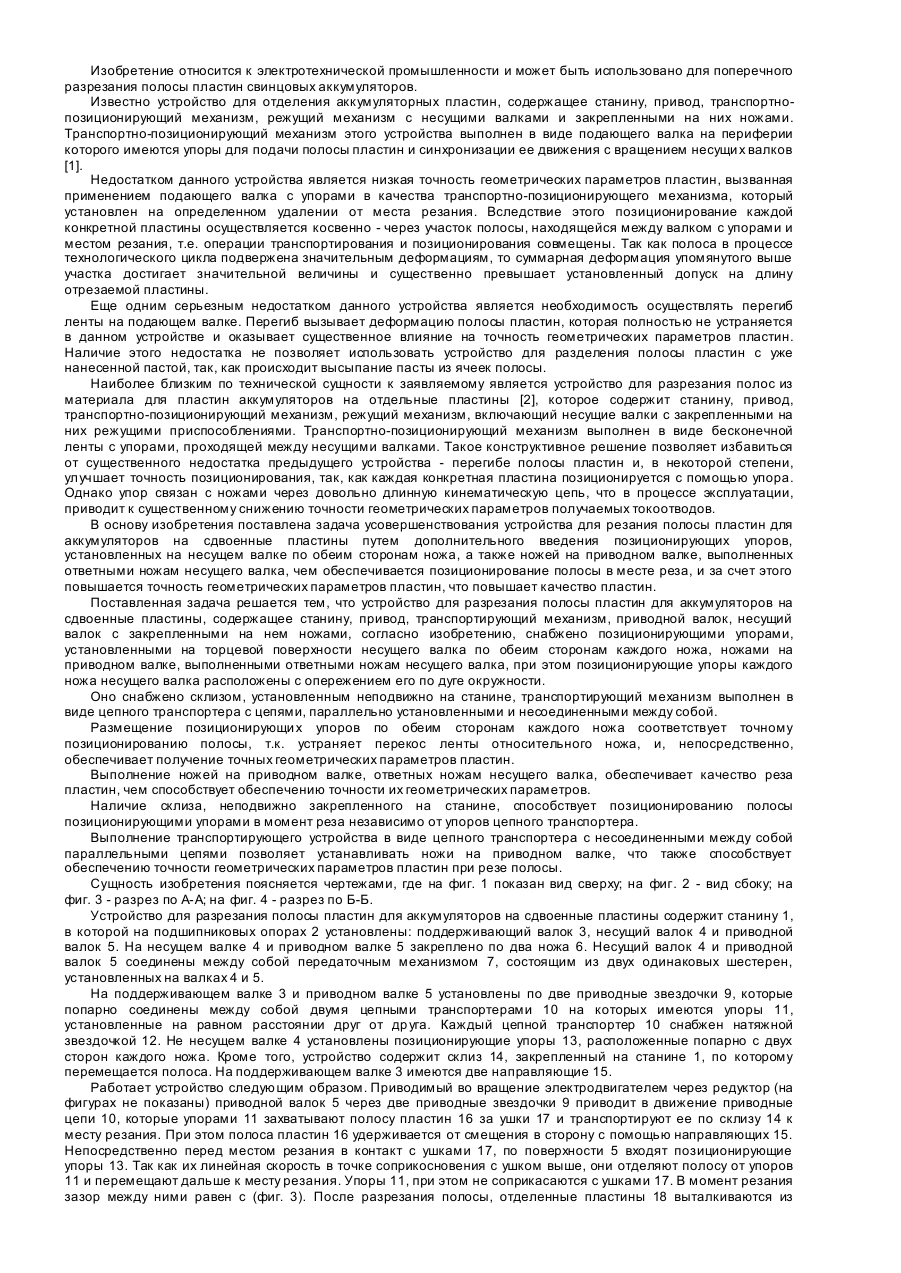
1. Устройство для резания полосы пластин для аккумуляторов на сдвоенные пластины, содержащее станину, привод, транспортирующий механизм, приводной валок, несущий валок с закрепленными на нем ножами, отличающееся тем, что оно снабжено позиционирующими упорами, установленными на торцевой поверхности несущего валка по обеим сторонам каждого ножа, ножами на приводном валке, выполненными ответными ножам несущего валка, при этом позиционирующие...
Утримуючий пристрій для харчових продуктів під час їх різання
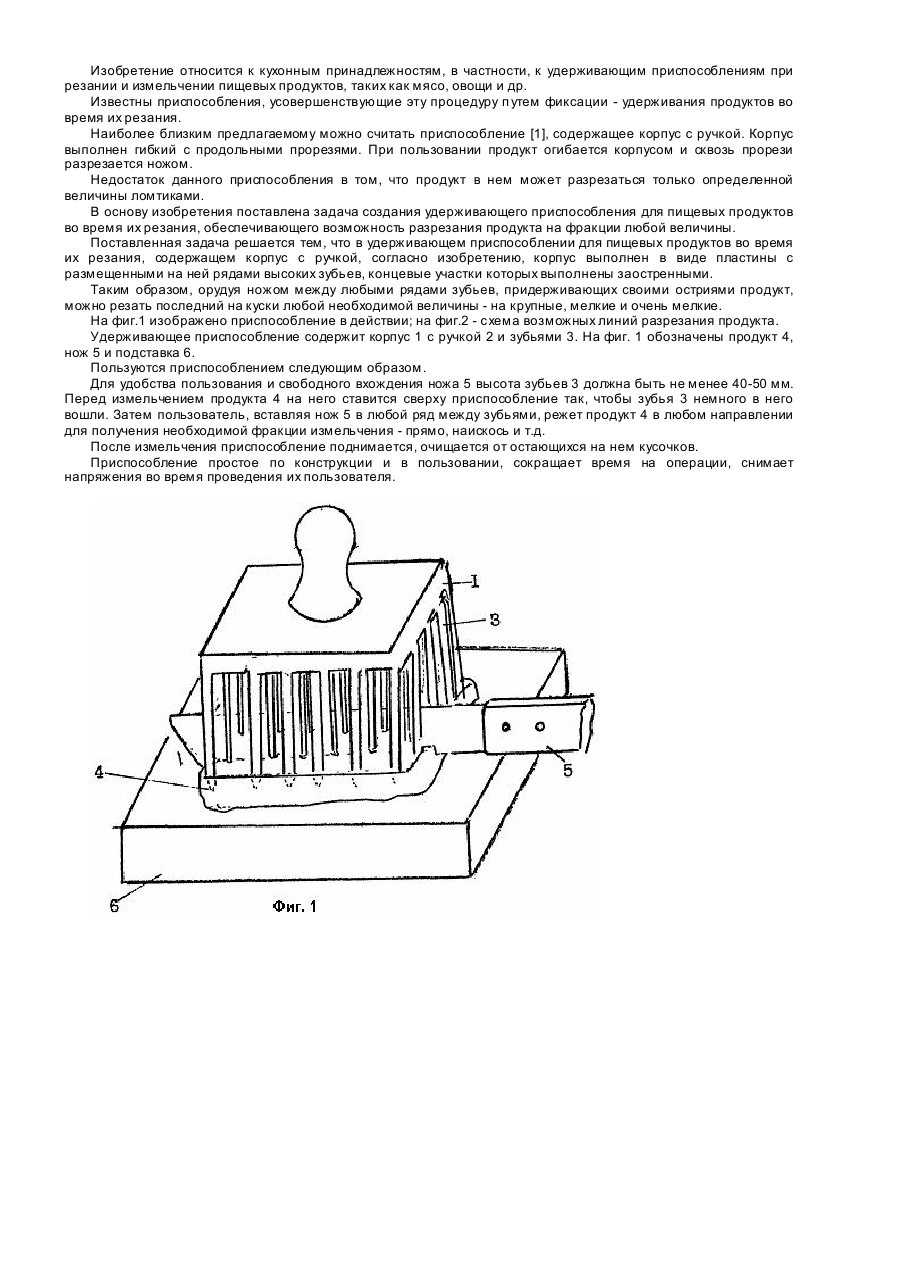
Номер патенту: 3155
Опубліковано: 26.12.1994
Автор: Дьяченко Костянтин Іванович
МПК: A47J 43/00
Мітки: утримуючий, різання, пристрій, продуктів, харчових
Формула / Реферат:
Удерживающее приспособление для пищевых продуктов во время их резания, содержащее корпус с ручкой, отличающееся тем, что корпус выполнен в виде пластины с размещенными на ней рядами зубьев, концевые участки которых выполнены заостренными.
Попередній патент: Зубчато-важільний планетарний кривошинно-повзунний механізм
Наступний патент: Клеєва композиція на основі натурального каучука
Випадковий патент: Спосіб виготовлення вістряного автоемітера з локалізованою емісією