Мастило для робочого інструменту в процесах деформування металу
Номер патенту: 17073
Опубліковано: 18.03.1997
Автори: Максименко Олег Павлович, Бродський Сергій Сергійович, Підберезний Микола Петрович, Самохвал Володимир Михайлович
Формула / Реферат
Мастило для робочого інструменту в процесах деформування металу, що являє собою суміш твердих часток і рідкої мастильної речовини, яке відрізняється тим, що тверді частки мають пористість від 10 до 38%, к розміри змінюються в межах 0,4 - 1,2 від показника шорсткості Ra поверхні інструменту, а вміст становить від 5 до 60% об'єму мастила.
Текст
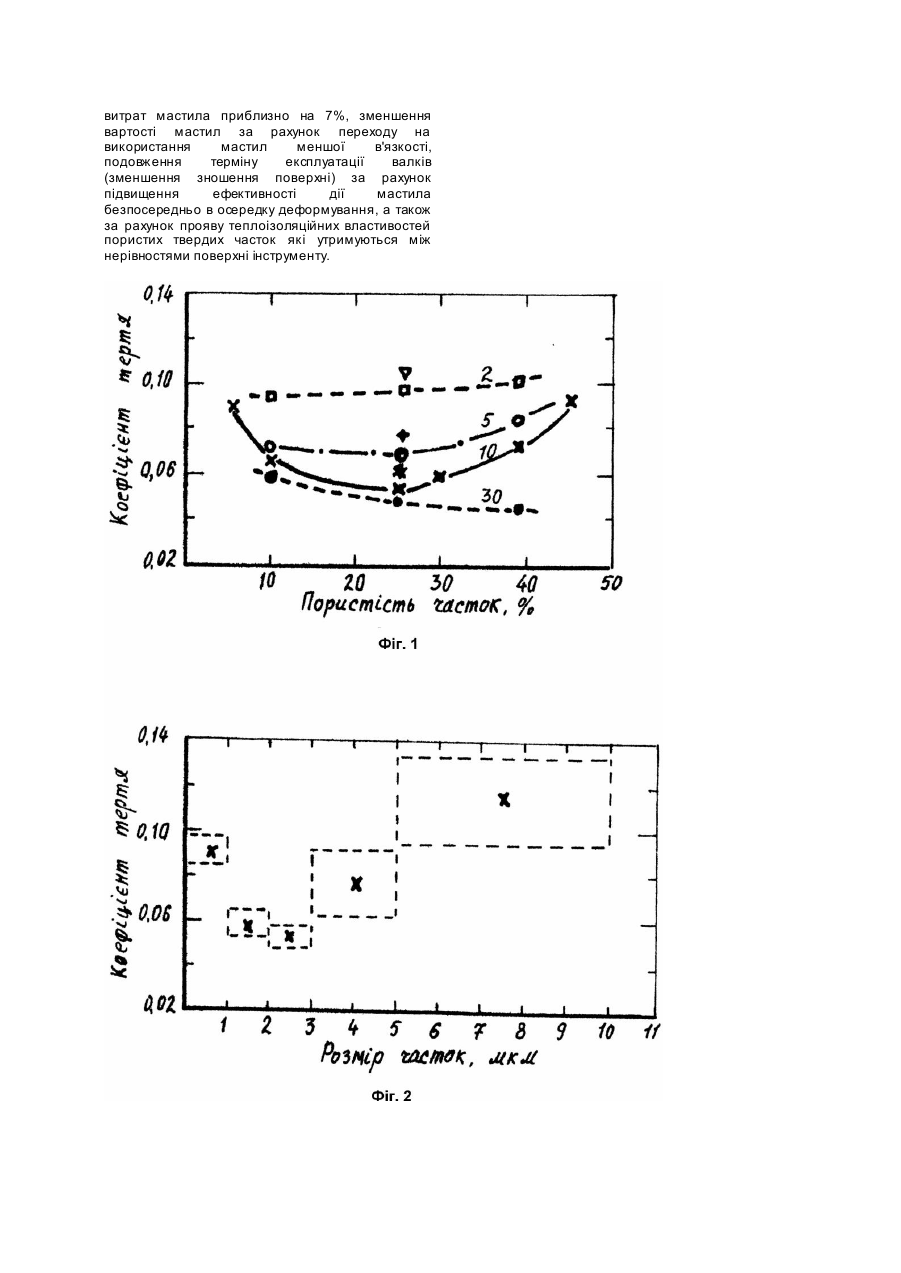
Винахід відноситься до мастильних речовин, які використовуються для змащування робочого інструменту в процесах обробки металів тиском, переважно прокатуванням та штамповкою. Відомі мастильні речовини, які використовуються для змащування робочого інструменту і являють собою суміш твердих часток і рідких мастильних речовин. Тверді частки у таких мастилах можуть бути твердими мастильними речовинами або бути нейтральними. Наприклад, відомий склад мастила, яке містить 5 - 50% рослинної олії, до 40% рідкого мінерального мастила, 5 - 20% порошків твердих мастильних речовин, таких як MoS2, TiO, гра фіт, WS2 , а також 5 - 80% жирних кислот, мила та 10 - 60% воску парафінового або поліетиленового (Нанесение технологической смазки на стенки калибра валка вертикальной клетки. Ш. Увеличение стойкости валков за счет применения твердых смазок. /Р.Ж., "Металлургия", 1986, №10, реф. Д49). Прикладом мастил з нейтральними твердими частками може бути теплоізоляційне покриття мастило при гарячій обробці сталі тиском (А.с. СССР №688254,кл. B21B45/02, 1979, Бюл. №36). Тверді частки, згідно з цим технічним рішенням, являють собою окисли заліза - частки окалини, а рідинною складовою можуть слугувати різні рідкі мастила, ефіри, вода та ін. Недоліком мастил з твердими частками у вигляді твердих мастильних речовин є їх висока вартість і забруднення стічної води, що потребує її очи щення. Для мастил з твердими частками з окалини головним недоліком, є те, що, виконуючи теплоізоляційну функцію, частки окалини у прошарку мастила одночасно можуть стати причиною абразивного зношення поверхні інструменту, особливо у випадках значної швидкості ковзання відносно оброблюваного металу. Найбільш близьким за змістом до заявленого технічного рішення є спосіб підготовки заміни масла для холодної прокатки нержавіючої сталі (Заявка Японії №2-89518 // Изобретения стран мира. - Вып.15, кл. B21B45/02,1991, №8). Згідно з цим технічним рішенням мінеральне мастило змішується з водою й твердими частками, середній розмір яких більше 4мкм. Склад твердих часток не визначений, тобто може бути довільним, головне наявність саме твердих часток. Такий склад мастила і спосіб його приготування забезпечують поліпшення якості поверхні холоднокатаної нержавіючої сталі. Головний недолік цього мастила є обмежене його застосування - лише у процесах обробки тиском, де забезпечується формування відносно товстого прошарку мастила в осередку деформування більше ніж 4мкм. Для окремих процесів деформування, наприклад, холодна прокатка з високов'язкими мастилами, це можливо, але у більшості випадків товщина прошарку мастила становить близько 2мкм. (Грудев А.П., Зильберг Ю.В., Тилик В.Т. Трение и смазки при обработке металлов давлением: Справ. - М.: Металлургия, 1982. С.166 - 168), а для процесів гарячого деформування не перевищує 0,6мкм (Иванов К.А., Максименко О.П. Влияние температурних условий на толщину слоя смазки при горячей прокатке. Обработка металлов давлением: Сб. науч. тр удов ДМетИ. - №59. - М.: Металлургия, 1976. - С.218 221). Тому тверді частки з розмірами більшими за товщин у прошарку мастила в осередку деформації неминуче будуть відігравати роль абразиву і для мастильних речовин буде зведена нанівець. Крім вказаного, істотним недоліком мастила, що розглядається, є неефективність дії твердих часток у суміші з рідким мінеральним мастилом і водою. Це пов'язано з тим, що тверді частки впливають на ефективність мастильної дії не безпосередньо, а через збільшення в'язкості мастила. Збільшення в'язкості за рахунок гідродинамічного ефекту, забезпечує збільшення прошарку мастила, який формується на вході в осередок деформування. А після того, як цей прошарок зформовано, тверді частки стають непотрібними і навіть можуть зменшувати дію мастильної речовини, проявляючи властивості абразиву. Основу винаходу становить задача створення мастила для робочого інструменту в процесах деформування металу, в якому завдяки наявності певної кількості твердих часток обумовленими пористістю і розмірами забезпечується зменшення витрат рідких мастильних речовин і підвищення ефективності їх дії безпосередньо в осередку деформації і за рахунок цього зменшуються витрати на мастила (у вартісному виразі) та подовжується термін експлуатації робочого інструменту. Поставлена задача вирішується тим, що мастило для робочого інструменту в процесах деформування металу, яке являє собою суміш твердих часток і рідкої мастильної речовини, згідно з винаходом містить тверді частки з пористістю від 10 до 38%, розміри твердих часток змінюються у межах 0,4 - 1,2 від показника шорсткості поверхні інструменту, а вміст цих часток становить від 5 до 60% об'єму мастила. Відмінними ознаками пропонованого мастила є сукупність таких характеристик твердих часток, як пористість, їх розмір та вміст, значення яких змінюються у вказаних межах. Ознака наявності певної пористості твердих часток є новою тому, що у всіх відомих те хнічних рішеннях тверді частки розглядаються як суцільні. На відміну від суцільних, пористі тверді частки не тільки забезпечують збільшення в'язкості мастила (за рахунок адсорбції певної кількості рідких мастильних речовин на своїй зовнішній поверхні), але й абсорбують рідкі мастильні речовини, абсорбція, або об'ємне поглинання рідини твердим тілом, у випадку, що розглядається, відбувається під дією сил Ван-дер-Ваальса та сил поверхневого натяжіння. Завдяки абсорбції пористі тверді частки акумулюють рідкі мастильні речовини у своїх порах. Через це проявляється якісно новий ефект дії пористих твердих часток, а саме: на додаток до всіх ефектів, характерних для суцільних твердих часток (збільшення в'язкості і обумовлене цим збільшення товщини прошарку мастила в осередку деформування), пористі частки забезпечують надходження додаткової кількості рідких мастильних речовин в осередок деформування. Якщо звичайні суцільні тверді частки, потрапивши в осередок деформування відіграють пасивну роль, лише збільшуючи в'язкість мастила, або навіть негативну - діючи як абразив, то пористі частки, видаляючі рідкі мастильні речовини з своїх пор, забезпечують підвищення ефективності дії мастила. Видалення рідких мастильних речовин з пор таких часток відбувається під дією сил поверхневого натяжіння і через збільшення температури прошарку мастила, яке має місце як при гарячому, так і при холодному деформуванні. Через можливість видалення рідких мастильних речовин з пор, виключена абразивна дія пористих твердих часток. Крім цього, пористі тверді частки забезпечують диференційність дії проновованого мастила в залежності від умов тертя. За умови утворення товстого прошарку мастила тверді частки забезпечують лише збільшення в'язкості мастила і транспортування рідких мастильних речовин у своїх порах через осередок деформування. Якщо ж прошарок мастила зменшиться до розмірів сумірних з розмірами пористих часток, вони будуть видаляти рідкі мастильні речовини з своїх пор, забезпечуючи підвищення змащувальної дії мастила. В разі, якщо товщина прошарку мастила буде меньшою від розмірів часток, відбуватиметься часткова руйнація часток і безпосередній контакт рідких мастильних речовин з поверхнею інструменту, та оброблюваного металу. Руйнування пористих часток буде призводити до утворення часток менших розмірів, на поверхні яких буде залишатись прошарок адсорбованих рідких мастильних речовин, тому вони також будуть забезпечувати змащувальну дію. Отже, наявність пористих твердих часток в рідкій мастильній речовині забезпечує підвищення ефективності дії такого мастила, завдяки чому з'являється можливість зменшити витрати мастила взагалі і рідких мастильних речовин зокрема. Наприклад, якщо для суцільних твердих часток обов'язково потрібно забезпечувати формування прошарку мастила товщина якого більша за розміри часток, щоб запобігти їх дії як абразиву, то для пористих часток товщина прошарку мастила може бути зменшена до значень сумірних з розмірами часток і навіть менших. А чим менше товщина прошарку мастила, тим менше його загальна витрата. Крім того, для формування прошарку мастила з меншою товщиною може бути використане рідке мастило з меншою початковою в'язкістю, а отже й меншої вартості. Таким чином, саме завдяки наявності пористих твердих часток забезпечується досягнення нового технічного ефекту, який проявляється у підвищенні ефективності дії мастила безпосередньо в осередку деформування, а отже ця ознака є як новою так і суттєвою. Межі зміни значень пористості визначені з експериментів. В якості пористих твердих часток використовували закис заліза FeO (в'юстит). Частки в'юститу о тримували шля хом окислення поверхні зразків сталі марки 45, нагріваючи їх до температури 1000 ± 30°C і витримуючи певний час в атмосфері CO. Завдяки вказаній атмосфері в нагрівальній печі одержували в'юстит стійкий при кімнатній температурі. Змінюючи тривалість витримки зразків у печі, одержували частки в'юститу різної пористоті і різних розмірів. Пористість часток змінювали також піддаючи зразки, відразу після витримки в печі, різним ступеням деформації на прокатному стані. Виміри пористості і розмірів часток здійснювали порозиметром серії 2000 фірми Карло Ерба. Розподіл часток за розмірами виконували на ситах з різними вічками та на пневматичному класифікаторі. Ефективність мастила - суміші мінеральної олії марки И-20 з пористими частками в'юститу у кількості 5% об'єму мастила - оцінювали через виміри коефіцієнту тертя в процесі холодної прокатки сталевих зразків. Використовували відомий прилад Павлова, що діє за принципом гальмування зразка у валках з одночасним виміром сил гальмування та прокатування. Прокатці піддавали сталеві зразки з початковою товщиною 3мм з однаковим обтисненням - 0,5мм. Валки прокатного стану виготовлені з відбіленого чавуна, мають діаметр 180мм, шорсткість поверхні 2,5мкм, і обертаються з швидкістю 32об/хв. При прокатуванні зразків без застосування будь-яких мастил коефіцієнт тертя становить 0,21, в разі застосування частої мінеральної олії - 0,09. Застосування мастила, яке містить 5% часток в'юститу з розмірами 2мкм та пористістю 5% (така пористість утворюється після прокатування зразків в гарячому стані с деформацією не менше 30%), не впливає на коефіцієнт тертя - його середнє значення становить 0,088. Для часток з пористістю 10%, (деформація 2%), та за незмінних інших умов дослідів, коефіцієнт тертя дещо зменшується і становить 0,065. Зменшення коефіцієнту тертя зафіксовано для часток з пористістю 24, 30, 38% відповідно 0,052; 0,060; 0,068. Для часток з пористістю 45% (витримка у печі не менше години), спостерігається підвищення коефіцієнту тертя до 0,085. Отже, оптимальними значеннями пористості, в межах яких спостерігається прояв технічного ефекту від дії ознаки, що розглядається, є 10 - 38%. Ознака, за якою розміри пористих, твердих часток повинні бути у межах 0,4 - 1,2 від показника шорсткості Ra поверхні робочого інструменту є новою. Це твердження грунтується на тому, що у відомих аналогах розмір часток не обумовлюється, а в рішенні-прототипі розмір часток дорівнює або більше за 4мкм без будь-якого зв'язку з станом поверхні інструменту. Між тим, існування такого зв'язку експериментально доведено під час розробки пропонованого технічного рішення. В окремій серії дослідів, методика яких наведена раніше, вивчали вплив розміру часток на коефіцієнт тертя при однаковій пористоті часток (24%) і їх вмісті (10% від об'єму). Були використані частки з розмірами менше 1мкм, від 1 до 2мкм, від 2 до 3мкм, від 3 до 5мкм та від 5 до 10мкм (одержували послідовним просіюванням через сита відповідальної щільності). Для часток з розмірами менше 1мкм коефіцієнт тертя приблизно дорівнював значенню в разі застосування чистого мастила - 0,088, тобто такі частки не впливали на умови тертя. Для часток з розмірами від 1 до 2мкм середній коефіцієнт тертя становив 0,058, а для часток з розмірами від 2 до 3мкм - 0,052. Для часток з розмірами від 3 до 5мкм середній коефіцієнт тертя становив 0,075, але мало місце значне розсіяння його значень у межах 0,060 - 0,090. Тому, незважаючи на те, що за середнім значенням коефіцієнту тертя підтверджується вплив на нього часток з розмірами від 3 до 5мкм, слід вважати, що надійно цей ефект проявляється лише для часток, розмір яких менше 3мкм. Для часток з розмірами від 5 до 10мкм також спостерігалось значне розсіяння коефіцієнту тертя, який змінювався у межах 0,095 0,132мкм. Це свідчить про зменшення ефективності дії такого мастила і погіршення умов тертя в порівнянні з застосуванням чистого мастила. Таким чином, зниження коефіцієнту тертя спостерігається для часток з розмірами від 1 до 3мкм, включно, відносно до шорсткості валків, яка становила 2,5мкм, це становить від 0,4 до 1,2. Одержані результати можна пояснити особливостями взаємодії пористих твердих часток з поверхнею робочого інструменту у межах товщини прошарку мастила. Коли пористі тверді частки мають розміри менші ніж 0,4 від показника Ra, вони не справляють істотного впливу. Тобто їх дія не відрізняється від дії суцільних твердих часток - ефекти впливу рідких мастильних речовин, що містяться у порах таких часток, на умови тертя не проявляються. Якщо ж розміри часток знаходяться у вказаних межах, такі частки затримуються і фіксуються між виступами шорсткості, що й створює умови для вилучення рідких мастильних речовин з пор часток. За умов, коли розміри часток перевищують показник шорсткості Ra поверхні інструменту більше ніж у 1,2 рази, вони не можуть утримуватись між виступами поверхні інструменту і потравляють в осередок деформування за рахунок дії інших факторів, не пов'язаних з шорсткістю. Наприклад, за рахунок гідродинамічного ефекту в процесі прокатування. Звичайно, це призводить до зменшення кількості таких часток у прошарку мастила і, відповідно до зменшення ефективності дії мастила як через зменшення його в'язкості, так і через зменшення дії фактору надходження мастильних речовин у порах таких часток. Отже ознака зміни розмірів пористих твердих часток у межах 0,4 - 1,2 від показника шорсткості Ra поверхні інструменту є як новою, так і суттєвою. Ознака, яка обумовлює вміст пористих твердих часток в межах від 5 до 60% об'єму мастила може вважатись новою тільки у відношенні до верхньої межі вказаного інтервалу (наприклад, у раніше згаданому аналозі вміст твердих часток становить 5 - 20%). Зазначені межі зміни вмісту пористих твердих часток одержані з дослідів, які виконували за тією самою методикою що й для попередніх ознак. Для утворення мастила використовували частки в'юсти ту з пористістю 24%, а для окремих дослідів додатково ще 10 та 38% й розмірами від 2 до 3мкм. Були виконані досліди з мастилами вміст пористих твердих часток в яких становив 2, 5, 10, 20, 30, 45, 60 та 75%. Ефект зменшення коефіцієнту тертя відмічено для мастил з вмістом часток від 5 до 60%. При вмісті 2% коефіцієнт тертя приблизно дорівнює значенням, які мають місце в разі застосування чистого рідкого мастила. Тобто, тверді частки в кількості меньше 5% не впливають на ефективність мастила через незначну їх кількість. Коли вміст часток становить 5% або більше, спостерігається зменшення коефіцієнту тертя. Мінімальні значення коефіцієнту тертя одержано для мастила з вмістом часток 30% 0,044. З подальшим збільшенням вмісту часток відмічено поступове збільшення коефіцієнту тертя до 0,078 для мастила з вмістом 60% часток. Мастило з вмістом часток 75% забезпечує значення коефіцієнту тертя на рівні чистого рідкого мастила, тобто стає неефективним з точки зору ознак, що розглядаються. Крім цього, мастило з таким вмістом пористих твердих часток має вигляд і властивості малорухомої густої суспензії - шламу, і умови його нанесення на поверхню інструменту значно ускладнюються. На підставі одержаних результатів дослідів можемо стверджувати, що ознака за якою вміст пористих твердих часток повинен становити від 5 до 60% об'єму мастила, безпосередньо впливає на досягнення технічного результату і її слід вважати суттєвою в сукупності з іншими ознаками пропонованого мастила. Таким чином, за пропоноване мастило для робочого інструменту в процесах деформування металу не виявляється в готовому вигляді з існуючого рівня техніки, грунтується на виявлених з дослідів нових те хнічних е фектах, за сукупністю ознак характеризується новизною і єдністю, ілегко може бути впроваджено в процесах обробки металів тиском. Винахід пояснюється кресленнями, де на фіг.1 зображені експериментальні залежності коефіцієнту тертя від пористості твердих часток та їх вмісту (позначений цифрами біля кривих). Окремо вказані значення коефіцієнту тертя, одержані в дослідах з застосуванням мастила з вмістом пористих твердих часток у 45% - символ "*"; 60%- символ "+"; 75% - символ "Ñ". На фіг.2 показана експериментальна залежність середніх значень і меж зміни коефіцієнтів тертя від розмірів пористих твердих часток. Приклад конкретної реалізації винаходу. В процесах гарячої прокатки, наприклад листів товщиною 7мм з вуглецевих сталей, може бути використана суміш мінерального мастила И-20 (замість звичайно використовуваних Ц-11, Ц-24) й 10% від об'єму твердих часток з пористістю 24% й розмірами від 5 до 10мкм. В якості пористих твердих часток використовуються частки окалини, яка утворюється на поверхні прокату в процесі термообробки (нормалізації). Завдяки відсутності обробки окалини тиском її пористість становить близько 24% (Северденко В.П., Макушок Е.М. Равин А.Н. Окалина при горячей обработке металлов давлением. - М.: Металлургия, 1977. С.48 - 50). Після охолодження термооброблених листів окалина з їх поверхні видаляється одним з механічних способів, подрібнюється й просіюється через сита з вічками спочатку 10мкм, потім 5мкм. Ті частки, які залишаються на ситі з вічками 5мкм, використовуються як складова мастила. Вказані розміри часток обумовлені шорсткістю поверхні валків при гарячій прокатці, яка становить близько 6мкм для нових валків і приблизно 20мкм - для зношених (Грудев А.П., Зильберг Ю.В., Тилик ВТ. Трение и смазки при обработке металлов давлением: Справ. - М.: Металлургия, 1982. - С.23 - 24). Одержані таким чином пористі тверді частки змішують в рідким мінеральним мастилом, застосовуючи будь-яку з відомих систем змащування валків. Наприклад, пористі частки у визначеній кількості просто всипаються в ємкість для зберігання мастила для валків, перемішуються і потім по трубопроводах подаються до валків прокатного стану за допомогою відцентрового насосу. Безпосереднє нанесення на поверхню валків пропонованого мастила можна здійснювати шляхом розпилення його стисненим повітрям, або за допомогою контактних пристроїв. Застосування пропонованого мастила у наведеному прикладі забезпечує зменшення витрат мастила приблизно на 7%, зменшення вартості мастил за рахунок переходу на використання мастил меншої в'язкості, подовження терміну експлуатації валків (зменшення зношення поверхні) за рахунок підвищення ефективності дії мастила безпосередньо в осередку деформування, а також за рахунок прояву теплоізоляційних властивостей пористих твердих часток які утримуються між нерівностями поверхні інструменту.
ДивитисяДодаткова інформація
Назва патенту англійськоюLubricant for working tool in metal deforming processes
Автори англійськоюMaksymenko Oleh Pavlovych, Pidbereznyi Mykola Petrovych, Samokhval Volodymyr Mykhailovych, Brodskyi Serhii Serhiiovych
Назва патенту російськоюСмазка д?? рабочего инструмента в процессах деформации металла
Автори російськоюМаксименко Олег Павлович, Подберезный Николай Петрович, Самохвал Владимир Михайлович, Бродский Сергей Сергеевич
МПК / Мітки
МПК: B21D 37/00, C10M 171/00
Мітки: деформування, мастило, процесах, інструменту, робочого, металу
Код посилання
<a href="https://ua.patents.su/4-17073-mastilo-dlya-robochogo-instrumentu-v-procesakh-deformuvannya-metalu.html" target="_blank" rel="follow" title="База патентів України">Мастило для робочого інструменту в процесах деформування металу</a>
Металева зв’язка для робочого шару абразивного інструменту
Номер патенту: 1313
Опубліковано: 25.03.1994
Автори: Муровський Валерій Олександрович, Кізіков Ернст Дмитрович, Мельник Віталій Іванович, Ракіта Олександр Натанович, Олейніков Борис Андрійович, Кебко Володимир Павлович
МПК: B24D 3/06, C22C 19/07
Мітки: металева, зв'язка, робочого, шару, абразивного, інструменту
Формула / Реферат:
Металлическая связка для рабочего слоя абразивного инструмента, содержащая кобальт и гидрид титана, отличающаяся тем, что, с целью повышения износостойкости абразивного инструмента и технологичности его изготовления, она дополнительно содержит молибден при следующем соотношении компонентов, мас.%:гидрид титана 6—12 молибден ...
Металева зв’язка для виготовлення робочого шару абразивного інструменту
Номер патенту: 14587
Опубліковано: 20.01.1997
Автори: Муровський Валерій Олександрович, Островський Леонід Леонтійович
МПК: C22C 19/07, B24D 3/06
Мітки: виготовлення, зв'язка, робочого, металева, шару, абразивного, інструменту
Формула / Реферат:
Металлическая связка для изготовления рабочего слоя абразивного инструмента, содержащая, по крайней мере, один металл из группы металлов: железо, никель, кобальт и молибден, отличающаяся тем, что она дополнительно содержит хром и медь, при следующем соотношении компонентов, мас.%:Хром 6-12Медь 0,5-1,5Молибден...
Металева зв’язка на основі міді для робочого шару алмазного інструменту
Номер патенту: 1324
Опубліковано: 25.03.1994
Автори: Мельник Віталій Іванович, Александров Віктор Адамович, Ракіта Олександр Натанович, Сердюк Віктор Митрофанович, Муровський Валерій Олександрович, Кізіков Ернст Дмитрович, Зайченко Юрій Володимирович
Мітки: металева, шару, алмазного, інструменту, міді, основі, робочого, зв'язка
Формула / Реферат:
Металлическая связка на основе меди для рабочего слоя алмазного инструмента, содержащая олово, гидрид титана и сплав никеля, отличающаяся тем, что, с целью повышения производительности инструмента и снижения расхода алмазов, в качестве сплава никеля она содержит сплав никеля (40 мас.%) с марганцем (60 мас.%) при следующем соотношении компонентов, мас.%:олово 13—18 гидрид...
Металева зв’язка на основі міді для робочого шару абразивного інструменту
Номер патенту: 1310
Опубліковано: 25.03.1994
Автори: Мельник Віталій Іванович, Кізіков Ернст Дмитрович, Кебко Володимир Павлович, Ракіта Олександр Натанович, Хімач Олег Васильович, Нємєц Віктор Михайлович, Петрін Олександр Сергійович, Муровський Валерій Олександрович
МПК: B24D 3/34, C22C 9/06, B24D 3/06
Мітки: металева, міді, шару, абразивного, робочого, основі, зв'язка, інструменту
Формула / Реферат:
Mеталлическая связка на основе меди для рабочего слоя абразивного инструмента, содержащая олово и гидрид титана, отличающаяся тем, что, с целью повышения износостойкости и производительности инструмента, она дополнительно содержит хромо-никелевую сталь и оксид неодима при следующем соотношении компонентов, мас.%:олово 15—20 гидрид титана...
Механізм для направлення та позіціонування робочого інструменту для забивання летки шахтної печи
Номер патенту: 7063
Опубліковано: 31.03.1995
Автори: П'єр Маййє, Леон Улвелінг, Жан Мец
МПК: C21B 7/14
Мітки: печі, направлення, інструменту, шахтної, механізм, робочого, забивання, позиціонування, летки
Формула / Реферат:
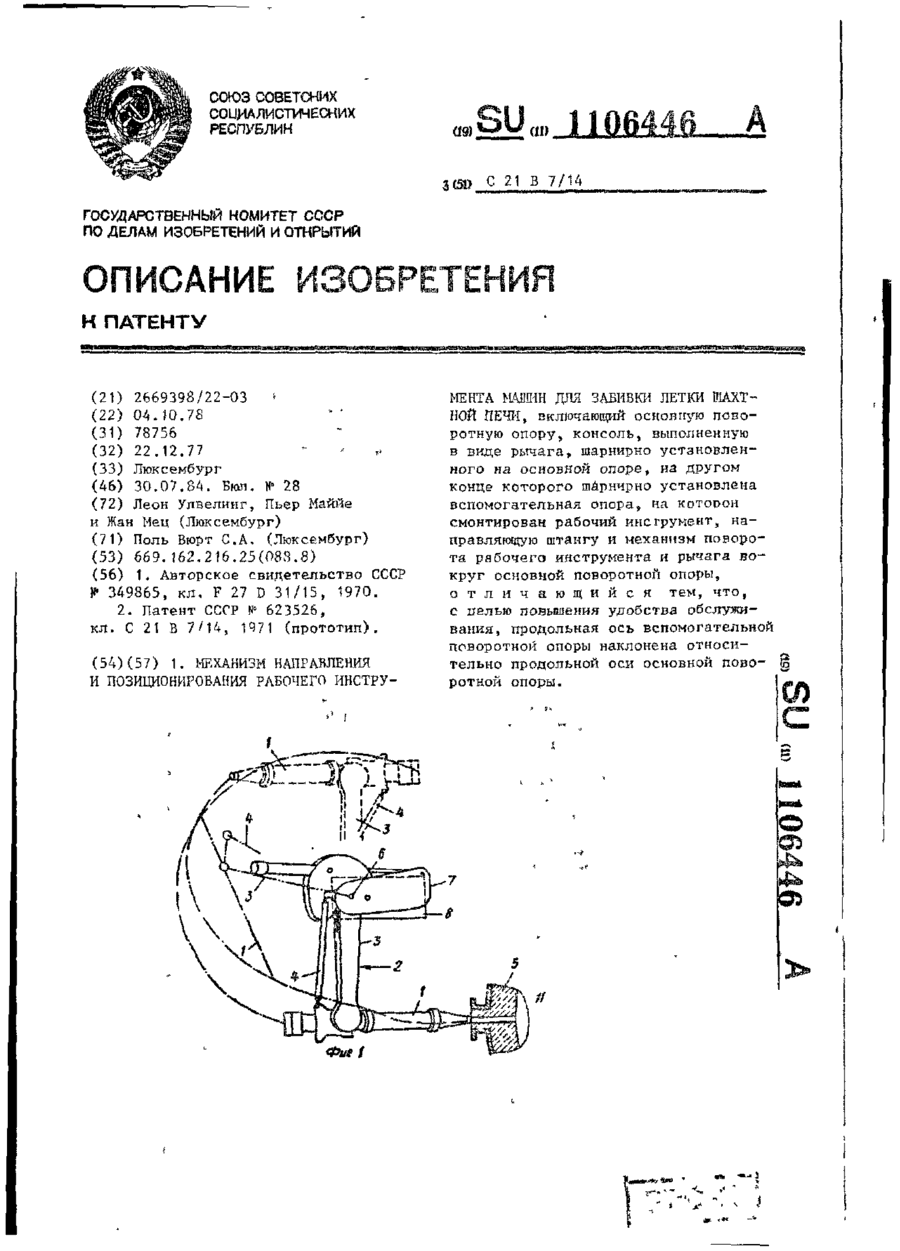
(57) 1. МЕХАНИЗМ НАПРАВЛЕНИЯ И ПОЗИЦИОНИРОВАНИЯ РАБОЧЕГО ИНСТРУМЕНТА МАШИН ДЛЯ ЗАВИВКИ ЛЕТКИ ШАХТНОЙ ПЕЧИ, включающий основную поворотную опору, консоль, выполненную в виде рычага, шарнирно установленного на основной опоре, на другом конце которого шарнирно установлена вспомогательная опора, на которой смонтирован рабочий инструмент, направляющую штангу и механизм поворота рабочего инструмента и рычага вокруг основной поворотной опоры,...
Попередній патент: Спосіб зведення фундаменту
Наступний патент: Пристрій для виготовлення свердловин у грунті
Випадковий патент: Апарат для охолодження конвертерних газів з одержанням гарячого м'якообпаленого вапна