Глуходонна сталерозливальна виливниця
Номер патенту: 20985
Опубліковано: 07.10.1997
Автори: Лісовий Віктор Васильович, Чеботарьов Анатолій Петрович, Гелюх Андрій Костянтинович, Додонов Михайло Киридович, Гоч Микола Григорович, Шевченко Віктор Іванович, Похілов Юрій Борисович, Каніщев Дмитро Федорович, Морозов Володимир Борисович, Стець Павло Денисович, Пожидаєв Євген Тимофійович, Філатов Олексій Іванович




Формула / Реферат
Глуходонная сталеразливочная изложница с переменной толщиной прямолинейных стенок, внутренняя поверхность которых переходит в сферическую форму дна, а наружная снабжена вертикальными охлаждающими элементами с волнистой поверхностью, отличающаяся тем, что охлаждающие элементы размещены на поверхности стенок без подъемных приспособлений по высоте стенки 0,20-0,30 от дна и выполнены с переменными по высоте изложницы радиусом и высотой волн с максимумом у дна составляющим соответственно 0,75-0,85 и 0,5-0,7 толщины стенки изложницы у верхнего торца, а толщина стенки при переходе от прямолинейной в сферическую форму дна равна 0,85-0,95 ее значения у верхнего торца.
Текст
Изобретение относится к черной металлургии, в частности к конструкции изложниц и может быть использовано при отливке стальных слитков сифоном на многоместных поддонах в сталеплавильных и сталелитейных цехах металлургических и машиностроительных предприятий. Известны стэлеразливочные изложницы для отливки сифоном на многоместных поддонах стальных слитков спокойной стали [Изложницы предприятий черной металлургии СССР. Тбилиси, "Мецнииреба", 1984, с. 15. 17,21,45,47,53,97, 111, 114-115, 117 и др.], наружная поверхность которых в районе донной части гладкая. При заполнении сталью изложниц с гладкой поверхностью теплоотвод от наружной поверхности изложниц замедлен. В результате этого велика вероятность образования трещин на поверхности слитков, разгара внутренней поверхности изложниц, в особенности в зоне интенсивных циркуляционных потоков. Известно также, что с целью увеличения тепло-аккумулирующей способности и вероятности получения здоровой корочки, а также качественной поверхности слитка внутреннюю поверхность изложниц выполняют ребристой в виде волн различного профиля [Ефимов В.А., Осипов В.Н., Гребенюк В.П. Пути усовершенствования разливки стали. М., Металлургия, 1963, с. 82-121]. Однако, как показал опыт отливки слитков в изложницы с волнистой формой внутренней рабочей поверхности, резкого улучшения качества поверхности слитков и готового проката не произошло из-за интенсивного разгара выступов и развития трещин по впадинам волн, в особенности в зоне интенсивной циркуляции стали и обратных циркуляционных потоков, имеющих место при разливке стали сифоном в глуходонные изложницы на многоместных поддонах. Из-за развития на ранних этапах эксплуатации трещин различного рода удельный расход изложниц с волнистой формой внутренней поверхности выше, чем у гладко-стенных, кроме того на чистку внутренней поверхности волнистых изложниц требуются дополнительные затраты энергоносителей и привлечение рабочей силы. В настоящее время изложницы с волнистой формой внутренней поверхности сняты с производства, в т.ч. при отливке слитков спокойной стали на многоместных поддонах сифоном в глуходонные изложницы. Поэтому было высказано предположение о том, что улучшить качество поверхности слитков и снизить удельный расход изложниц можно за счет выполнения волнистой наружную поверхность изложниц в зоне интенсивной циркуляции и обратных циркуляционных потоков стали, за счет приведения теплоаккумулирующей способности стенки в соответствие с количеством тепла, получаемым в момент наполнения изложницы сталью. Наиболее близкой по существу и достигаемому эффекту является выбранная в качестве прототипа изложница [Авт.св. СССР № 1380852], у которой наружная поверхность посредине стенок снабжена вертикальными охлаждающими ребрами в виде эллипса с площадью 0,48-0,62 площади грани на расстоянии друг от друга равном 0,12-0,24толщины грани, выполненные в поперечном сечении в виде усеченного треугольника высотой и шириной у основания, равными соответственно 0,28-0,47 и 0,56-0,76 толщины грани и заглубленные относительно поверхности граней до средней линии усеченного треугольника. Ребра в центральной части эллипса имеют максимальную высоту с уменьшением к его периметру при отношении максимальной высоты ребра к минимальной 1,8-2,2. При анализе литературных и данных по непосредственному замеру в характерных точках по высоте и сечению стенок изложниц температур и деформации стенок установлено, что наибольшее количество тепла в процессе сифонной разливки стали поглощается в Нижней части, особенно на высоте 500-700 мм, т.е. в месте встречи обратных циркуляционных потоков стали со стенками изложницы и что горячие трещины на слитке образуются обычно в нижней его части в зоне обратных циркуляционных потоков, на высоте 300-500 мм. Если анализировать предлагаемое авторами изобретения решение с точки зрения теплоотвода от донной части слитка и с наружной поверхности стенок на половине их высоты, то получается, например, что при высоте глуходонной изложницы 2300 мм и заявляемых параметрах, ребристая поверхность по высоте стенок займет площадь диаметром (500-700 мм2) от центра стенки, расположенного на высоте 1150 мм, этого явно недостаточно чтобы интенсифицировать теплоотвод от донной части изложницы (с высоты 500-700 мм) в момент наполнения ее сталью, формирования первичной корочки и макроструктуры стали в донной части слитка. Стенки рядом стоящих изложниц расположены на многоместных поддонах близко друг от друга, так что заявляемая ребристая поверхность будет способствовать скорее более интенсивному их обогреву, чем теплоотводу, так как в зоне теплового центра слитка и в подприбыльной части изложницы имеют место максимальные температуры (на внутренней поверхности 850-950°С). В зоне максимальных температур имеют место и максимальные деформации стенок и необратимое их формоизменение. В связи с этим ребра заявляемых параметров в зоне максимальных температур и деформаций стенок будут играть скорее всего роль концентраторов напряжений и служить источником трещин, чем обеспечивать интенсивный теплоотвод стенок. В основу изобретения поставлена задача: усовершенствовать конструкцию изложницы путем перенесения области максимального теплоотвода изложницы так, чтобы обеспечить при заполнении изложницы жидким металлом более интенсивный отвод тепла из зоны интенсивных циркуляционных потоков, что приведет к уменьшению разгара и трещин, т.е. к увеличению стойкости изложниц и улучшению качества поверхности слитка. Согласно изобретению, в глуходонной сталеразливочной изложнице с переменной толщиной стенок, у которой внутренняя поверхность у донной части переходит в сферическую, а наружная снабжена вертикальными охлаждающими элементами с волнистой поверхностью, охлаждающие элементы размещены на поверхности стенок без подъемных приспособлений по высоте стенки 0,20-0,30 от дна (опорной поверхности) и выполнены с переменными по высоте изложницы радиусом и высотой волн с максимумом у дна (опорной поверхности), составляющим соответственно 0,75-0,85 и 0,5-0,7 толщины стенки у верхнего торца, а толщина стенки при переходе ее в сферическую форму дна равна 0,85-0,95 ее значения у верхнего торца. Новыми, по сравнению с прототипом, являются следующие признаки: 1. Охлаждающие элементы размещены не на середине стенки, а на высоте 0,2-0,3 от дна изложницы. 2. Охлаждающие элементы размещены на тех стенках, где нет подъемных приспособлений, т.е. на тех стенках, которые будут смежными со стенками рядом стоящих на многоместном поддоне изложниц. 3. Охлаждающие элементы выполнены с волнистой поверхностью с переменными по высоте изложницы радиусом и высотой волн. 4. Максимальный радиус волны у дна изложницы и составляет 0,75...0,85 толщины стенки изложницы у верхнего торца. 5. Максимальная высота волны у дна изложницы и составляет 0,5-0,7 толщины стенки изложницы у верхнего торца. 6. Толщина стенки изложницы при переходе в сферическую часть дна составляет 0,85-0,95 ее значения у верхнего торца. Наличие этих признаков позволяет классифицировать заявляемое техническое решение как соответствующее критерию "новизна". Причинно-следственная связь между совокупностью существенных признаков заявляемого изобретения и достигаемым техническим результатом заключается в том,' что выполнение охлаждающего элемента заявляемой формы и размеров и размещение его в зоне интенсивной циркуляции стали при разливке стали сифоном с одновременным изменением толщины стенки изложницы увеличит удельную поверхность охлаждения и интенсивный отвод тепла от донной части слитка, что обеспечит формирование качественной первичной корочки и микроструктуры стали в донной части слитка, приведет к уменьшению разгара внутренней поверхности стенок и трещин на них, за счет чего повысится стойкость изложниц и качество поверхности слитка. На фиг. 1 изображена изложница, общий вид; на фиг. 2 - сечение охлаждающего элемента с волнистой поверхностью. Изложница содержит глуходонный корпус 1 с переменной толщиной стенок 2, сферическим дном 3 и охлаждающими элементами 4 с волнистой поверхностью 5. Общая высота изложницы Н. Стенка изложницы 2 в месте перехода в сферическое дно имеет толщину, равную 0,85-0,95 толщины Smax стенки верхнего торца. Охлаждающие элементы 4 имеют высоту 0,24),3 высоты изложницы от ее дна. Волны на поверхности охлаждающего элемента выполнены с максимумом радиуса равного 0,75-0,85 и высоты равной 0,5-0,7 толщины стенки у верхнего торца (Sa) от дна изложницы с уменьшением до нуля на высоте 0,2-0,3 высоты от дна изложницы. При таких параметрах охлаждающий элемент расположен на уровне или выше зоны интенсивных циркуляционных потоков и прогрева донной части, отбирающей максимальное количество тепла стали в момент наполнения изложницы и образования первичной корочки Охлаждающие элементы выполняются на стенках изложниц без подъемных приспособлений на смежных стенках рядом стоящих изложниц, испытывающих на протяжении всего периода эксплуатации более интенсивные тепловые нагрузки Чем стенки с подъемными приспособлениями, расположенными по наружному, более охлаждаемому периметру тележки с изложницами. Исходя из особенностей эксплуатации глуходонных изложниц и необходимости интенсификации теплоотвода от нижней части изложницы и выбраны место расположения и параметры охлаждающих элементов. Делать высоту волнистого охлаждающего элемента меньше 0,2 высоты изложницы нельзя, т.к. он будет заканчиваться значительно ниже зоны интенсивной циркуляции стали и не будет оказывать никакого влияния на процессы охлаждения в районе донной части слитка. А увеличение массы изложницы приведет при этом к увеличению удельного расхода изложниц, т.к. такой охлаждающий элемент не окажет никакого влияния на стойкость изложниц, выходящих из строя по интенсивной сетке разгара на внутренней поверхности и поперечным трещинам наружной поверхности именно в районе интенсивной циркуляции стали и обратных циркуляционных потоков. Делать высоту охлаждающего элемента больше 0,3 высоты изложницы нецелесообразно по той причине, что мы будем иметь тот же охлаждающий элемент, что и при высоте 0,3, но уже при большей массе изложницы, а, следовательно, и большем удельном их расходе, что экономически нецелесообразно. На высоте 0.3 изложницы высота волны и радиуса минимальные и близки по своему значению к 0. Увеличивать величину их здесь нельзя, т.к. всякие неровности в зоне интенсивных прогревов и деформаций стенок являются концентраторами напряжений и источником трещин. Максимальная высота волн у опорной поверхности дна изложницы тесно взаимосвязана с максимальным значением радиуса волнистой поверхности. При заявленных параметрах волнистой поверхности охлаждающего элемента обеспечиваются максимальные охлаждающая поверхность и отвод тепла от донной части слитка с передачей его в поддон и окружающую среду. Увеличивать высоту более 0,7 и радиус волнистой поверхности у два более 0,85 максимальной толщины стенки нецелесообразно, т.к. это приведет всего лишь к увеличению массы и расхода изложниц при практически том же охлаждающем эффекте. Кроме того, увеличение этих параметров приведет к тому, что близость охлаждающих поверхностей рядом стоящих изложниц будет способствовать их взаимообогреву и замедлению теплоотвода от донной части изложниц, ухудшению качества поверхности слитков и повышенному расходу изложниц из-за интенсивной сетки разгара и поперечных трещин у дна. Уменьшать, (делать меньше 0,5... толщины стенки у верхнего торца) высоту и радиус волнистой поверхности нельзя, т.к. это приведет к уменьшению площади охлаждающей волнистой поверхности, что естественно приведет к замедлению теплоотвода от донной части слитка и изложницы и ухудшению качества поверхности слитков и повышению расхода изложниц из-за выхода их из строя по сетке разгара и поперечным трещинам в районе донной части. Размещение у донной части охлаждающих элементов с волнистой поверхностью заявляемых параметров позволяет перераспределить толщину стенок по высоте изложницы таким образом, чтобы при сохранении достаточной механической прочности в момент наполнения изложницы сталью стенки в зоне интенсивной циркуляции имели необходимую теп л оаккумулирующую способность, обеспечивая тем самым высокие качество поверхности слитков и долговечность изложниц. В связи с этим толщину стенки при переходе ее в сферическую форму дна делать больше 0,75 значения у верхнего торца нельзя, т.к. это приведет к тому, что изложница к моменту очередного наполнения и кристаллизации не остынет до минимально необходимой температуры. В связи с этим в момент кристаллизации стали изложница в зоне интенсивной циркуляции будет иметь повышенную температуру, что приведет к более интенсивному прогреву стенок, снижению их теплоаккумулирующей способности и эксплуатационной долговечности. Уменьшение толщины стенки при переходе ее в сферическую форму (меньше 0,70 максимального значения у верхнего торца) приведет к тому, что более тонкая стенка в этом месте в Момент наполнения и кристаллизации стали будет прогреваться быстрее и до более высокой температуры. Это приведет к уменьшению теплоаккумулирующей способности стенки, ухудшению качества поверхности слитков в районе донной части, снижению эксплуатационной долговечности изложниц из-за выхода их из строя на более ранних этапах эксплуатации из-за интенсивного разгара и по поперечным трещинам в месте перехода прямолинейной части стенки в сферическую дна. Пример выполнения изложницы с заявляемыми значениями параметров. Изложница сталеразливочная глуходонная для отливки блюминговых слитков спокойной стали сифоном на многоместных поддонах - высота изложницы (Н) - 2350 мм; - максимальная толщина стенки у верхнего торца Smax - 155 мм; - высота охлаждающего элемента -2350 мм х 0,3 = 705 мм; - толщина стенки в месте перехода ее в сферическую форму дна - 155мм • 0,95 = 147 - радиус выступов волнистой поверхности 155 мм -0,85 =138 мм - высота выступов волн 155 мм • 0,7 -109 мм Охлаждающая поверхность у изложницы с такими параметрами охлаждающих элементов на 60% выше, чем у изложницы без охлаждающих элементов у донной части. Таким образом, изложница с охлаждающими элементом, расположенным в донной части на наружной поверхности стенок смежных при установке на многоместный поддон со стенками рядом стоящих изложниц обеспечивает увеличение отбора тепла в зоне наиболее интенсивной аккумулирующей тепло донной части во время кристаллизации слитка, ускорение затвердевания корочки, уменьшение образования разгаров на внутренней поверхности и, соответственно, повышение эксплуатационной стойкости изложниц и качества слитка.
ДивитисяДодаткова інформація
Автори англійськоюStets Pavlo Denysovych, Hoch Mykola Hryhorovych, Lisovyi Viktor Vasyliovych, Shevchenko Viktor Ivanovych, Chebotariov Anatolii Petrovych, Kanishev Dmytro Fedorovych, Morozov Volodymyr Borysovych, Pozhydaiev Yevhen Tymofiiovych, Dodonov Mykhailo Kyrydovych, Philatov Oleksii Ivanovych, Heliukh Andrii Kostiantynovych, Pokhylov Yurii Borysovych
Автори російськоюСтець Павел Денисович, Гоч Николай Григорьевич, Лисовый Виктор Васильевич, Шевченко Виктор Иванович, Чеботарев Анатолий Петрович, Канищев Дмитрий Федорович, Морозов Владимир Борисович, Пожидаев Евгений Тимофеевич, Додонов Михаил Киридович, Филатов Алексей Иванович, Гелюх Андрей Константинович, Похилов Юрий Борисович
МПК / Мітки
МПК: B22D 7/06
Мітки: глуходонна, сталерозливальна, виливниця
Код посилання
<a href="https://ua.patents.su/4-20985-glukhodonna-stalerozlivalna-vilivnicya.html" target="_blank" rel="follow" title="База патентів України">Глуходонна сталерозливальна виливниця</a>
Глуходонна сифонна виливниця

Номер патенту: 13142
Опубліковано: 28.02.1997
Автори: Курганов Віктор Олександрович, Лісовий Віктор Васильович, Філатов Олексій Іванович, Підберезний Микола Петрович, Бродський Сергій Сергійович, Клименко Павло Євгенович, Борисов Юрій Миколайович, Стець Павло Денисович, Климов Юрій Васильович
МПК: B22D 7/06
Мітки: сифонна, глуходонна, виливниця
Формула / Реферат:
(57) Глуходонная сифонная изложница, выполненная прямоугольной в поперечном сечении с переменной толщиной стенок граней, с утолщениями в нижних частях узких граней и на сопряженных с ними участках и с цапфами на широких гранях, отличающаяся тем, что утолщения выполнены на расстоянии до 0,06 высоты изложницы от ее нижнего торца, при этом высота и толщина утолщения соответственно составляет 0,44...0,98 и 0,28...0,64 максимальной толщины стенки...
Виливниця для розливки сталі

Номер патенту: 7860
Опубліковано: 26.12.1995
Автори: Абрамов Віктор Валеріанович, Гулий Володимир Костянтинович, Борисенко Іван Григорович, Мартиненко Микола Данилович, Килимник Ірина Михайлівна, Клименко Валерій Климентійович, Поюровський Анатолій Ісаакович
МПК: B22D 7/06
Мітки: виливниця, сталі, розливки
Формула / Реферат:
Изложница для разливки стали с толщиной стенки, постепенно увеличивающейся по высоте от низа к верху, отличающаяся тем, что, с целью повышения стойкости изложницы за счет равномерного распределения температурной нагрузки по ее высоте, отношение толщины стенки низа изложницы к толщине стенки верха изложницы составляет 0,85-0,9.
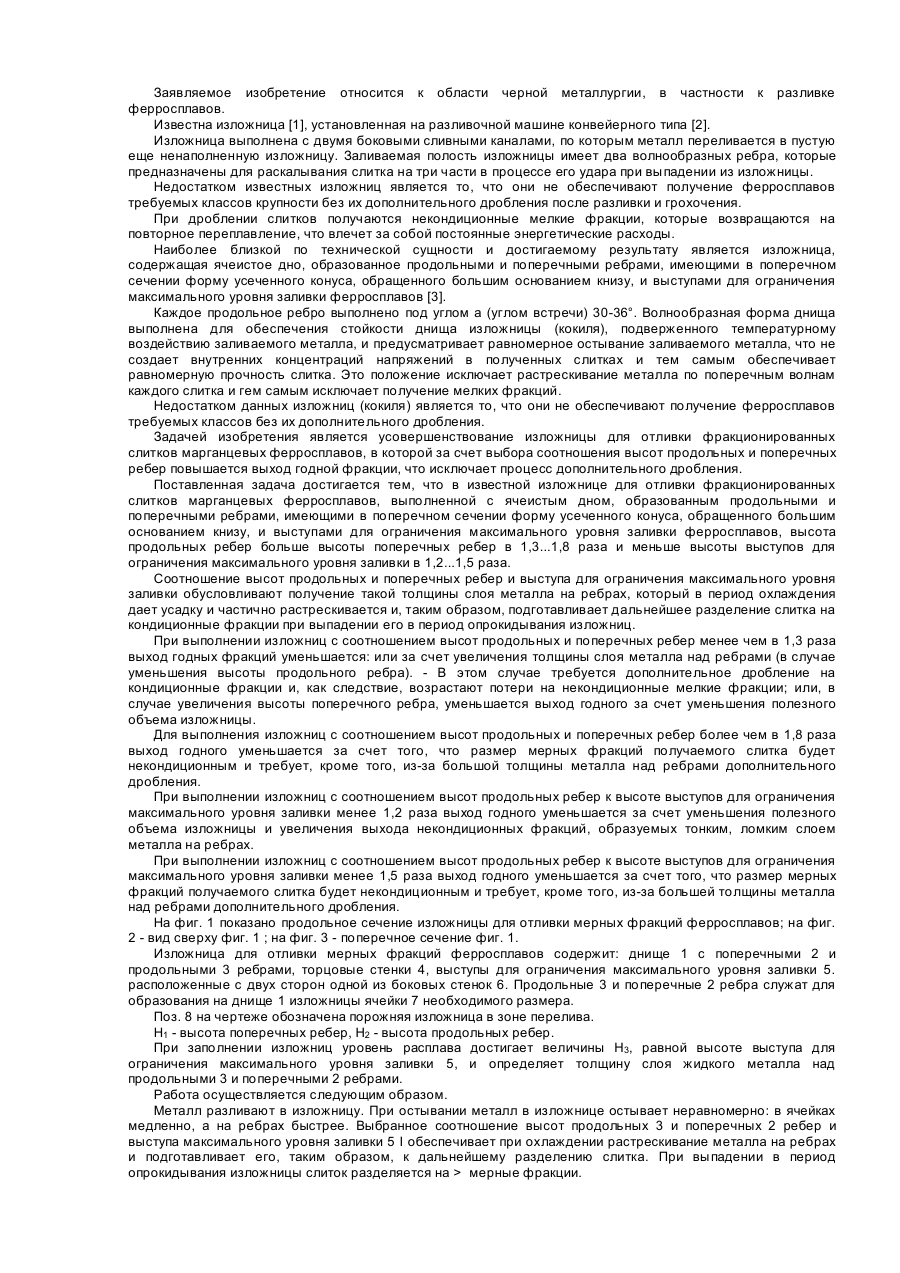
Виливниця для одержання фракціонованих зливків марганцевих феросплавів
Номер патенту: 5956
Опубліковано: 29.12.1994
Автори: Горяйнов Геннадій Євгенович, Полещук Петро Миколаєвич, Величко Борис Федорович, Гудима Степан Яківлевич, Мельниченко Олексій Андрійович, Коваль Олександр Володимирович, Амброжевич Володимир Михайлович
МПК: B22D 7/06
Мітки: феросплавів, фракціонованих, виливниця, марганцевих, зливків, одержання
Формула / Реферат:
Изложница для получения фракционированных слитков марганцевых ферросплавов, выполненная с ячеистым дном, образованным продольными и поперечными ребрами, имеющими в поперечном сечении форму усеченного конуса, обращенного большим основанием книзу и выступами для ограничения максимального уровня заливки ферросплавов, отличающаяся тем, что высота продольных ребер больше высоты поперечных ребер в 1,3-1,8 раза и меньше высоты выступов для...
Спосіб розливу зливків киплячоі сталі і пристрій для його здійснення
Номер патенту: 5056
Опубліковано: 28.12.1994
Автор: Коржавін Андрій Сидорович
МПК: B22D 7/00
Мітки: здійснення, киплячоі, розливу, сталі, спосіб, пристрій, зливків
Формула / Реферат:
1. Способ разливки слитков кипящей стали, включающий заливку металла в изложницу сверху, обдувку его кислородом и последующую кристаллизацию, отличающийся тем, что, с целью уменьшения химической неоднородности слитков из кипящей малоокисленной стали и увеличения выхода годного, кислород подают на стенки изложницы со стороны ее верхнего торца. 2. Устройство для разливки слитков кипящей стали, содержащее разливочный ковш изложницы,...
Пристрій для розливу металів зверху
Номер патенту: 8048
Опубліковано: 26.12.1995
Автори: Кожухов Анатолій Дмитрович, Димченко Євген Миколайович, Борисов Юрій Миколайович, Харітошин Валерій Дмитрович, Оробцев Юрій Вікторович, Батов Іван Васильович, Лєвий Леонід Миколайович, Клепіков Сергій Олександрович, Куліш Генадій Іванович, Голубев Олександр Олександрович, Авер'янов Олексій Венедиктович, Голіков Сергій Костантинович, Арцев Юрій Дмитрович, Дудін Віктор Іванович
МПК: B22D 7/00
Мітки: розливу, зверху, металів, пристрій
Формула / Реферат:
Устройство для разливки металлов сверху, содержащее расширенную книзу изложницу и захалаживающую вставку массой 0,05-0,15 массы слитка, отличающееся тем, что, с целью повышения выхода годного металла, оноснабжено теплоизоляционными вкладышами, размещенными в верхней части изложницы и имеющими пазы от верхнего ее торца на расстоянии 0,12-0,14 высоты изложницы для крепления захалаживающей вставки, последняя выполнена в виде ромбовидной...
Попередній патент: Спосіб очистки води
Наступний патент: Завантажувальний пристрій
Випадковий патент: Спосіб тромболізису