Виливниця сталерозливальна наскрізна
Номер патенту: 21877
Опубліковано: 30.04.1998
Автори: Стець Павло Денисович, Міронов Євген Костянтинович, Горягін Василь Олексійович, Гоч Микола Григорович, Дворядкін Борис Олександрович, Лісовий Віктор Васильович, Локтіонов Петро Якович

Формула / Реферат
Изложница сталеразливочная сквозная с гранями, имеющими переменную толщину стенок и вогнутые участки на внутренней поверхности, отличающаяся тем, что внутренняя поверхность каждой грани образована тремя плоскостями в виде фигуры, в поперечном сечении представляющей собой у нижнего торца боковые стороны равнобедренного треугольника, на половине высоты грани -боковые стороны и верхнее основание равнобедренной трапеции, при этом центральная плоскость-одна из образующих внутреннюю поверхность каждой грани - в проекции на грань имеет вид равнобедренного треугольника, с вершиной у нижнего торца и основанием, равным ширине внутренней поверхности грани у верхнего торца, вогнутость грани у нижнего торца и на половине ее высоты составляет соответственно 0,15- 0,20 и 0,075-0,1 толщины стенки, а радиус сопряжения плоскостей равен 0,2- 0,3 ширины внутренней поверхности грани.
Текст
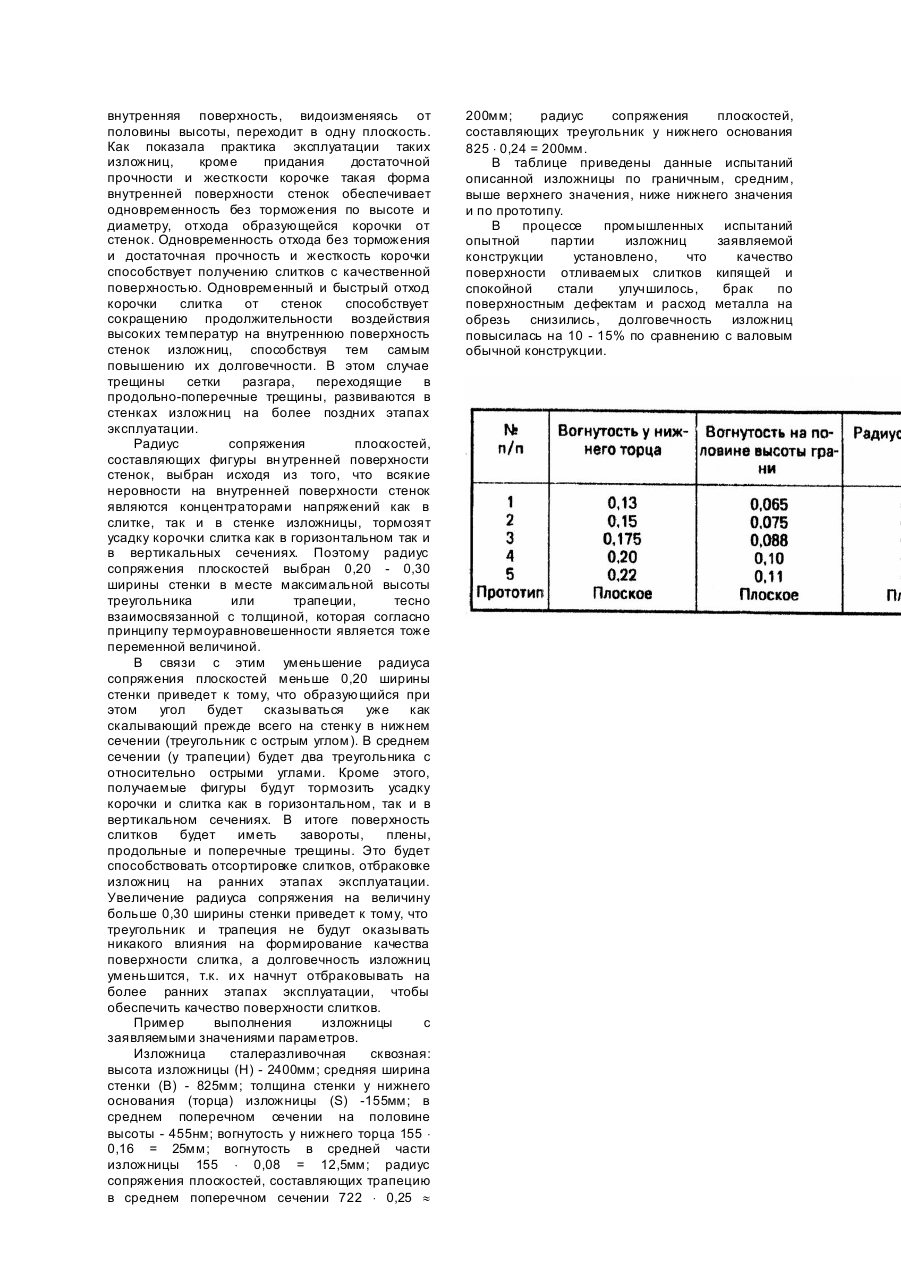
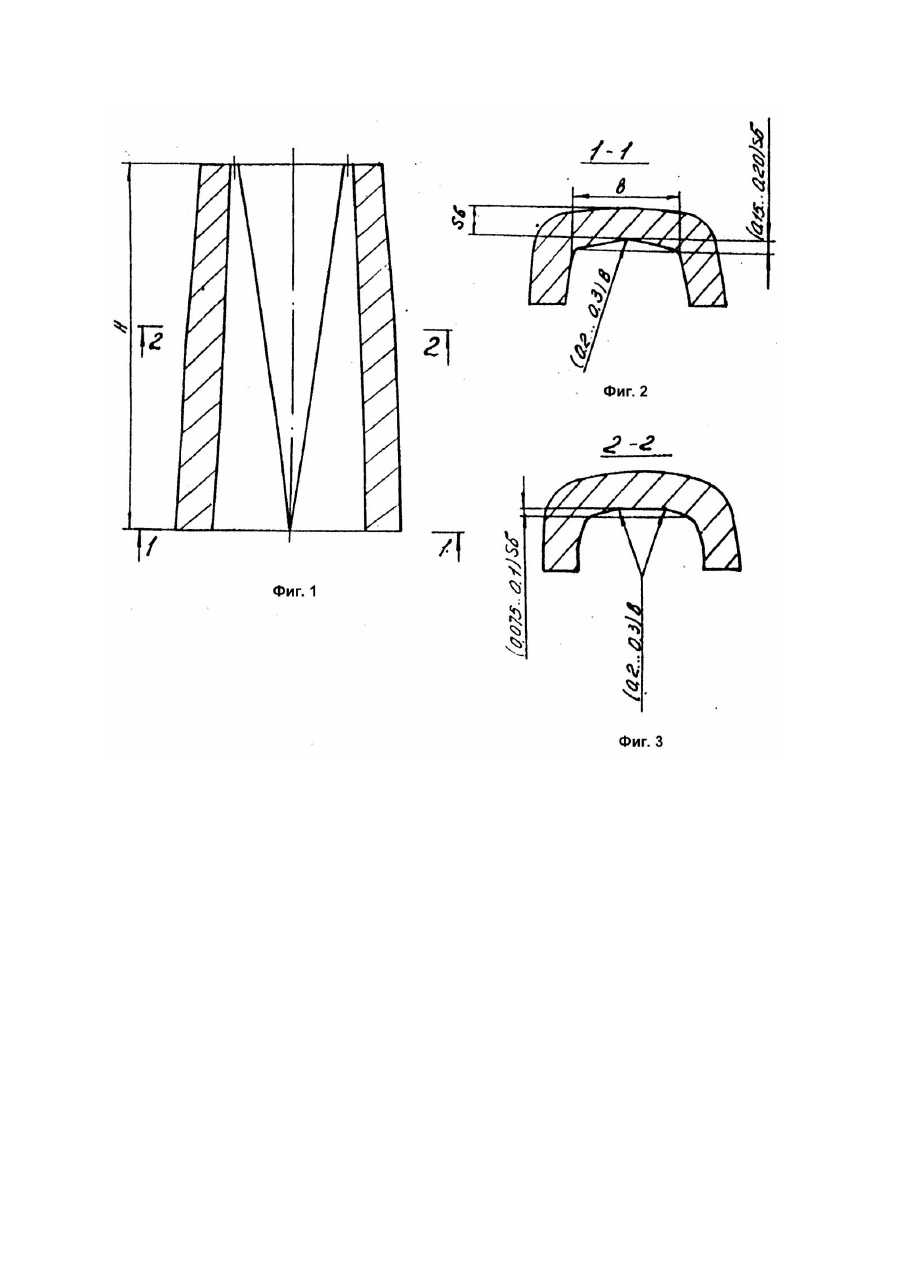
Изобретение относится к черной металлургии, а именно к сталеразливочным изложницам, применяемым для отливки слитков сифоном сверху и спокойной и кипящей стали в сквозные изложницы и может быть использовано в сталеплавильных сталелитейных цеха х. В настоящее время значительный объем стали разливается на металлургических предприятиях в сквозные изложницы сверху и сифоном на одно- и многоместных поддонах, в т.ч. спокойной с утеплением головной части слитков с помощью теплоизоляционных вкладышей. При расчете основных геометрических параметров и проектировании сквозных изложниц в последние годы широко используется принцип термоуравновешенности отливок, предусматривающий переменное значение толщин стенок в продольном и поперечном сечениях, а также вогнутость внутренней и выпуклость наружной поверхностей стенок изложниц. Длительная практика эксплуатации изложниц показала, что такие изложницы не всегда обеспечивают достаточно высокое качество поверхности слитков высокоуглеродистых и низколегированных сталей. Анализ причин появления трещин и заворотов на поверхности слитков показал, что такие выпады по качеству поверхности слитков наблюдаются при скоростной разливке стали, в т.ч. с утеплением головной части слитков теплоизоляционными вкладышами, отступления от температурного режима эксплуатации изложниц и разливки стали. В связи с этим по мере появления и развития сетки трещин разгара такие изложницы выводятся из эксплуатации на более ранних этапах эксплуатации, чтобы обеспечить высокое качество поверхности слитков. Обусловлено это тем, что по мере роста толщины слоя окисленного металла на внутренней поверхности изложниц уменьшается теплопоглощающая способность стенки. В связи с этим образующаяся корочка в процессе наполнения или сразу после наполнения изложницы сталью имеет недостаточную прочность и под действием ферростатического давления или гидродинамического удара струи и выше верхлежащих слоев жидкого металла происходит её разрыв, что, естественно, отражается на качестве поверхности слитков. Появляющиеся трещины сетки разгара способствуют торможению усадки корочки, что также приводит к ее разрыву и появлению трещин на поверхности слитков [1]. Наиболее близкой по существу и достигаемому эффекту является, выбранная в качестве прототипа, изложница, у которой проекция каждого вогнутого участка на грань имеет форму полуэллипса с расположением малой оси на большом основании грани, причем площадь вогнутого участка рабочих поверхностей составляет 50 - 60% общей площади грани [2]. Решая в целом проблему повышения эксплуатационной долговечности изложниц за счет уменьшения коробления стенок и продолжительности воздействия высоких температур на чугун в поверхностном слое внутренней стенки, данная изложница не затрагивает влияния внутренней поверхности стенок на теплообмен, жесткость и прочность образующейся корочки и качество поверхности слитков. Это сужает диапазон применения таких изложниц, в особенности при отливке в эти изложницы сифоном слитков кипящей, полуспокойной и спокойной стали с утеплением головной части слитков теплоизоляционными вкладышами. Форма внутренней поверхности изложниц в зоне интенсивных и обратных циркуляционных потоков стали при сифонной ее разливке не обеспечивает достаточную жесткость и прочность корочки стали как в момент ее формирования при наполнении изложницы сталью, так и в процессе ее усадки при кристаллизации и охлаждении слитка, что обусловлено недостаточной теплоаккумулирующей способностью стенок, в особенности в зоне теплового центра грани слитка. В основу изобретения поставлена задача усовершенствовать конструкцию изложницы путем изменения формы внутренней поверхности стенок так, чтобы обеспечить теплоаккумулирующую способность стенок, позволяющую получить жесткую и прочную корочку слитка, что снизит отбраковку слитков по поверхностным дефектам и повысит долговечность изложниц. Поставленная задача достигается тем, что в изложнице сталеразливочной сквозной с гранями, имеющими переменную толщин у стенок и вогнутые участки на внутренней поверхности согласно изобретению внутренняя поверхность каждой грани образована тремя плоскостями в виде фигуры, в поперечном сечении представляющей собой у нижнего торца боковые стороны равнобедренного треугольника, на половине высоты грани - боковые стороны и верхнее основание равнобедренной трапеции, при этом центральная плоскость - одна из образующих внутреннюю поверхность каждой грани - в проекции на грань имеет вид равнобедренного треугольника, с вершиной у нижнего торца и основанием, равным ширине внутренней поверхности грани у верхнего торца, вогнутость грани у нижнего торца и на половине ее высоты составляет соответственно 0,15 - 0,20 и 0,075 - 0,1 толщины стенки, а радиус сопряжения плоскостей равен 0,2 - 0,3 ширины внутренней поверхности грани. Сущность изобретения заключается в следующем. Внутренняя поверхность стенок изложниц тесно взаимосвязана с качеством поверхности слитков и выбрана прежде всего с целью обеспечения достаточной прочности образующейся корочки слитка в процессе и сразу после наполнения изложницы сталью. С этой целью внутренняя поверхность стенок изложниц у нижнего торца, там где максимально сказывается охлаждающий эффект поддона имеет вид равнобедренного треугольника. На половине высоты стенки, где имеет место тепловой центр слитка, и где в меньшей мере сказывается охлаждающий эффект поддона, внутренняя поверхность стенок имеет форму равнобедренной трапеции, обеспечивающей максимальную жесткость и прочность образующейся корочки. У верхнего торца изложницы трапеция переходит в одну плоскость. Вогнутость у нижнего торца и на половине высоты грани тесно взаимосвязаны между собой и толщиной стенок изложницы. Радиус сопряжения плоскостей, образующих треугольник и трапецию, по всей высоте тесно взаимосвязанных между собой и шириной стенки, обеспечивают свободную без торможения усадку корочки, не служит концентратором напряжений и причиной образования и развития трещин на стенках на ранних этапах эксплуатации. Получаемая таким образом форма внутренней поверхности стенок обеспечивает достаточные прочность корочке и качество поверхности слитков, исключает отбраковку изложниц на ранних этапах, эксплуатации, обеспечивая тем самым низкий их удельный расход. Причинно-следственная связь между совокупностью существенных признаков заявляемого изобретения и достигаемым техническим результатом заключается в том, что выполнение внутренней поверхности стенок заявляемой формы и параметров обеспечивает достаточную жесткость и прочность образующейся при наполнении и сразу после наполнения изложницы сталью корочки, качественную без заворотов и трещин поверхность слитков, высокую долговечность изложниц за счет отбраковки их на более поздних этапах эксплуатации. На фиг.1 изображен общий вид изложницы; на фиг.2 - 3 - сечения узкой стенки на разных высотах. Изложница содержит стенки, верхний и нижний торцы. Стенки имеют переменную в горизонтальном и вертикальном сечениях толщину и вогнутость внутренней поверхности, общая высота изложницы H, толщина стенки SB, ширина B. Размеры составных частей стенок и радиусы сопряжения их по высоте изложницы выбраны таким образом, чтобы изложница не выходила из строя по трещинам на ранних этапах эксплуатации, а внутренняя поверхность стенок обеспечила достаточную прочность и жесткость корочки, качественную без трещин и заворотов поверхность слитков. С этой целью у донной части изложницы, там где в момент заполнения изложницы имеют место максимальный гидродинамический удар и ферростатическое давление на образующуюся корочку и где сказывается на ее формирование максимальное охлаждающее влияние поддона, внутренней поверхности стенки необходимо придать форму треугольника. Эта форма стенки обеспечивает достаточную жесткость и прочность корочке слитка образующейся в момент и сразу после наполнения изложницы сталью. Вогнутость в этом месте имеет максимальное значение, обеспечивая тем самым необходимую прочность и жесткость поверхности слитка. Кроме того, получаемая фигура не тормозит усадку корочки слитка в горизонтальном сечении. Анализ тепловой работы стенок показал также, что стенки в нижней части в момент наполнения изложницы испытывают минимальные по сравнению со средней частью тепловые нагрузки, но принимают максимальный гидродинамический удар. Как показала практика эксплуатации таких изложниц, придание внутренней поверхности у нижнего торца формы треугольника не привела к образованию трещин на ранних этапах эксплуатации изложниц, что способствует повышению их долговечности из-за отбраковки на более поздних этапах эксплуатации. Уменьшение вогнутости меньше 0,15 толщины стенки изложницы приведет к тому, что в этом случае образуемая фигура не будет оказывать влияния на формирование корочки слитка и качество поверхности слитка. Увеличение вогнутости больше 0,20 толщины стенки приведет к тому, что в этом случае получаемая форма треугольника будет тормозить усадку корочки в момент ее образования, замедлит ее отход от поверхности стенки, что в итоге приведет к появлению заворотов и трещин на поверхности слитков, к более ранней отбраковке изложниц с трещинами сетки разгара. По мере роста столба металла в изложнице охлаждающее влияние поддона уменьшается и на половине высоты изложницы минимальное. По мере прогрева стенок уменьшается теплоаккумулирующая способность стенки, в связи с этим возрастает вероятность разрыва корочки под действием ферростатического давления вышележащих слоев стали, так и из-за торможения усадки внутренней поверхностью стенок изложницы. В этом случае в качестве оптимальной формы сечения изложницы является форма равнобедренной трапеции - именно такая форма внутренней поверхности обеспечивает максимальную жесткость и прочность образующейся корочки, не тормозит ее усадку, обеспечивает высокое качество поверхности слитков, не приводит к образованию трещин на внутренней поверхности стенок на ранних этапах эксплуатации. Параметры равнобедренной трапеции являются также оптимальными. Уменьшение вогнутости на половине высоты грани менее 0,075 толщины стенки приведет к тому, что в этом случае получаемая фигура не будет оказывать влияния на прочность и жесткость корочки в момент ее образования, зато тормозит ее усадку, способствует тем самым зарождению и развитию поперечных трещин в зоне теплового центра слитка. Вогнутость такой высоты в зоне длительных тепловых нагрузок станет концентратором напряжений и причиной образования продольных трещин на внутренней поверхности стенок. Увеличение вогнутости на половине высоты грани больше 0,10 толщины стенки приведет к тому, что в этом случае получаемая фигура будет способствовать образованию трещин и заворотов на поверхности слитков, являясь концентратором напряжений и причиной торможения корочки при ее усадке. Вогнутость с такой высотой в зоне максимальных по длительности и величине температурных напряжений и деформаций станет причиной образования и развития продольных трещин на внутренней поверхности стенок, которые со временем развиваются от средней части на всю высоту стенок. По мере возрастания столба металла и возрастания влияния охлаждающей способности верхней части изложниц (концевого эффекта) и окружающей среды роль формы внутренней поверхности стенок на формирование качества поверхности слитков и напряжений в стенке изложницы уменьшается. В связи с этим у верхнего торца внутренняя поверхность, видоизменяясь от половины высоты, переходит в одну плоскость. Как показала практика эксплуатации таких изложниц, кроме придания достаточной прочности и жесткости корочке такая форма внутренней поверхности стенок обеспечивает одновременность без торможения по высоте и диаметру, отхода образующейся корочки от стенок. Одновременность отхода без торможения и достаточная прочность и жесткость корочки способствует получению слитков с качественной поверхностью. Одновременный и быстрый отход корочки слитка от стенок способствует сокращению продолжительности воздействия высоких температур на внутреннюю поверхность стенок изложниц, способствуя тем самым повышению их долговечности. В этом случае трещины сетки разгара, переходящие в продольно-поперечные трещины, развиваются в стенках изложниц на более поздних этапах эксплуатации. Радиус сопряжения плоскостей, составляющих фигуры вн утренней поверхности стенок, выбран исходя из того, что всякие неровности на внутренней поверхности стенок являются концентраторами напряжений как в слитке, так и в стенке изложницы, тормозят усадку корочки слитка как в горизонтальном так и в вертикальных сечениях. Поэтому радиус сопряжения плоскостей выбран 0,20 - 0,30 ширины стенки в месте максимальной высоты треугольника или трапеции, тесно взаимосвязанной с толщиной, которая согласно принципу термоуравновешенности является тоже переменной величиной. В связи с этим уменьшение радиуса сопряжения плоскостей меньше 0,20 ширины стенки приведет к тому, что образующийся при этом угол будет сказываться уже как скалывающий прежде всего на стенку в нижнем сечении (треугольник с острым углом). В среднем сечении (у трапеции) будет два треугольника с относительно острыми углами. Кроме этого, получаемые фигуры будут тормозить усадку корочки и слитка как в горизонтальном, так и в вертикальном сечениях. В итоге поверхность слитков будет иметь завороты, плены, продольные и поперечные трещины. Это будет способствовать отсортировке слитков, отбраковке изложниц на ранних этапах эксплуатации. Увеличение радиуса сопряжения на величину больше 0,30 ширины стенки приведет к тому, что треугольник и трапеция не будут оказывать никакого влияния на формирование качества поверхности слитка, а долговечность изложниц уменьшится, т.к. и х начнут отбраковывать на более ранних этапах эксплуатации, чтобы обеспечить качество поверхности слитков. Пример выполнения изложницы с заявляемыми значениями параметров. Изложница сталеразливочная сквозная: высота изложницы (H) - 2400мм; средняя ширина стенки (B) - 825мм; толщина стенки у нижнего основания (торца) изложницы (S) -155мм; в среднем поперечном сечении на половине высоты - 455нм; вогнутость у нижнего торца 155 × 0,16 = 25мм; вогнутость в средней части изложницы 155 × 0,08 = 12,5мм; радиус сопряжения плоскостей, составляющих трапецию в среднем поперечном сечении 722 × 0,25 » 200мм; радиус сопряжения плоскостей, составляющих треугольник у нижнего основания 825 × 0,24 = 200мм. В таблице приведены данные испытаний описанной изложницы по граничным, средним, выше верхнего значения, ниже нижнего значения и по прототипу. В процессе промышленных испытаний опытной партии изложниц заявляемой конструкции установлено, что качество поверхности отливаемых слитков кипящей и спокойной стали улучшилось, брак по поверхностным дефектам и расход металла на обрезь снизились, долговечность изложниц повысилась на 10 - 15% по сравнению с валовым обычной конструкции.
ДивитисяДодаткова інформація
Назва патенту англійськоюSteel-smelting open-bottom casting mold
Автори англійськоюStets Pavlo Denysovych, Lisovyi Viktor Vasyliovych, Loktionov Petro Yakovych, Horiahin Vasyl Oleksiiovych, Hoch Mykola Hryhorovych, Mironov Yevhen Kostiantynovych, Dviroadkin Borys Oleksandrovych
Назва патенту російськоюИзложница сталеразливочная сквозная
Автори російськоюСтець Павел Денисович, Лисовый Виктор Васильевич, Локтионов Петр Яковлевич, Горягин Василий Алексеевич, Гоч Николай Григорьевич, Миронов Евгений Константинович, Дворядкин Борис Александрович
МПК / Мітки
МПК: B22D 7/06
Мітки: виливниця, сталерозливальна, наскрізна
Код посилання
<a href="https://ua.patents.su/4-21877-vilivnicya-stalerozlivalna-naskrizna.html" target="_blank" rel="follow" title="База патентів України">Виливниця сталерозливальна наскрізна</a>
Глуходонна сталерозливальна виливниця

Номер патенту: 20985
Опубліковано: 07.10.1997
Автори: Каніщев Дмитро Федорович, Лісовий Віктор Васильович, Гелюх Андрій Костянтинович, Гоч Микола Григорович, Стець Павло Денисович, Філатов Олексій Іванович, Морозов Володимир Борисович, Шевченко Віктор Іванович, Додонов Михайло Киридович, Пожидаєв Євген Тимофійович, Чеботарьов Анатолій Петрович, Похілов Юрій Борисович
МПК: B22D 7/06
Мітки: глуходонна, виливниця, сталерозливальна
Формула / Реферат:
Глуходонная сталеразливочная изложница с переменной толщиной прямолинейных стенок, внутренняя поверхность которых переходит в сферическую форму дна, а наружная снабжена вертикальными охлаждающими элементами с волнистой поверхностью, отличающаяся тем, что охлаждающие элементы размещены на поверхности стенок без подъемных приспособлений по высоте стенки 0,20-0,30 от дна и выполнены с переменными по высоте изложницы радиусом и высотой волн с...
Виливниця сталерозливна глуходонна

Номер патенту: 21894
Опубліковано: 30.04.1998
Автори: Лісовий Віктор Васильович, Стець Павло Денисович, Горягін Василь Олексійович, Гоч Микола Григорович, Міронов Євген Костянтинович, Локтіонов Петро Якович, Дворядкін Борис Олександрович
МПК: B22D 7/06
Мітки: глуходонна, виливниця, сталерозливна
Формула / Реферат:
Изложница сталеразливочная, глуходонная, с переменной толщиной стенок, имеющая широкие и узкие грани, выполненные на части внутренней поверхности вогнутыми, отличающаяся тем, что внутренняя поверхность узких граней образована тремя плоскостями в виде фигуры, в поперечном сечении представляющей собой у верхнего торца боковые стороны равнобедренного треугольника, а книзу от верхнего торца - боковые стороны и верхнее основание равнобедренной...
Глуходонна сифонна виливниця

Номер патенту: 13142
Опубліковано: 28.02.1997
Автори: Бродський Сергій Сергійович, Борисов Юрій Миколайович, Філатов Олексій Іванович, Клименко Павло Євгенович, Стець Павло Денисович, Курганов Віктор Олександрович, Підберезний Микола Петрович, Климов Юрій Васильович, Лісовий Віктор Васильович
МПК: B22D 7/06
Мітки: сифонна, виливниця, глуходонна
Формула / Реферат:
(57) Глуходонная сифонная изложница, выполненная прямоугольной в поперечном сечении с переменной толщиной стенок граней, с утолщениями в нижних частях узких граней и на сопряженных с ними участках и с цапфами на широких гранях, отличающаяся тем, что утолщения выполнены на расстоянии до 0,06 высоты изложницы от ее нижнего торца, при этом высота и толщина утолщения соответственно составляет 0,44...0,98 и 0,28...0,64 максимальной толщины стенки...
Виливниця для одержання фракціонованих зливків марганцевих феросплавів
Номер патенту: 5956
Опубліковано: 29.12.1994
Автори: Гудима Степан Яківлевич, Полещук Петро Миколаєвич, Горяйнов Геннадій Євгенович, Величко Борис Федорович, Коваль Олександр Володимирович, Амброжевич Володимир Михайлович, Мельниченко Олексій Андрійович
МПК: B22D 7/06
Мітки: феросплавів, зливків, фракціонованих, одержання, виливниця, марганцевих
Формула / Реферат:
Изложница для получения фракционированных слитков марганцевых ферросплавов, выполненная с ячеистым дном, образованным продольными и поперечными ребрами, имеющими в поперечном сечении форму усеченного конуса, обращенного большим основанием книзу и выступами для ограничения максимального уровня заливки ферросплавов, отличающаяся тем, что высота продольных ребер больше высоты поперечных ребер в 1,3-1,8 раза и меньше высоты выступов для...
Спосіб одержання зливків
Номер патенту: 12702
Опубліковано: 28.02.1997
Автори: Кузнєцов Сергій Вікторович, Абрамов Віктор Валеріанович
МПК: B22D 7/00
Мітки: спосіб, зливків, одержання
Текст:
...7(5173) вычисляли усредненные значения * 0 1 ние между широкими гранями в 25 точках и между узкими гранями в 15 точках. 2. Через каждые 10 наливов повторяем п. 1. Например, для точки I - 13 на широкой грани- изложницы с номером J - 1 (5239) получили: Np.j количество наливов 10 20 30 40 50 fi3 прогиб, мм 3,3 5,7 9,9 13,9 17,3 Изложница вышла из строя по поперечным трещинам после Nmax.1 * 60 наливов. Аналогично, для других изложниц,...
Попередній патент: Методична піч
Наступний патент: Установка для виготовлення пива
Випадковий патент: Спосіб визначення рівня гострої летальної токсичності зворотної води