Машина для вирівнювання деталей взуття по товщині
Номер патенту: 18129
Опубліковано: 01.07.1997
Автори: Князєв Віталій Іванович, Чорно-Іванов Володимир Станіславович






Формула / Реферат
1. Машина для выравнивания деталей обуви по толщине, содержащая пару транспортирующих валиков, шарнирно установленных на верхних и нижних рычагах, привод, кинематически связанный с парой транспортирующих валиков, нож, установленный между последними, и механизм регулировки зазора между нижней образующей верхнего транспортирующего валика и плоскостью ножа, отличающаяся тем, что снабжена связанными между собой механизмом для регулировки зазора между транспортирующими валиками и механизмом регулировки усилия сжатия детали между ними, включающими в себя левую и правую регулировочные резьбовые тяги, установленные посредством фиксирующих резьбовых бобышек в седлах верхних и нижних рычагов, имеющих соответствующие прорези, механизм регулировки усилия сжатия содержит подпружиненные нажимы, кинематически связанные с регулировочными резьбовыми тягами, при этом в машине предусмотрены вертикальные подпружиненные ползуны, на которых установлены рычаги и кулисные камни, нижние рычаги снабжены пальцами с расположенными на их концах регулировочными винтами и пальцевыми ползунами, расположенными на горизонтальных осях, а кулисные камни шарнирно установлены на пальцах, верхние рычаги имеют вилки, в направляющих которых находятся кулисные камни.
2. Машина по п.1,отличающаяся тем, что механизм регулировки зазора между нижней образующей верхнего транспортирующего валика и плоскостью ножа включает кинематически связанные между собой регулировочный винт и регулировочные клинья, при этом регулировочный винт установлен под транспортирующими валиками, а регулировочные клинья - под вертикальными подпружиненными ползунами и связанные резьбовой тягой.
3. Машина по пп.1 и 2, отличающаяся тем, что нож установлен в направляющих с возможностью горизонтального возвратно-поступательного перемещения.
Текст
Изобретение относится к обработке материалов резанием и может быть использовано для выравнивания деталей обуви по толщине в обувной отрасли легкой промышленности. Известна машина для выравнивания деталей низа обуви по толщине ДН, содержащая плоский нож с механизмом изменения угла наклона его относительно зазора между парой подпружиненных транспортирующи х валиков, установленных с возможностью регулировки зазора между ними и кинематически связанных между собой и с приводом зубчатыми передачами, транспортер для ввода обрабатываемых подошв в зазор между транспортирующими валиками на нож, приводной валик транспортера кинематически связан зубчатой передачей с нижним транспортирующим валиком, для подачи в зазор по одной обрабатываемой детали, над транспортером перед транспортирующими валиками установлена подпружиненная пластина-шибер, размещенная на станине с возможностью регулирования зазора между плоскостью рабочей ветви транспортера и прилегающей к ней грани пластины-шибера, между пластинойшибером и транспортирующими валиками установлен подающий валик над приводным валиком транспортера (Набалов Т.А. Оборудование обувного производства. М., "Легпромиздат", 1990, с.150-153, фиг.70). Наличие в этой машине регулируемого ножа по углу наклона его относительно зазора между парой подпружиненных транспортирующи х валиков лишь незначительно снижает усилие резания и напряжение сжатия в материале детали при подаче ее на неподвижную кромку ножа транспортирующими валиками. Известна также машина для двоения и выравнивания по толщине деталей низа обуви (авт.св. СССР №1299561, кл. А 43 8/32, 1987), содержащая пару транспортирующих валиков, шарнирно установленных на верхних и нижних рычагах, привод, кинематически связанный с парой транспортирующих валиков, нож, установленный между последними, и механизм регулирования зазора между нижней образующей верхнего транспортирующего валика и плоскостью ножа. Транспортирующие валики установлены на валах, сидящих на качающихся рычагах, которые для жесткости связаны верхней и нижней рамой, верхняя из которых взаимодействует с регулировочным винтом, к которому раму прижимает пружина, при этом обеспечивает заданное положение верхнего транспортирующего валика, а нижняя является подпружиненной, и нижний транспортирующий валик в процессе подачи детали совершает качательное движение относительно опорного верхнего транспортирующего валика. Между валиками установлен плоский нож, закрепленный с возможностью регулировки в горизонтальной плоскости и по углу наклона. Эта машина позволяет расширить технологические возможности и обрабатывать детали толщиной до 20 мм. Наличие неподвижного ножа приводит к большим энергозатратам на процесс резания при подаче детали на нож. В прототипе, как и в аналоге, для подачи обрабатываемой детали на неподвижный нож и выполнение процесса резаний заготовки последнюю сжимают транспортирующими валиками, перемещающимися рычажной системой на величину, считающуюся достаточной для разрезания детали. Но как правило, задаваемая величина сжатия детали значительно превышает оптимально достаточную для процесса резания данной заготовки. Практически невозможно с достаточной степенью точности установить оптимальную величину сжатия, исходя из геометрических параметров и упругих свойств материала заготовки. Поэтому зачастую величина сжатия обрабатываемой детали превышает оптимальную величину на 20-50%, что приводит к значительному превышению энергозатрат на процесс резания при подаче детали на неподвижный нож. В основу изобретения положена задача создать такую машину для выравнивания деталей обуви по толщине, в которой новое выполнение рычажной системы, воздействующей на транспортирующие валики позволило бы обеспечить одновременное сжатие транспортирующи х валиков в процессе подачи детали на нож на величину, обеспечивающую оптимальный процесс разрезания детали независимо от ее геометрических параметров и свойств материала, благодаря чему снизились бы энергозатраты на процесс резания детали. Поставленная задача решена тем, что машина для выравнивания деталей обуви по толщине, содержащая пару транспортирующи х валиков, шарнирно установленных на верхних и нижних рычагах, привод, кинематически связанный с парой транспортирующих валиков, нож, установленный между последними, и механизм регулировки зазора между нижней образующей верхнего транспортирующего валика и плоскостью ножа, согласно изобретению, снабжена совмещенными между собой механизмом для регулировки зазора между транспортирующими валиками и механизмом регулировки усилия сжатия детали между ними, и включающими в себя регулировочные резьбовые тяги, установленные посредством фиксирующи х резьбовых бобышек в седлах верхних и нижних рычагов, имеющих соответствующие прорези. Ме ханизм регулировки усилия сжатия содержит подпружиненные нажимы, кинематически связанные с регулировочными резьбовыми тягами, при этом в машине предусмотрены вертикальные подпружиненные ползуны, на которых установлены рычаги и кулисные камни. Нижние из них снабжены пальцами с расположенными на их концах регулировочными винтами и пальцевыми ползунами, расположенными на горизонтальных осях, а кулисные камни шарнирно установлены на пальцах, верхние рычаги имеют вилки, в направляющих которых находятся кулисные камни. Целесообразно, чтобы механизм регулировки зазора между нижней образующей верхнего транспортирующего валика и плоскостью ножа включал бы кинематически связанные между собой регулировочный винт и регулировочные клинья, при этом регулировочный винт установлен под транспортирующими валиками, а регулировочные клинья - под вертикальными подпружиненными ползунами и связаны резьбовой тягой. Целесообразно, чтобы нож был установлен в направляющих, с возможностью горизонтального возвратно-поступательного перемещения. Такое конструктивное решение отличает заявляемую машину от прототипа тем, что позволяет обеспечить одновременное сжатие валиков в процессе подачи детали на нож, благодаря преобразованию рычажной системы в рычажно-кулисный механизм и связки рычагов верхнего и нижнего транспортирующих валиков с ножом, установленным в направляющих с возможностью горизонтального возвратнопоступательного перемещения. Наличие совмещенных между собой механизма регулировки зазора между верхним и нижним транспортирующими валиками и механизма регулировки усилия сжатия детали между ними не позволяет транспортирующим валикам превышать установленный зазор между ними при перемещении относительно друг др уга в процессе подачи детали на нож и ее разрезания. Это позволяет избегать резких скачков напряжения сжатия в материале детали, вызванных непостоянством геометрических размеров самой детали низа обуви, а размещение этих совмещенных между собой механизмов на концах верхних и нижних рычагов, шарнирно связанных с транспортирующими валиками, позволяет создавать одинаковые усилия сжатия как пружин самого механизма регулировки усилия сжатия детали между ними, так и обрабатываемой детали между валиками. Простота конструкции механизма позволяет легко производить регулировку усилия сжатия детали. Кроме того, выполнение механизма регулировки зазора между нижней образующей верхнего транспортирующего валика и плоскостью ножа в виде кинематически связанных между собой регулировочного винта и регулировочных клиньев, установленных под транспортирующими валиками и кинематически связанных с рычажно-кулисным механизмом, позволяет упростить конструкцию самого механизма и процесс регулировки толщины получаемой детали после выполнения операции. Наличие ножа, установленного в направляющих с возможностью возвратно-поступательного перемещения позволяет обеспечить одновременное сжатие транспортирующих валиков в процессе подачи детали на нож на величину, обеспечивающую оптимальный процесс разрезания детали независимо от ее геометрических параметров и свойств материала, что в свою очередь снижает энергозатраты на процесс резания. На фиг 1 представлена кинематическая схема машины; на фиг.2 - фрагмент кинематической схемы рычажно-кулисного механизма; на фиг.3 - кинематическая схема механизма для регулировки зазора между транспортирующими валиками и механизма регулировки усилия сжатия детали между ними; на фиг.4 - общий вид механизма ножа. Машина содержит рычажно-кулисный механизм 1 одновременного сжатия верхнего 2 и нижнего 3, покрытого абразивным материалом, транспортирующих валиков в процессе подачи детали на нож. Механизм 1 включает левый 4 и правый 5 верхние рычаги и левый 6 и правый 7 нижние рычаги. На пальцах 8 двух последних шарнирно установлены кулисные камни 9, находящиеся в направляющих вилок 10 левого 4 и правого 5 верхних рычагов. В пальце 8 шарнирно установлен пальцевый ползун 11, расположенный на горизонтальной оси 12, а в резьбовом отверстии самого пальца 8, выполненного на его конце, установлен регулировочный винт 13. Рычаги 5 и 7 шарнирно установлены на паре правых валов 14, закрепленных в правом вертикальном подпружиненном ползуне 15, находящемся в правой 16 направляющей опоре механизма 1. Рычаги 4 и 6 шарнирно установлены соответственно на левых верхнем 17 и нижнем 18 валах, шарнирно установленных в левом вертикальном подпружиненном ползуне 19, находящемся в левой 20 направляющей опоре механизма 1., Зубчатые шестерни 21 и 22 закреплены на соответствующи х валах верхнего 2 и нижнего 3 транспортирующих валиков, шарнирно установленных в верхних 4, 5 и нижних 6, 7 рычагах механизма 1. Пара зубчатых колес 23 и 24, входящих в зацепление с шестернями 21 и 22, шарнирно установлена соответственно на верхнем 17 и нижнем 18 валах. Ведомый шкив 2 клиноременной передачи 26 выполнен совместно с зубчатым колесом 24, шарнирно установленным на нижнем 18 валу. Ведущий шкив 27 клиноременной передачи 26 установлен на выходном валу электродвигателя 28. Машина снабжена совмещенными между собой механизмом для регулировки зазора между транспортирующими валиками и механизмом регулировки усилия сжатия детали между ними, и включающими в себя левую и правую регулировочные резьбовые тяги 29, установленные посредством верхних левой и правой (с левой резьбой) фиксирующих бобышек (резьбовых) 30 и нижних левой и правой (с правой резьбой) фиксирующи х резьбовых бобышек 31 в седлах верхних 4,5 и нижних 6, 7 рычагов рычажнокулисного механизма 1, имеющих соответствующие прорези. Механизм регулировки усилия сжатия детали содержит левый и правый нажим 32, кинематически связанный с левой и правой резьбовой тягой 29. Левая и правая пружины сжатия 33 установлены в нажимах 32. Машина снабжена механизмом регулировки зазора между нижней образующей верхнего транспортирующего валика 2 и плоскостью ножа, состоящего из нижнего регулировочного винта 34, установленного в опоре скольжения 35 и кинематически связанного с правым регулировочным клином 36. установленным под правым вертикальным ползуном 15, и кинематически связанным с резьбовой тягой 37 (для регулировки параллельности транспортирующих валиков 2 и 3 относительно плоскости ножа), которая в свою очередь связана с левым регулировочным клином 38, установленным под левым вертикальным ползуном 19. Машина снабжена столиком 39. на котором находится обрабатываемая деталь 40. А также механизмом ножа 41, установленным в паре направляющих 42, включающем лезвие 43, лежащее в нижней оправке 44 механизма ножа 41, в которой также установлен толкатель 45, прижатый к лезвию 43 винтом 46. установленным в нижней оправке 44 и имеющим головку 47, соединенную с винтом 46 посредством штифта 48. Над нижней оправкой 44 расположена верхняя оправка 49 механизма ножа 41, крепящаяся к нижней оправке 44 посредством установочных шти фтов 50 и стягивающи х винтов 51. Лезвие является подпружиненным с обеих сторон пружинами растяжения 52, закрепленными на выступах самого лезвия 43 и зацепах 53, расположенных на боковых поверхностях нижней оправки 4. Машина работает следующим образом, После включения электродвигателя 28 обрабатываемая деталь 40 вручн ую подается в зазор между верхним 2 и нижним 3 транспортирующими валиками, которые захватывают ее и подают на механизм ножа 41. При этом зазор между нижней образующей верхнего транспортирующего валика 2 и плоскостью лезвия 43 определяет толщину будущей де тали. Для изменения этой толщины вращением нижнего регулировочного винта 34 осуществляют перемещение правого 36 и левого 38 регулировочных клиньев, связанных резьбовой тягой 37, которое влечет за собой одновременное перемещение правого 15 и левого 19 вертикальных подпружиненных ползунов, а вместе с этим и перемещение верхнего 2 и нижнего 3 транспортирующи х валиков и всего рычажно-кулисного механизма 1, закрепленного посредством пары правых валов 14 и левых верхнего 17 и нижнего 18 валов в этих ползунах, до установления требуемого зазора. Регулировка усилия сжатия обрабатываемой детали между транспортирующими валиками осуществляется вращением левого и правого нажимов 32, кинематически связанных с левой и правой резьбовой тягой 29, которое приводит к сжатию пружин 33 или их освобождению на установленную величину. Регулировка зазора между верхним 2 и нижним 3 (их нижними и верхними образующими) транспортирующими валиками осуществляется вращением левой и правой резьбовых тяг 29, установленных посредством верхних 30 и нижних 31 фиксирующи х резьбовых бобышек в седлах вер хних 4, 5 и нижних 6, 7 рычагов, при котором происходит развод или сведение рычагов, а соответственно и самих транспортирующих валиков. В процессе этой регулировки зубчатые шестерни 21 и 22 обкатываются по зубчатым колесам 23 и 4, так как их межцентровое расстояние равно расстоянию между вертикальной осью зубчатых колес 23 и 24 и вертикальной осью совмещенных между собой механизмов для регулировки зазора между транспортирующими валиками и механизмом регулировки усилия сжатия детали между ними, На какую бы величину не регулировался зазор шестерни, обкатываясь находятся в нормальном зацеплении. Возможность развода и сведения рычагов 4,5,6 и 7 самих валиков 2 и 3 обеспечивается левой резьбой верхних, левой и правой фиксирующих резьбовых бобышек 30 и правой резьбой нижних левой и правой фиксирующи х резьбовых бобышек 31. Левые и правые регулировочные резьбовые тяги 29 имеют левую резьбу в своей верхней части и правую резьбу в своей нижней части, что соответствует резьбам фиксирующи х резьбовых бобышек. В момент захвата детали 40 оба транспортирующи х валика, верхний 2 и нижний 3, совершают одновременное раздвижение относительно друг друга по мере захвата детали 40 и ее подачи на механизм ножа 41 за счет наличия рычажно-кулисного механизма 1. Так в момент раздвижения валиков происходит поворот пальцев 8 нижних рычагов 6 и 7 и шарнирно установленных на них кулисных камней 9, которые в свою очередь поворачивают на тот же угол верхние рычаги 4 и 5, так как сами находятся в направляющих вилок 10 верхних рычагов 4 и 5 рычажно-кулисного механизма 1 Одновременно с этим пальцевые ползуны 11, шарнирно установленные в пальцах 8, перемещаются по горизонтальным осям 12, а регулировочные винты 13, установленные в резьбовых отверстиях пальцев 8, касаясь механизма ножа 41, будут перемещать его в направляющих 42 навстречу с деталью 40, подаваемой транспортирующими валиками 2 и 3. По мере соприкосновения кромки лезвия ножа 43 с самой деталью 40 будет возникать сила, которая приведет к перемещению механизма ножа 41 по направлению подачи детали 40, что повлечет за собой в конечном итоге одновременное сведение транспортирующих валиков 2 и 3 и сжатие подаваемой детали 40 до момента возникновения напряжения сжатия в самой детали 40, от сил действующи х на нее, которое будет достаточным для возникновения процесса резания. По мере перемещения рычагов относительно друг друга зубчатые шестерни 21 и 22 будут обкатываться по зубчатым колесам 23 и 24 аналогично вышеописанному. После внедрения лезвия 43 механизма ножа 41 в деталь 40 и ее разрезания верхняя отделяемая часть поступает в верхний ящик (не показано), а нижняя отделяемая часть детали поступает в нижний ящик для отходов (не показано). Заточка лезвия 43 механизма ножа 41 осуществляется за счет наличия абразивного покрытия на нижнем транспортирующем валике 3. Заточка выполняется на холостом ходу машины вращением нижнего регулировочного винта 34, за которым следует перемещение правого 36 и левого 38 регулировочных клиньев, связанных между собой резьбовой тягой 37, которое ведет за собой подъем правого 15 и левого 19 вертикальных подпружиненных ползунов, а вместе с этим и перемещение транспортирующи х валиков 2 и 3 и всего рычажно-кулисного механизма 1 до тех пор, пока поверхность нижнего транспортирующего валика 3 не будет касаться кромки лезвия 43. После заточки рычажно-кулисный механизм 1 возвращается в исходное положение. По мере износа режущей кромки лезвия 43 механизма ножа 41 осуществляется его регулировка путем вращения головки 47 винта 46, при которой происходит перемещение толкателя 45, который в свою очередь выдвигает лезвие 43 вперед, при котором само лезвие фиксируется пружинами растяжения 52
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for alignment of foot-wear details by thickness
Автори англійськоюKniaziev Vitalii Ivanovych, Chorno-Ivanov Volodymyr Stanislavovych
Назва патенту російськоюМашина для выравнивания деталей обуви по толщине
Автори російськоюКнязев Виталий Иванович, Черно-Иванов Владимир Станиславович
МПК / Мітки
МПК: C14B 1/00
Мітки: товщини, взуття, машина, деталей, вирівнювання
Код посилання
<a href="https://ua.patents.su/6-18129-mashina-dlya-virivnyuvannya-detalejj-vzuttya-po-tovshhini.html" target="_blank" rel="follow" title="База патентів України">Машина для вирівнювання деталей взуття по товщині</a>
Комбінована машина для вирівнювання поверхні і внесення гербіцидів одночасно з обробітком грунту
Номер патенту: 8791
Опубліковано: 30.09.1996
Автори: Лібінсон Ігор Юхимович, Мирошниченко Леонід Федорович, Полушкін Олексій Володимирович, Бернасовський Костянтин Костянтинович, Чернявський Георгій Васильович, Проценко Олексій Онуфрійович, Глуховський Владіслав Станіславович, Маковецький Олег Андрійович, Сегеда Іван Васильович, Миргород Михайло Якович, Журавльов Григорій Павлович
МПК: A01B 49/04, A01B 49/02
Мітки: одночасної, обробітком, внесення, вирівнювання, машина, грунту, комбінована, гербіцидів, поверхні
Формула / Реферат:
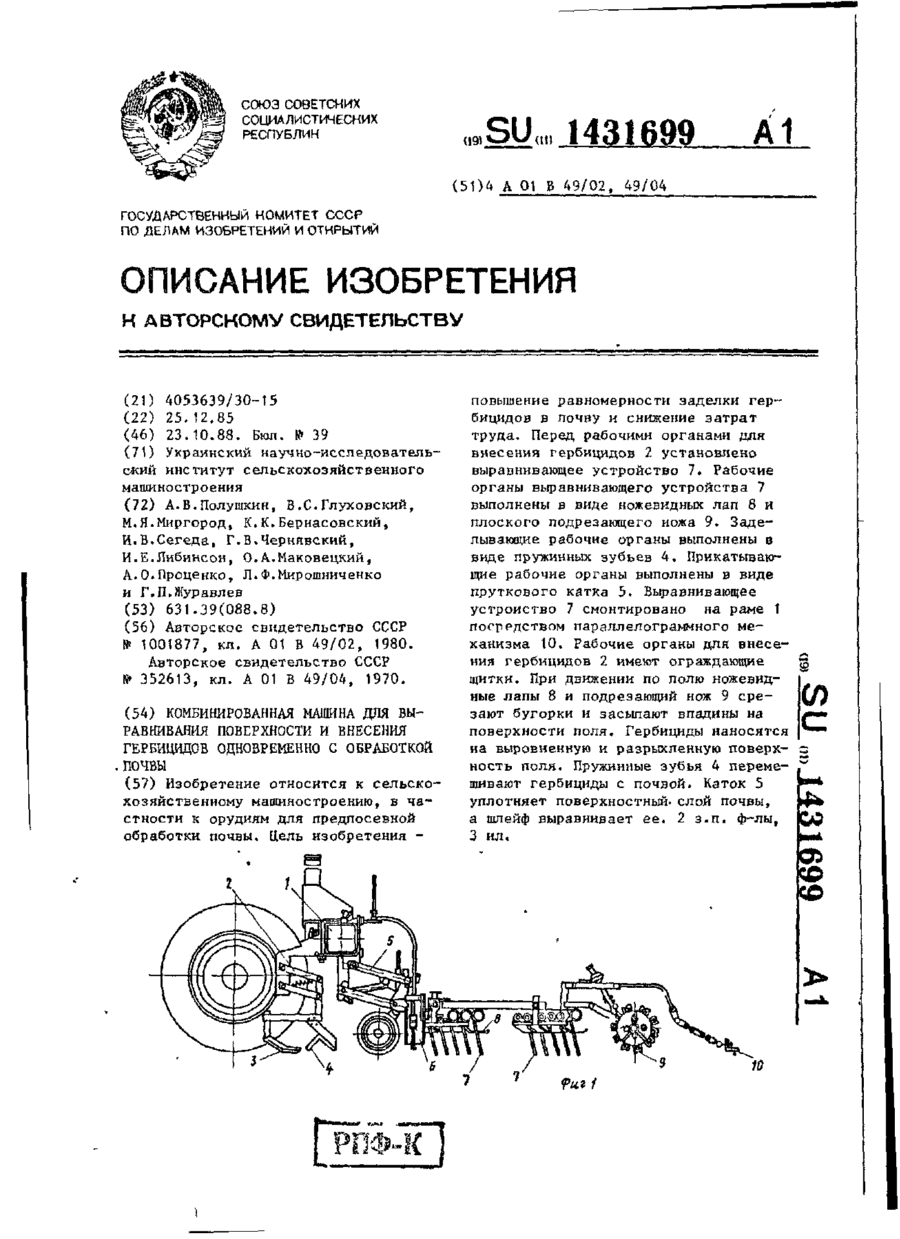
1. Комбинированная машина для выравнивания поверхности и внесения гербицидов одновременно с обработкой почвы, содержащая раму с опорными колесами, смонтированные на ней посредством пареллелограммных механизмов рабочие органы для внесения гербицидов, заделки их в почву и прикатывания поверхности поля, отличающаяся тем, что, с целью повышения равномерности заделки гербицидов в почву и снижения затрат труда, машина снабжена установленным...
Механізм поштучної видачі деталей
Номер патенту: 15702
Опубліковано: 30.06.1997
Автори: Хейфец Борис Меєрович, Каліховський Віктор Леонідович, Ташман Юрій Аронович, Фавелюкис Михайло Іонович
МПК: B23Q 7/00
Мітки: механізм, поштучної, деталей, видачі
Текст:
...7, а два других плеча кинематически связаны с штыря- 30 ми-отсекэтелями 8,9 с помощью пальцев 10 со втулками 11, которые размещены в пазах рычага 2. Штыри-отсекатели 8,9 удерживаются от проворота вокруг своей оси с помощью 35 шайб 12, размещенных в торцевых пазах штырей-отсекателей 8, 9 и контактирующих также с боковыми поверхностями рычага 2. Описываемый механизм установлен на балке 22 над транспортером 23, предназначенным для...
Пристрій для термообробки верху взуття
Номер патенту: 3790
Опубліковано: 27.12.1994
Автори: Сидоренко Валерій Семенович, Пегловський Вячеслав Віталійович, Діденко Наталія Никодимівна, Петросюк Михайло Іванович
МПК: A43D 11/00
Мітки: верху, взуття, термообробки, пристрій
Формула / Реферат:
Устройство для термообработки верха обуви, содержащее рабочую камеру с расположенными в нижней стенке загрузочным окном и крышкой, систему нагревателей, генератор рабочей среды и механизм загрузки - выгрузки заготовок в рабочую камеру, включающий силовой цилиндр, шток которого соединен с крышкой, отличающееся тем, что оно имеет шарнирно-рычажный механизм с параллельными кривошипами для закрепления вдоль его шатуна крышки камеры, а механизм...
Машина г.м.маслюка для обертального буріння гірничих порід
Номер патенту: 2341
Опубліковано: 26.12.1994
Автор: Маслюк Георгій макарович
МПК: E21B 3/00
Мітки: гірничих, г.м.маслюка, порід, машина, буріння, обертального
Формула / Реферат:
1. Машина для вращательного бурения горных пород, включающая дифференциально-винтовой механизм подачи, ходовой винт и ходовая гайка которого кинематически связаны с приводом бурильной машины, кинематически связанный с ходовой гайкой фрикцион в виде корпуса-полумуфты и связанной с ней втулки, механизм включения фрикциона и механизм регулировки степени и продолжительности сжатия дисков фрикциона, выполненный в виде установленной на валике...
Пристрій для зміцнення зовнішніх циліндричних поверхонь деталей
Номер патенту: 11416
Опубліковано: 25.12.1996
Автори: Кирилів Володимир Іванович, Калічак Теодор Миколайович, Бабей Юлій Іванович
МПК: B24B 39/00
Мітки: пристрій, деталей, поверхонь, зовнішніх, зміцнення, циліндричних
Формула / Реферат:
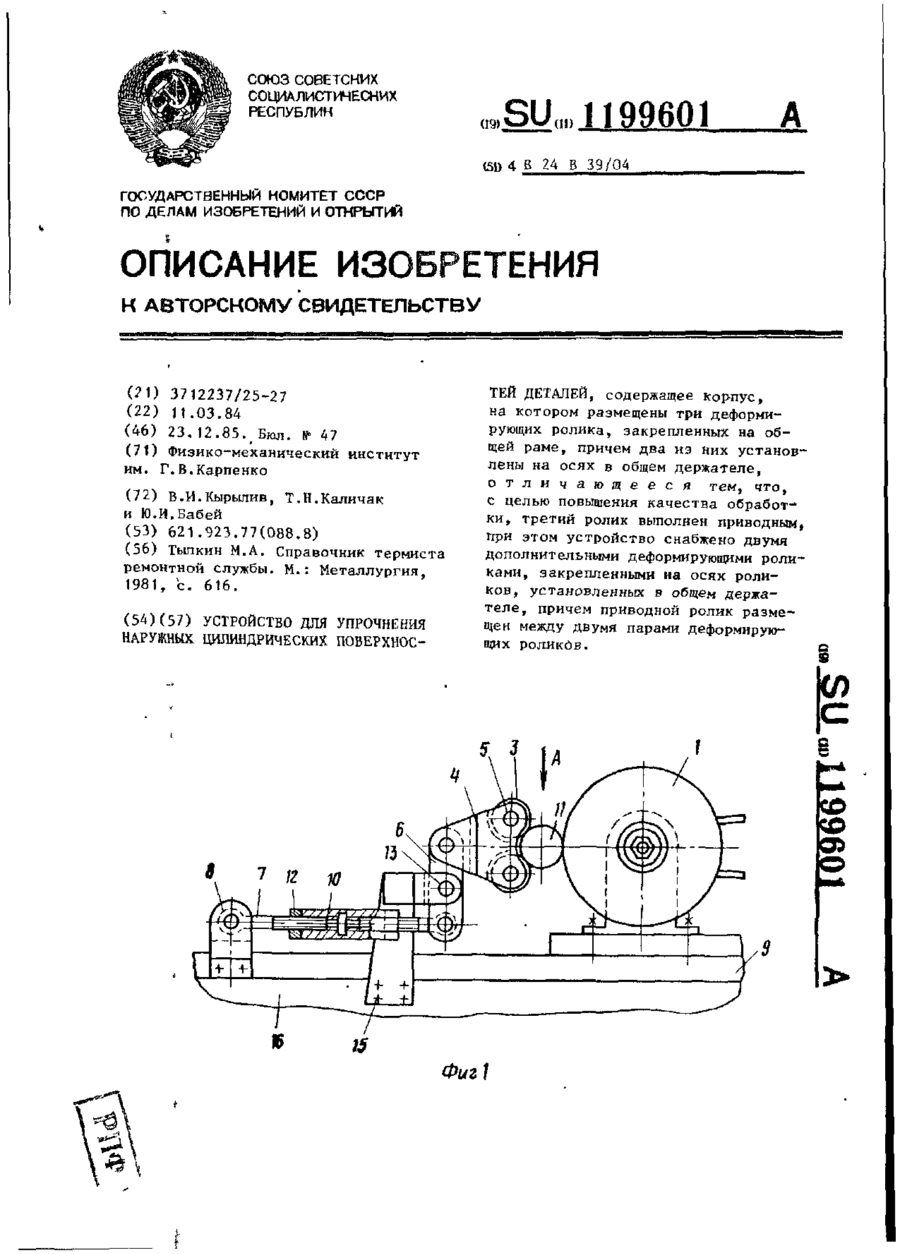
Устройство для упрочнения наружных цилиндрических поверхностей деталей, содержащее корпус, на котором размещены три деформирующих ролика, закрепленных на общей раме, причем два из них установлены на осях в общем держателе, отличающееся тем, что, с целью повышения качества обработки, третий ролик выполнен приводным, при этом устройство снабжено двумя дополнительными деформирующими роликами, закрепленными на осях роликов, установленных в...
Попередній патент: Спосіб перетворення хімічної енергії палива в механічну
Наступний патент: Спосіб лікування туберкульозу легень
Випадковий патент: Спосіб лікування хворих на декомпенсоване хронічне легеневе серце