Кроковий конвейєр для переміщення труб
Номер патенту: 18849
Опубліковано: 25.12.1997
Автори: Білопашенцев Олександр Сергійович, Драпкін Семен Абрамович, Перегон Віктор Миколайович, Шатуновський Євгеній Абрамович
Формула / Реферат
Шаговый конвейер для перемещения труб, содержащий неподвижную раму с опорами для труб, установленную с возможностью возвратно-поступательного перемещения в продольном и вертикальном направлениях, подвижную раму с размещенными на ней толкающими элементами и опорами для труб, и привод продольного и вертикального перемещения подвижной рамы, отличающийся тем, что каждая опора для труб подвижной и неподвижной рам выполнена в виде двух ложементов, расположенных друг против друга по разные стороны от продольной оси конвейера, при этом опорные поверхности для труб каждой пэры ложементов подвижной и неподвижной рам расположены на разных уровнях, причем разность уровней опорных поверхностей для труб каждой пары ложементов неподвижной рамы равна разности уровней опорных поверхностей для труб каждой пары ложементов подвижной рамы, при этом ложементы подвижной и неподвижной рам с большими уровнями опорных поверхностей для труб расположены по одну сторону от продольной оси конвейера, а ложементы с меньшими уровнями - по другую сторону от продольной оси конвейера.
Текст
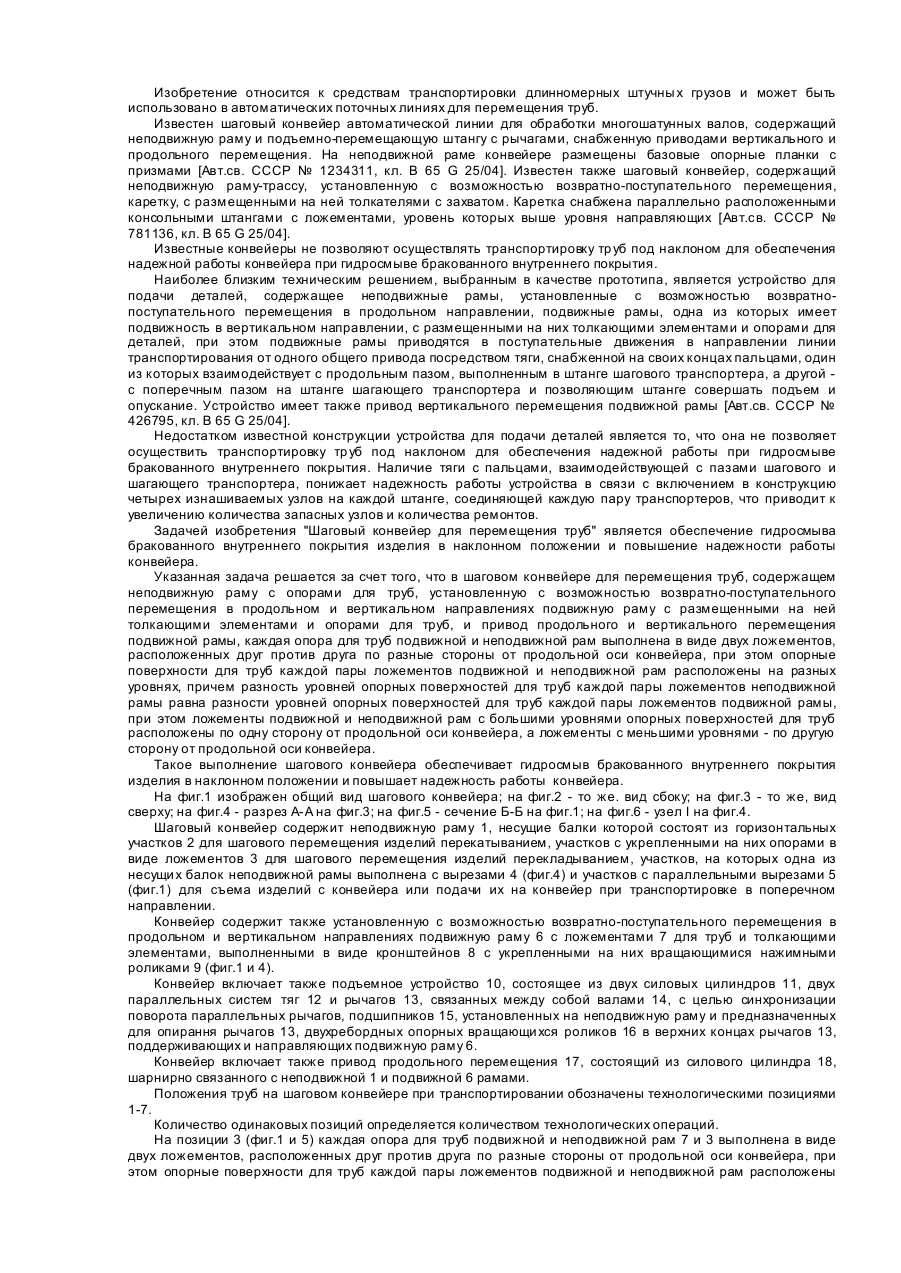
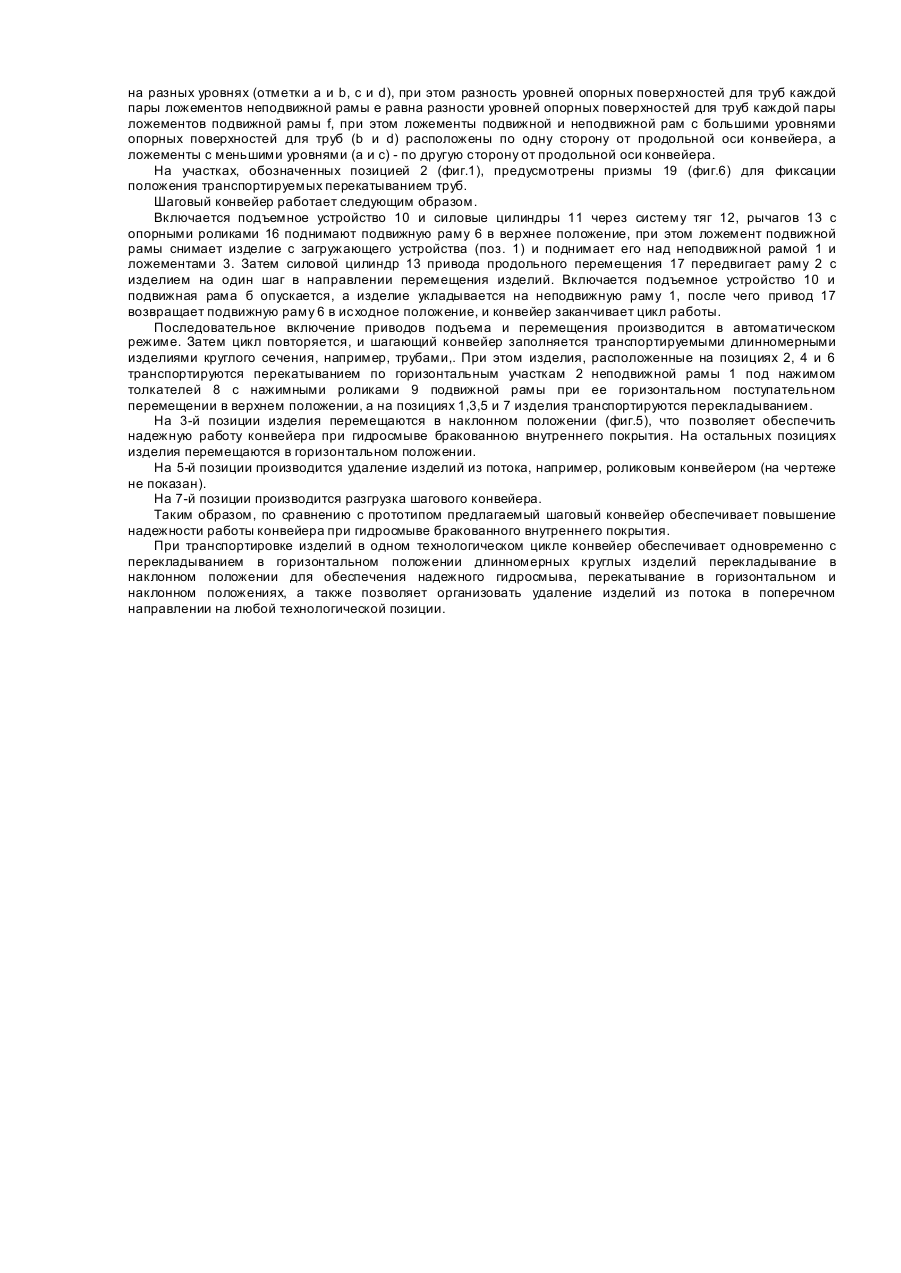
Изобретение относится к средствам транспортировки длинномерных штучны х грузов и может быть использовано в автоматических поточных линиях для перемещения труб. Известен шаговый конвейер автоматической линии для обработки многошатунных валов, содержащий неподвижную раму и подъемно-перемещающую штангу с рычагами, снабженную приводами вертикального и продольного перемещения. На неподвижной раме конвейере размещены базовые опорные планки с призмами [Авт.св. СССР № 1234311, кл. В 65 G 25/04]. Известен также шаговый конвейер, содержащий неподвижную раму-трассу, установленную с возможностью возвратно-поступательного перемещения, каретку, с размещенными на ней толкателями с захватом. Каретка снабжена параллельно расположенными консольными штангами с ложементами, уровень которых выше уровня направляющих [Авт.св. СССР № 781136, кл. В 65 G 25/04]. Известные конвейеры не позволяют осуществлять транспортировку тр уб под наклоном для обеспечения надежной работы конвейера при гидросмыве бракованного внутреннего покрытия. Наиболее близким техническим решением, выбранным в качестве прототипа, является устройство для подачи деталей, содержащее неподвижные рамы, установленные с возможностью возвратнопоступательного перемещения в продольном направлении, подвижные рамы, одна из которых имеет подвижность в вертикальном направлении, с размещенными на них толкающими элементами и опорами для деталей, при этом подвижные рамы приводятся в поступательные движения в направлении линии транспортирования от одного общего привода посредством тяги, снабженной на своих концах пальцами, один из которых взаимодействует с продольным пазом, выполненным в штанге шагового транспортера, а другой с поперечным пазом на штанге шагающего транспортера и позволяющим штанге совершать подъем и опускание. Устройство имеет также привод вертикального перемещения подвижной рамы [Авт.св. СССР № 426795, кл. В 65 G 25/04]. Недостатком известной конструкции устройства для подачи деталей является то, что она не позволяет осуществить транспортировку тр уб под наклоном для обеспечения надежной работы при гидросмыве бракованного внутреннего покрытия. Наличие тяги с пальцами, взаимодействующей с пазами шагового и шагающего транспортера, понижает надежность работы устройства в связи с включением в конструкцию четырех изнашиваемых узлов на каждой штанге, соединяющей каждую пару транспортеров, что приводит к увеличению количества запасных узлов и количества ремонтов. Задачей изобретения "Шаговый конвейер для перемещения труб" является обеспечение гидросмыва бракованного внутреннего покрытия изделия в наклонном положении и повышение надежности работы конвейера. Указанная задача решается за счет того, что в шаговом конвейере для перемещения труб, содержащем неподвижную раму с опорами для труб, установленную с возможностью возвратно-поступательного перемещения в продольном и вертикальном направлениях подвижную раму с размещенными на ней толкающими элементами и опорами для труб, и привод продольного и вертикального перемещения подвижной рамы, каждая опора для труб подвижной и неподвижной рам выполнена в виде двух ложементов, расположенных друг против друга по разные стороны от продольной оси конвейера, при этом опорные поверхности для труб каждой пары ложементов подвижной и неподвижной рам расположены на разных уровнях, причем разность уровней опорных поверхностей для труб каждой пары ложементов неподвижной рамы равна разности уровней опорных поверхностей для труб каждой пары ложементов подвижной рамы, при этом ложементы подвижной и неподвижной рам с большими уровнями опорных поверхностей для труб расположены по одну сторону от продольной оси конвейера, а ложементы с меньшими уровнями - по другую сторону от продольной оси конвейера. Такое выполнение шагового конвейера обеспечивает гидросмыв бракованного внутреннего покрытия изделия в наклонном положении и повышает надежность работы конвейера. На фиг.1 изображен общий вид шагового конвейера; на фиг.2 - то же. вид сбоку; на фиг.3 - то же, вид сверху; на фиг.4 - разрез А-А на фиг.3; на фиг.5 - сечение Б-Б на фиг.1; на фиг.6 - узел I на фиг.4. Шаговый конвейер содержит неподвижную раму 1, несущие балки которой состоят из горизонтальных участков 2 для шагового перемещения изделий перекатыванием, участков с укрепленными на них опорами в виде ложементов 3 для шагового перемещения изделий перекладыванием, участков, на которых одна из несущи х балок неподвижной рамы выполнена с вырезами 4 (фиг.4) иучастков с параллельными вырезами 5 (фиг.1) для съема изделий с конвейера или подачи их на конвейер при транспортировке в поперечном направлении. Конвейер содержит также установленную с возможностью возвратно-поступательного перемещения в продольном и вертикальном направлениях подвижную раму 6 с ложементами 7 для труб и толкающими элементами, выполненными в виде кронштейнов 8 с укрепленными на них вращающимися нажимными роликами 9 (фиг.1 и 4). Конвейер включает также подъемное устройство 10, состоящее из двух силовых цилиндров 11, двух параллельных систем тяг 12 и рычагов 13, связанных между собой валами 14, с целью синхронизации поворота параллельных рычагов, подшипников 15, установленных на неподвижную раму и предназначенных для опирання рычагов 13, двухребордных опорных вращающи хся роликов 16 в верхних концах рычагов 13, поддерживающих и направляющих подвижную раму 6. Конвейер включает также привод продольного перемещения 17, состоящий из силового цилиндра 18, шарнирно связанного с неподвижной 1 и подвижной 6 рамами. Положения труб на шаговом конвейере при транспортировании обозначены технологическими позициями 1-7. Количество одинаковых позиций определяется количеством технологических операций. На позиции 3 (фиг.1 и 5) каждая опора для труб подвижной и неподвижной рам 7 и 3 выполнена в виде двух ложементов, расположенных друг против друга по разные стороны от продольной оси конвейера, при этом опорные поверхности для труб каждой пары ложементов подвижной и неподвижной рам расположены на разных уровнях (отметки а и b, с и d), при этом разность уровней опорных поверхностей для труб каждой пары ложементов неподвижной рамы е равна разности уровней опорных поверхностей для труб каждой пары ложементов подвижной рамы f, при этом ложементы подвижной и неподвижной рам с большими уровнями опорных поверхностей для труб (b и d) расположены по одну сторону от продольной оси конвейера, а ложементы с меньшими уровнями (а и с) - по другую сторону от продольной оси конвейера. На участках, обозначенных позицией 2 (фиг.1), предусмотрены призмы 19 (фиг.6) для фиксации положения транспортируемых перекатыванием труб. Шаговый конвейер работает следующим образом. Включается подъемное устройство 10 и силовые цилиндры 11 через систему тяг 12, рычагов 13 с опорными роликами 16 поднимают подвижную раму 6 в верхнее положение, при этом ложемент подвижной рамы снимает изделие с загружающего устройства (поз. 1) и поднимает его над неподвижной рамой 1 и ложементами 3. Затем силовой цилиндр 13 привода продольного перемещения 17 передвигает раму 2 с изделием на один шаг в направлении перемещения изделий. Включается подъемное устройство 10 и подвижная рама б опускается, а изделие укладывается на неподвижную раму 1, после чего привод 17 возвращает подвижную раму 6 в исходное положение, и конвейер заканчивает цикл работы. Последовательное включение приводов подъема и перемещения производится в автоматическом режиме. Затем цикл повторяется, и шагающий конвейер заполняется транспортируемыми длинномерными изделиями круглого сечения, например, трубами,. При этом изделия, расположенные на позициях 2, 4 и 6 транспортируются перекатыванием по горизонтальным участкам 2 неподвижной рамы 1 под нажимом толкателей 8 с нажимными роликами 9 подвижной рамы при ее горизонтальном поступательном перемещении в верхнем положении, а на позициях 1,3,5 и 7 изделия транспортируются перекладыванием. На 3-й позиции изделия перемещаются в наклонном положении (фиг.5), что позволяет обеспечить надежную работу конвейера при гидросмыве бракованною внутреннего покрытия. На остальных позициях изделия перемещаются в горизонтальном положении. На 5-й позиции производится удаление изделий из потока, например, роликовым конвейером (на чертеже не показан). На 7-й позиции производится разгрузка шагового конвейера. Таким образом, по сравнению с прототипом предлагаемый шаговый конвейер обеспечивает повышение надежности работы конвейера при гидросмыве бракованного внутреннего покрытия. При транспортировке изделий в одном технологическом цикле конвейер обеспечивает одновременно с перекладыванием в горизонтальном положении длинномерных круглых изделий перекладывание в наклонном положении для обеспечения надежного гидросмыва, перекатывание в горизонтальном и наклонном положениях, а также позволяет организовать удаление изделий из потока в поперечном направлении на любой технологической позиции.
ДивитисяДодаткова інформація
Назва патенту англійськоюStep conveyor for displacing the pipes
Автори англійськоюBilopashentsev Oleksandr Serhiovych, Drapkin Semen Abramovych, Perehon Viktor Mykolaiovych, Shatunovskyi Yevhenii Abramovych
Назва патенту російськоюШаговый конвейер для перемещения труб
Автори російськоюБелопашенцев Александр Сергеевич, Драпкин Семен Абрамович, Перегон Виктор Николаевич, Шатуновский Евгений Абрамович
МПК / Мітки
МПК: B65G 25/00
Мітки: переміщення, кроковий, конвейєр, труб
Код посилання
<a href="https://ua.patents.su/4-18849-krokovijj-konvejjehr-dlya-peremishhennya-trub.html" target="_blank" rel="follow" title="База патентів України">Кроковий конвейєр для переміщення труб</a>
Стрічковий конвейєр
Номер патенту: 5811
Опубліковано: 29.12.1994
Автори: Вичігін Альбін Миколайович, Білостоцький Борис Хаімович
МПК: B65G 15/00
Мітки: конвейєр, стрічковій
Формула / Реферат:
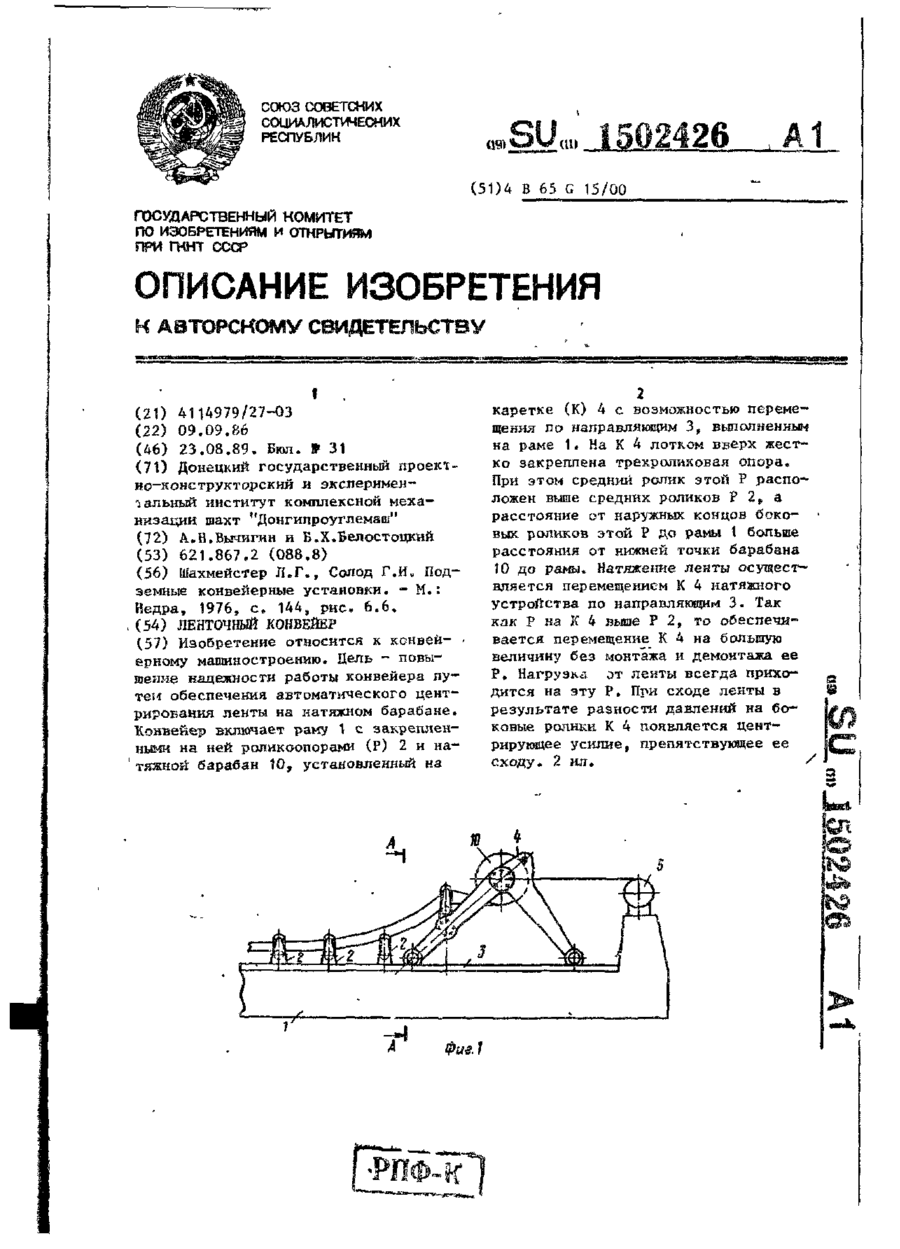
Ленточный конвейєр, включающий раму с закрепленными на ней роликоопорами и натяжной барабан, установленный на каретке с возможностью перемещения по направляющим, выполненным на раме, отличающийся тем, что, с целью повышения надежности работы конвейера путем обеспечения автоматического центрирования ленты на натяжном барабане, конвейер снабжен трехроликовой опорой, жестко закрепленной на каретке лотком вверх, при этом средний ролик этой...
Стрічковий конвейєр
Номер патенту: 3629
Опубліковано: 27.12.1994
Автор: Лєннард Олссон
МПК: B65G 15/32
Мітки: конвейєр, стрічковій
Формула / Реферат:
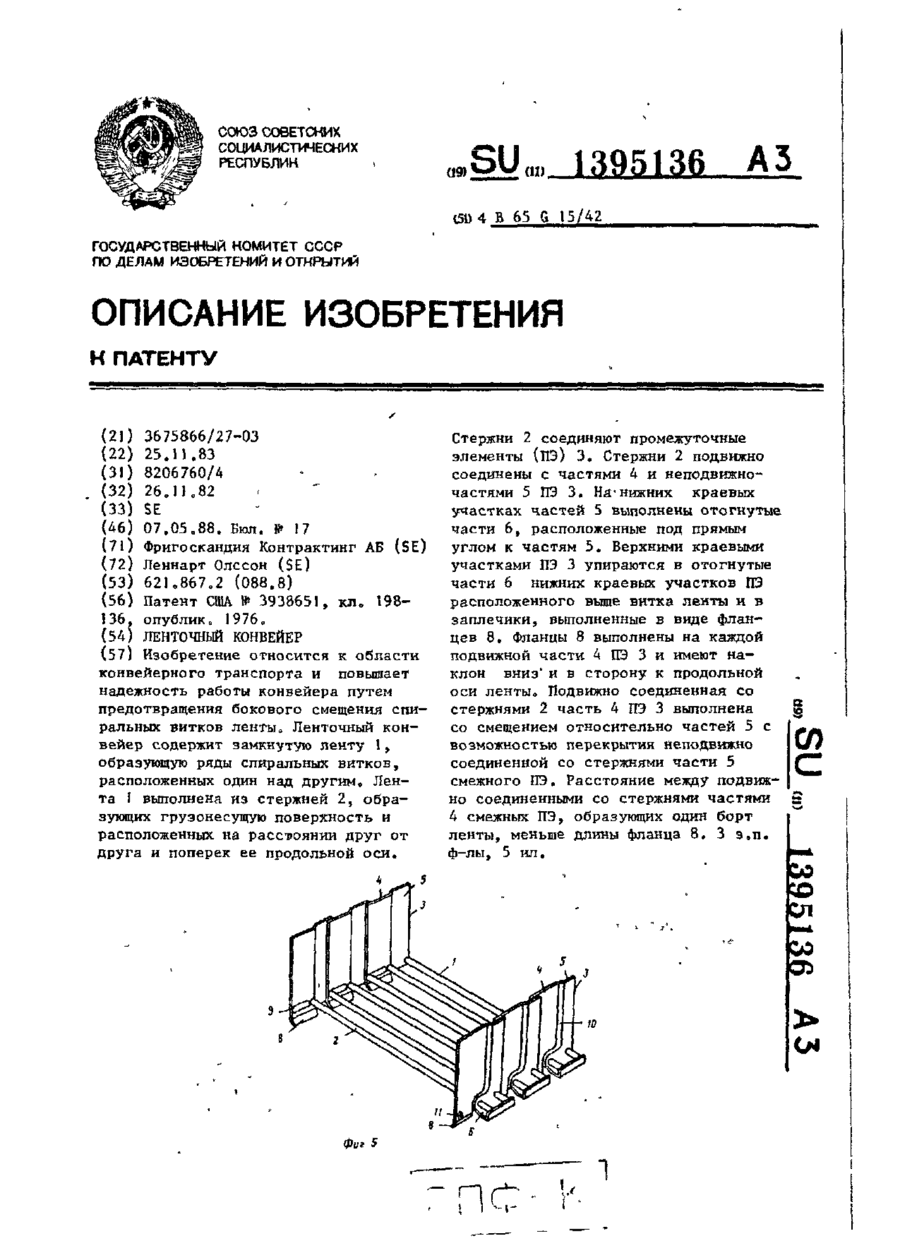
1. Ленточный конвейєр, включающий замкнутую и образующую ряды находящихся один на другом спиральных витков ленту с расположенными на расстоянии друг от друга и поперек ее продольной оси стержнями, подвижно соединенными с другими частями промежуточных элементов, упирающихся верхними краевыми участками в заплечики, а отогнутые части нижних краевых участков промежуточных элементов расположенного выше витка ленты, отличающийся тем, что, с...
Хиткий конвейєр
Номер патенту: 9138
Опубліковано: 30.09.1996
Автор: Саблін Віктор Петрович
МПК: B65G 27/00
Формула / Реферат:
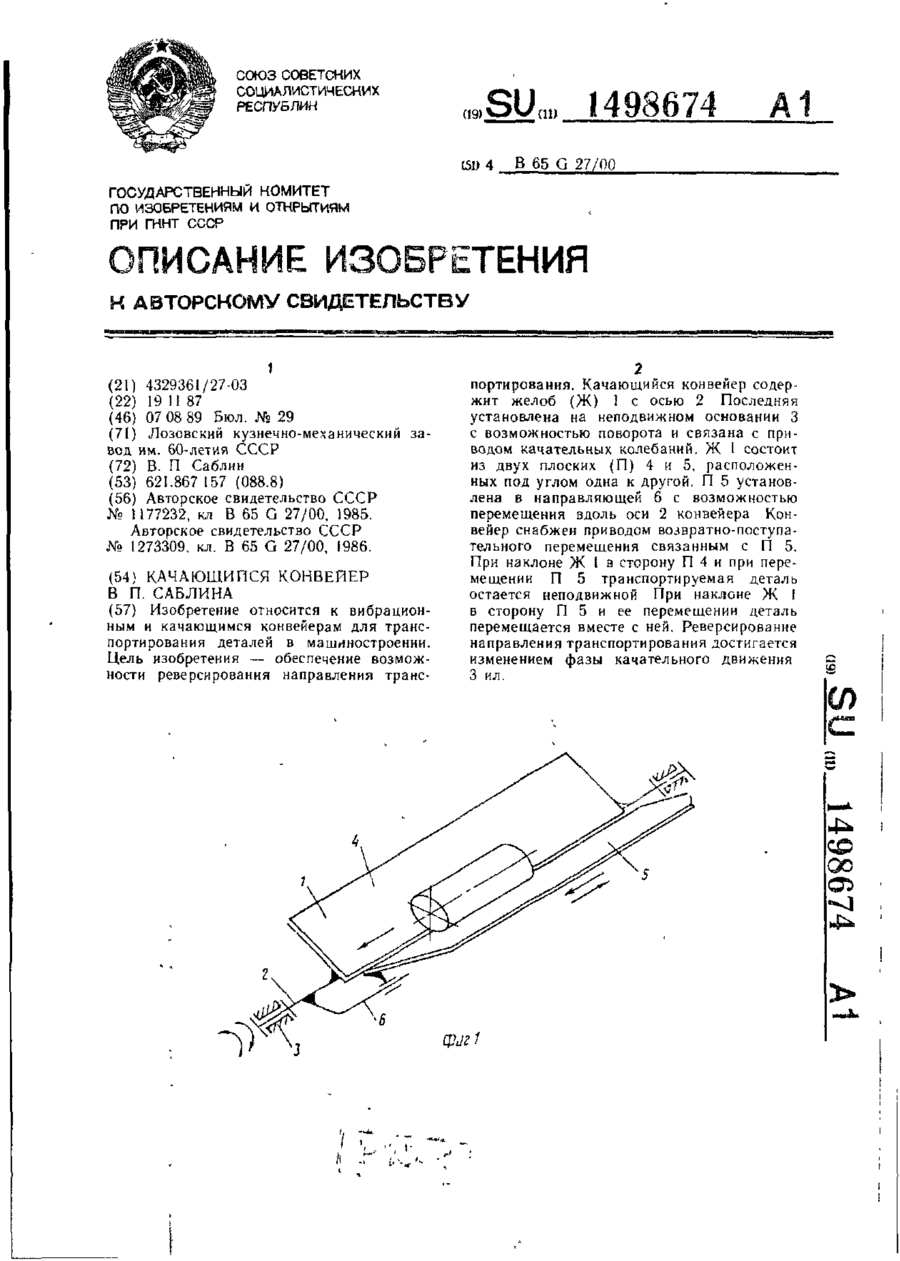
Качающийся конвейєр, содержащий желоб, закрепленный на оси, установленной в направлении транспортирования на неподвижном основании с возможностью качания и привод качательных колебаний, отличающийся тем, что, с целью обеспечения возможности реверсирования направления транспортирования, конвейер снабжен приводом возвратно-поступательного движения, а желоб выполнен в виде двух плоских планок, расположенных вдоль оси конвейера и под углом...
Підвісний вантажонесучий конвейєр
Номер патенту: 2535
Опубліковано: 26.12.1994
Автор: Рахманов Микола Миколайович
МПК: B65G 17/20, B65G 17/32
Мітки: конвейєр, підвісний, вантажонесучий
Формула / Реферат:
Подвесной грузонесущий конвейер, включающий ходовой путь в виде полосы, грузонесущие элементы с подвесками, связанные с цепным тяговым органом, и привод, отличающийся тем, что он снабжен установленными на каждой подвеске подушкой с электромагнитами, ферромагнитной полосой, закрепленной вдоль ходового пути, и опорными площадками, размещенными на каждой подвеске, при этом каждая подушка с электромагнитами установлена с возможностью...
Пристрій для переміщення матеріалу в відвал
Номер патенту: 4487
Опубліковано: 27.12.1994
Автори: Бугайов Сергій Семенович, Бугайов Семен Петрович
МПК: E21C 47/00
Мітки: пристрій, матеріалу, переміщення, відвал
Формула / Реферат:
Устройство для перемещения материала в отвал, включающее отвалообразователь, рама ходового оборудования которого связана с рамой разгрузочной тележки отвального конвейера, отличающееся тем, что, с целью повышения надежности работы при продольной укладке пород в отвал, связь рамы ходового оборудования отвало-образоватсля с рамой разгрузочной тележки отвального конвейера выполнена в виде тяг, шарнирно связанных между собой с образованием...
Попередній патент: Пристрій для гідродинамічних випробувань порожнистих виробів
Наступний патент: Голографічний пристрій для визначення внутрішніх залишкових напружень
Випадковий патент: Спосіб визначення групи ризику щодо розвитку цукрового діабету 2 типу за допомогою генетичних маркерів