Машина для вирівнювання деталей взуття по товщині
Номер патенту: 21386
Опубліковано: 02.12.1997
Автори: Костюк Віктор Петрович, Чорно-Іванов Володимир Станіславович, Князєв Віталій Іванович




Формула / Реферат
1. Машина для выравнивания деталей обуви по толщине, содержащая установленные над станиной один над другим пару подпружиненных транспортирующих валиков, нож, размещенный между транспортирующими валиками и снабженный механизмом возвратно-поступательного перемещения его в направлении, перпендикулярном направлению подачи изделия, привод, кинематически связанный с транспортирующими валиками с возможностью регулировки зазора между ними и транспортер для ввода обрабатываемых изделий в зазор между транспортирующими валиками на нож, приводной барабан которого кинематически соединен с нижним транспортирующим валиком, отличающаяся тем, что нож снабжен механизмом возвратно-поступательного перемещения его в направлении подачи изделия, содержащим рамку, установленную в направляющих и кинематически связанную с парой ползунов, установленных в пазах лезвия ножа, пару эксцентриков, установленных с возможностью вращения вокруг вертикальной оси, кинематически вязанных с рамкой и соединенных между собой посредством зубчатоременной передачи, а механизм возвратно-поступательного перемещения ножа в направлении, перпендикулярном направлению подачи изделия содержит рамку, установленную в оправках ножа, шатун, шарнирно соединенный с рамкой и кривошипом, закрепленным на вертикальном валу, установленном в опорах качения, пару зубчатых колес, кинематически соединенных с вертикальным валом, при этом оба механизма перемещения ножа имеют общий привод.
2. Машина по п.1, отличающаяся тем, что нож выполнен в виде съемного лезвия с пазами, установленного в оправках с возможностью возвратно-поступательного перемещения.
3. Машина по пп.1 и 2, отличающаяся тем, что снабжена шибером, установленным над транспортером перед транспортирующими валиками.
Текст
Изобретение относится к обработке материалов резанием и может быть использовано для выравнивания деталей обуви по толщине в обувной отрасли легкой промышленности. Известна машина для выравнивания деталей низа обуви по толщине ДН, содержащая плоский нож с механизмом изменения угла наклона его относительно зазора между парой подпружиненных транспортирующих валиков, установленных с возможностью регулировки зазора между ними и кинематически связанных между собой и с приводом зубчатыми передачами, транспортер для ввода обрабатываемых подошв в зазор между транспортирующими валиками на нож, приводной валик которого кинематически связан зубчатой передачей с нижним транспортирующим валиком, для подачи в зазор по одной обрабатываемой детали, над транспортером перед транспортирующими валиками установлена подпружиненная пластина-шибер, размещенная на станине с возможностью регулирования зазора между плоскостью рабочей ветви транспортера и прилегающей к ней грани пластины-шибера, между пластиной-шибером и транспортирующими валиками установлен подающий валик над приводным валиком транспортера (Набалов Т.Д. Оборудование обувного производства. - М.: Легпромиздат, 1990. - С.150 - 153, фиг.70). Наличие в этой машине регулируемого ножа по углу наклона его относительно зазора между парой подпружиненных транспортирующих валиков лишь незначительно снижает усилие резания и напряжение сжатия в материале детали при подачи ее на неподвижную кромку ножа транспортирующими валиками. Известна также машина для выранивания деталей низа обуви по толщине (А.с. СССР №1750641, кл. A43D8/32, 1992), содержащая установленные над станиной один над другим пару подпружиненных транспортирующих валиков, нож, размещенный между транспортирующими валиками и снабженный механизмом возвратнопоступательного перемещения его в направлении, перпендикулярном к направлению подачи изделия, привод, кинематически соединенный с транспортирующими валиками с возможностью регулировки зазора между ними и транспортер для ввода обрабатываемых деталей в зазор между транспортирующими валиками на нож, приводной барабан которого кинематически связан с нижним транспортирующим валиком. Нож имеет механизм возвратно-поступательного перемещения его в направлении, перпендикулярном направлению подачи изделия, состоящий из шатуна с эксцентриком, укрепленным на валу привода, зубчатой рейки, соединенной одним концом с шатуном, а своим корпусом с ножом, двух пар конических колес, укрепленных на станине с двух сторон зубчатой рейки с возможностью взаимодействия с ней и двух храповых механизмов, размещенных с двух сторон относительно зубчатой рейки и выполненных в виде зубчатых сегментов с рычагами, установленных на соответствующих осях конических колес зубчатой рейки, и храповых собачек, установленных на соответствующих осях двух пар конических колес. Известная машина значительно уменьшает энергозатраты на резание и повышает качество поверхности среза детали. В прототипе достигается эффект прерывистого скользящего резания, что сказывается на качестве поверхности среза обрабатываемой детали, а большая вибрация машина вызвана тем, что нож с рейкой имеют возвратно-поступательное движение, а транспортирующие валики имеют прерывистое вращение относительно горизонтальной оси и остаются неподвижными относительно ножа с рейкой. При этом прерывистое движение валиков и самой детали сказывается на динамике перемещения детали и на увеличении энергозатрат на прерывистое движение валиков, масса которых значительно выше массы ножа. В основу изобретения положена задача создать такую машину для выравнивания деталей обуви по толщине, в которой введение нового механизма перемещения ножа позволило бы обеспечить непрерывную подачу изделия на подвижный нож с постоянным эффектом скользящего резания, благодаря чему повысилось бы качество поверхности среза изделия. Поставленная задача решена тем, что машина для выравнивания деталей обуви по толщине, содержащая установленные над станиной один над другим пару подпружиненных транспортирующих валиков, нож, размещенный между транспортирующими валиками и снабженный механизмом возвратнопоступательного перемещения его в направлении, перпендикулярном к направлению подачи изделия, привод, кинематически связанный с транспортирующими валиками с возможностью регулировки зазора между ними и транспортер для ввода обрабатываемых изделий в зазор между транспортирующими валиками на нож, приводной барабан кинематическим соединен с нижним транспортирующим валиком, согласно изобретению, нож снабжен механизмом возвратнопоступательного перемещения его в направлении подачи изделия', содержащим рамку, установленную в направляющих и кинематически связанную с парой ползунов, установленных в пазах лезвия ножа, пару эксцентриков, установленных с возможностью вращения вокруг вертикальной оси, и соединенных между собой посредством зубчато-ременной передачи, а механизм возвратно-поступательного перемещения ножа в направлении, перпендикулярном направлению подачи изделия содержит рамку, установленную в оправках ножа, шатун, шарнирно соединенный с рамкой и кривошипом, закрепленным на вертикальном валу, установленном в опорах качения, пару зубчатых колес, кинематически соединенных с вертикальным валом, при этом оба механизма перемещения ножа имеют общий привод. Целесообразно, чтобы нож был выполнен в виде съемного лезвия с пазами, установленного в оправках с возможностью возвратнопоступательного перемещения. Целесообразно, чтобы машина была дополнительно снабжена шибером, установленным над транспортером перед транспортирующими валиками. Такое конструктивное решение отличает заявляемую машину от прототипа тем, что позволяет обеспечить непрерывное перемещение лезвия ножа в плоскости подачи изделия, сочетающие одновременное перемещение лезвия ножа в направлении, перпендикулярном направлению подачи и перемещению в направлении подачи изделия, благодаря использованию кривошипно-ползунного механизма для возвратно-поступательного перемещения лезвия ножа в направлении, перпендикулярном направлению подачи изделия в сочетании с парой эксцентриков, установленных в рамке, для передачи возвратно-поступательного движения лезвию ножа в направлении подачи изделия через пару ползунов установленных в пазах самого лезвия. При этом траектория перемещения лезвия ножа имеет вид восьмерки (фиг.1), что позволяет лезвию ножа постоянно совершать одновременное перемещение в направлении подачи и в направлении самой подачи изделия, тем самым избегая резания заготовки неподвижным ножом. Так как, в точках O и O' (фиг.1), скорость перемещения лезвия ножа в направлении перпендикулярном направлению подачи изделия равна нулю (V1 = 0), а скорость перемещения лезвия ножа в направлении подачи изделия больше или равна скорости подачи изделия транспортирующими валиками (VII ³ Vn), то изделие при его непрерывной подачи в этот момент, в своем крайнем левом или правом положении, не натыкается на неподвижный нож, а следует за ним. В момент начала перемещения лезвия ножа в перпендикулярном направлении подачи изделия, оно догоняет лезвие, последнее врезается в него со скользящим резанием (точки OI1 и O1 траектории). В зависимости от соотношения скоростей, но при условии зону холостого хода (OIO1I и OO1 отрезки траектории когда изделие следует за ножом и не разрезается) можно изменять. При этом передаточное отношение зубчатой передачи, передающей вращение кривошипно-шатунному механизму от электродвигателя через муфту, равно двум (понижающая передача). За счет чего, кривошип данного механизма совершает половину оборота за то же отрезок времени, когда пара эксцентриков совершает полный оборот (полностью завершая цикл возвратнопоступательного перемещения лезвия ножа в направлении подачи изделия). А следовательно, за полный цикл возвратно-поступательного перемещения лезвия ножа в направлении перпендикулярном подачи изделия, лезвием ножа, одновременно, совершается два полных цикла возвратно-поступательного перемещения в направлении подачи заготовки. Таким образом, при выбранном направлении движения лезвия ножа (фиг.1) изделие будет разрезаться на участках O1IOIIO2O и O1OIIO2IOI траектории перемещения лезвия ножа. Тем самым достигается эффект постоянного скользящего резания изделия в течение всего периода подачи его на кромку лезвия ножа (материал заготовки постоянно разрезается в направлении, перпендикулярном направлению подачи), при непрерывной подачи изделия валиками. Выбор кривошипно-ползунного механизма для передачи движения лезвию ножа в направлении, перпендикулярном направлению подачи изделия связан с тем, что величина перемещения лезвия в этом направлении достигает 20мм. Эксцентрик, установленный в прототипе для передачи аналогичного движения, неэффективен при столь большом эксцентриситете. Это также обеспечивает непрерывную подачу изделия на подвижный нож с постоянным эффектом скользящего резания. Наличие общего привода служит для синхронизации действий обоих механизмов, что так же влияет на непрерывную подачи изделия на подвижной нож с постоянным эффектом скользящего резания. Кроме того, наличие в качестве режущего инструмента съемного лезвия с пазами значительно экономит материал инструментальной стали по сравнению с режущим инструментом в прототипе. На фиг.2 представлена кинематическая схема заявляемой машины. Машина содержит нижний подпружиненный транспортирующий валик 1, несущий на своей рабочей поверхности рифли (на чертежах не показаны), получающий вращение от пары зубчатых колес 2 и от электродвигателя 3 через муфту 4. Главный вал 5 машины, приучающий вращение от электродвигателя 3, передает вращение через звено зубчатых колес 6, кинематически связанных между собой серьгами 7, верхнему транспортирующему валику 8. Нижний транспортирующий валик 1 шарнирно установлен в нижних левом 9 и правом 10 подпружиненных ползунах, установленных соответственно (в левой 11 и правой 12 направляющих. Верхний транспортирующий валик 8 шарнирно установлен в верхних левом 13 и правом 14 подпружиненных ползунах, установленных в левой 11 и правой 12 направляющих. Приводной барабан транспортера 15, шарнирно установленный в левой 16 и правой 17 опорах станины, получают вращение через ряд зубчатых колес 18. Лента транспортера 19, на которой лежит нижнее из стопки обрабатываемое изделие 20, натянута на приводном барабане 15 и ведомом барабане 21, шарнирно установленном в левом и правом ползунах 22, установленных в направляющих 23 левой и правой опоры ведомого барабана 21, посредством натяжных левого и правого винтов 24. Машина снабжена механизмом регулировки зазора между нижней образующей верхнего транспортирующего валика 8 и плоскостью лезвия ножа, состоящим из регулировочного винта 25, установленного в резьбовой опоре 26 и кинематически связанным с левым регулировочным клином 27, установленным над левым ползуном 13, кинематически связанным с резьбовой тягой 28 (для регулировки параллельности верхнего транспортирующего валика 8 относительно плоскости лезвия ножа), которая в свою очередь кинематически связана с правым регулировочным клином 29, установленным над правым верхним ползуном 14. Машина снабжена шибером 30, установленным над лентой транспортера 19, перед транспортирующими валиками 1 и 8. Лезвие ножа 31 снабжено механизмом возвратнопоступательного перемещения его в направлении, перпендикулярном направлении перемещению изделия 20 и возвратно-поступательного перемещения его в направлении подачи изделия 20, Механизм возвратно-поступательного перемещения его в направлении, перпендикулярном к направлению перемещения изделия 20 содержит закрепленную в оправках 32 рамку 33, предназначенную для сообщения возвратно-поступательного перемещения лезвию ножа 31 в направлении, перпендикулярном направлению подачи обрабатываемого изделия 20. Рамка 33 расположена в направляющих 34 и получает перемещение посредством шатуна 35, кинематически связанного с рамкой 33 и кривошипом 36, закрепленным на вертикальном валу 37, установленном в опорах качения 38 и кинематически связанного с парой зубчатых колес 39, которая от привода в виде электродвигателя 40 получает вращение через муфту 41. Механизм возвратно-поступательного перемещения лезвия ножа 31 в направлении подачи изделия 20 содержит установленные в пазах лезвия ножа 31 пару ползунов 42, кинематически связанных с рамкой 43 предназначенной для сообщения возвратно-поступательного перемещения лезвию ножа 31 в направлении подачи обрабатываемого изделия 20, установленной в направляющих 44 и получающей перемещение посредством левого 45 и правого 46 эксцентриков, кинематически связанных между собой зубчато-ременной передачей 47 и получающих вращение от электродвигателя 40, через муфту 41. Машина работает следующим образом. После включения электродвигателя 3 нижнее изделие 20 отделяется от стопы и подается лентой транспортера 19 в зазор между верхним 8 и нижним 1 транспортирующими валиками, которые захватывают его и подают на кромку лезвия ножа 31. При этом зазор между нижней образующей верхнего транспортирующего валика 8 и плоскостью лезвия 31 определяет толщину будущей детали. Для изменения ее толщины вращением регулировочного винта 25 осуществляем перемещение левого 27 и правого 29 регулировочных клиньев, связанных резьбовой тягой 28, которое ведет за собой одновременное перемещение левого 13 и правого 14 подпружиненных ползунов, а вместе с этим и перемещение верхнего транспортирующего валика 8. Одновременно с включением электродвигателя 3 происходит запуск электродвигателя 40,, который приводит к движение лезвие ножа 31 в плоскости подачи обрабатываемого изделия 20. Когда изделие 20 захватывается и подается транспортирующими валиками 1 и 8 на лезвие ножа 31, оно совершает перемещение в плоскости подачи сочетающее одновременное перемещение лезвия ножа 31 в направлении, перпендикулярном направлению подачи и перемещению в направлении подачи обрабатываемого изделия 20. Так в момент внедрения лезвия ножа 31 в изделие 20 оно совершает перемещение на участке OOI1 или OO1 траектории (фиг.1) и производит разрезание материала на участках O1IOIIO2O и O2OIIO2IOI траектории перемещения за счет вращения кривошипа 36, кинематически связанного через шатун 35 с рамкой 33 в которой установлено само лезвие 31, ему сообщается перемещение в направлении, перпендикулярном направлению подачи детали 20, а посредством вращения пары эксцентриков 45 и 46, кинематически связанных с рамкой 43, пара ползунов 42 сообщает лезвию 31 перемещение по направлению подачи детали 20. На следующем участке траектории OIO1I (фиг.1) разрезаемое изделие 20 продолжает подаваться транспортирующими валиками 1, 8 на кромку лезвия 31, которая на этом участке траектории, участок холостого хода, будет перемещаться назад, по ходу подачи изделия 20, до момента начала перемещения лезвия 31, перпендикулярно направлению подачи изделия, процесс скользящего резания будет возобновлен. По достижению точки O траектории перемещения, снова наступает период холостого хода лезвия 31 до момента достижения им точки O1. После чего процесс скользящего резания возобновляется. За этот период времени завершается полный цикл возвратно-поступательного перемещения лезвия 31 в направлении, перпендикулярном направлению подачи детали 20, а также лезвием ножа, одновременно, совершается два полных цикла возвратно-поступательного перемещения в направлении подачи заготовки. При этом скорость вращения кривошипа 36 в два раза меньше скорости вращения пары эксцентриков 45 и 46. После разрезания детали 20, ее верхняя отделяемая часть поступает в верхний ящик (не показано), а нижняя отделяемая часть детали поступает в нижний ящик для отходов (не показано). Таким образом предлагаемая машина для выравнивания деталей обуви по толщине осуществляет непрерывную подачу деталей на подвижный нож с постоянным эффектом скользящего резания, благодаря чему поверхность среза различных изделий имеет хорошее качество, при этом по сравнению с прототипом снижаются энергозатраты на движение транспортирующих валиков.
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for skiving by thickness
Автори англійськоюKniaziev Vitalii Ivanovych, Kostiuk Viktor Petrovych, Chorno-Ivanov Volodymyr Stanislavovych
Назва патенту російськоюМашина для выравнивания деталей обуви по толщине
Автори російськоюКнязев Виталий Иванович, Костюк Виктор Петрович, Черно-Иванов Владимир Станиславович
МПК / Мітки
Мітки: деталей, вирівнювання, товщини, взуття, машина
Код посилання
<a href="https://ua.patents.su/4-21386-mashina-dlya-virivnyuvannya-detalejj-vzuttya-po-tovshhini.html" target="_blank" rel="follow" title="База патентів України">Машина для вирівнювання деталей взуття по товщині</a>
Машина для вирівнювання деталей взуття по товщині

Номер патенту: 18129
Опубліковано: 01.07.1997
Автори: Чорно-Іванов Володимир Станіславович, Князєв Віталій Іванович
МПК: C14B 1/00
Мітки: взуття, товщини, деталей, машина, вирівнювання
Формула / Реферат:
1. Машина для выравнивания деталей обуви по толщине, содержащая пару транспортирующих валиков, шарнирно установленных на верхних и нижних рычагах, привод, кинематически связанный с парой транспортирующих валиков, нож, установленный между последними, и механизм регулировки зазора между нижней образующей верхнего транспортирующего валика и плоскостью ножа, отличающаяся тем, что снабжена связанными между собой механизмом для регулировки зазора...
Пристрій для обрізки книжкових блоків
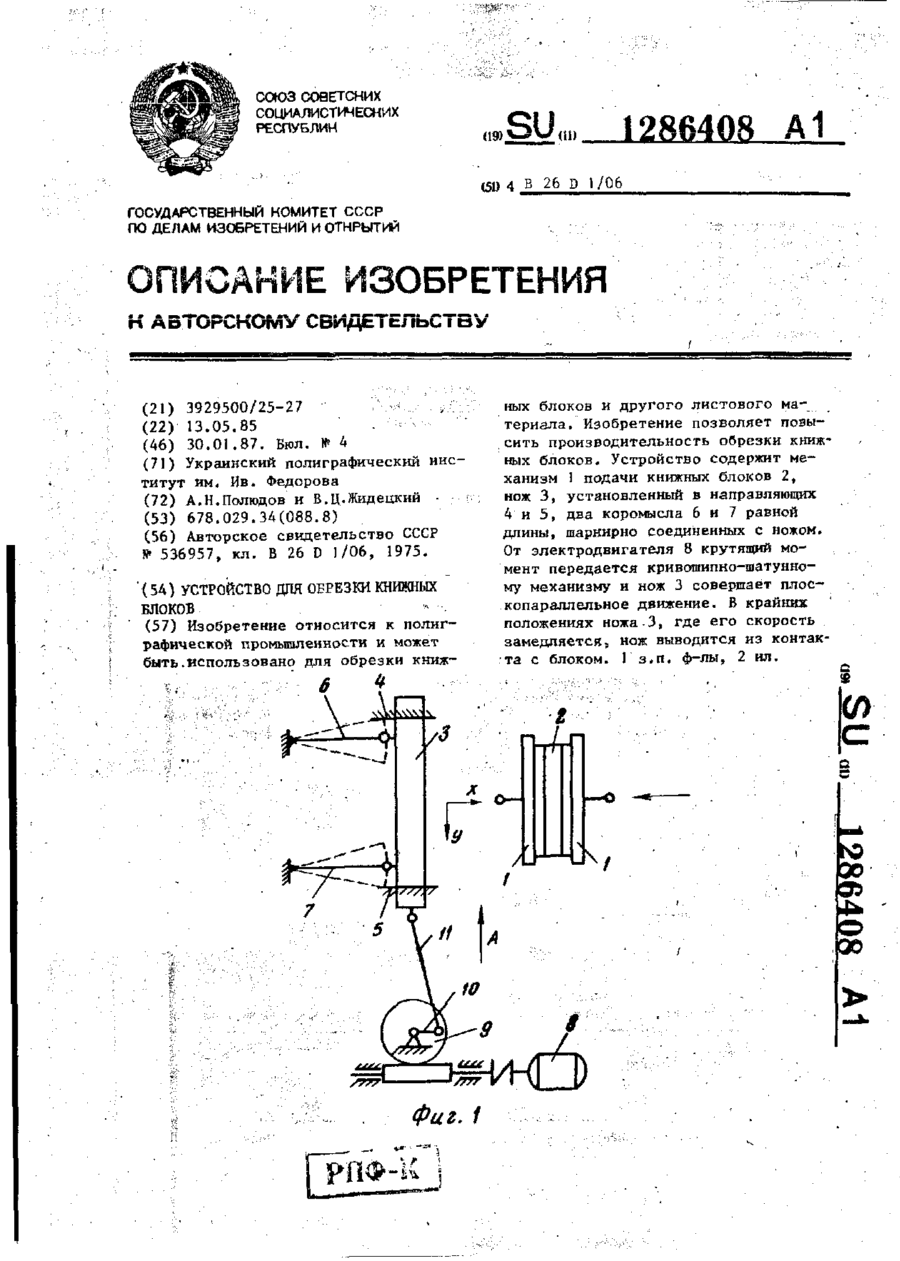
Номер патенту: 16053
Опубліковано: 29.08.1997
Автори: Полюдов Олександр Миколайович, Жидецький Валерій Цезарійович
МПК: B26D 1/01
Мітки: блоків, обрізки, пристрій, книжкових
Формула / Реферат:
1. Устройство для обрезки книжных блоков, содержащее станину, механизм подачи блоков по направлению к ножу, нож, установленный в направляющих станины с возможностью возвратно поступательного перемещения в направлении, перпендикулярном направлению подачи блоков и привод перемещения ножа. отличающееся тем, что, с целью повышения производительности, оно снабжено двумя коромыслами равнон длины, одни концы которых закреплены на станине, а другие...
Тістомісильна машина періодичної дії
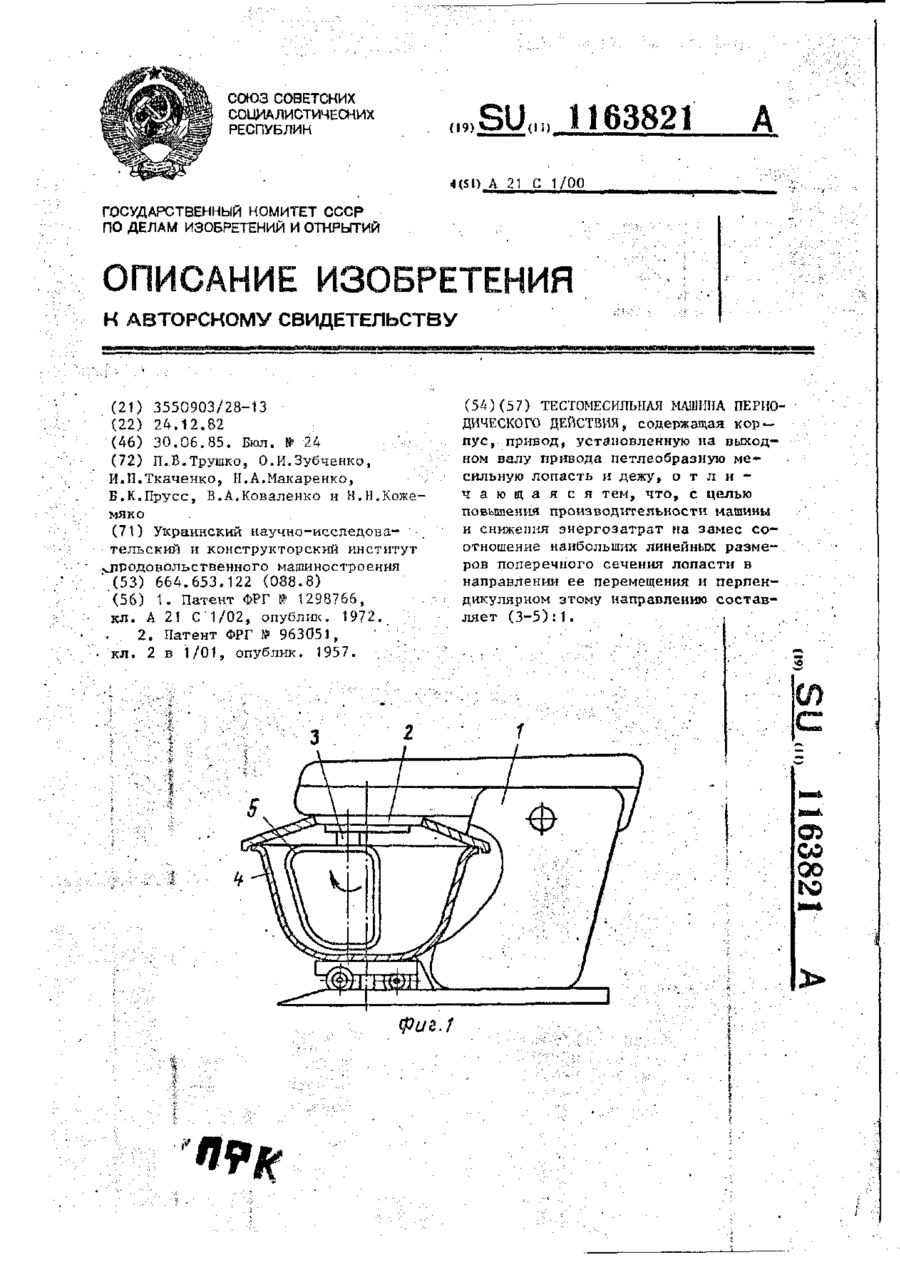
Номер патенту: 9235
Опубліковано: 30.09.1996
Автори: Макаренко Микола Архипович, Зубченко Олег Іванович, Прусс Борис Костянтинович, Трушко Петро Васильович, Ткаченко Іван Павлович, Кожемяко Микола Миколайович, Коваленко Валерій Олександрович
МПК: A21C 1/00
Мітки: дії, машина, тістомісильна, періодичної
Формула / Реферат:
Тестомесильная машина периодического действия, содержащая корпус, привод, установленную на выходном валу привода петлеобразную месильную лопасть и дежу, отличающаяся тем, что, с целью повышения производительности машины и снижения энергозатрат на замес соотношение наибольших линейных размеров поперечного сечения лопасти в направлении ее перемещения и перпендикулярном этому направлению составляет (3-5):1.
Комбінована машина для вирівнювання поверхні і внесення гербіцидів одночасно з обробітком грунту
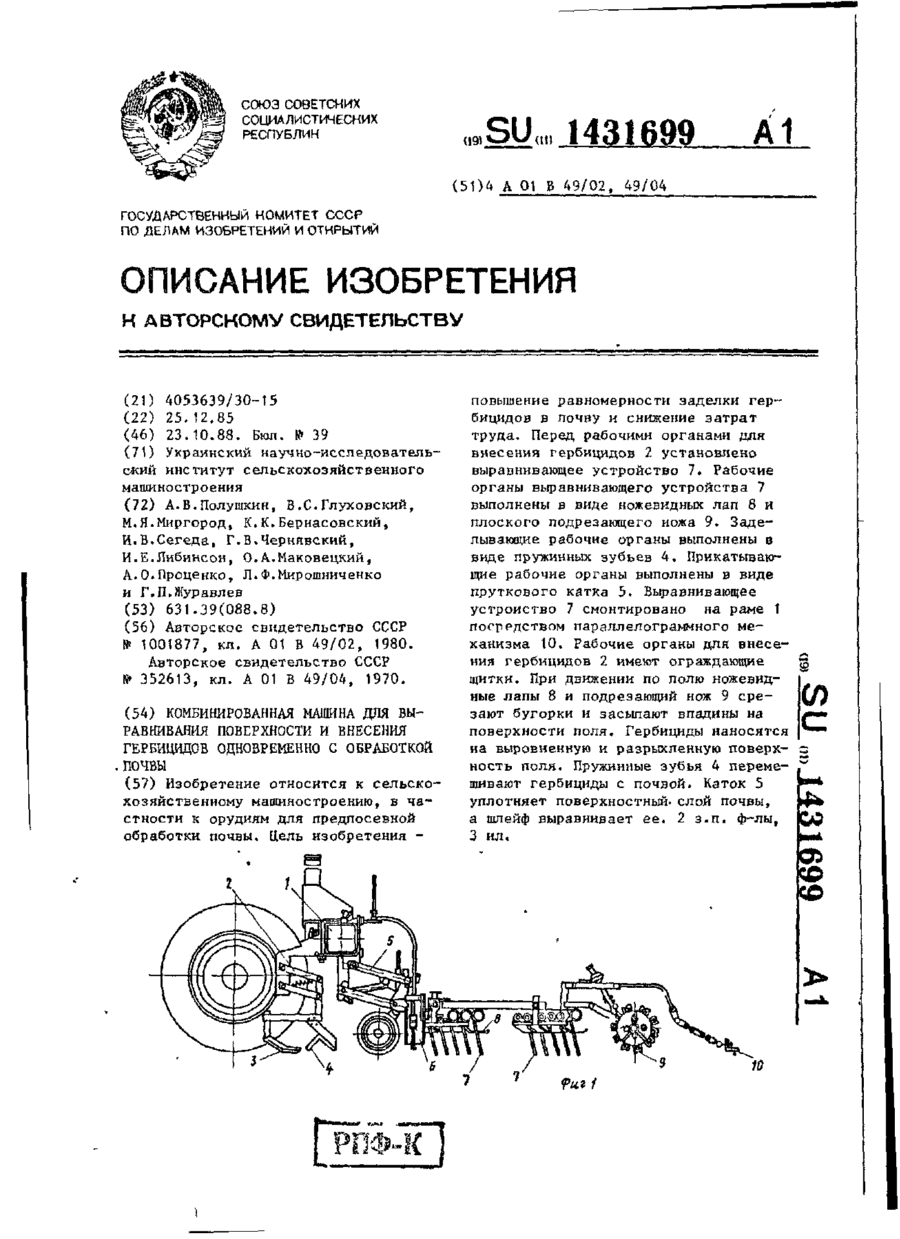
Номер патенту: 8791
Опубліковано: 30.09.1996
Автори: Бернасовський Костянтин Костянтинович, Проценко Олексій Онуфрійович, Маковецький Олег Андрійович, Сегеда Іван Васильович, Миргород Михайло Якович, Глуховський Владіслав Станіславович, Лібінсон Ігор Юхимович, Полушкін Олексій Володимирович, Чернявський Георгій Васильович, Мирошниченко Леонід Федорович, Журавльов Григорій Павлович
МПК: A01B 49/02, A01B 49/04
Мітки: обробітком, внесення, комбінована, поверхні, вирівнювання, одночасної, грунту, гербіцидів, машина
Формула / Реферат:
1. Комбинированная машина для выравнивания поверхности и внесения гербицидов одновременно с обработкой почвы, содержащая раму с опорными колесами, смонтированные на ней посредством пареллелограммных механизмов рабочие органы для внесения гербицидов, заделки их в почву и прикатывания поверхности поля, отличающаяся тем, что, с целью повышения равномерности заделки гербицидов в почву и снижения затрат труда, машина снабжена установленным...
Складний ніж

Номер патенту: 7305
Опубліковано: 30.06.1995
Автор: Паплінський Віктор Володимирович
МПК: B26B 1/00
Мітки: складний
Формула / Реферат:
Складной нож, состоящий из лезвия и закрепленных с возможностью перемещения относительно лезвия на 180° плашек, отличающийся тем, что плашки в нижней части и в месте соединения их с лезвием снабжены замковыми соединениями "втулка-паз".
Попередній патент: Двигун внутрішнього згоряння
Наступний патент: Спосіб виготовлення електродів для плазмово-дугових процесів
Випадковий патент: Флюс для пайки друкованих плат