Спосіб виготовлення приладу нвч з спіральною сповільніючою системою
Номер патенту: 19949
Опубліковано: 25.12.1997
Автори: Горбатюк Володимир Улянович, Твердохліб Микола Григорович

Текст
СПОСОБ ИЗГОТОВЛЕНИЯ ПРИБОРА СВЧ СО СПИРАЛЬНОЙ З М Д Я Щ Й СИСА ЕЛЮ Е ТЕМОЙ, включающий навивку спирали на к е р н , нанесение на поверхность к е р а мических стержней молибдена, н а н е с е ние припоя, удаление к е р н а , пайку керамических стержней со спиралью, вытравливание излишков молибдена с керамических стержней и закрепление п а к е т а "спираль-стержни" э б а л л о н е , о т л и ч а ю щ и й с я темэ ч т о , с целью повышения выхода годных и снижения р а з б р о с а х а р а к т е р и с т и к з а медляющих систем путем увеличения точности и з г о т о в л е н и я , припой н а н о с я т на керамические стержни, а керн удаляют после пайки керамических стержней со спиралью. і 1086983 2 Наличие припоя на спирали не позволяет производить пайку керамических стержней со спиралью без снятия ее с керна. Чтобы исключить припаивание спирали к керну, спираль снимают с керна и процесс пайки ведут без керна. При снятии спирали с керна изменяется шаг спирали и ее диаметр, а также происходит смещение моноспиралей при использовании монозаходных спиралей. Кроме того, при напылении припоя на спираль запыляется не только наружная, но и боковая и частично внутренняя поверхность витков спирали, вследствие чего при пайке ЗС образуются наплывы меди в произвольных местах спирали. Все это приводит к недопустимому разбросу характеристик ЗС, повышению токооседания на спираль, значительному снижению выхода годных ЗС, особенно с многозаходиыми спиралями, сборка которых без керна сопряжена с большими сложностями. Медь имеет очень малый коэффициент адгезии, поэтому при напылении на спираль в виде полосок она отслаивается с витков спирали, что приводит к отсутствию паяных контактов в местах отслоения меди, перегреву спирали при работе изделий и разбросу их характеристик. Нанесение меди на спираль не позволяет с необходимой точностью производить ее дозировку, так как Наиболее близок к предложенному 35 существуют ограничения минимальных способ изготовления прибора СВЧ со размеров полосок меди на спирали спиральной ЗС, включающий навивку (ширины и толщины ). спирали на керн, нанесение на поМинимальная ширина полосок меди верхность керамических стержней мона спирали ограничена двумя факторалибдена , нанесение припоя, удаление 40 ми: плохой адгезией меди и сложнокерна, пайку керамических стержней стью сборки ЗС, Чем уже полоски меди со спиралью, вытравливание излишков на спирали, тем хуже их сцепление молибдена с керамических стержней со спиралью, вследствие чего происи закрепление пакета "спираль-стержходит отслаивание меди со спирали. ни" в баллоне [2]. 45 С уменьшением ширины полосок меди на В этом случае поверхность керамиспирали очень трудно производить совческих стержней, прилегающую к мещение с достаточной точностью узвольфрамовой спирали, металлизируют ких полосок меди на спирали с керамимолибденом. На спираль напыляют ческими стержнями. медь в виде продольных полосок (ко- 50 личество полосок меди соответствует Ограничение минимальной толщины количеству керамических стержней ), полосок меди на спирали связано с которая используется в качестве припроцессом смачивания поверхности поя, а затем производят пайку стержспирали припоем, чистотой обработки ней со спиралью при 1100 С, 55 спирали (шероховатостью поверхности спирали ) и растекаемостью жидкотекуОднако данный способ имеет свои честью припоя. Спирали, используенедостатки, которые заключаются в мые в качестве ЗС, необходимо выполследующем, Изобретение относится к области электровакуумных приборов СЕЧ, в частности к технологии изготовления ЛЕВ (ЛОВ) со спиральной замедляющей 5 системой (ЗС), Известен способ сборки ЛБВ со спиральной ЗС, включающий металлизацию поверхности керамических стержней» прилегающей к спирали и баллону, нанесение припоя на спираль, пайку 10 стержней и спирали, вытравливание излишков металлизации (между витками спирали ) и пайку пакета спиральстержни в баллоне 0 ]. По данному способу на соединяемые 15 поверхности керамических стержней из окиси бериллия и спираль наносят соответственно слои хрома и меди и соединяют их с помощью пайки при 1100 С. Предварительно пленку хрома 20 агломерируют в атмосфере сухого водорода при 1350°Сг. Основной недостаток описанного способа заключается в том, что хром в процессе агломерации и пайки окис- 25 ляется, взаимодействует с окисью бериллия, образуя переходный слой ВеО С г 2 О 3 , который не поддается вытравливанию и при работе прибора вносит до олнительное затухание электро-зо магнитной волны, что, в свою очередь, приводит к ухудшению параметров приборов. Устранить отмеченный недостаток практически невозможно. 1036983 Для сборки ЗС использовали кераминить с минимальной шероховатостью ческие стержни из окиси бериллия. поверхности, что необходимо для Стержни имели форму трапеции. Высоуменьшения активных потерь в спирали. та стержней 1..,1,6 мм. Спираль из Шероховатость поверхности спирали вольфрама, наружный диаметр должна быть существенно меньше глу1...2,5 мм. В качестве баллона исбины скин-слоя. Чтобы достигнуть пользовали молибденовую трубку с требуемой чистоты поверхности, осонаружным диаметром А...5 мм и толщибенно на коротких волнах, производят ной стенки 0,3...О,4 мм. Металлизаее шлифовку и полировку. Вследствие цию керамических стержней и нанесе" изложенного, в случае нанесения ниє припоя на керамические стержни очень тонких пленок меди на спираль производили методом термического испри ее плавлении во время пайки медь парения э вакууме на установке только.смачивает поверхность спираУРМ 3.279.011. Керамические стержни ли, а к месту контактов спираль-кезагружали в приспособление и помещарамические стержни не поступает. При 15 ли на карусель установки для напылезначительном увеличении геометричесния. С помощью электроннолучевого ких размеров полосок меди на спирали испарителя наносили слой молибдена после расплавления происходит стекатолщиной 1,510,5 мкм. Непосредствен*ние меди к поверхности керамических но после нанесения молибдена, не стержней, но в большем количестве, вскрывая колпак установки, карусель чем требуется, причем на разных витс керамическими стержнями устанавликах и разных спиралях этот процесс вали на позицию напыления меди и на*" происходит неодинаково. Это приводит но сили слой меди толщиной к большому разбросу размеров галте5,..!0t0,l мкм. Спираль поступала лей, закорачиванию витков спирали .25 на сборку после частичного подтравмедью, наплывам меди, выходящим за ливания керна на рабочем участке и пределы витков спирали. Разброс разэлектрохимической полировки, Сборку меров галтелей в ЗС сильно колеблетспирали и керамических стержней осуся, достигая десятков и даже сотен ществляли в приспособлении, изготовмикрон. 30 ленном из молибдена и позволяющем Описанные выше недостатки в конечпроизводить пайку спирали с тремя ном итоге значительно снижают прокерамическими стержнями. Пайку процент выхода годных ЗС и изделий в изводили в среде водорода или вакуцелом. уме 1 -10~ 3 Па при 1100й С и вьщержке Целью изобретения является повышепри этой температуре 100 с. После ние выхода годных замедляющих систем 35 пайки ЗС производили удаление керна и снижение разброса их характеристик и вытравливание слоя молибдена межпутем увеличения точности изготовледу витками спирали в растворе красния систем. ной кровяной соли и щелочи в соотношении: K 3 Fe ('CNU 46 г, КОН 10 г, Это достигается тем, что. по спо40 Н^О 100 г. Затем на установке УРМ собу изготовления прибора СБЧ со 3.279.011 производили нанесение меспиральной замедляющей системой, таллизации и припоя на керамические включающему навивку спирали на керн, стержни для пайки пакета спиральнанесение на поверхность керамичесстержни к баллону,В качестве металких стержней молибдена, нанесение 45 лизации наносили молибден, пайку осу припоя, удаление керна, пайку керамиществляли на серебряный припой. ческих стержней со спиралью, вытравливание излишков молибдена с керамических стержней и закрепление пакеПаяная ЗС имела идентичные галта "спираль-стержни11 в баллоне, прители, которые на выходили за предепой наносят на керамические стержни, 50 лы ширины витков спирали. Разброс а керн удаляют после пайки керамиразмеров галтелей не превышал 5 мкм ческих стержней со спиралью. в отличие от известного способа, где разброс галтелей достигал десятПо данному способу осуществляков и даже сотен микрон. Поверхность лась сборка приборов СБЧ со спираль- 55 спирали была чистая и блестящая. ной ЗС с применением пайки спирали с опорными керамическими стержнями Способ был также использован и пакета "спираль-стержни к баллону. при сборке ЗС методом термического 1086983 сжатия с применением медных теплопроводящих прослоек между спиралью и стержнями. В отличие от известного способа, где медь наносили на спираль, нанесение теплопроводящих прослоек на керамические стержни позволило разместить эти прослойки непосредственно под стержнями. При нанесении прослоек на спираль не удавалось с удовлетворительной точностью производить совмещение их с керамическими стержнями. Использование предложенного способа сборки приборов СВЧ со спиральной ЗС обеспечивает по сравнению с базовым способом следующие преимущества: повышение выхода годных ЗС; снижение разброса характеристик ЗС; сокращение технологического процесса изготовления ЗС; упрощение сборки ЗС. Повышение вьгхода годных ЗС и снижение разброса их характеристик с 10 15 20 25 обеспечивается за счет повышения точности дозировки припоя (меди ) и исключения его попадания в произвольные места спирали, в том числе и в пролетный канал. Сокращение технологического процесса изготовления ЗС и упрощение сборки спирали с керамическими стержнями достигается путем исключения из технологического процесса изготовления ЗС п-циклов напыления припоя (меди ) на спираль (где п-количество керамических стержней, используемых для сборки одной ЗС ), а также совмещения в одном цикле напыления процесса металлизации керамических стержней (молибденом ) и нанесения припоя (меди ) на стержни. Кроме того, предложенный способ сборки приборов СВЧ позволяет производить пайку всех видов спиралей (с переменным шагом, бифилярных и др.) без снятия их с керна, что сохраняет шаг спиралей, внутренний и внешний диаметры. Составитель В.Кулик Редактор А.Яковчик Техред Л.Мартящова Корректор Е.Рошко Заказ 4940/ДСП Тираж 363 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Филиал ГГПП "Патент", г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюManufacturing method for helical slow-wave structure microwave device
Автори англійськоюHorbatiuk Volodymyr Ulianovych, Tverdokhlib Mykola Hryhorovych
Назва патенту російськоюСпособ изготовления прибора свч со спиральной замедляющей системой
Автори російськоюГорбатюк Владимир Ульянович, Твердохлеб Николай Григорьевич
МПК / Мітки
МПК: H01J 23/16
Мітки: спіральною, системою, сповільніючою, виготовлення, нвч, спосіб, приладу
Код посилання
<a href="https://ua.patents.su/4-19949-sposib-vigotovlennya-priladu-nvch-z-spiralnoyu-spovilniyuchoyu-sistemoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення приладу нвч з спіральною сповільніючою системою</a>
Засіб вирівнювання електричної довжини ламп бігучої хвилі з спіральною сповільнюючою системою

Номер патенту: 7503
Опубліковано: 29.09.1995
Автори: Горбатюк Володимир Улянович, Твердохліб Микола Григорович, Іщенко Олексій Іванович, Кожушний Володимир Андрійович
МПК: H01J 23/16
Мітки: хвилі, сповільнюючою, системою, спіральною, довжини, ламп, електричної, вирівнювання, бігучої, засіб
Спосіб виготовлення u-образних пластин сердечника та вставляємих між його стержнями t-образних пластин зворотнього замикання для дросселя або трансформатора, який використовується в якості вхідного дросселя в г
Номер патенту: 7588
Опубліковано: 29.09.1995
Автори: Бернхард Альбек, Зігфрід Гоєдіке
Мітки: трансформатора, u-образних, вхідного, сердечника, стержнями, використовується, пластин, t-образних, замикання, дросселя, спосіб, виготовлення, вставляємих, зворотного, якості
Формула / Реферат:
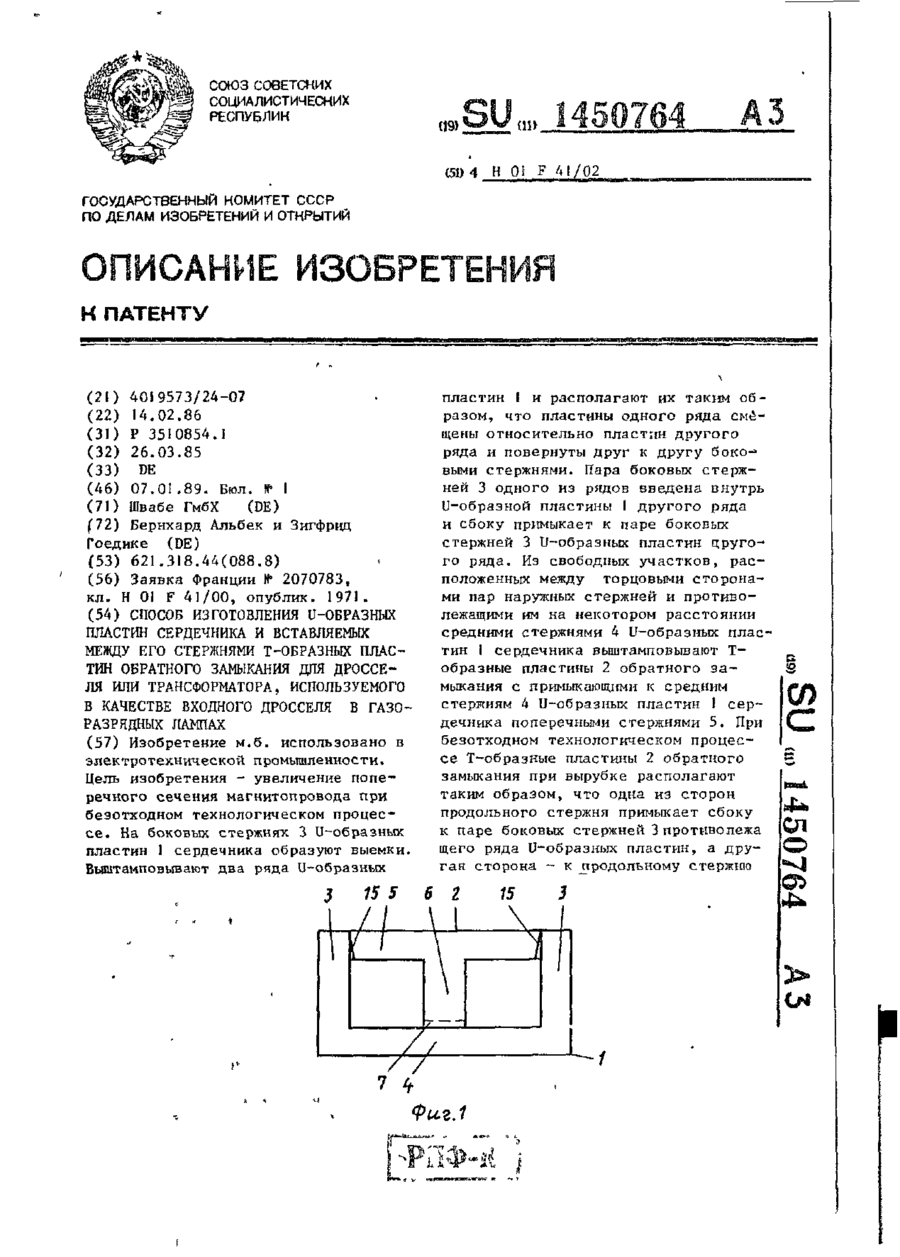
1. Способ изготовления U-образных пластин сердечника и вставляемых между его стержнями Т-образных пластин обратного замыкания для дросселя или трансформатора, используемого в качестве входного дросселя в газоразрядных лампах, согласно которому на боковых стержнях U-образных пластин сердечника при необходимости образуют выемки, выштамповывают два ряда U-образных пластин, располагая их так, что пластины ряда смещены относительно пластин другого...
Спосіб виготовлення теплообмінника
Номер патенту: 7709
Опубліковано: 26.12.1995
Автор: Копак Мирослав Петрович
МПК: B23P 15/26
Мітки: спосіб, виготовлення, теплообмінника
Формула / Реферат:
1. Способ изготовления теплообменника, заключающийся в формовке двух спиралей тарельчатой формы, сборке их между собой с патрубками и коническими крышками и последующем их жестком соединении, отличающийся тем, что, с целью упрощения технологии изготовления формовку спирали осуществляют навивкой полосы на оправку виток к витку тарельчатой формы, а после навивки спираль калибруют по шагу, сборку спиралей между собой осуществляют...
Спосіб виготовлення електродів газорозрядних ламп
Номер патенту: 15939
Опубліковано: 30.06.1997
Автори: Кожушко Григорій Мефодійович, Рубановський Михайло Лазорович, Гончаров Володимир Георгійович
МПК: H01J 61/06
Мітки: спосіб, електродів, виготовлення, газорозрядних, ламп
Формула / Реферат:
1. Способ изготовления электродов газоразрядных ламп, включающий спиральную навивку проволоки на вольфрамовый керн, ее фиксацию на вольфрамовом керне и отрезку проволоки, отличающийся тем, что перед спиральной навивкой проволоки ее начало фиксируют контактной точечной сваркой на вольфрамовом керне, после чего осуществляют навивку спирали на вращающийся вольфрамовый керн, а отрезку проволоки после окончания навивки спирали и остановки вращения...
Спосіб виготовлення ребристих зварних металоконструкцій
Номер патенту: 13049
Опубліковано: 28.02.1997
Автори: Копак Мирослав Петрович, Копак Надія Петрівна
МПК: B21C 37/15
Мітки: спосіб, металоконструкцій, зварних, виготовлення, ребристих
Формула / Реферат:
(57) Способ изготовления ребристых сварных металлоконструкций, включающий получение двухслойной заготовки с шириной одного слоя, превышающей ширину другого путем перегиба полосы относительно ее продольной оси до контакта по широким граням и прокатки неравномерным обжатием по ширине заготовки в межвалковом зазоре конической формы с образованием спирали cV-обраэным поперечным сечением витков, отличающийся тем, что после прокатки спираль сжимают...
Попередній патент: Спосіб лікування уражень кістної системи при гострому лейкозі у дітей
Наступний патент: Спосіб виготовлення плівкового поглинача нвч-енергії
Випадковий патент: Система зв'язку, яка поміщена в продукт, що заковтується