Склад електродного покриття для наплавки
Номер патенту: 19272
Опубліковано: 25.12.1997
Автори: Архангелов Олег Костянтинович, Петренко Валерій Анатолійович, Калін Миколай Андрійович, Удовенко Володимир Павлович, Ульянов Валєрій Васільєвіч, Соболь Валентин Миколайович, Рюмін Генадій Володимирович, Антоненко Миколай Петрович, Александрова Олена Владиславівна


Формула / Реферат
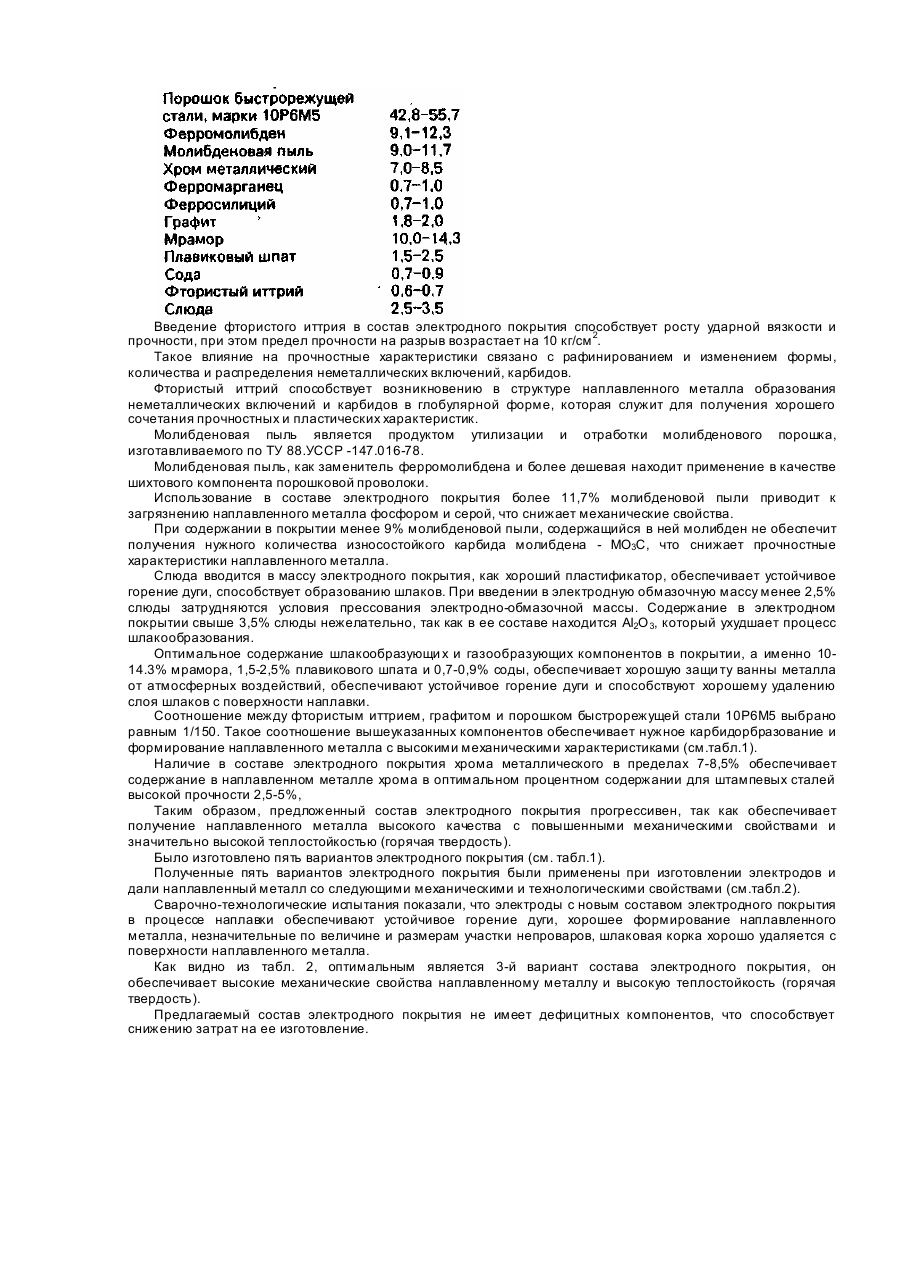
Состав электродного покрытия для наплавки, содержащий порошок быстрорежущей стали 10Р6М5, ферромолибден, хром металлический, ферромарганец, графит, мрамор, плавиковый шпат, сода, отличающийся тем, что состав дополнительно содержит: фтористый иттрий, ферросилиций, молибденовую пыль и слюду при следующем соотношении компонентов, мас.%:
Текст
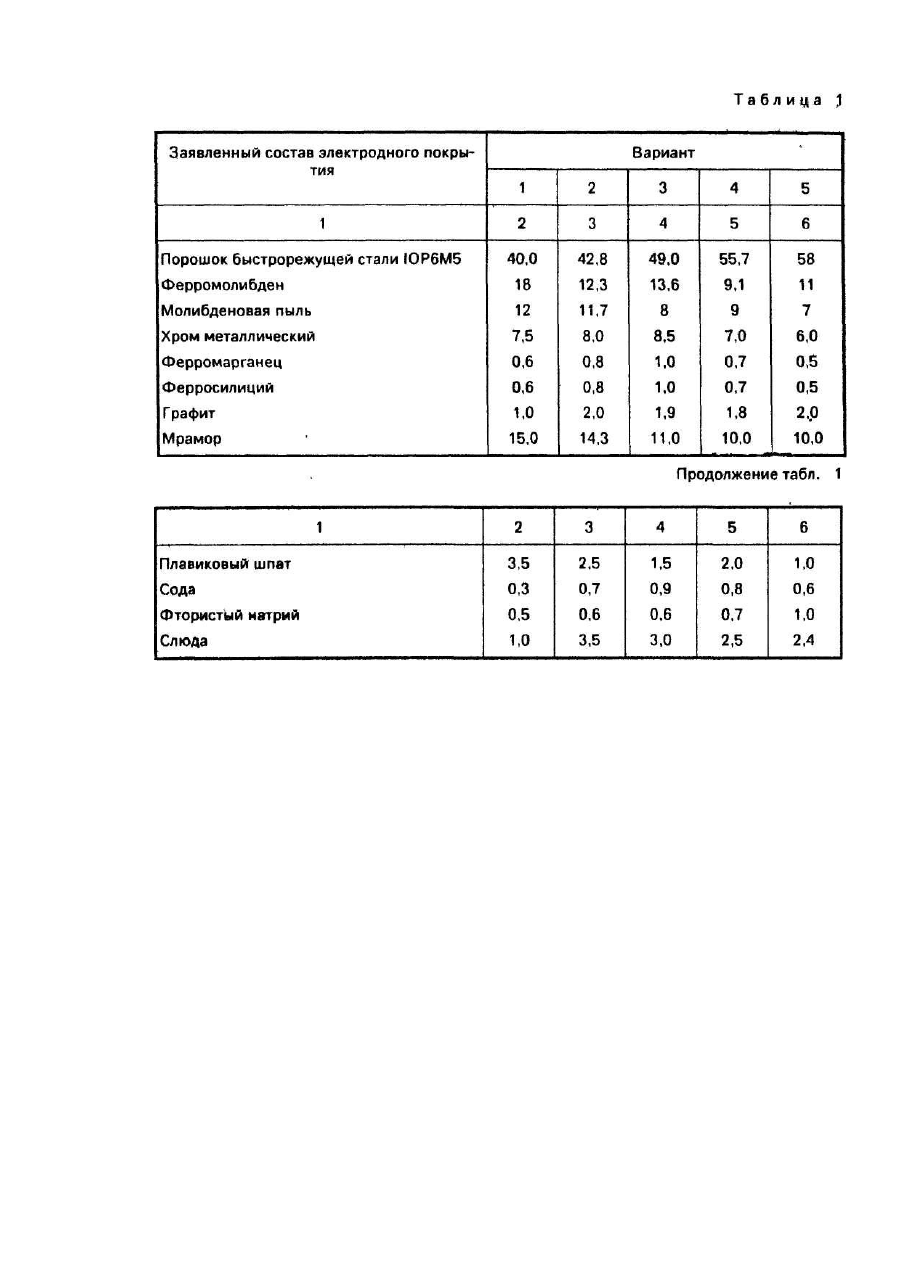
Изобретение относится к области сварки, в частности, к составам электродного покрытия для наплавки штампового инструмента, работающего до 600°С. Известные наплавочные материалы -электродные покрытия, предназначенные для наплавки штампового инструмента [1], не обеспечивают повышенных механических свойств наплавленного металла, роста теплостойкости и качества. Известный состав электродного покрытия имеет в своем составе следующие компоненты, мас. %: Настоящее электродное покрытие применяется для электродов, используемых при сварке и наплавке режущего инструмента, условия работы которого резко отличаются от требований к материалам и свойствам штампового, особенно горяче-штампового инструмента. Так, введение в состав электродного покрытия для наплавки штампов дефицитного элемента - двойной борид титана-хрома, вследствие его высокой твердости Нm = 220 кг/мм 2, в процессе наплавки и эксплуатации штампа вызывает образование трещин, что снижает его разгаростойкость и износостойкость. Использование такого компонента, как теллур, экономически не оправдано. Обычно обработка штампового инструмента, после его наплавки, осуществляется после отжига и возможно с применением стандартного режущего инструмента, не имеющего в своем составе теллура. Наличие меди в инструментальных сталях, а к ним относятся и штамповые стали, снижает их ковкость, а, следовательно, пластичность и вязкость, поэтому ее применение нежелательно. Таким образом, состав электродного покрытия не обеспечивает наплавленному металлу штампового инструмента высоких механических и те хнологических свойств. Наиболее близким по составу является покрытие электродного покрытия [2], содержащими в своем составе следующие компоненты, мас.%: Настоящее электродное покрытие также применяется для электродов, используемых при сварке и наплавке режущего инструмента, при этом образуется наплавленный металл типа быстрорежущей стали. Так, введение в состав электродного покрытия дефицитного элемента - двойной борид титана-хрома, 22,5% - вызывает образование глубоких трещин при наплавке этими электродами штамповых сталей. Высокое содержание феррованадия (15-17%) способствует образованию в наплавленном металле большого количества карбидов ванадия, которые ухудшают пластические свойства наплавленного металла, наносимого на штамповые стали. Содержание графита в электродном покрытии в количестве 5% способствует образованию нежелательных сложных карбидов вольфрама, хрома, что ухудшает механические свойства штамповой стали, вследствие образования трещин. Таким образом, состав электродного покрытия не может обеспечить наплавленному металлу штампового инструмента высоких механических и эксплуатационных свойств. Задачей настоящего изобретения является повышение механических свойств наплавленного металла, увеличение его теплостойкости-(горячая твердость) и росту качеств наплавленного металла. Технический результат достигается тем, что в состав электродного покрытия дополнительно введены фтористый иттрий, молибденовая пыль, слюда при следующем соотношении компонентов, мас.%: Введение фтористого иттрия в состав электродного покрытия способствует росту ударной вязкости и прочности, при этом предел прочности на разрыв возрастает на 10 кг/см 2. Такое влияние на прочностные характеристики связано с рафинированием и изменением формы, количества и распределения неметаллических включений, карбидов. Фтористый иттрий способствует возникновению в структуре наплавленного металла образования неметаллических включений и карбидов в глобулярной форме, которая служит для получения хорошего сочетания прочностных и пластических характеристик. Молибденовая пыль является продуктом утилизации и отработки молибденового порошка, изготавливаемого по ТУ 88.УССР -147.016-78. Молибденовая пыль, как заменитель ферромолибдена и более дешевая находит применение в качестве шихтового компонента порошковой проволоки. Использование в составе электродного покрытия более 11,7% молибденовой пыли приводит к загрязнению наплавленного металла фосфором и серой, что снижает механические свойства. При содержании в покрытии менее 9% молибденовой пыли, содержащийся в ней молибден не обеспечит получения нужного количества износостойкого карбида молибдена - МО3С, что снижает прочностные характеристики наплавленного металла. Слюда вводится в массу электродного покрытия, как хороший пластификатор, обеспечивает устойчивое горение дуги, способствует образованию шлаков. При введении в электродную обмазочную массу менее 2,5% слюды затрудняются условия прессования электродно-обмазочной массы. Содержание в электродном покрытии свыше 3,5% слюды нежелательно, так как в ее составе находится AI2O 3, который ухудшает процесс шлакообразования. Оптимальное содержание шлакообразующи х и газообразующих компонентов в покрытии, а именно 1014.3% мрамора, 1,5-2,5% плавикового шпата и 0,7-0,9% соды, обеспечивает хорошую защи ту ванны металла от атмосферных воздействий, обеспечивают устойчивое горение дуги и способствуют хорошему удалению слоя шлаков с поверхности наплавки. Соотношение между фтористым иттрием, графитом и порошком быстрорежущей стали 10Р6М5 выбрано равным 1/150. Такое соотношение вышеуказанных компонентов обеспечивает нужное карбидорбразование и формирование наплавленного металла с высокими механическими характеристиками (см.табл.1). Наличие в составе электродного покрытия хрома металлического в пределах 7-8,5% обеспечивает содержание в наплавленном металле хрома в оптимальном процентном содержании для штампевых сталей высокой прочности 2,5-5%, Таким образом, предложенный состав электродного покрытия прогрессивен, так как обеспечивает получение наплавленного металла высокого качества с повышенными механическими свойствами и значительно высокой теплостойкостью (горячая твердость). Было изготовлено пять вариантов электродного покрытия (см. табл.1). Полученные пять вариантов электродного покрытия были применены при изготовлении электродов и дали наплавленный металл со следующими механическими и технологическими свойствами (см.табл.2). Сварочно-технологические испытания показали, что электроды с новым составом электродного покрытия в процессе наплавки обеспечивают устойчивое горение дуги, хорошее формирование наплавленного металла, незначительные по величине и размерам участки непроваров, шлаковая корка хорошо удаляется с поверхности наплавленного металла. Как видно из табл. 2, оптимальным является 3-й вариант состава электродного покрытия, он обеспечивает высокие механические свойства наплавленному металлу и высокую теплостойкость (горячая твердость). Предлагаемый состав электродного покрытия не имеет дефицитных компонентов, что способствует снижению затрат на ее изготовление.
ДивитисяДодаткова інформація
Назва патенту англійськоюComposition of electrode coating for hard-facing
Автори англійськоюRiumin Henadii Volodymyrovych, Petrenko Valerii Anatoliiovych, Kalin Mykolai Andriiovych, Aleksandrova Olena Vladyslavivna, Udovenko Volodymyr Pavlovych, Antonenko Mykolai Petrovych, Sobol Valentyn Mykolaiovych, Arkhanhelov Oleh Kostiantynovych, Ulianov Valierii Vasilievich
Назва патенту російськоюСостав электродного покрытия для наплавки
Автори російськоюРюмин Ганнадий Владимирович, Петренко Валерий Анатольевич, Калин Николай Андреевич, Александрова Елена Владиславовна, Удовенко Владимир Павлович, Антоненко Николай Петрович, Соболь Валентин Николаевич, Архангелов Олег Константинович, Ульянов Валерий Васильевич
МПК / Мітки
МПК: B23K 35/365
Мітки: склад, наплавки, покриття, електродного
Код посилання
<a href="https://ua.patents.su/4-19272-sklad-elektrodnogo-pokrittya-dlya-naplavki.html" target="_blank" rel="follow" title="База патентів України">Склад електродного покриття для наплавки</a>
Склад електродного покриття

Номер патенту: 15674
Опубліковано: 30.06.1997
Автори: Косенко Петро Олексійович, Супрунєнко Владімір Васильєвіч, Єфіменко Микола Григорович, Бронфельд Володимир Миронович, Нестеренко Сергій Вікторович
МПК: B23K 35/365
Мітки: електродного, склад, покриття
Текст:
...металла в кислых средах в положительную область, при этом, однако, не обеспечивается образование плотных защитных пленок. Введение иттрия приводит к образованию к области пассивации плот- 10 ной защитной пленки. Таким образом, совместное действие иттрия и двуокиси церия (IV) при их определенном отношении всоставе, равном 1:(1,02,0} позволяет получить микролегиро- Ї5 ванный наплавленный металл с высокими антикоррозионными свойствами,...
Склад порошкового дроту для зносостійкої наплавки
Номер патенту: 13711
Опубліковано: 25.04.1997
Автори: Кондратьєв Ігор Олександрович, Набатчиков Іван Федорович, Бухинік Григорій Васильович, Гладкий Петро Васильович
МПК: B23K 35/368
Мітки: склад, дроту, зносостійкої, наплавки, порошкового
Формула / Реферат:
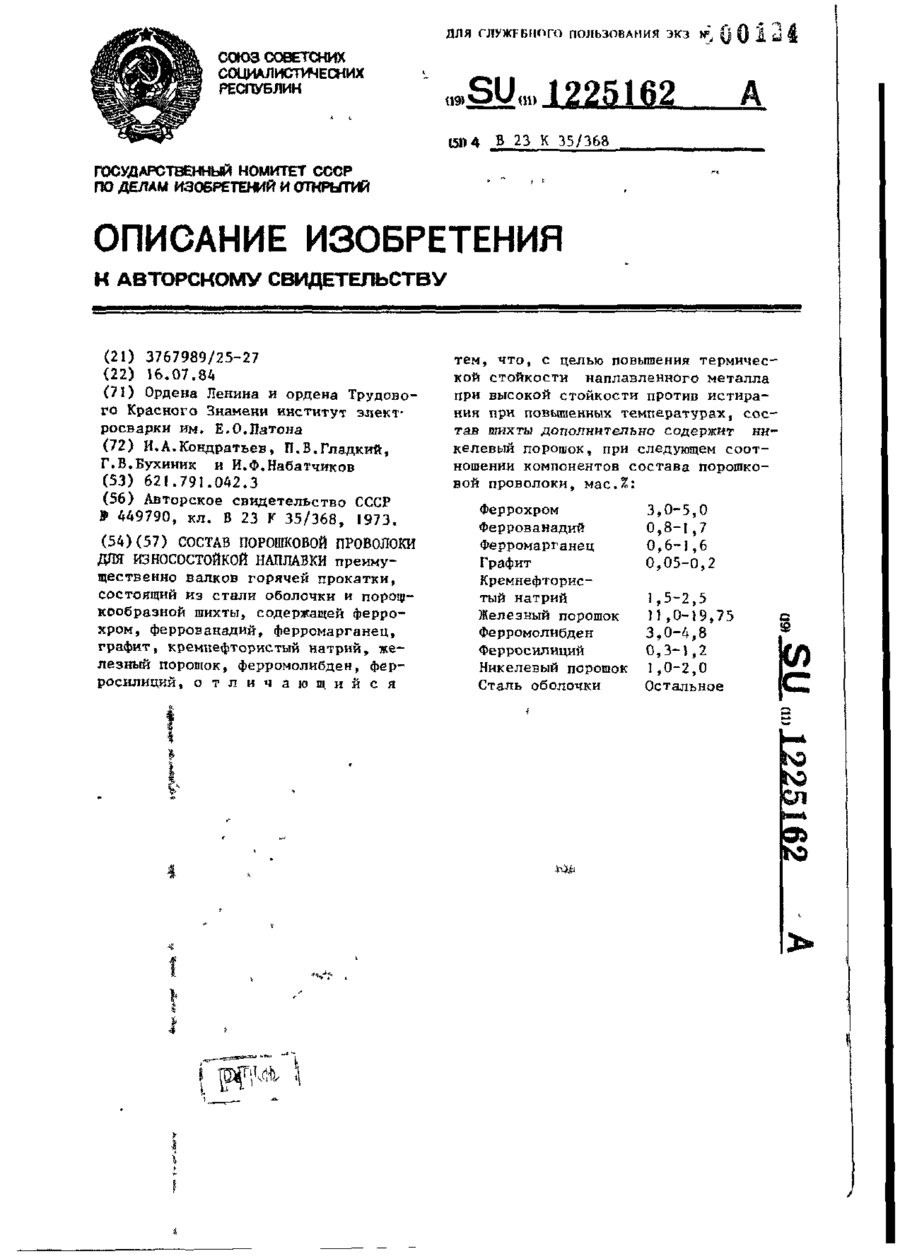
Состав порошковой проволоки для износостойкой наплавки преимущественно валков горячей прокатки, состоящий из стали оболочки и порошкообразной шихты, содержащей феррохром, феррованадий, ферромарганец, графит, кремне-фтористый натрий, железный порошок, ферромолибден, ферросилиций, отличающийся тем, что, с целью повышения термической стойкости наплавленного металла при высокой стойкости против истирания при повышенных температурах, состав...
Склад для наплавки чавуну
Номер патенту: 7570
Опубліковано: 29.09.1995
Автори: Шевченко Євген Григорович, Потапов Юрій Семенович, Краля Василь Дмитриєвич, Булат Іван Васильйович, Коростиль Анатолій Павлович
МПК: C22C 37/10, B23K 35/30
Мітки: наплавки, чавуну, склад
Формула / Реферат:
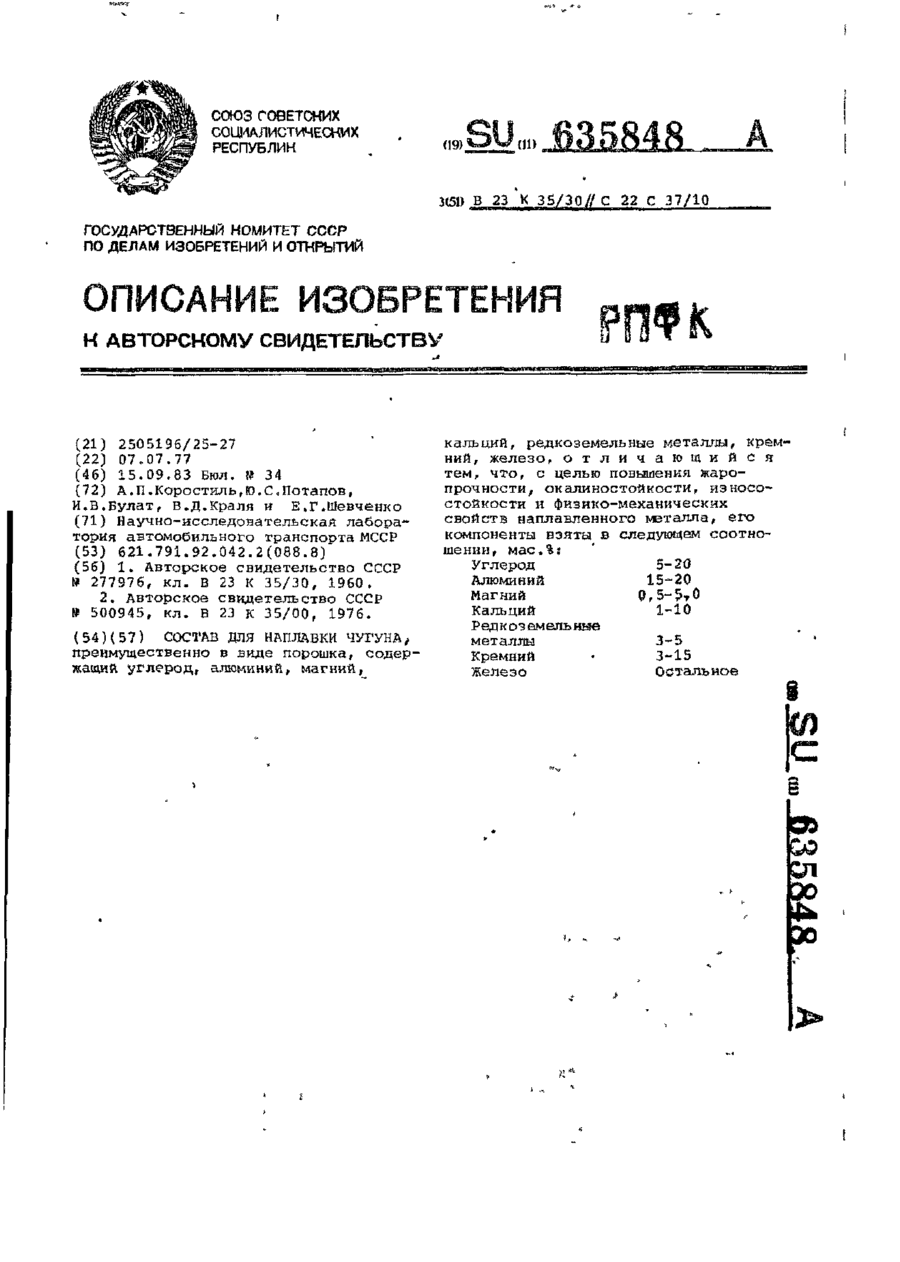
Состав для наплавки чугуна, преимущественно в виде порошка, содержащий углерод, алюминий, магний, кальций, редкоземельные металлы, кремний, железо, отличающийся тем, что, с целью повышения жаропрочности, окалиностойкости, изяосостойкости и физико-механических свойств наплавленного металла, его компоненты взяты в следующем соотношении, вес. %:Углерод 5 - 20 Алюминий...
Склад сплаву для наварювання
Номер патенту: 16243
Опубліковано: 29.08.1997
Автори: Домбровський Фелікс Стефанович, Лещинський Леонід Кимович, Чігарєв Валерій Васильович
МПК: B23K 35/30, C22C 38/50
Мітки: склад, сплаву, наварювання
Формула / Реферат:
1. Состав сплава для наплавки, содержащий углерод, марганец, кремний, хром, молибден,ванадий, титан, ниобий) РЗМ и железо, отличающийся тем, что, с целью повытения долговечности наплавленного металла путем увеличения сопротивления развитию усталостных трещин после высокого отжига, состав содержит компоненты в следующем соотношении, мас.%: Углерод 0,13-0,25 Марганец 0,6-0,8...
Порошковий дріт для наплавки чавуну
Номер патенту: 6678
Опубліковано: 29.12.1994
Автори: Любич Сергій Олександрович, Пчелінцев Віктор Олександрович, Любич Олександр Йосипович, Корягін Владімір Алєксєєвіч, Анікін Анатолій Афанасьєвіч
МПК: B23K 35/368
Мітки: чавуну, наплавки, порошковий, дріт
Формула / Реферат:
(57) Порошковая проволока, для наплавки чугуна, состоящая из стальной малоуглеродистой оболочки и порошкообразной шихты, содержащей железный порошок, графит, ферротитан с содержанием титана на менее 60%, ферромарганец и ферросиликокальций, отличающаяся тем, что соотношение ферротитана и графита составляет 4:1 при следующем соотношении ингредиентов (мас. %): Графит 16,0-18,0 Ферротитан ...
Попередній патент: Фотополімеризаційна композиція
Наступний патент: Засіб для підвищення продуктивності шовковичного шовкопряда
Випадковий патент: Спосіб визначення температури однорідно нагрітої рухомої частки