Установка безперервного лиття металу
Номер патенту: 1278
Опубліковано: 17.06.2002
Автори: КРАВЦОВ Владлен Васильович, Купін Володимир Миколайович
Формула / Реферат
Установка безперервного лиття металу, що включає металоприймач, з'єднаний з кристалізатором, пристрій нагрівання рідкого металу в металоприймачі, підключений до керованої системи підведення електричного струму, який відрізняється тим, що пристрій нагрівання рідкого металу в металоприймачі виконаний у вигляді трьох електродів з вузлами підведення електричного струму, електроди установлені вертикально по периметру металоприймача з можливістю контактування з рідким металом, а вузли підведення електричного струму змонтовані в нижній частині електродів, поблизу подини металоприймача.
Текст
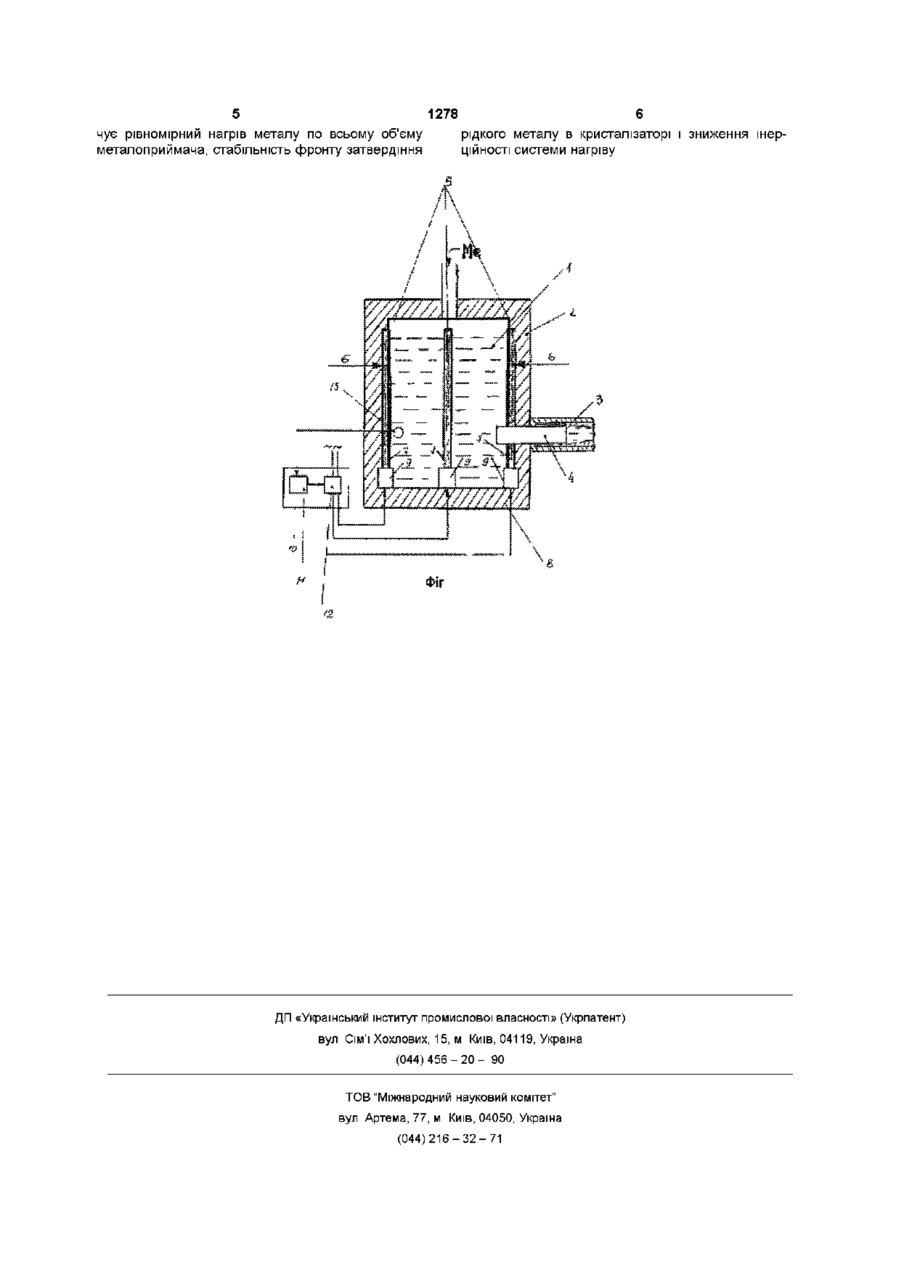
Установка безперервного лиття металу, що включає металоприймач, з'єднаний з кристалізатором, пристрій нагрівання рідкого металу в мета лоприимачі, підключений до керованої системи підведення електричного струму, який відрізняється тим, що пристрій нагрівання рідкого металу в металоприймачі виконаний у вигляді трьох електродів з вузлами підведення електричного струму, електроди установлені вертикально по периметру металоприймача з можливістю контактування з рідким металом, а вузли підведення електричного струму змонтовані в нижній частині електродів, поблизу подини металоприймача Корисна, модель відноситься до металурги, а саме, до безперервного лиття металів і сплавів Одною з проблем в роботі установок лиття металу є підтримка в процесі лиття заданої температури рідкого металу в металоприймачі для забезпечення стабільності фронту затвердіння металу в кристализаторі, від чого залежить якість литих заготовок Відома багатострумкова машина горизонтального безперервного лиття металу (О Шатапн, «Горизонтальне безперервне лиття кольорових металів і сплавів» - «Металургія», 1974 - С 36 37), що включає з'єднаний з кристалізатором металоприймач, для нагріву якого передбачено шість селітових нагрівачів, що установлені вертикально в проміжку між внутрішнім і ЗОВНІШНІМ кожухами металоприймача Загальними ознаками зазначеної машини і корисної моделі, що заявляється, є установка безперервного лиття металу, що включає металоприймач, з'єднаний з кристалізатором, і пристрій нагрівання рідкого металу в металоприймачі Конструкція зазначеної машини не забезпечує підтримки температури рідкого металу в металоприймачі з необхідною точністю (±5°С) в результаті нерівномірного прогріву рідкого металу в металоприймачі і великої термодинамічної інертності системи Це пояснюється тим, що нагрівання рідкого металу здійснюють шляхом передачі тепла від кожуха, що нагрівається, до рідкого металу, в результаті чого поблизу стінок металоприймача температура рідкого металу вище, ніж в інших ча стинах його об'єму, а прогрівання всього об'єму металу вимагає значного часу Як прототип вибрана установка безперервного лиття сталі, відома по авторському свідоцтву СРСР № 1158286, МКВ4 B22D11/16, пріоритет від 24 10 83, що включає металоприймач, з'єднаний, з кристалізатором, пристрій нагрівання рідкого металу в металоприймачі, вмонтований в кожух металоприймача і підключений до керованої системи підведення електричного струму Особливістю конструкції, вибраної за прототип, є наступне Для подачі рідкого металу до металоприймача передбачена регульована стопорна пара Відхилення стопора від заданого оптимального положення свідчить або про розмивання, або про заростання стопорної пари, що може бути попереджено ВІДПОВІДНОЮ зміною температури металу в металоприймачі Система підведення електричного струму до пристрою нагрівання виконана керованою і з'єднана з датчиком положення стопора Сигнал з датчика положення стопора порівнюється з заданим оптимальним положенням стопора і при розбіжності в бік перевищення, що свідчить про заростання стопорної пари, включається пускач обмотки нагрівача, підвищується температура рідкого металу й усувається заростання При розбіжності в бік зменшення, що свідчить про розмивання стопорної пари, відкривається вентиль подачі інертного газу і відбувається зниження температури в металоприймачі Загальними ознаками прототипу і корисної моделі, що заявляється, є установка безперервно 00 1278 го лиття металу, що включає металоприимач, з'єднаний з кристалізатором і пристрій нагрівання рідкого металу в металоприймачі, підключений до керованої системи підведення електричного струму Конструкція машини, вибраної за прототип, передбачає можливість регулювання температури рідкого металу в процесі лиття Однак, розміщення засобів нагрівання рідкого металу в кожусі металоприймача, як і в наведеному вище аналогу, не дозволяє підтримувати температуру рідкого металу в процесі лиття з необхідною точністю (±5°С) Це пояснюється тим, що нагрівання рідкого металу здійснюють шляхом передачі тепла від кожуха, що нагрівається, до рідкого металу, в результаті чого поблизу стінок металоприймача температура рідкого металу вище, ніж в інших частинах його об'єму, а прогрівання всього металу вимагає значного часу Зазначені недоліки особливо проявляються при використанні металоприймачів великого об'єму Так, використання системи нагрівання, що передбачена прототипом, в металоприймачах МІСТКІСТЮ порядку 150т тягне за собою значні перепади температури по об'єму металоприймача і, як наслідок, нестабільність фронту затвердіння металу в кристаллизаторі і зниження якості литих заготовок В основу корисної моделі поставлена задача удосконалення установки для безперервного лиття металу, в якій, за рахунок особливостей конструктивного виконання, забезпечується рівномірність нагрівання рідкого металу по всьому об'єму металоприймача і зниження шерційності системи нагрівання, чим досягається стабільність фронту затвердіння металу в кристалізаторі і, як наслідок, підвищення якості литих заготовок Поставлена задача вирішується тим, що в установці безперервного лиття металу, що включає металоприимач, з'єднаний з кристалізатором, пристрій нагрівання рідкого металу в металоприймачі, підключений до керованої системи підведення електричного струму, згідно до корисної моделі, що заявляється, пристрій нагрівання рідкого металу в металоприймачі виконано у вигляді трьох електродів з вузлами підведення електричного струму, електроди установлені вертикально і рівномірно по периметру металоприймача з можливістю контактування з рідким металом в металоприймачі, а вузли підведення електричного струму змонтовані в нижній частині електродів, поблизу подини металоприймача Зазначені ознаки складають сутність корисної моделі Причинно-наслідковий зв'язок суттєвих ознак корисної моделі і технічного результату, що досягається, (рівномірне нагрівання рідкого металу по всьому об'єму металоприймача і зниження інерЦІЙНОСТІ системи нагрівання) виявляється в наступному Виконання пристрою нагрівання рідкого металу в металоприймачі у вигляді трьох електродів з вузлами підведення електричного струму, установлених вертикально і рівномірно по периметру металоприймача з можливістю контактування з рідким металом у металоприймачі, забезпечує протікання електричного струму через весь об'єм рідкого металу в металоприймачі з виділенням тепла безпосередньо в масі рідкого металу, результатом чого буде рівномірний прогрів всього об'єму рідкого металу, від дзеркала до подини металоприймача Розташування вузлів підведення електричного струму в нижній частині зазначених електродів поблизу подини металоприймача забезпечує прогрів усього металу, незалежно від його рівня в металоприймачі, починаючи з моменту подачі металу в металоприимач до повної його витрати через кристалізатор При цьому через частину електродів, що оголилася, (у міру опускання дзеркала металу) електричний струм протікати не буде Підключення електродів до керованої системи підведення електричного струму дозволить регулювати параметри струму і напруги на електродах, а тим самим і теплову потужність, що виділяється в об'ємі металу і, таким чином, підтримувати задану температуру рідкого металу в процесі лиття Крім того, проходження струму через весь об'єм металу забезпечує швидкий прогрів металу і, тим самим, дозволяє значно знизити термодинамічну шерційність системи нагрівання Нижче наводиться опис корисної моделі, що заявляється, з посиланнями на креслення, на якому приведено схематичне зображення установки безперервного лиття Установка безперервного лиття включає металолриймач 1 з теплоізоляційною футеровкою 2, з'єднаний з кристалізатором 3 через стакан 4 В футеровку 2 металоприймача 1 вертикально, на рівній відстані друг від друга вмонтовано три електроди 5 з можливістю контактування з рідким металом в металоприймачі 1 Кожний з електродів 5 виконаний графітовим і з'єднаний з засобами підведення води, що охолоджує 6 На електродах 5, у нижній їх частині 7, поблизу подини 8 металоприймача 1, виконані вузли підведення електричного струму 9, підключені до системи підведення електричного струму 10, в яку, для керування параметрами струму і напруги на електродах, 5 включено регулятор потужності 11 і пристрій автоматичного керування 12 температурою металу В футеровку 2 металоприймача 1, на рівні кристалізатора 3, установлений датчик температури 13 рідкого металу, що з'єднаний з пристроєм автоматичного керування 12 температурою рідкого металу Установка працює таким чином Металоприимач 1 заповнюють рідким металом Рідкий метал з металоприймача 1, через стакан 4 поступає в кристалізатор 3 Сигнал датчика температури 13 рідкого металу надходить в пристрій автоматичного керування 12 температурою рідкого металу, де порівнюється з заданим значенням температури В результаті порівняння виробляється керуючий сигнал для регулятора потужності 11, що, в свою чергу, змінює параметри струму і напруги на електродах 5 У результаті, в об'ємі рідкого металу виділяється та КІЛЬКІСТЬ тепла, яка необхідна для підтримки заданої температури рідкого металу в металоприймачі 1 з мінімальними відхиленнями, що допускаються (±5°С) Таким чином, установка безперервного лиття, що заявляється в якості корисної моделі, забезпе 5 1278 6 чує рівномірний нагрів металу по всьому об'єму рідкого металу в кристалізаторі і зниження інерметалоприймача, стабільність фронту затвердіння ційності системи нагріву ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюKravtsov Vladlen Vasyl'iovych, Kupin Volodymyr Mykolaiovych
Автори російськоюКравцов Владлен Васильевич, Купин Владимир Николаевич
МПК / Мітки
МПК: B22D 11/16
Мітки: безперервного, установка, металу, лиття
Код посилання
<a href="https://ua.patents.su/3-1278-ustanovka-bezperervnogo-littya-metalu.html" target="_blank" rel="follow" title="База патентів України">Установка безперервного лиття металу</a>
Установка безперервного розливу металу
Номер патенту: 153
Опубліковано: 30.04.1998
Автори: МАХМУДОВ Олександр Гафарович, КРАВЦОВ Владлен Васильович
МПК: B22D 11/14
Мітки: металу, безперервного, установка, розливу
Формула / Реферат:
Установка безперервного розливу металу, що містить порожнистий металоприймач, зв'язаний з ним кристалізатор, робочий канал якого сполучений з порожниною металоприймача в нижній його частині, яка відрізняється тим, що верхня частина порожнини металоприймача відділена від нижньої її частини ступінчатим переходом і при цьому площа поперечного січення порожнини в верхній її частині перевищує площу поперечного січення порожнини в нижній частині...
Установка безперервного розливу металу

Номер патенту: 936
Опубліковано: 16.07.2001
Автори: КРАВЦОВ Владлен Васильович, МАХМУДОВ Олександр Гафарович
МПК: B22D 11/12
Мітки: металу, безперервного, розливу, установка
Формула / Реферат:
1. Установка безперервного розливу металу, що містить засіб подачі рідкого металу, кристалізатор і пристрій витягування заготівки, яка відрізняється тим, що між кристалізатором і пристроєм витягування заготівки встановлений термоциклічний модуль, виконаний у вигляді порожнистого корпусу з отворами, співвісними з кристалізатором, в якому послідовно вздовж осі заготівки розташовані секції охолоджування і нагріву.2. Установка по п. 1, яка...
Спосіб безперервного лиття заготівок
Номер патенту: 41024
Опубліковано: 15.08.2001
Автори: МАХМУДОВ Олександр Гафарович, КРАВЦОВ Владлен Васильович
МПК: B22D 11/16
Мітки: безперервного, заготівок, лиття, спосіб
Формула / Реферат:
Спосіб безперервного лиття заготівок, що включає подачу рідкого металу в герметичний металоприймач, подачу в металоприймач інертного газу під тиском, подачу металу з металоприймача в кристалізатор, безперервне витягування заготівок із кристалізатора, який відрізняється тим, що додатково вимірюють поточну швидкість витягування заготівок із кристалізатора, а поточний тиск інертного газу в металоприймачі встановлюють по...
Установка для безперервного лиття металу
Номер патенту: 24014
Опубліковано: 31.08.1998
Автор: Уолтер Ф.Прег
МПК: B22D 11/06
Мітки: безперервного, металу, лиття, установка
Формула / Реферат:
1. Установка для непрерывного литья металла, содержащая установленные с зазором горизонтальные валки и средства удержания жидкого металла с торцевых сторон валков, выполненные в виде электромагнитов переменного тока, магнитные полюса одного из которых находятся вблизи зазора между валками с одной торцевой их стороны, в магнитные плюса другого - вблизи зазора между валками с другой их стороны, отличающаяся тем, что магнитные полюса...
Установка безперервної розливки металу

Номер патенту: 26249
Опубліковано: 19.07.1999
Автори: КРАВЦОВ Владлен Васильович, МАХМУДОВ Олександр Гафарович
МПК: B22D 11/18, B22D 11/14, B22D 11/10
Мітки: установка, безперервної, розливки, металу
Формула / Реферат:
Установка безперервної розливки металу, що включає кристалізатор з герметичним металоприймачем, відкриту проміжну ємкість, розміщену над кристалізатором і з'єднану з порожниною металоприймача розливним стаканом, розливний ківш, виконаний з можливістю подачі рідкого металу а проміжну ємкість, засоби управління витратою рідкого металу, а також джерело стиснутого газу, з'єднане з герметичним металоприймачем, яка відрізняється тим, що засоби...
Попередній патент: Упаковка питної рідини (варіанти)
Наступний патент: Камера допалення коксозольного залишку для реактора установки газифікації вугілля
Випадковий патент: Спосіб лікування хворих на гнійно-септичну патологію м'яких тканин