Трубчастий виріб
Номер патенту: 1940
Опубліковано: 15.08.2003
Автори: Чуйко Федір Віталійович, Бадуркін Вадим Іванович, Ясько Валерій Миколайович
Формула / Реферат
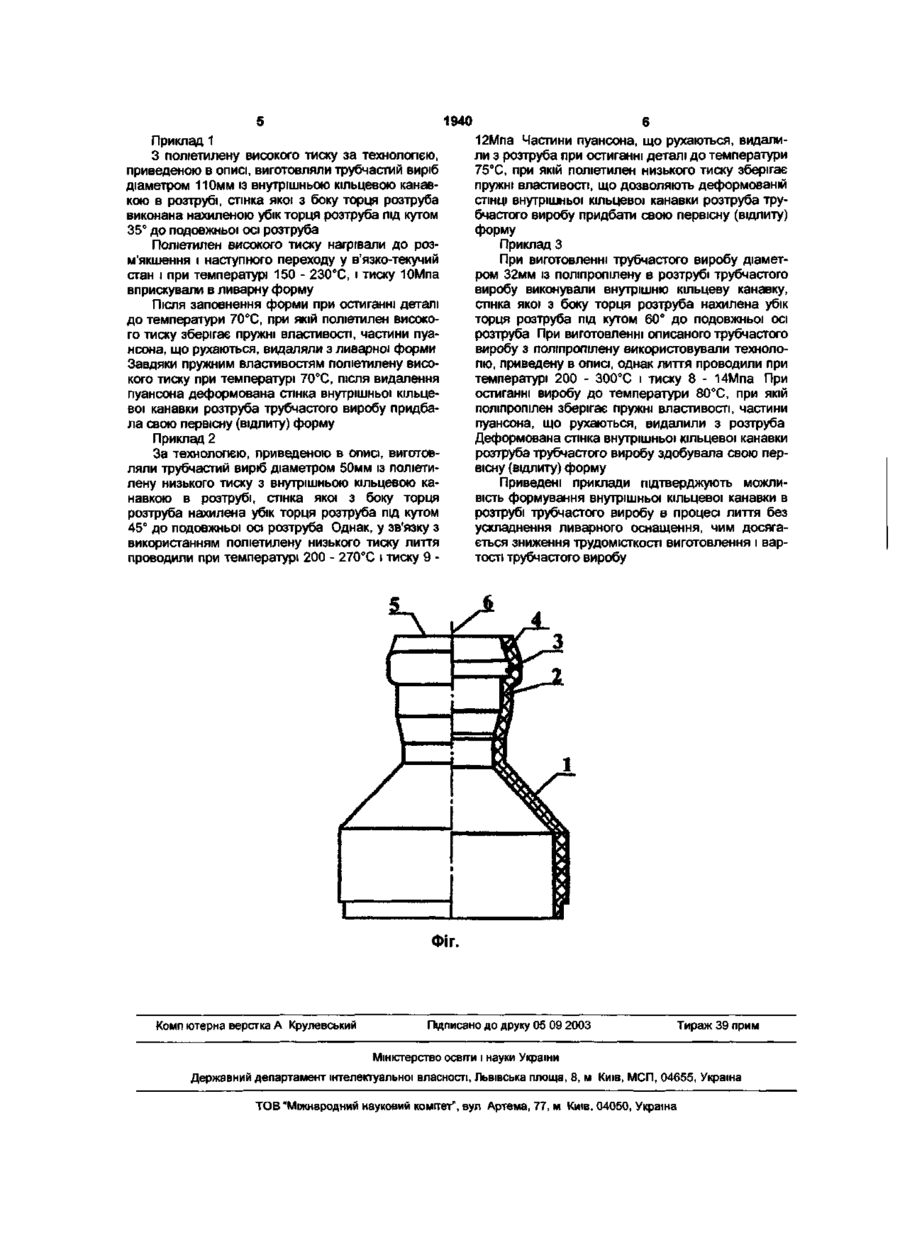
Трубчастий виріб, виготовлений з матеріалу групи поліолефінів, що включає розтруб із внутрішньою кільцевою канавкою, який відрізняється тим, що стінка внутрішньої кільцевої канавки з боку торця розтруба виконана нахиленою у бік торця розтруба під кутом 35-60° до подовжньої осі розтруба.
Текст
Трубчастий виріб, виготовлений з матеріалу групи полюлефінів, що включає розтруб із внутрішньою кільцевою канавкою, який відрізняється тим, що стінка внутрішньої кільцевої канавки з боку торця розтруба виконана нахиленою у бік торця розтруба під кутом 35-60° до подовжньої осі розтруба Корисна модель відноситься до деталей санітарно-технічних пристроїв, зокрема, до каналізаційних труб, виконаних із термопластичних матеріалів, що призначені для систем каналізацм будинків Каналізаційні труби, що виконані з термопластичних матеріалів, з'єднуються зварюванням, нарізними сполученнями (фтнги, перехідники) і за допомогою розтрубів із внутрішніми кільцевими канавками, у яких розташовані ущільнення Відома каналізаційна труба, що вибрана як аналог і виконана з розтрубом, усередині якого розташована кільцева канавка коробчастого перетину, стінки якої перпендикулярні основі канавки Каналізаційна труба виготовляється з непластифікованого полівінілхлориду (ПВХ) литтям під тиском із роздуванням (Алескер Я Б , Єхлаков С В «Монтаж пластмасових санітарно-технічних пристроїв», М, «Стройїздат», 1990 р, с 17) Виготовлення цієї каналізаційної труби здійснюється в кілька прийомів Спочатку литтям під тиском із ПВХ у рознімній формі виготовляють фасонну частину з гладким розтрубом, потім, поки виріб перебуває в розм'якшеному стані, роблять переміщення частини рознімної форми у вигляді кільця, що оформляє передню частину зовнішньої поверхні розтруба, звільняючи простір для майбутнього кільцевого жолобка Після цього подають стиснене повітря, що формує жолобок коробчастого перетину, і виріб охолоджують Спільними ознаками технічного рішення, що заявляється, і аналога являються трубчастий виріб, що включає розтруб із внутрішньою кільцевою канавкою При виготовленні описаного трубчастого виробу неможливо сформувати в розтрубі внутрішню кільцеву канавку коробчастого перетину, стінки якої перпендикулярні основі канавки, у процесі лиття без ускладнення ливарного оснащення Застосування описаного складного оснащення приводить до збільшення трудомісткості виготовлення і вартості трубчастого виробу Як аналог також вибрана труба з розтрубом, усередині якого виконана внутрішня кільцева канавка напівкруглого перетину Труба виготовлена з термопластичного матеріалу (патент РФ № 2009038, МКВ6 В 29 С 57/04, пріоритет від 22 11 91) Виготовляють описану трубу з розтрубом таким способом Кінець труби нагрівають до пластичного стану і насувають на оправлення, формуючи розтруб Потім, за допомогою розташованого усередині труби обертового робочого органа формують у розтрубі внутрішню кільцеву канавку Робочий орган виконують у вигляді вала з формотворними секторами, що висуваються При повороті вала формотворні сектори висуваються в радіальному напрямку, формуючи по периметру розтруба канавку Після остигання виробу формотворні сектори робочого органа засовують, і трубу знімають з оправлення Спільними ознаками технічного рішення, що заявляється, і аналога являються трубчастий виріб, що включає розтруб із внутрішньою кільцевою канавкою Трубчастий виріб із термопластичного матеріалу з внутрішньою кільцевою канавкою напівкруглого перетину в розтрубі неможливо виконати в процесі лиття виробу а тільки в результаті виконання кількох послідовних операцій із застосуванням складного у виготовленні й експлуатації формуючого робочого органа, що підвищує трудомісткість виготовлення трубчастого виробу і О) 1940 збільшує його вартість Як прототип розглядається труба, відома за ДСТ СРСР № 22689 2-89 «Труби поліетиленові каналізаційні й фасонні частини до них Конструкція» Труба виконана з розтрубом, виготовлена з матеріалу групи полюлефінів - поліетилену низького тиску або поліетилену високого тиску У розтрубі труби виконана внутрішня кільцева канавка коробчастого або напівкруглого перетину Спочатку виготовляють трубу з розтрубом, а потім за допомогою механічної обробки з використанням ручної й верстатної праці на метало- і деревообробних верстатах спеціальними інструментами формують внутрішню кільцеву канавку коробчастого або напівкруглого перетину Спільними ознаками технічного рішення, що заявляється, і прототипу являються трубчастий виріб, виготовлений з матеріалу групи полюлефінів, що включає розтруб із внутрішньою кільцевою канавкою Трубчастий виріб із термопластичного материалу групи полюлефінів із внутрішньою кільцевою канавкою коробчастого або напівкруглого перетину неможливо виконати в процесі лиття виробу Для виготовлення такого трубчастого виробу застосовують дорогий і трудомісткий процес, здійснюваний у кілька етапів, що включає механічну обробку пластмасових деталей, що приводить також до втрат матеріалу В основу корисної моделі поставлена задача удосконалення трубчастого виробу, у якому за рахунок конструктивних особливостей і застосовуваних матеріалів забезпечується можливість формування внутрішньої кільцевої канавки в розтрубі трубчастого виробу в процесі лиття без ускладнення ливарного оснащення, чим досягається зниження трудомісткості виготовлення і вартості трубчастого виробу Поставлена задача вирішується тим, що трубчастий виріб, виготовлений з матеріалу групи полюлефінів і виконаний з внутрішньою кільцевою канавкою в розтрубі, стінка внутрішньої кільцевої канавки з боку торця розтруба виконана нахиленою убік торця розтруба під кутом 35 - 60° до подовжньої осі розтруба Перераховані ознаки складають сутність корисної моделі Причинно-наслщковий зв'язок істотних ознак корисної моделі з результатом, що досягається (формування внутрішньої кільцевої канавки в розтрубі трубчастого виробу в процесі лиття без ускладнення ливарного оснащення), пояснюється наступним Завдяки виконанню трубчастого виробу з матеріалів групи полюлефінів (поліетилену високого чи низького тиску, поліпропілену), що зберігають свої пружні властивості при температурі 70 - 80°С, і завдяки нахиленою під кутом ЗО - 60° до подовжньої осі розтруба стінки внутрішньої кільцевої канавки розтруба з боку його торця, що дозволяє з мінімальною деформацією виводити з внутрішньої кільцевої канавки розтруба формуючий кільцевий виступ рухливого пуансона, стало можливим формування внутрішньої кільцевої канавки в розтрубі трубчастого виробу в процесі лиття без усклад нення ливарного оснащення Після видалення формуючого кільцевого виступу рухливого кільця пуансона з розтруба трубчастого виробу, завдяки пружним властивостям матеріалу групи полюлефінів при температурі 70 80°С, деформована стінка внутрішньої кільцевої канавки з боку торця розтруба трубчастого виробу здобуває свою первісну (відлиту) форму Таким чином, виготовлення трубчастого виробу з матеріалу групи полюлефінів, що включає розтруб із внутрішньою кільцевою канавкою, виконання стінки внутрішньої кільцевої канавки з боку торця розтруба нахиленою убік торця розтруба під кутом 35 - 60° до подовжньої осі розтруба являється необхідним і достатнім для забезпечення можливості формування внутрішньої кільцевої канавки в розтрубі трубчастого виробу в процесі лиття без ускладнення ливарного оснащення Нижче приводиться опис трубчастого виробу з посиланням на креслення, на якому схематично зображений трубчастий виріб, і приклади його виконання Трубчастий виріб 1, виготовлений з матеріалу групи полюлефінів, включає розтруб 2 із внутрішньою кільцевою канавкою 3, при цьому стінка 4 внутрішньої кільцевої канавки 3 з боку торця 5 розтруба 2 виконана нахиленою убік торця 5 розтруба 2 під кутом 35 - 60° до подовжньої осі 6 розтруба 2 Для виготовлення трубчастого виробу, що заявляється, застосовують ливарну форму, що складається з двох напівматриць і пуансона, виконаного з верхньої і нижньої частин Верхня частина пуансона, що оформляє розтруб трубчастого виробу з внутрішньою кільцевою канавкою, виконана з двох кілець різного діаметра, що рухаються та з'єднані через тяги з гідроциліндром Кільця пуансона, що рухаються, входять друг у друга при змиканні ливарної форми Внутрішнє кільце пуансона виконане з формуючим кільцевим виступом Трубчастий виріб із матеріалів групи полюлефінів виготовляють таким способом Поліетилен високого чи низького тиску, чи поліпропілен нагрівають до розм'якшення і наступного переходу у в'язко-текучий стан і при температурі 150 - 300°С і тиску 10 - 14Мпа, вприскують у ливарну форму Після заповнення форми, що відбувається протягом 1-3 сек, збільшують тиск розплаву Через 13-15 сек після заповнення форми при остиганні деталі до температури 70 - 80°С, при якій матеріали групи полюлефінів зберігають пружні властивості, частини пуансона, що рухаються, під дією гідроциліндра зміщають із швидкістю, заданою часом зсуву - 2 - 8 сек, на відстань, необхідну для оформлення внутрішньої кільцевої канавки в розтрубі трубчастого виробу і видалення рухливих частин пуансона При цьому кут нахилу (35 - 60°) стінки внутрішньої кільцевої канавки, по якій сковзає частина пуансона, що рухається, при виході з розтруба, дозволяє знизити й деформування Завдяки пружним властивостям матеріалів групи полюлефінів при температурі 70 - 80°С після видалення пуансона деформована стінка внутрішньої кільцевої канавки розтруба трубчастого виробу здобуває свою первісну (відлиту) форму 1940 Приклад 1 З поліетилену високого тиску за технологією, приведеною в описі, виготовляли трубчастий виріб діаметром 110мм із внутрішньою кільцевою канавкою в розтрубі, стінка якої з боку торця розтруба виконана нахиленою убік торця розтруба під кутом 35° до подовжньої осі розтруба Поліетилен високого тиску нагрівали до розм'якшення і наступного переходу у в'язко-текучий стан і при температурі 150 - 230°С, і тиску ЮМпа вприскували в ливарну форму Після заповнення форми при остиганні деталі до температури 70°С, при якій поліетилен високого тиску зберігає пружні властивості, частини пуансона, що рухаються, видаляли з ливарної форми Завдяки пружним властивостям поліетилену високого тиску при температурі 70°С, після видалення пуансона деформована стінка внутрішньої кільцевої канавки розтруба трубчастого виробу придбала свою первісну (відлиту) форму Приклад 2 За технологією, приведеною в описі, виготовляли трубчастий виріб діаметром 50мм із поліетилену низького тиску з внутрішньою кільцевою канавкою в розтрубі, стінка якої з боку торця розтруба нахилена убік торця розтруба під кутом 45° до подовжньої осі розтруба Однак, у зв'язку з використанням поліетилену низького тиску лиття проводили при температурі 200 - 270°С і тиску 9 12Мпа Частини пуансона, що рухаються, видалили з розтруба при остиганні деталі до температури 75°С, при якій поліетилен низького тиску зберігає пружні властивості, що дозволяють деформованій СТІНЦІ внутрішньої кільцевої канавки розтруба трубчастого виробу придбати свою первісну (відлиту) форму Приклад З При виготовленні трубчастого виробу діаметром 32мм із поліпропілену в розтрубі трубчастого виробу виконували внутрішню кільцеву канавку, стінка якої з боку торця розтруба нахилена убік торця розтруба під кутом 60° до подовжньої осі розтруба При виготовленні описаного трубчастого виробу з поліпропілену використовували технологію, приведену в описі, однак лиття проводили при температурі 200 - 300Х і тиску 8 - 14Мпа При остиганні виробу до температури 80°С, при якій поліпропілен зберігає пружні властивості, частини пуансона, що рухаються, видалили з розтруба Деформована стінка внутрішньої кільцевої канавки розтруба трубчастого виробу здобувала свою первісну (відлиту) форму Приведені приклади підтверджують можливість формування внутрішньої кільцевої канавки в розтрубі трубчастого виробу в процесі лиття без ускладнення ливарного оснащення, чим досягається зниження трудомісткості виготовлення і вартості трубчастого виробу ФІГ. Комп ютерна верстка А Крулевський Підписано до друку 05 09 2003 Тираж 39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комгтет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
МПК / Мітки
МПК: F16L 9/00
Мітки: виріб, трубчастий
Код посилання
<a href="https://ua.patents.su/4-1940-trubchastijj-virib.html" target="_blank" rel="follow" title="База патентів України">Трубчастий виріб</a>
Протяжний трубчастий виріб, що має однаковий поперечний переріз уздовж усієї своєї довжини
Номер патенту: 57069
Опубліковано: 16.06.2003
Автори: Піроні Ерік, Блан Крістіан, Трішар Клод
МПК: F16L 9/00, F16L 11/11, H02G 3/04
Мітки: трубчастий, поперечний, переріз, усієї, довжини, уздовж, своєї, протяжний, виріб, однаковий, має
Формула / Реферат:
1. Протяжний трубчастий виріб, що має однаковий поперечний переріз уздовж усієї своєї довжини і, що містить міцну трубу (1), виготовлену з, щонайменше, одного пластичного матеріалу й достатньо гнучку для того, щоб зігнути або розігнути її, і достатньо жорстку для того, щоб протистояти відцентровим або доцентровим радіальним силам, причому міцна труба містить із внутрішньої сторони і/або з зовнішньої сторони поверхневий шар (3), вільна...
Трубчастий елемент теплообмінника
Номер патенту: 932
Опубліковано: 16.07.2001
Автор: Мітюхін Федір Петрович
МПК: F28F 1/10
Мітки: трубчастий, елемент, теплообмінника
Формула / Реферат:
1. Трубчастий елемент теплообмінника, що містить оребрення, який відрізняється тим, що оребрення виконане у вигляді дротяної пружини.2. Трубчастий елемент теплообмінника за п. 1, який відрізняється тим, що оребрення встановлене по спіралі.3. Трубчастий елемент теплообмінника за п. 1, який відрізняється тим, що оребрення розташоване на зовнішній поверхні трубчастого елемента теплообмінника.4. Трубчастий елемент...
Виріб феєрверковий
Номер патенту: 358
Опубліковано: 19.07.1999
Автор: Шостак Володимир Володимирович
МПК: F42B 12/02, F42B 4/00
Мітки: феєрверковий, виріб
Формула / Реферат:
Виріб феєрверковий, що складається з корпуса з дистанційною трубкою, заповненого піротехнічною сумішшю, при запалюванні якої відбувається руйнування корпуса й розкидання піротехнічних елементів, що горять, який відрізняється тим, що корпус виробу виконаний з термопластичного полімеру і складається з двох чи декількох частин, як! роз'єднуються при запалюванні піротехнічної суміші.
Трубчастий реактор для одержання нітрату амонію
Номер патенту: 35312
Опубліковано: 15.03.2001
Автори: Пояркова Ізольда Федорівна, Криштопа Павло Петрович, Сергіенко Іван Данилович, Шевченко Володимир Якович, Барабаш Іван Іванович
МПК: B01J 10/00, C01C 1/18, C05C 1/00
Мітки: реактор, нітрату, трубчастий, амонію, одержання
Формула / Реферат:
Трубчастий реактор для одержання нітрату амонію, вміщуючий циліндричну трубу, яка включає змішувальну камеру з патрубками вводу кислоти та аміаку, який відрізняється тим, що змішувальна камера реактору складена з кільцевих елементів, в торці яких є канали для тангенціального вводу кислоти в зону реакції, створювану простором між встановленим в центрі змішувальної камери стержнем та внутрішньою циліндричною поверхнею кільцевих елементів.
Кондитерський виріб “калейдоскоп”
Номер патенту: 52045
Опубліковано: 16.12.2002
Автори: Проць Марія Семенівна, Хімяк Світлана Богданівна
Мітки: кондитерський, виріб, калейдоскоп
Формула / Реферат:
1. Кондитерський виріб, який містить речовини, що застосовуються для приготування мармеладних виробів, який відрізняється тим, що кондитерський виріб містить напівпрозору чи непрозору мармеладну основу, яка включає в себе різнокольорові скибки прозорої мармеладної маси більшої порівняно з основою твердості, дисперговані по всій даній основі.2. Кондитерський виріб за п. 1, який відрізняється тим, що мармеладна основа містить два і...
Попередній патент: З’єднувальний вузол для приєднання ламелі до опорної рами
Наступний патент: Триполюсний вакуумний вимикач
Випадковий патент: Спосіб виготовлення срібного порошку