Спосіб нарізування зубчастих виробів з зовнішнім та внутрішнім неевольвентним зачепленням
Номер патенту: 27500
Опубліковано: 15.09.2000
Автори: Коновалов Олексій Дмитрович, Плахтін Володимир Дмитрович, Бобух Іван Олексійович

Текст
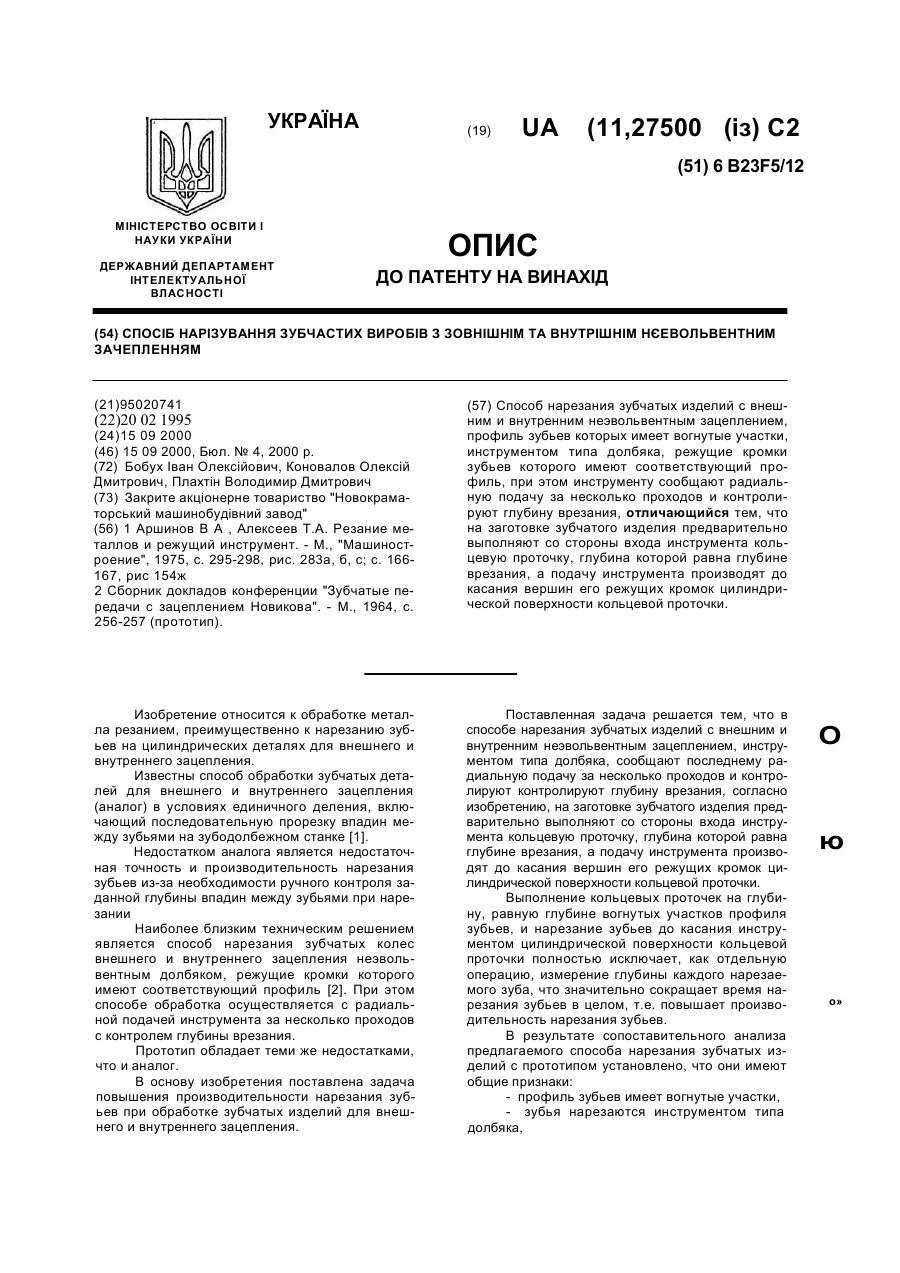
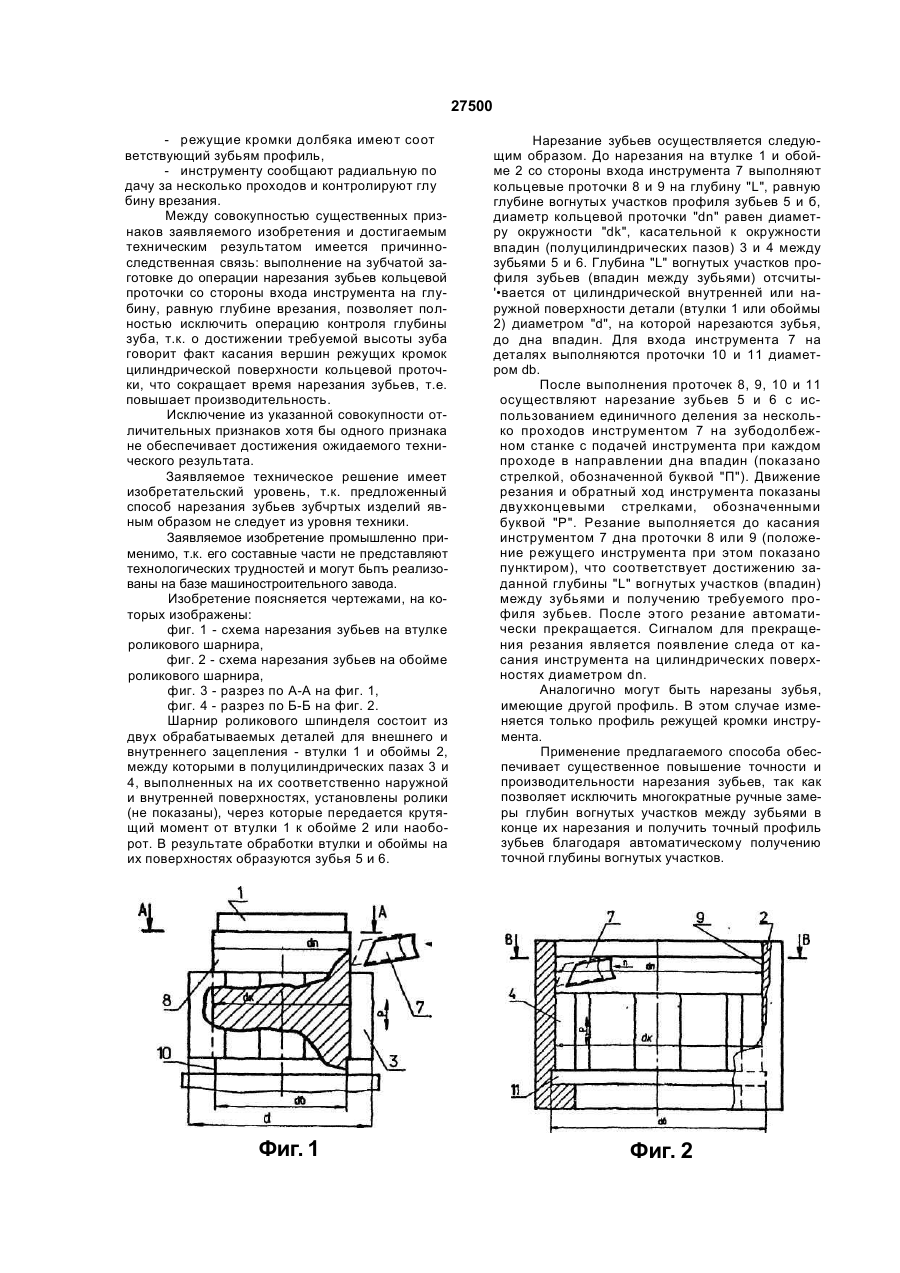
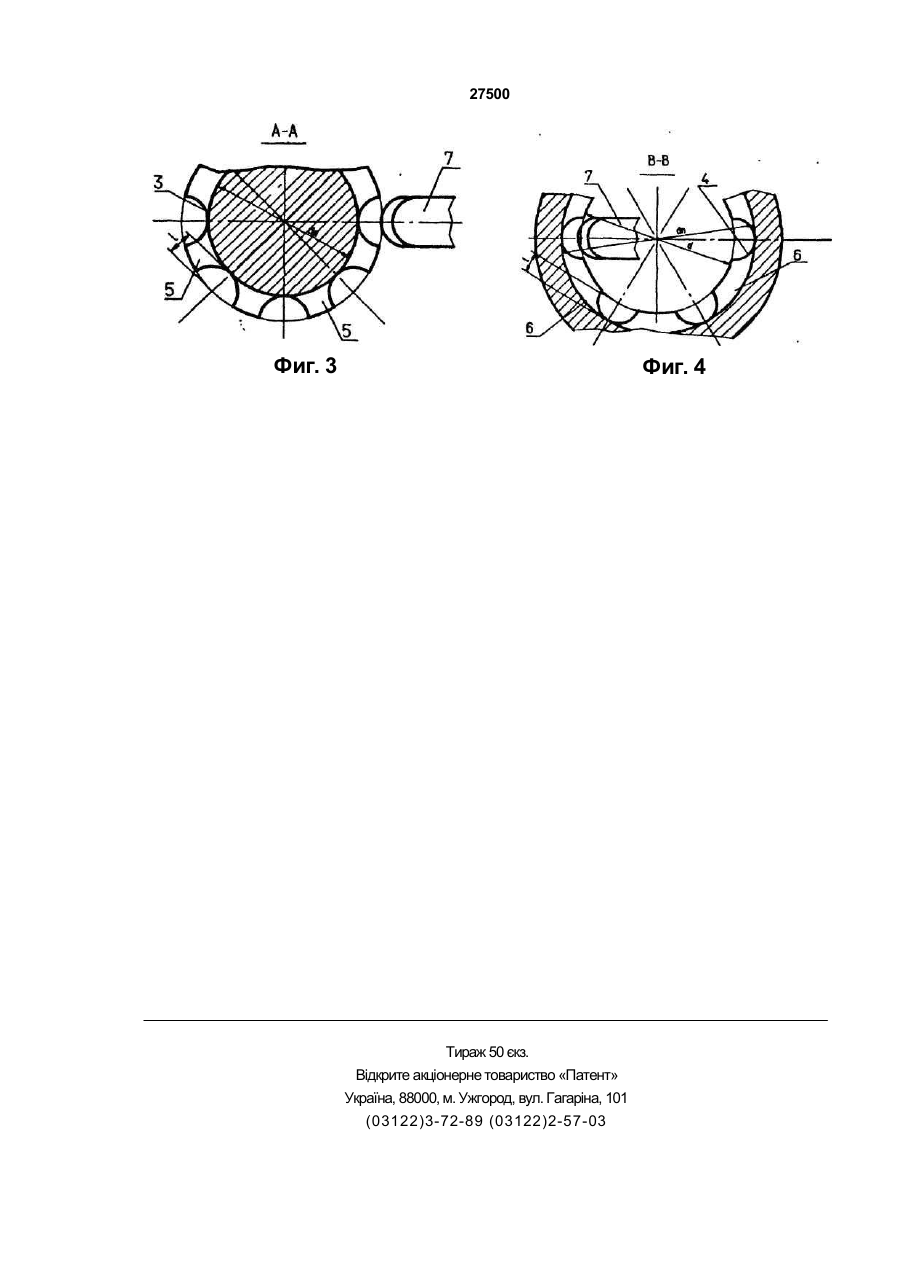
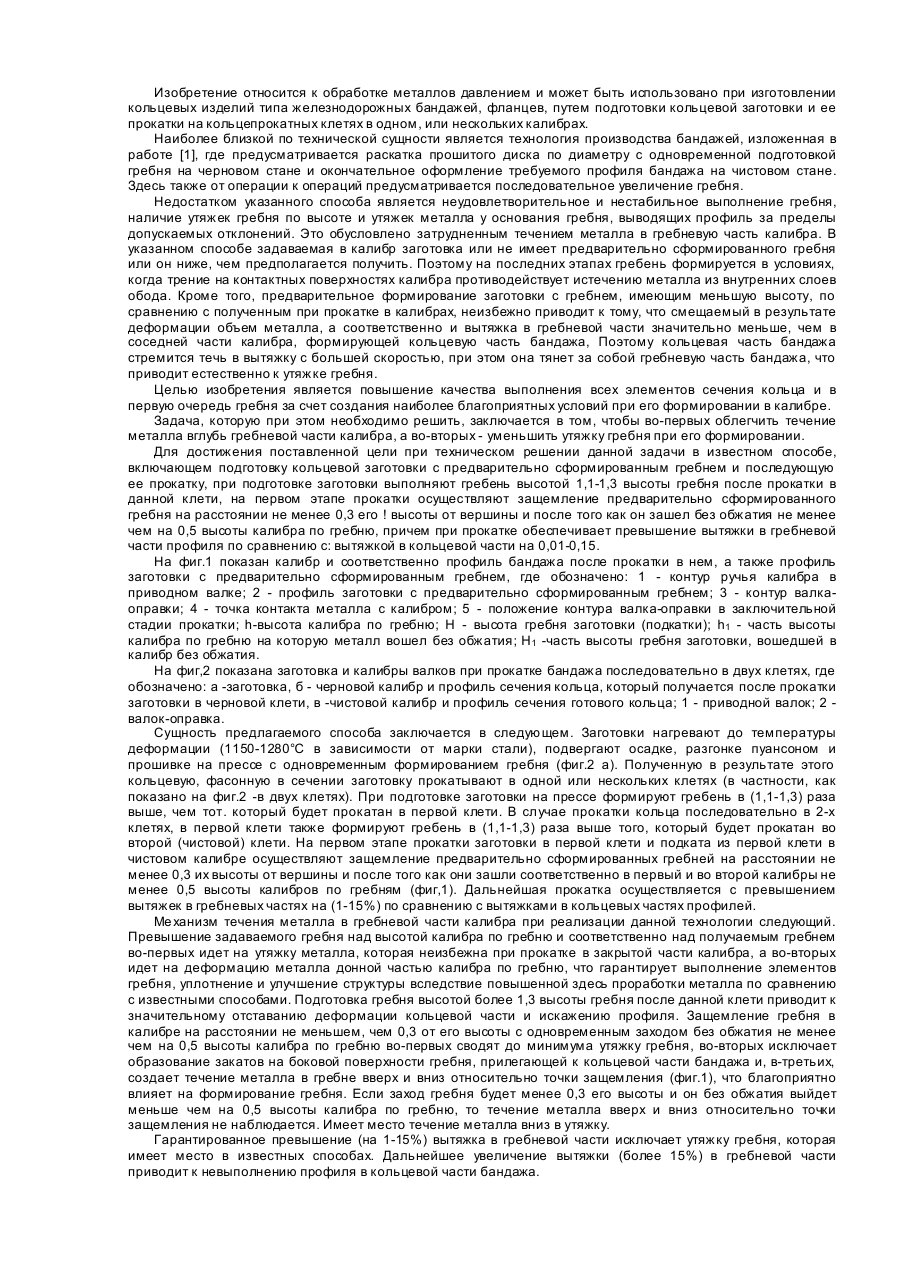
Способ нарезания зубчатых изделий с внешним и внутренним неэвольвентным зацеплением, профиль зубьев которых имеет вогнутые участки, инструментом типа долбяка, режущие кромки зубьев которого имеют соответствующий профиль, при этом инструменту сообщают радиальную подачу за несколько проходов и контролируют глубину врезания, отличающийся тем, что на заготовке зубчатого изделия предварительно выполняют со стороны входа инструмента кольцевую проточку, глубина которой равна глубине врезания, а подачу инструмента производят до касания вершин его режущих кромок цилиндрической поверхности кольцевой проточки. Поставленная задача решается тем, что в способе нарезания зубчатых изделий с внешним и внутренним неэвольвентным зацеплением, инструментом типа долбяка, сообщают последнему радиальную подачу за несколько проходов и контролируют контролируют глубину врезания, согласно изобретению, на заготовке зубчатого изделия предварительно выполняют со стороны входа инструмента кольцевую проточку, глубина которой равна глубине врезания, а подачу инструмента производят до касания вершин его режущих кромок цилиндрической поверхности кольцевой проточки. Выполнение кольцевых проточек на глубину, равную глубине вогнутых участков профиля зубьев, и нарезание зубьев до касания инструментом цилиндрической поверхности кольцевой проточки полностью исключает, как отдельную операцию, измерение глубины каждого нарезаемого зуба, что значительно сокращает время нарезания зубьев в целом, т.е. повышает производительность нарезания зубьев. В результате сопоставительного анализа предлагаемого способа нарезания зубчатых изделий с прототипом установлено, что они имеют общие признаки: - профиль зубьев имеет вогнутые участки, - зубья нарезаются инструментом типа долбяка, О ю о» 27500 - режущие кромки долбяка имеют соот ветствующий зубьям профиль, - инструменту сообщают радиальную по дачу за несколько проходов и контролируют глу бину врезания. Между совокупностью существенных признаков заявляемого изобретения и достигаемым техническим результатом имеется причинноследственная связь: выполнение на зубчатой заготовке до операции нарезания зубьев кольцевой проточки со стороны входа инструмента на глубину, равную глубине врезания, позволяет полностью исключить операцию контроля глубины зуба, т.к. о достижении требуемой высоты зуба говорит факт касания вершин режущих кромок цилиндрической поверхности кольцевой проточки, что сокращает время нарезания зубьев, т.е. повышает производительность. Исключение из указанной совокупности отличительных признаков хотя бы одного признака не обеспечивает достижения ожидаемого технического результата. Заявляемое техническое решение имеет изобретательский уровень, т.к. предложенный способ нарезания зубьев зубчртых изделий явным образом не следует из уровня техники. Заявляемое изобретение промышленно применимо, т.к. его составные части не представляют технологических трудностей и могут бьпъ реализованы на базе машиностроительного завода. Изобретение поясняется чертежами, на которых изображены: фиг. 1 - схема нарезания зубьев на втулке роликового шарнира, фиг. 2 - схема нарезания зубьев на обойме роликового шарнира, фиг. 3 - разрез по А-А на фиг. 1, фиг. 4 - разрез по Б-Б на фиг. 2. Шарнир роликового шпинделя состоит из двух обрабатываемых деталей для внешнего и внутреннего зацепления - втулки 1 и обоймы 2, между которыми в полуцилиндрических пазах 3 и 4, выполненных на их соответственно наружной и внутренней поверхностях, установлены ролики (не показаны), через которые передается крутящий момент от втулки 1 к обойме 2 или наоборот. В результате обработки втулки и обоймы на их поверхностях образуются зубья 5 и 6. Нарезание зубьев осуществляется следующим образом. До нарезания на втулке 1 и обойме 2 со стороны входа инструмента 7 выполняют кольцевые проточки 8 и 9 на глубину "L", равную глубине вогнутых участков профиля зубьев 5 и б, диаметр кольцевой проточки "dn" равен диаметру окружности "dk", касательной к окружности впадин (полуцилиндрических пазов) 3 и 4 между зубьями 5 и 6. Глубина "L" вогнутых участков профиля зубьев (впадин между зубьями) отсчиты'•вается от цилиндрической внутренней или наружной поверхности детали (втулки 1 или обоймы 2) диаметром "d", на которой нарезаются зубья, до дна впадин. Для входа инструмента 7 на деталях выполняются проточки 10 и 11 диаметром db. После выполнения проточек 8, 9, 10 и 11 осуществляют нарезание зубьев 5 и 6 с использованием единичного деления за несколько проходов инструментом 7 на зубодолбежном станке с подачей инструмента при каждом проходе в направлении дна впадин (показано стрелкой, обозначенной буквой "П"). Движение резания и обратный ход инструмента показаны двухконцевыми стрелками, обозначенными буквой "Р". Резание выполняется до касания инструментом 7 дна проточки 8 или 9 (положение режущего инструмента при этом показано пунктиром), что соответствует достижению заданной глубины "L" вогнутых участков (впадин) между зубьями и получению требуемого профиля зубьев. После этого резание автоматически прекращается. Сигналом для прекращения резания является появление следа от касания инструмента на цилиндрических поверхностях диаметром dn. Аналогично могут быть нарезаны зубья, имеющие другой профиль. В этом случае изменяется только профиль режущей кромки инструмента. Применение предлагаемого способа обеспечивает существенное повышение точности и производительности нарезания зубьев, так как позволяет исключить многократные ручные замеры глубин вогнутых участков между зубьями в конце их нарезания и получить точный профиль зубьев благодаря автоматическому получению точной глубины вогнутых участков. Фиг. 1 Фиг. 2 27500 Фиг. 3 Фиг. 4 Тираж 50 єкз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122)3-72-89 (03122)2-57-03
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cutting of toothed articles with external and internal non-evolvent coupling
Автори англійськоюBobukh Ivan Oleksiiovych, Konovalov Oleksii Dmytrovych, Plakhtin Volodymyr Dmytrovych
Назва патенту російськоюСпособ нарезки зубчатых изделий с внешним и внутренним неэвольвентным сцеплением
Автори російськоюБобух Иван Алексеевич, Коновалов Алексей Дмитриевич, Плахтин Владимир Дмитриевич
МПК / Мітки
МПК: B23F 5/00
Мітки: зовнішнім, неевольвентним, виробів, зубчастих, внутрішнім, нарізування, зачепленням, спосіб
Код посилання
<a href="https://ua.patents.su/4-27500-sposib-narizuvannya-zubchastikh-virobiv-z-zovnishnim-ta-vnutrishnim-neevolventnim-zacheplennyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб нарізування зубчастих виробів з зовнішнім та внутрішнім неевольвентним зачепленням</a>
Спосіб виробництва кільцевих виробів із зовнішнім гребнем
Номер патенту: 19857
Опубліковано: 25.12.1997
Автори: Новохатній Володимир Якимович, Яковченко Олександр Васильович, Староселецький Михайло Іліч, Горб Євген Васильович, Озимин Віктор Михайлович
МПК: B21H 1/00
Мітки: кільцевих, спосіб, виробів, гребнем, зовнішнім, виробництва
Формула / Реферат:
Способ производства кольцевых изделий с наружным гребнем, преимущественно железнодорожных бандажей, содержащий подготовку кольцевой заготовки с гребнем, включающей осадку и прошивку, а также последующую раскатку кольцевой заготовки в одной или нескольких клетях прокатного стана, отличающийся тем, что при подготовке заготовки и раскатке выполняют на заготовке гребень высотой, равной 1,1-1,3 высоты гребня заготовки после прокатки в данной...
Зубчата передача з модифікованим циклоідальним зачепленням
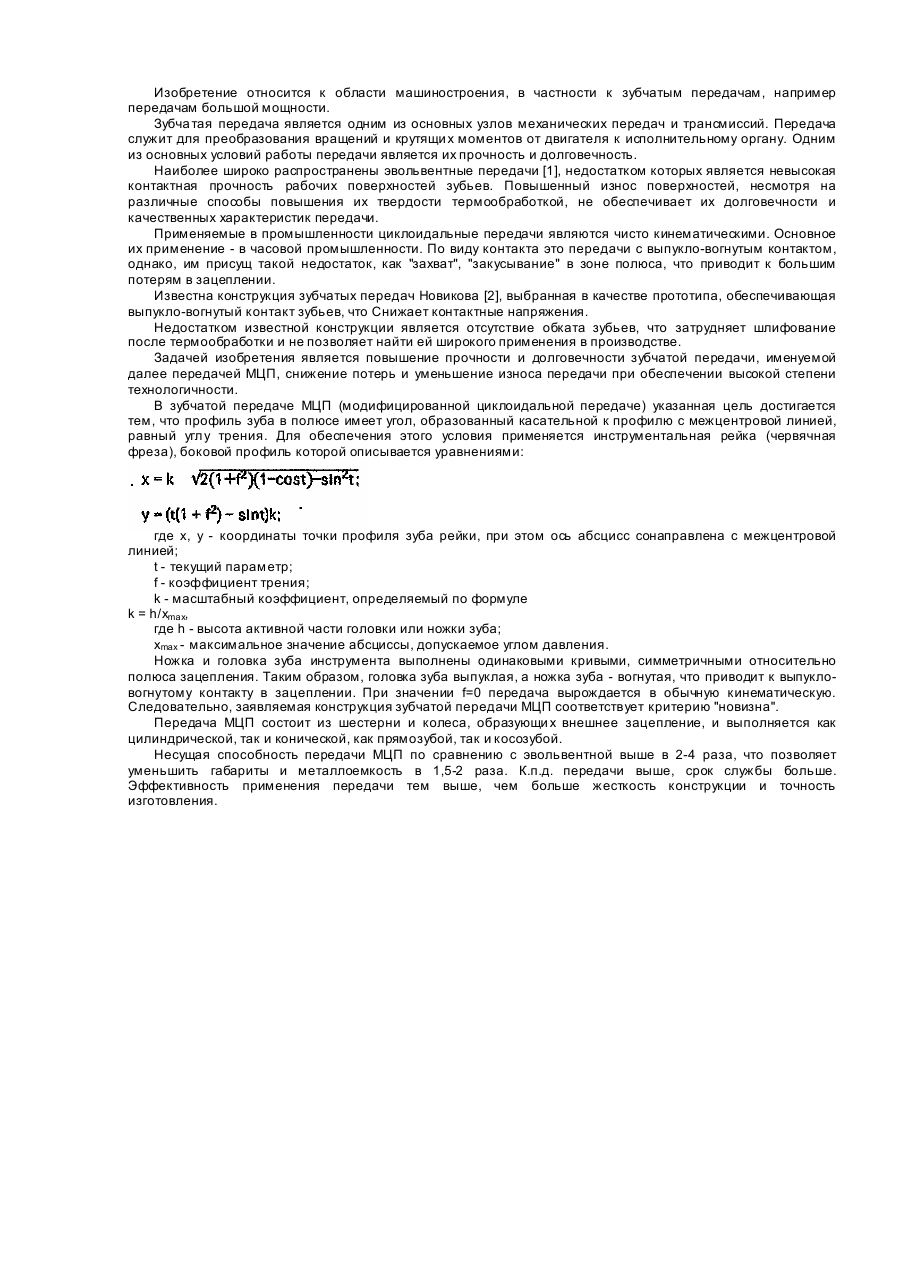
Номер патенту: 22289
Опубліковано: 03.02.1998
Автори: Вальнюк Тетяна Миколаївна, Павлов Анатолій Івановіч
МПК: F16H 1/06
Мітки: модифікованим, передача, зубчата, зачепленням, циклоідальним
Формула / Реферат:
Зубчатая передача с модифицированным циклоидальным зацеплением, включающая шестерню и колесо с зубьями, имеющими выпуклые головки и вогнутые ножки, отличающаяся тем, что боковыеповерхности зубьев в нормальном сечении описаны уравнениямих, у - координаты точек боковых поверхностей зубьев в системе координат, начало которой помещено в полюсе зацепления, ось абсцисс направлена вдоль межосевой линии, а ось ординат ей...
Спосіб відновлення зубчастих коліс
Номер патенту: 13144
Опубліковано: 28.02.1997
Автори: Ляшенко Микола Володимирович, Тищенко Петро Євдокимович, Чудновський Юхим Юхимович, Лакосник Володимир Володимирович
МПК: B23P 6/00
Мітки: відновлення, коліс, спосіб, зубчастих
Формула / Реферат:
(57) Способ восстановления зубчатых колес, включающий наплавку на поверхность колеса компенсирующего износ материала, его пластическое деформирование в беззубчатом штампе, отжиг, прошивку отверстия, механическую и последующую термическую обработки, отличающийся тем. что наплавку осуществляют на торцовую поверхность, примыкающую к основанию зубчатого венца в виде непрерывного валика, а при пластическом деформировании наплавленный и основной...
Литтєва форма для виготовлення полімерних виробів з внутрішнім піднутренням
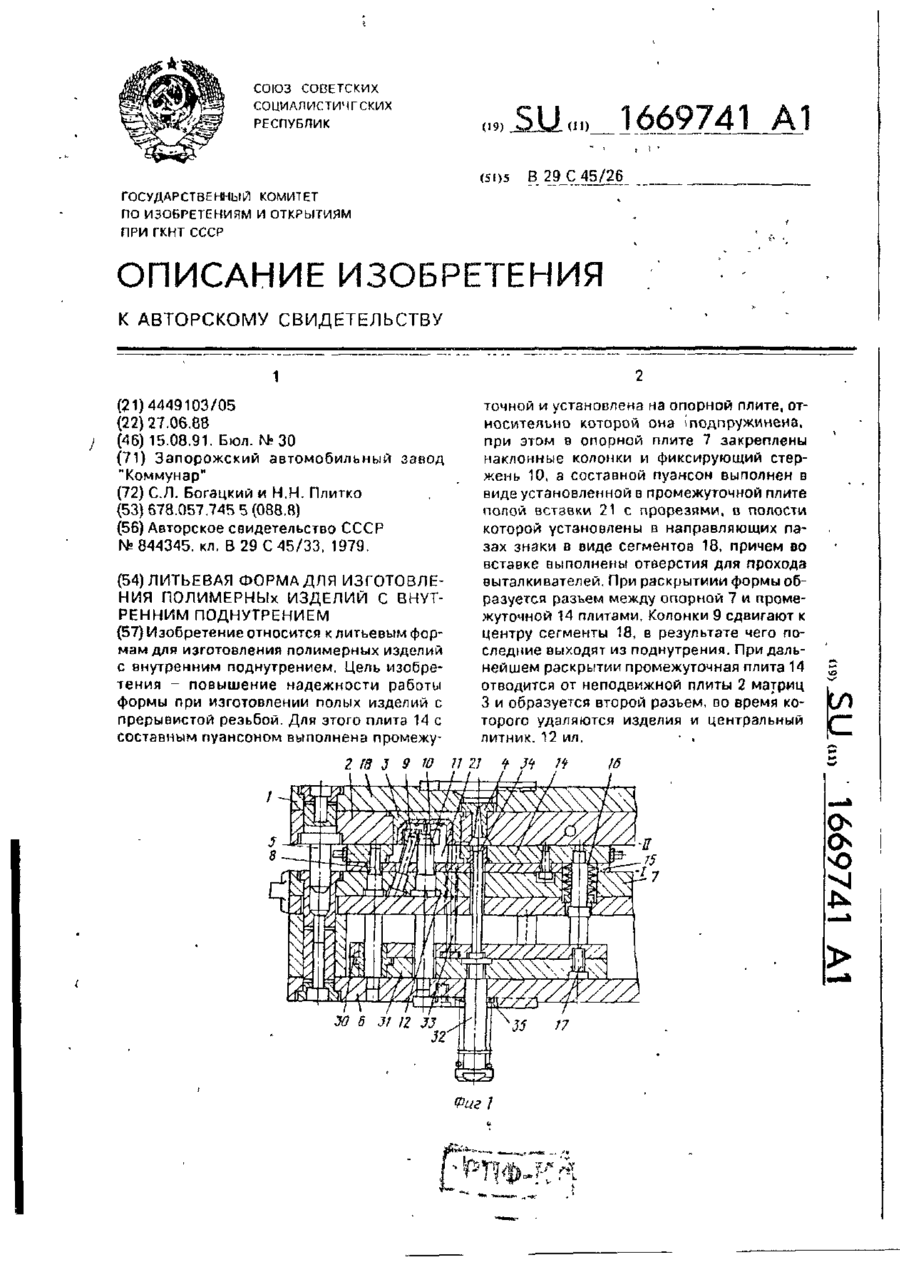
Номер патенту: 218
Опубліковано: 30.04.1993
Автори: Богацький Станіслав Леонідович, Плитко Нона Миколаївна
МПК: B29C 45/26
Мітки: форма, виробів, внутрішнім, піднутренням, полімерних, литтєва, виготовлення
Формула / Реферат:
Литьевая форма для изготовления полимерных изделий с внутренним поднутрением, содержащая неподвижную плиту матриц, плиту с составным пуансоном, опорную плиту, наклонные колонки для перемещения знаков пуансона, фиксирующий стержень для знаков и плиты выталкивания с выталкивателями, отличающаяся тем, что. с целью повышения надежности работы формы при изготовлении полых изделий с прерывистой резьбой, плита с составным пуансоном выполнена...
Спосіб магнітної обробки зубчастих коліс
Номер патенту: 13242
Опубліковано: 28.02.1997
Автори: Дмитрук Микола Миколайович, Тихонов Сергій Олексійович, Офіцеров Олександр Сергійович, Малигін Борис Володимирович
МПК: C21D 1/04
Мітки: зубчастих, обробки, спосіб, коліс, магнітної
Формула / Реферат:
1 Способ магнитной обработки зубчатых колес, включающий обработку зубьев магнитными полями различного направления, отличающийся тем, что боковые поверхности зубьев обрабатывают магнитными полями противоположного направления, причем головки зубьев обрабатывают магнитным полем, силовые линии которого выходят из зубьев, а ножки - противоположно направленным магнитным полем.2. Способ по п.1, отличающийся тем, что магнитную обработку зубьев...
Попередній патент: Спосіб видаляння вибухонебезпечного пилу в виробничих приміщеннях за допомогою пилососа
Наступний патент: Пристрій для розширення піхви
Випадковий патент: Пристрій відтворення інформації, спосіб відтворення інформації та носій запису