Металева зв’язка для виготовлення робочого шару абразивного інструменту
Номер патенту: 14587
Опубліковано: 20.01.1997
Автори: Муровський Валерій Олександрович, Островський Леонід Леонтійович
Формула / Реферат
Металлическая связка для изготовления рабочего слоя абразивного инструмента, содержащая, по крайней мере, один металл из группы металлов: железо, никель, кобальт и молибден, отличающаяся тем, что она дополнительно содержит хром и медь, при следующем соотношении компонентов, мас.%:
Хром 6-12
Медь 0,5-1,5
Молибден 5-15
по крайней мере один металл
из группы металлов:
железо, никель, кобальт Остальное.
Текст
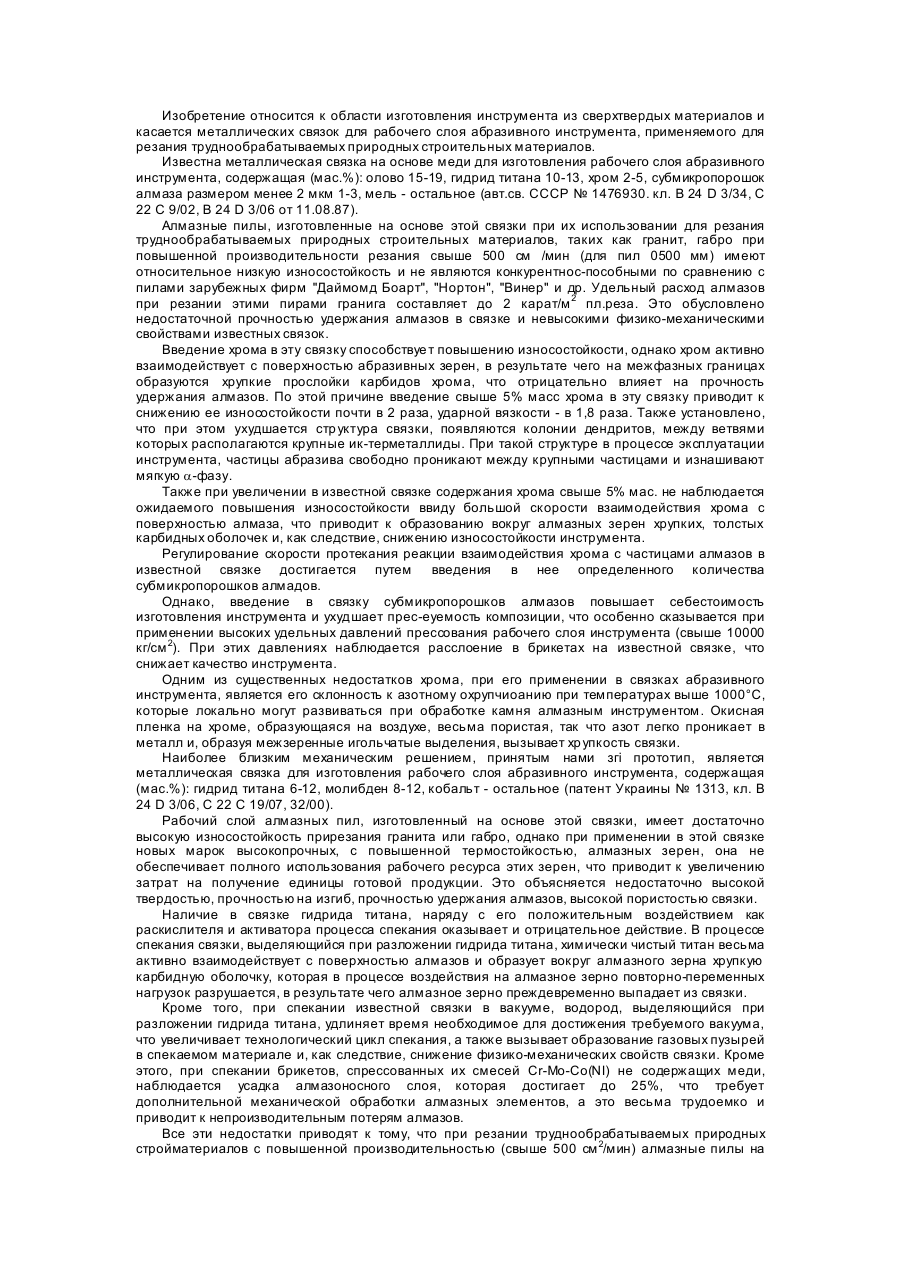
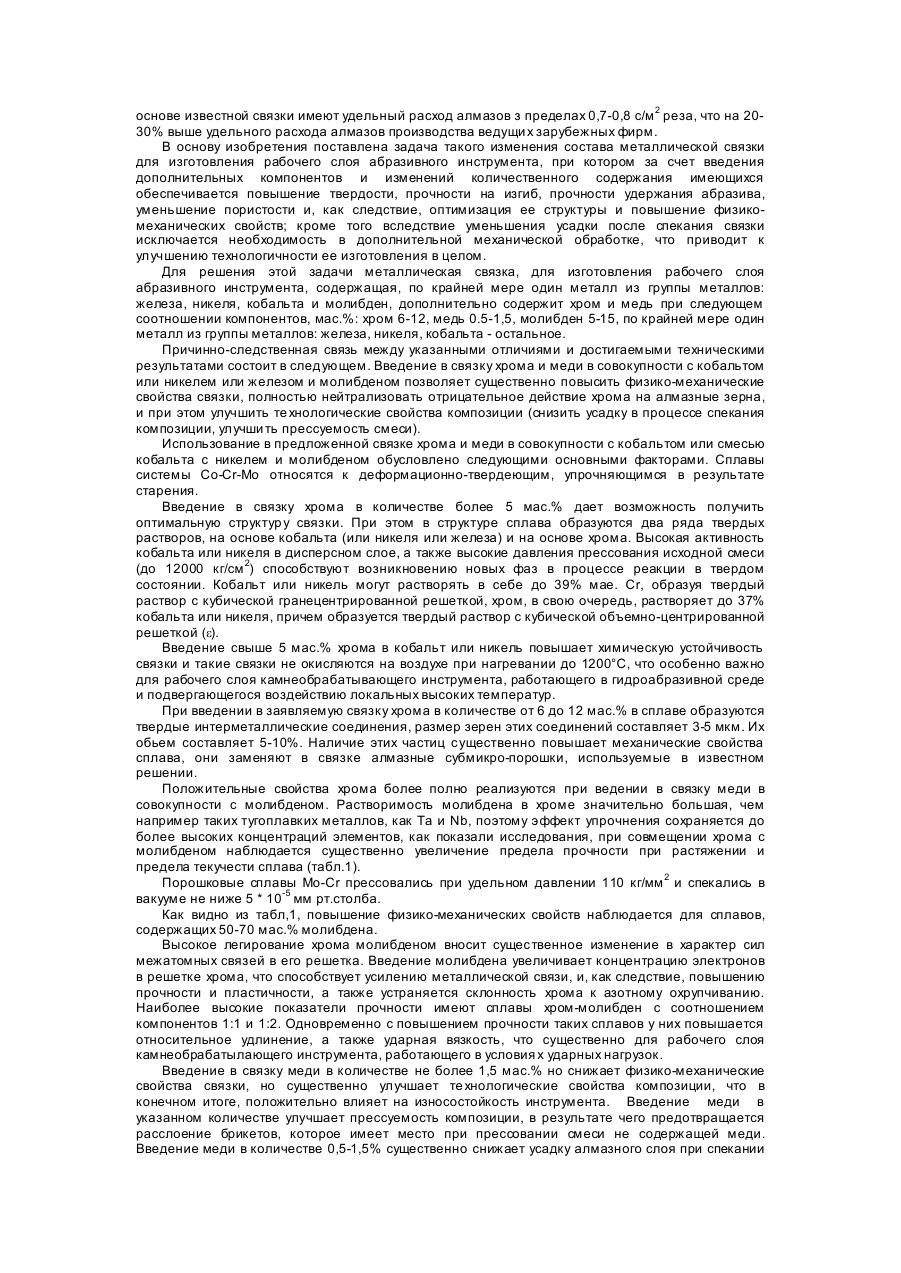
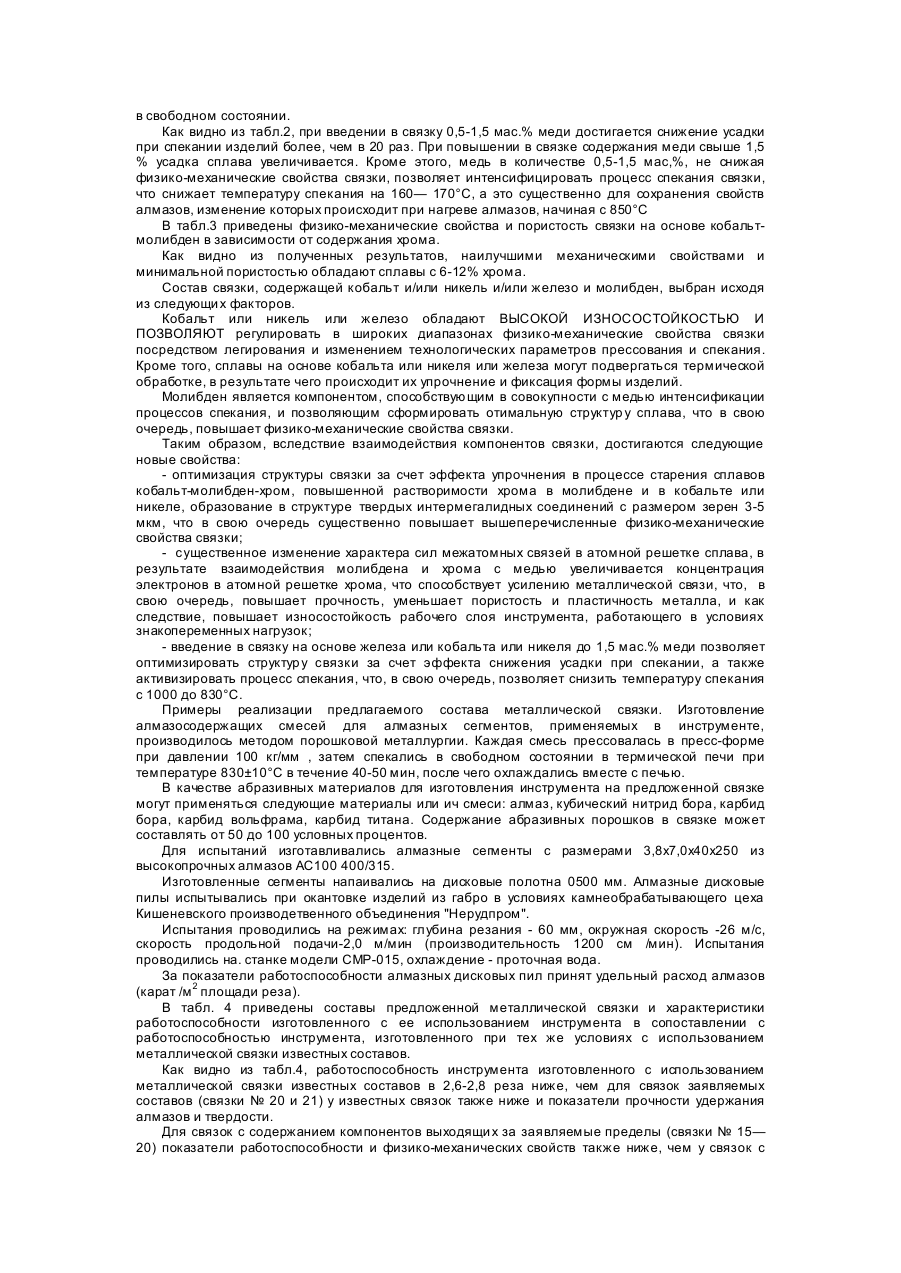
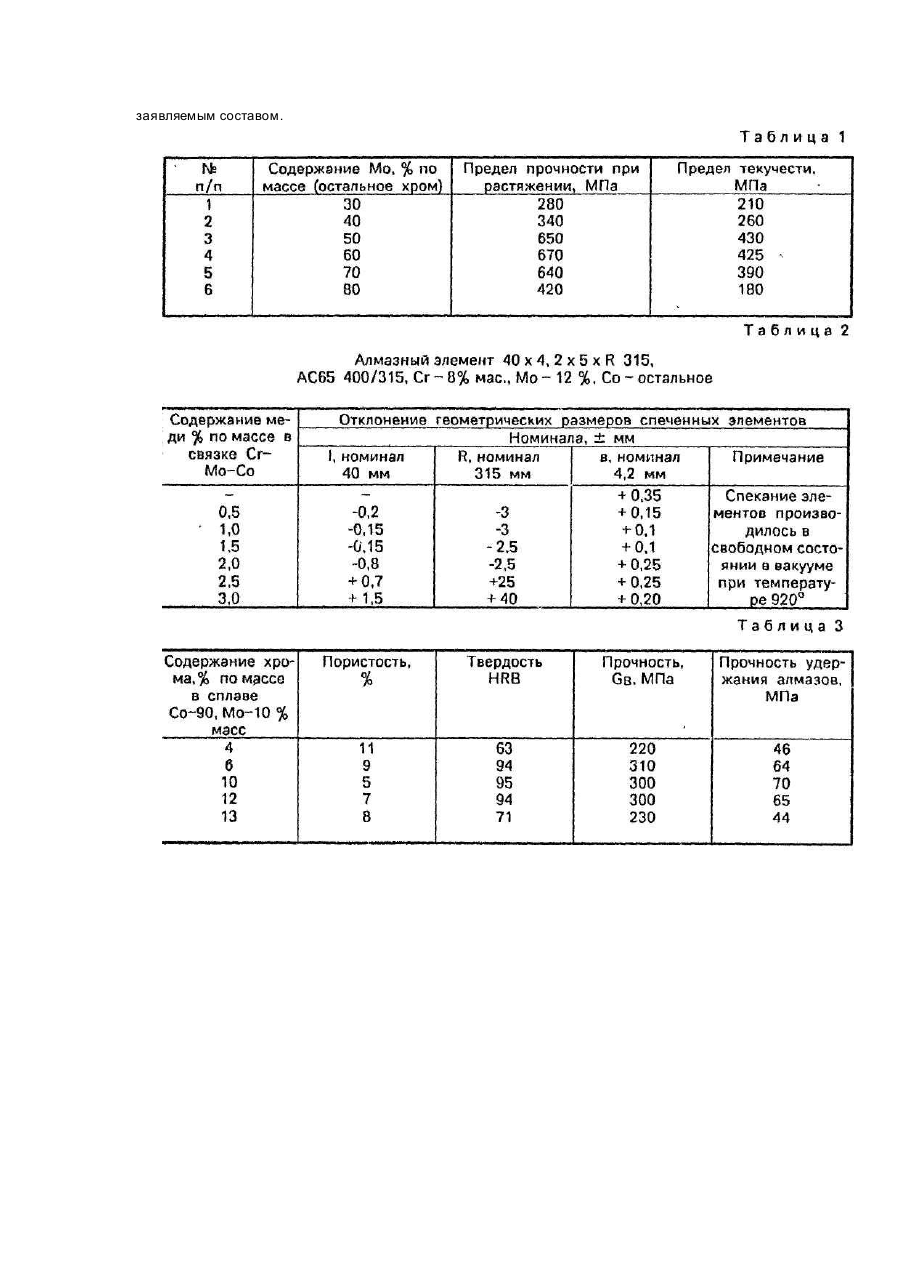
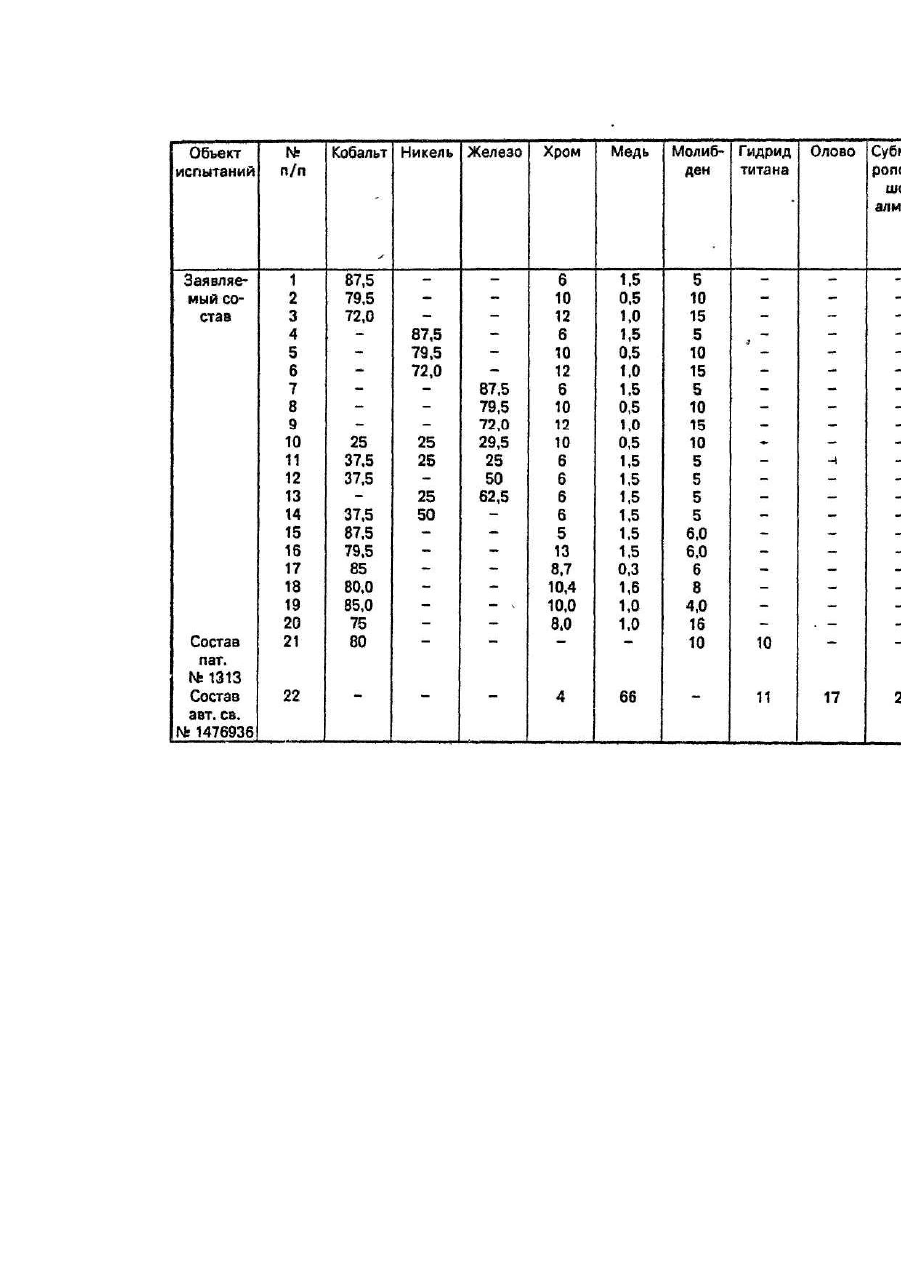
Изобретение относится к области изготовления инструмента из сверхтвердых материалов и касается металлических связок для рабочего слоя абразивного инструмента, применяемого для резания труднообрабатываемых природных строительных материалов. Известна металлическая связка на основе меди для изготовления рабочего слоя абразивного инструмента, содержащая (мас.%): олово 15-19, гидрид титана 10-13, хром 2-5, субмикропорошок алмаза размером менее 2 мкм 1-3, мель - остальное (авт.св. СССР № 1476930. кл. В 24 D 3/34, С 22 С 9/02, В 24 D 3/06 от 11.08.87). Алмазные пилы, изготовленные на основе этой связки при их использовании для резания труднообрабатываемых природных строительных материалов, таких как гранит, габро при повышенной производительности резания свыше 500 см /мин (для пил 0500 мм) имеют относительное низкую износостойкость и не являются конкурентнос-пособными по сравнению с пилами зарубежных фирм "Даймомд Боарт", "Нортон", "Винер" и др. Удельный расход алмазов при резании этими пирами гранига составляет до 2 карат/м 2 пл.реза. Это обусловлено недостаточной прочностью удержания алмазов в связке и невысокими физико-механическими свойствами известных связок. Введение хрома в эту связку способствуе т повышению износостойкости, однако хром активно взаимодействует с поверхностью абразивных зерен, в результате чего на межфазных границах образуются хрупкие прослойки карбидов хрома, что отрицательно влияет на прочность удержания алмазов. По этой причине введение свыше 5% масс хрома в эту связку приводит к снижению ее износостойкости почти в 2 раза, ударной вязкости - в 1,8 раза. Также установлено, что при этом ухудшается стр уктура связки, появляются колонии дендритов, между ветвями которых располагаются крупные ик-терметаллиды. При такой структуре в процессе эксплуатации инструмента, частицы абразива свободно проникают между крупными частицами и изнашивают мягкую a-фазу. Также при увеличении в известной связке содержания хрома свыше 5% маc. не наблюдается ожидаемого повышения износостойкости ввиду большой скорости взаимодействия хрома с поверхностью алмаза, что приводит к образованию вокруг алмазных зерен хрупких, толстых карбидных оболочек и, как следствие, снижению износостойкости инструмента. Регулирование скорости протекания реакции взаимодействия хрома с частицами алмазов в известной связке достигается путем введения в нее определенного количества субмикропорошков алмадов. Однако, введение в связку субмикропорошков алмазов повышает себестоимость изготовления инструмента и ухудшает прес-еуемость композиции, что особенно сказывается при применении высоких удельных давлений прессования рабочего слоя инструмента (свыше 10000 кг/см 2). При этих давлениях наблюдается расслоение в брикетах на известной связке, что снижает качество инструмента. Одним из существенных недостатков хрома, при его применении в связках абразивного инструмента, является его склонность к азотному охрупчиоанию при температурах выше 1000°С, которые локально могут развиваться при обработке камня алмазным инструментом. Окисная пленка на хроме, образующаяся на воздухе, весьма пористая, так что азот легко проникает в металл и, образуя межзеренные игольчатые выделения, вызывает хр упкость связки. Наиболее близким механическим решением, принятым нами згі прототип, является металлическая связка для изготовления рабочего слоя абразивного инструмента, содержащая (мас.%): гидрид титана 6-12, молибден 8-12, кобальт - остальное (патент Украины № 1313, кл. В 24 D 3/06, С 22 С 19/07, 32/00). Рабочий слой алмазных пил, изготовленный на основе этой связки, имеет достаточно высокую износостойкость прирезания гранита или габро, однако при применении в этой связке новых марок высокопрочных, с повышенной термостойкостью, алмазных зерен, она не обеспечивает полного использования рабочего ресурса этих зерен, что приводит к увеличению затрат на получение единицы готовой продукции. Это объясняется недостаточно высокой твердостью, прочностью на изгиб, прочностью удержания алмазов, высокой пористостью связки. Наличие в связке гидрида титана, наряду с его положительным воздействием как раскислителя и активатора процесса спекания оказывает и отрицательное действие. В процессе спекания связки, выделяющийся при разложении гидрида титана, химически чистый титан весьма активно взаимодействует с поверхностью алмазов и образует вокруг алмазного зерна хрупкую карбидную оболочку, которая в процессе воздействия на алмазное зерно повторно-переменных нагрузок разрушается, в результате чего алмазное зерно преждевременно выпадает из связки. Кроме того, при спекании известной связки в вакууме, водород, выделяющийся при разложении гидрида титана, удлиняет время необходимое для достижения требуемого вакуума, что увеличивает технологический цикл спекания, а также вызывает образование газовых пузырей в спекаемом материале и, как следствие, снижение физико-механических свойств связки. Кроме этого, при спекании брикетов, спрессованных их смесей Cr-Mo-Co(NI) не содержащих меди, наблюдается усадка алмазоносного слоя, которая достигает до 25%, что требует дополнительной механической обработки алмазных элементов, а это весьма трудоемко и приводит к непроизводительным потерям алмазов. Все эти недостатки приводят к тому, что при резании труднообрабатываемых природных стройматериалов с повышенной производительностью (свыше 500 см 2/мин) алмазные пилы на основе известной связки имеют удельный расход алмазов з пределах 0,7-0,8 с/м 2 реза, что на 2030% выше удельного расхода алмазов производства ведущи х зарубежных фирм. В основу изобретения поставлена задача такого изменения состава металлической связки для изготовления рабочего слоя абразивного инструмента, при котором за счет введения дополнительных компонентов и изменений количественного содержания имеющихся обеспечивается повышение твердости, прочности на изгиб, прочности удержания абразива, уменьшение пористости и, как следствие, оптимизация ее структуры и повышение физикомеханических свойств; кроме того вследствие уменьшения усадки после спекания связки исключается необходимость в дополнительной механической обработке, что приводит к улучшению технологичности ее изготовления в целом. Для решения этой задачи металлическая связка, для изготовления рабочего слоя абразивного инструмента, содержащая, по крайней мере один металл из группы металлов: железа, никеля, кобальта и молибден, дополнительно содержит хром и медь при следующем соотношении компонентов, мас.%: хром 6-12, медь 0.5-1,5, молибден 5-15, по крайней мере один металл из группы металлов: железа, никеля, кобальта - остальное. Причинно-следственная связь между указанными отличиями и достигаемыми техническими результатами состоит в следующем. Введение в связку хрома и меди в совокупности с кобальтом или никелем или железом и молибденом позволяет существенно повысить физико-механические свойства связки, полностью нейтрализовать отрицательное действие хрома на алмазные зерна, и при этом улучшить те хнологические свойства композиции (снизить усадку в процессе спекания композиции, улучши ть прессуемость смеси). Использование в предложенной связке хрома и меди в совокупности с кобальтом или смесью кобальта с никелем и молибденом обусловлено следующими основными факторами. Сплавы системы Co-Cr-Мо относятся к деформационно-твердеющим, упрочняющимся в результате старения. Введение в связку хрома в количестве более 5 мас.% дает возможность получить оптимальную структур у связки. При этом в структуре сплава образуются два ряда твердых растворов, на основе кобальта (или никеля или железа) и на основе хрома. Высокая активность кобальта или никеля в дисперсном слое, а также высокие давления прессования исходной смеси (до 12000 кг/см 2) способствуют возникновению новых фаз в процессе реакции в твердом состоянии. Кобальт или никель могут растворять в себе до 39% мае. Сr, образуя твердый раствор с кубической гранецентрированной решеткой, хром, в свою очередь, растворяет до 37% кобальта или никеля, причем образуется твердый раствор с кубической объемно-центрированной решеткой (e). Введение свыше 5 мас.% хрома в кобальт или никель повышает химическую устойчивость связки и такие связки не окисляются на воздухе при нагревании до 1200°С, что особенно важно для рабочего слоя камнеобрабатывающего инструмента, работающего в гидроабразивной среде и подвергающегося воздействию локальных высоких температур. При введении в заявляемую связку хрома в количестве от 6 до 12 мас.% в сплаве образуются твердые интерметаллические соединения, размер зерен этих соединений составляет 3-5 мкм. Их обьем составляет 5-10%. Наличие этих частиц существенно повышает механические свойства сплава, они заменяют в связке алмазные субмикро-порошки, используемые в известном решении. Положительные свойства хрома более полно реализуются при ведении в связку меди в совокупности с молибденом. Растворимость молибдена в хроме значительно большая, чем например таких тугоплавких металлов, как Та и Nb, поэтому эффект упрочнения сохраняется до более высоких концентраций элементов, как показали исследования, при совмещении хрома с молибденом наблюдается существенно увеличение предела прочности при растяжении и предела текучести сплава (табл.1). Порошковые сплавы Мо-Cr прессовались при удельном давлении 110 кг/мм 2 и спекались в вакууме не ниже 5 * 10-5 мм рт.столба. Как видно из табл,1, повышение физико-механических свойств наблюдается для сплавов, содержащих 50-70 мас.% молибдена. Высокое легирование хрома молибденом вносит существенное изменение в характер сил межатомных связей в его решетка. Введение молибдена увеличивает концентрацию электронов в решетке хрома, что способствует усилению металлической связи, и, как следствие, повышению прочности и пластичности, а также устраняется склонность хрома к азотному охрупчиванию. Наиболее высокие показатели прочности имеют сплавы хром-молибден с соотношением компонентов 1:1 и 1:2. Одновременно с повышением прочности таких сплавов у них повышается относительное удлинение, а также ударная вязкость, что существенно для рабочего слоя камнеобрабатылающего инструмента, работающего в условия х ударных нагрузок. Введение в связку меди в количестве не более 1,5 мас.% но снижает физико-механические свойства связки, но существенно улучшает те хнологические свойства композиции, что в конечном итоге, положительно влияет на износостойкость инструмента. Введение меди в указанном количестве улучшает прессуемость композиции, в результате чего предотвращается расслоение брикетов, которое имеет место при прессовании смеси не содержащей меди. Введение меди в количестве 0,5-1,5% существенно снижает усадку алмазного слоя при спекании в свободном состоянии. Как видно из табл.2, при введении в связку 0,5-1,5 мас.% меди достигается снижение усадки при спекании изделий более, чем в 20 раз. При повышении в связке содержания меди свыше 1,5 % усадка сплава увеличивается. Кроме этого, медь в количестве 0,5-1,5 мас,%, не снижая физико-механические свойства связки, позволяет интенсифицировать процесс спекания связки, что снижает температуру спекания на 160— 170°С, а это существенно для сохранения свойств алмазов, изменение которых происходит при нагреве алмазов, начиная с 850°С В табл.3 приведены физико-механические свойства и пористость связки на основе кобальтмолибден в зависимости от содержания хрома. Как видно из полученных результатов, наилучшими механическими свойствами и минимальной пористостью обладают сплавы с 6-12% хрома. Состав связки, содержащей кобальт и/или никель и/или железо и молибден, выбран исходя из следующи х факторов. Кобальт или никель или железо обладают ВЫСОКОЙ ИЗНОСОСТОЙКОСТЬЮ И ПОЗВОЛЯЮТ регулировать в широких диапазонах физико-механические свойства связки посредством легирования и изменением технологических параметров прессования и спекания. Кроме того, сплавы на основе кобальта или никеля или железа могут подвергаться термической обработке, в результате чего происходит их упрочнение и фиксация формы изделий. Молибден является компонентом, способствующим в совокупности с медью интенсификации процессов спекания, и позволяющим сформировать отимальную структур у сплава, что в свою очередь, повышает физико-механические свойства связки. Таким образом, вследствие взаимодействия компонентов связки, достигаются следующие новые свойства: - оптимизация структуры связки за счет эффекта упрочнения в процессе старения сплавов кобальт-молибден-хром, повышенной растворимости хрома в молибдене и в кобальте или никеле, образование в структуре твердых интермегалидных соединений с размером зерен 3-5 мкм, что в свою очередь существенно повышает вышеперечисленные физико-механические свойства связки; - существенное изменение характера сил межатомных связей в атомной решетке сплава, в результате взаимодействия молибдена и хрома с медью увеличивается концентрация электронов в атомной решетке хрома, что способствует усилению металлической связи, что, в свою очередь, повышает прочность, уменьшает пористость и пластичность металла, и как следствие, повышает износостойкость рабочего слоя инструмента, работающего в условиях знакопеременных нагрузок; - введение в связку на основе железа или кобальта или никеля до 1,5 мас.% меди позволяет оптимизировать структур у связки за счет эффекта снижения усадки при спекании, а также активизировать процесс спекания, что, в свою очередь, позволяет снизить температуру спекания с 1000 до 830°С. Примеры реализации предлагаемого состава металлической связки. Изготовление алмазосодержащих смесей для алмазных сегментов, применяемых в инструменте, производилось методом порошковой металлургии. Каждая смесь прессовалась в пресс-форме при давлении 100 кг/мм , затем спекались в свободном состоянии в термической печи при температуре 830±10°С в течение 40-50 мин, после чего охлаждались вместе с печью. В качестве абразивных материалов для изготовления инструмента на предложенной связке могут применяться следующие материалы или ич смеси: алмаз, кубический нитрид бора, карбид бора, карбид вольфрама, карбид титана. Содержание абразивных порошков в связке может составлять от 50 до 100 условных процентов. Для испытаний изготавливались алмазные сегменты с размерами 3,8x7,0x40x250 из высокопрочных алмазов АС100 400/315. Изготовленные сегменты напаивались на дисковые полотна 0500 мм. Алмазные дисковые пилы испытывались при окантовке изделий из габро в условиях камнеобрабатывающего цеха Кишеневского производетвенного объединения "Нерудпром". Испытания проводились на режимах: глубина резания - 60 мм, окружная скорость -26 м/с, скорость продольной подачи-2,0 м/мин (производительность 1200 см /мин). Испытания проводились на. станке модели СМР-015, охлаждение - проточная вода. За показатели работоспособности алмазных дисковых пил принят удельный расход алмазов (карат /м 2 площади реза). В табл. 4 приведены составы предложенной металлической связки и характеристики работоспособности изготовленного с ее использованием инструмента в сопоставлении с работоспособностью инструмента, изготовленного при тех же условиях с использованием металлической связки известных составов. Как видно из табл.4, работоспособность инструмента изготовленного с использованием металлической связки известных составов в 2,6-2,8 реза ниже, чем для связок заявляемых составов (связки № 20 и 21) у известных связок также ниже и показатели прочности удержания алмазов и твердости. Для связок с содержанием компонентов выходящи х за заявляемые пределы (связки № 15— 20) показатели работоспособности и физико-механических свойств также ниже, чем у связок с заявляемым составом.
ДивитисяДодаткова інформація
Автори англійськоюOstrovskyi Leonid Leontiiovych, Murovskyi Valerii Oleksandrovych
Автори російськоюОстровский Леонид Леонтьевич, Муровский Валерий Александрович
МПК / Мітки
МПК: C22C 19/07, B24D 3/06
Мітки: зв'язка, шару, металева, інструменту, робочого, виготовлення, абразивного
Код посилання
<a href="https://ua.patents.su/5-14587-metaleva-zvyazka-dlya-vigotovlennya-robochogo-sharu-abrazivnogo-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Металева зв’язка для виготовлення робочого шару абразивного інструменту</a>
Металева зв’язка на основі міді для виготовлення робочого шару абразивного інструменту
Номер патенту: 1323
Опубліковано: 25.03.1994
Автори: Ракіта Олександр Натанович, Александров Віктор Адамович, Хукаленко Костянтин Павлович, Муровський Валерій Олександрович, Міфліг Данило Менделєвич, Мельник Віталій Іванович, Кізіков Ернст Дмитрович
МПК: C22C 9/02, C22C 32/00, B24D 3/06
Мітки: основі, абразивного, зв'язка, міді, робочого, виготовлення, інструменту, шару, металева
Формула / Реферат:
Металлическая связка на основе меди для изготовления рабочего слоя абразивного инструмента, содержащая олово, гидрид титана и кобальт, отличающаяся тем, что, с целью повышения износостойкости и производительности инструмента, она дополнительно содержит двуокись гафния и интерметаллид никеля с алюминием Nі3Аl при следующем соотношении компонентов, мае.%:олово 14—19 гидрид...
Металева зв’язка для робочого шару абразивного інструменту
Номер патенту: 1313
Опубліковано: 25.03.1994
Автори: Муровський Валерій Олександрович, Олейніков Борис Андрійович, Кебко Володимир Павлович, Мельник Віталій Іванович, Ракіта Олександр Натанович, Кізіков Ернст Дмитрович
МПК: C22C 19/07, B24D 3/06
Мітки: металева, робочого, інструменту, шару, абразивного, зв'язка
Формула / Реферат:
Металлическая связка для рабочего слоя абразивного инструмента, содержащая кобальт и гидрид титана, отличающаяся тем, что, с целью повышения износостойкости абразивного инструмента и технологичности его изготовления, она дополнительно содержит молибден при следующем соотношении компонентов, мас.%:гидрид титана 6—12 молибден ...
Металева зв’язка на основі міді для робочого шару абразивного інструменту
Номер патенту: 1310
Опубліковано: 25.03.1994
Автори: Петрін Олександр Сергійович, Нємєц Віктор Михайлович, Кебко Володимир Павлович, Хімач Олег Васильович, Ракіта Олександр Натанович, Кізіков Ернст Дмитрович, Муровський Валерій Олександрович, Мельник Віталій Іванович
МПК: C22C 9/06, B24D 3/34, B24D 3/06
Мітки: шару, міді, зв'язка, основі, робочого, металева, абразивного, інструменту
Формула / Реферат:
Mеталлическая связка на основе меди для рабочего слоя абразивного инструмента, содержащая олово и гидрид титана, отличающаяся тем, что, с целью повышения износостойкости и производительности инструмента, она дополнительно содержит хромо-никелевую сталь и оксид неодима при следующем соотношении компонентов, мас.%:олово 15—20 гидрид титана...
Металева зв’язка на основі міді для робочого шару алмазного інструменту
Номер патенту: 1324
Опубліковано: 25.03.1994
Автори: Мельник Віталій Іванович, Сердюк Віктор Митрофанович, Зайченко Юрій Володимирович, Муровський Валерій Олександрович, Александров Віктор Адамович, Кізіков Ернст Дмитрович, Ракіта Олександр Натанович
Мітки: шару, робочого, металева, міді, основі, інструменту, зв'язка, алмазного
Формула / Реферат:
Металлическая связка на основе меди для рабочего слоя алмазного инструмента, содержащая олово, гидрид титана и сплав никеля, отличающаяся тем, что, с целью повышения производительности инструмента и снижения расхода алмазов, в качестве сплава никеля она содержит сплав никеля (40 мас.%) с марганцем (60 мас.%) при следующем соотношении компонентов, мас.%:олово 13—18 гидрид...
Металева зв’язка для виготовлення абразивного інструменту
Номер патенту: 10416
Опубліковано: 25.12.1996
Автори: Островський Леонід Леонтійович, Муровський Валерій Олександрович
МПК: B24D 3/06
Мітки: металева, зв'язка, інструменту, абразивного, виготовлення
Формула / Реферат:
Металлическая связка для изготовления абразивного инструмента, содержащая железо, медь и олово, отличающаяся тем, что она дополнительно содержит молибден при следующем соотношении компонентов, мас.%:медь 10-15 олово 5-7молибден 2-4 железо остальное.
Попередній патент: Спосіб впливу на шкіряний покров та пристрій для його здійснення
Наступний патент: Пристрій для центрування малюнка на рулонному пакувальному матеріалі по виробу, що загортають
Випадковий патент: О-ацил-4-фенілциклоалканоли, їх цис/трансізомери або їх солі і фармацевтичний препарат