Спосіб формування політетрафторетиленового покриття на різальній кромці бритвених лез

Текст
1. Способ формирования политетрафторэтиленового (ПТФЭ) покрытия на режущей кромке бритвенных лезвий, в котором обрызгивают кром ку лезвия водной дисперсией ПТФЭ, имеющего молекулярную массу, по меньшей мере, 500 000, для образования на кромке покрытия из ПТФЭ, и осуществляют спекание покрытия, отличающий ся тем, что кромку лезвия обрызгивают водной дисперсией ПТФЭ, содержащей от 0,15 до 0,5 мае. % ПТФЭ, и перед спеканием ПТФЭ-покрытия его обрабатывают ионизирующим излучением в при сутствии кислородсодержащего газа при получе нии дозы излучения до 50 Мрад. 2. Способ по п. 1, отличающийся тем, что используют исходный ПТФЭ-материал с молекулярной массой от 1 000 000 до 2 000 000 3. Способ по любому из пп. 1, 2, отличающийся тем, что после формирования на бритвенной кромке лезвия покрытия из ПТФЭ лезвие с покры тием подвергают воздействию кислородсодержа щей атмосферы перед обработкой его ионизи рующим излучением. 4. Способ по любому из пп. 1-3, отличающийся тем, что используют ионизирующее излучение, представляющее собой электронный пучок или гамма-излучение. 5. Способ по любому из пп. 1-4, отличающийся тем, что доза излучения составляет от 3 до 30 Мрад. 6. Способ по п. 5, отличающийся тем, что доза излучения составляет от 18 до 22 Мрад. 7. Способ по любому из пп. 1-5, отличающийся тем, что дозу излучения выбирают такой, что при близительно 10 мае. % ПТФЭ уменьшает свою молекулярную массу до величины менее 100 000 8. Способ по любому из пп 1-7, отличающийся тем, что облучение ПТФЭ осуществляют на воз духе. 9. Способ по любому из пп. 1-8, отличающийся тем, что после облучения покрытого лезвия его подвергают воздействию кислородсодержащей атмосферы перед спеканием покрытия. СМ О см 00 О) к Способ формирования политетрафторэтиленового покрытия на режущей кромке бритвенных лезвий. Изобретение касается способа нанесения покрытия на режущие кромки, а более конкретно, на режущие кромки бритвенных лезвий из политетрафторэтилена ПТФЭ (PTFE). В течение многих лет на режущие кромки бритвенных лезвий наносят покрытие из ПТФЭ, причем одной из ранних разработок по применению таких покрытий является, например, способ описанный в патенте Великобритании № 906005. В указанном патенте показано, что такие покрытия улучшают эффективность бритья за счет уменьшения усилия, требуемого для срезания волос и, таким образом, уменьшают натяжение волос на обриваемом пространстве. Известно, что иногда для большинства покрытых ПТФЭ лезвий усилие, требуемое для срезания волос неиспользованным лезвием, т.е. усилие при первом бритье, является значительно большим, чем усилие, требуемое для непосредственно последующего бритья, скажем, для бритья во второй-пятый раз тем же лезвием. Допускают, что это явление имеет место вследствие удаления значительной части ПТФЭ-покрытия во время первого бритья, причем различие между усилием при первом бритье и, скажем, при втором-пятом бритье, представляет собой усилие, требуемое для удаления "избытка" полимера. Известны способы формирования ПТФЭпокрытий на режущих кромках бритвенных лезвий. Один из способов, который широко используется коммерчески, включает распыление на кромки CS 0> 27982 лезвий 1 мас % дисперсии теломера ПТФЭ (имеющего молекулярную массу менее 100000, например, 5000) во фторхлоруглероде, и последующее спекание сформированного покрытия из ПТФЭ Как производственный процесс, этот способ является весьма удовлетворительным, поскольку он может быть легко включен в непрерывно действующую линию по производству бритвенных лезвий, и дает воспроизводимые (одинаковые) результаты Однако существует необходимость постепенно сокращать применение хлорфторуглеродов в промышленных процессах, и, если возможно, использовать только воду в качестве носителя дисперсии Наиболее близким к предлагаемому изобретению по технической сущности является способ формирования ПТФЭ покрытия на режущей кромке бритвенных лезвий, по которому обрызгивают кромку лезвия водной дисперсией ПТФЭ, имеющего молекулярную массу, по меньшей мере, 500000, для образования на кромке покрытия из ПТФЭ, и нагревают покрытие (Патент Великобритании № 1074326, МКІ 6 В 05 D, 05 07 1967) Однако у данного технического решения имеется недостаток повышенного "усилия при первом бритье" В основу предложенного изобретения положена задача создания такого способа формирования ПТФЭ покрытия на режущей кромке бритвенных лезвий, который бы позволил создать покрытие обеспечивающее снижение "усилия при первом бритьем Данная задача решается посредством предлагаемого способа, который, как и известный способ формирования политетрафторэтиленового (ПТФЭ) покрытия на режущей кромке бритвенных лезвий, по которому обрызгивают кромку лезвия водной дисперсией ПТФЭ, имеющего молекулярную массу, по меньшей мере, 500000, для образования на кромке покрытия из ПТФЭ, и нагревают покрытие, а, согласно изобретению, кромку лезвия обрызгивают водной дисперсией ПТФЭ, содержащей от 0,15 до 0,5 мае % ПТФЭ, а нагрев ПТФЭпокрытия осуществляют посредством его обработки ионизирующим излучением в присутствии кислородсодержащего газа при получении дозы излучения до 50 Мрад, и затем спекают ПТФЭпокрытие Особенностью предлагаемого способа является и тс, что используют исходный ПТФЭматериал с молекулярной массой от 1000000 до 2000000 Особенностью предлагаемого способа является и то, что после формирования на бритвенной кромке лезвия покрытия из ПТфЭ лезвие с покрытием подвергают воздействию кислородсодержащей атмосферы перед обработкой его ионизирующим излучением Особенностью предлагаемого способа является и то, что используют ионизирующее излучение, представляющее собой электронный пучок или гамма-излучение Особенностью предлагаемого способа является и то, что доза излучения составляет от 3 до 30 Мрад Особенностью предлагаемого способа является и то, что доза излучения составляет от 18 до 22 Мрад Особенностью предлагаемого способа является и то, что дозу излучения выбирают такой, что приблизительно 10 мае % ПТФЭ уменьшает свою молекулярную массу до величины менее 100000 Особенностью предлагаемого способа является и то, что облучение ПТФЭ осуществляют на воздухе Особенностью предлагаемого способа является и то, что после облучения покрытого лезвия его подвергают воздействию кислородсодержащей атмосферы перед спеканием покрытия По предлагаемому способу предпочтительно использовать исходный ПТФЭ-материал с молекулярной массой от 1000000 до 2000000 Целесообразно, чтобы после формирования на бритвенной кромке лезвия покрытия из ПТФЭ, лезвие с покрытием подвергали воздействию кислородосодержащей атмосферы перед обработкой его ионизирующим излучением Желательно, чтобы использовали ионизирующее излучение, представляющее собой электронный пучок или гамма-излучение Возможно, чтобы доза излучения составляла от 3 до 30 Мрад, наиболее предпочтительно от 18 до 22 Мрад Полезно, чтобы дозу излучения выбирали такой, что приблизительно 10 мае % ПТФЭ уменьшал свою молекулярную массу до величины менее 100000 Предпочтительно, чтобы облучение ПТФЭ осуществляли на воздухе Целесообразно, чтобы после облучения покрытого лезвия, его подвергали воздействию кислородосодержащей атмосферы перед спеканием покрытия Иными словами, в соответствии с настоящим изобретением предлагается способ формирования ПТФЭ-покрытия на режущей кромке бритвенного лезвия, заключающийся в обрызгивании режущей кромки водной дисперсией ПТФЭ, имеющего молекулярную массу по меньшей мере 500000, для формирования покрытия из ПТФЭ, обработке покрытия из ПТФЭ ионизирующим излучением в присутствии кислородсодержащего газа для получения дозы излучения до 60 Мрад (Mrads), и в последующем спекании ПТФЭ-покрытия Посредством способа согласно настоящему изобретению возможно получать ПТФЭ-покрытия, которые не обнаруживают явления, упомянутого выше, когда усилие при первом бритье является значительно большим, чем усилие, требуемое при втором-пятом бритье Исходный ПТФЭ имеет, предпочтительно, молекулярную массу от 1000000 до 2000000 Такой материал обычно получают полимеризацией в водной среде и обычно используют для формирования не прилипающего покрытия на таких изделиях, как кухонная посуда Следует принять во внимание, что ни на одной из стадий получения покрытых ПТФЭ бритвенных лезвий согласно настоящему изобретению, те ни на стадии получения ПТФЭ-полимера, ни на стадии формирования покрытий нет необходимости применять летучий органический растворитель Подразумевается, что 27982 способ полностью осуществляют без использования таких материалов, так что он является во всех отношениях приемлемым для окружающей среды Однако изобретение не исключает применения таких материалов Нет ни необходимости, ни потребности в том, чтобы перед фактическим процессом нанесения покрытия формировались ПТФЭ-теломеры, т е полимеры с молекулярной массой менее 100000 Водная дисперсия, применяемая для формирования начального покрытия, содержит, предпочтительно, от 0,15 до 0,5 мае % ПТФЭ, наиболее предпочтительно - приблизительно 0,25 мае % ПТФЭ Дисперсия может содержать одно или несколько поверхностно-активных веществ, которые содействуют образованию дисперсии частиц ПТФЭ С другой стороны, операция нанесения покрытия распылением может быть осуществлена таким же путем, как осуществляется стадия нанесения покрытия распылением в обычном способе с применением дисперсии теломера ПТФЭ в хлорфторуглероде После нанесения покрытия на лезвия и перед их облучением является предпочтительным подвергать лезвия воздействию кислородсодержащей атмосферы Так, лезвия можно с пользой хранить (или, иначе, подвергнуть действию) на воздухе или в другом кислородсодержащем газе в течение промежутка времени между нанесением покрытия и его облучением Предпочтительными формами ионизирующего облучения для применения в способе согласно настоящему изобретению являются облучение электронным пучком и гамма-облучение, из которых первое предпочтительнее Также может использоваться ультрафиолетовое облучение Оказывается, что полезный эффект, получаемый за счет способа согласно настоящему изобретению те уменьшение усилия при первом бритье, зависит от дозы облучения и не зависит от других параметров облучения, например от потока излучения Выгоды не получают при использовании доз излучения свыше 60 Мрад, и, в самом деле, предпочтительно применять дозы излучения значительно ниже этого значения, например, дозы в интервале от 3 до 30 Мрад, наиболее предпочтительно - от 18 до 22 Мрад Дозы ниже 1 Мрад обычно являются слишком низкими для практических целей Излучение расщепляет ПТФЭ до материала с меньшей молекулярной массой, но оказывается, что существенным фактором для получения наблюдаемых улучшений является то, что только относительно у небольшой части ПТФЭ должна быть снижена молекулярная масса, скажем, ниже 100000 Следовательно, предпочтительно, чтобы доза излучения была такой, чтобы приблизительно 10 мае % ПТФЭ в покрытии на кромке лезвия имела молекулярную массу, уменьшенную до величины ниже 100000 Облучение должно осуществляться в кислородсодержащем газе это может быть кислород или обогащенный кислородом воздух, но предпочтительно - воздух После облучения лезвия предпочтительно выдержать на, или подвергнуть действию воздуха (или другого кислородсодержащего газа) перед спеканием После такой кислородной пропитки ПТФЭ-покрытие оплавляют, и на этой стадии спекания могут быть использованы обычные для этой стадии условия Предпочтительно выполнять спекание при температуре от 305°С до 470°С, в течение, приблизительно, от 5 до 3000 секунд Спекание должно осуществляться после обработки излучением настолько скоро, насколько это является удобным с практической точки зрения, если задержка превышает 24 часа, можно не получить некоторые из преимуществ настоящего изобретения По способу согласно настоящему изобретению возможно получать лезвия с покрытием, для которых при применении усилие при первом бритье не превышает существенно усилия при бритье, необходимые для второго-пятого бритья Кроме того, сравнения при проведении испытаний на бритвенных испытательных панелях лезвиями, с покрытием согласно настоящему изобретению, и лезвиями с покрытиями, нанесенными обычным способом, упомянутым выше (нанесение покрытия распылением дисперсии теломера ПТФЭ в CFC (хлорфторуглерод), условия спекания идентичны), показывают, что во многих случаях не только ощутимое усилие при первом бритье лезвиями по изобретению ниже, чем в случае обычных лезвий, но и усилия при втором-пятом бритье также ниже То есть, можно достичь заметного общего улучшения при осуществлении бритья лезвиями с покрытием, нанесенным согласно настоящему изобретению, по сравнению с лезвиями, на которые покрытие нанесено обычными способами Для более полного понимания изобретения далее приводятся примеры, не ограничивающие изобретение и только в целях иллюстрации Пример 1 Заточенные лезвия из нержавеющей стали нагревали до 100°С в печи, и затем обрызгивали их водной 0,25% суспензией ПТФЭ ТЕ 3170 (поставляемого DuPont) с молекулярной массой > 1 ММ (1 миллион) Лезвия обрызгивали при скорости 2 мл/сек/1000 мм2 Опыленные лезвия затем облучали в пучке электронов (4,5 Мэв, 20 ма), чтобы получить общую дозу в 3 Мрад После облучения на воздухе лезвия оплавляли при 340°С в течение 25 секунд Получившиеся в результате лезвия с покрытием имели низкие значения усилия первого резания и хорошую адгезию полимера Пример 2 Вместо электронного пучка примера 1 может быть применено гамма-излучение Например, может быть использовано излучение Со 60 при дозе 50 Мрад с последующим спеканием при 400°С в течение 20 минут в крекингаммиаке Предпочтителен ПТФЭ с высокой молекулярной массой (например, > 1 ММ), например, ТЕ 3170 Пример 3 Повторяли пример 1 с интервалами в несколько часов между обрызгиванием и облучением и между облучением и спеканием В целях сравнения некоторое количество лезвий хранили в вакууме - в течение этих промежутков времени, а другие лезвия хранили на воздухе Образцы подвергали воздействию излучения с различными дозами от 3 до 30 Мрад Наилучшие результаты в 27982 смысле эффективности бритья, полученными в обоих промежутков времени между операциями, результате лезвиями достигали в случае, когда Предпочтительная доза излучения составляла от лезвия хранили на воздухе в течение одного или 18 до 22 Мрад ДП "Український інститут промислової власності" (Укрпатент) Бульв Лесі Українки, 26, Київ, 01133, Україна (044) 254-42-30, 295-61-97 Підписано до друку afrQOS 2001 р Формат 60x84 1/8 Обсяг Q j У^обл -вид арк Тираж 50 прим Зам УкрІНТЕІ Вул Горького, 180, Київ, 03680 МСП, Україна (044) 268-25-22
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B26B 21/00, B05D 3/06
Мітки: спосіб, формування, кромці, різальний, покриття, політетрафторетиленового, лез, бритвених
Код посилання
<a href="https://ua.patents.su/4-27982-sposib-formuvannya-politetraftoretilenovogo-pokrittya-na-rizalnijj-kromci-britvenikh-lez.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування політетрафторетиленового покриття на різальній кромці бритвених лез</a>
Спосіб утворення поліфторвуглецевого покриття різальної кромки бритвеного леза
Номер патенту: 27826
Опубліковано: 16.10.2000
Автор: Тренкім Хоанг Май
МПК: C09D 127/18, B26B 21/00, B05D 3/06
Мітки: кромки, леза, спосіб, поліфторвуглецевого, утворення, покриття, різальної, бритвеного
Текст:
...полимера, а не полученного полимеризацией мономера в хлорфто-руглеводороде. В соответствии с настоящим изобретением обеспечивается способ образования полифторуглеродного покрытия режущей кромки бритвенного лезвия путем образования дисперсии фторуглеродного полимера в летучей органической жидкости, распыления дисперсии на режущую кромку бритвенного лезвия и спекания, в котором предварительно фторуглеродный полимер, с молекулярной...
Люмінофорна суспензія для формування люмінофорного покриття
Номер патенту: 10047
Опубліковано: 30.09.1996
Автори: Ківа Олександра Леонтіївна, Нікітіна Ніна Євгеніївна
МПК: H01J 61/38
Мітки: люмінофорного, формування, суспензія, покриття, люмінофорна
Формула / Реферат:
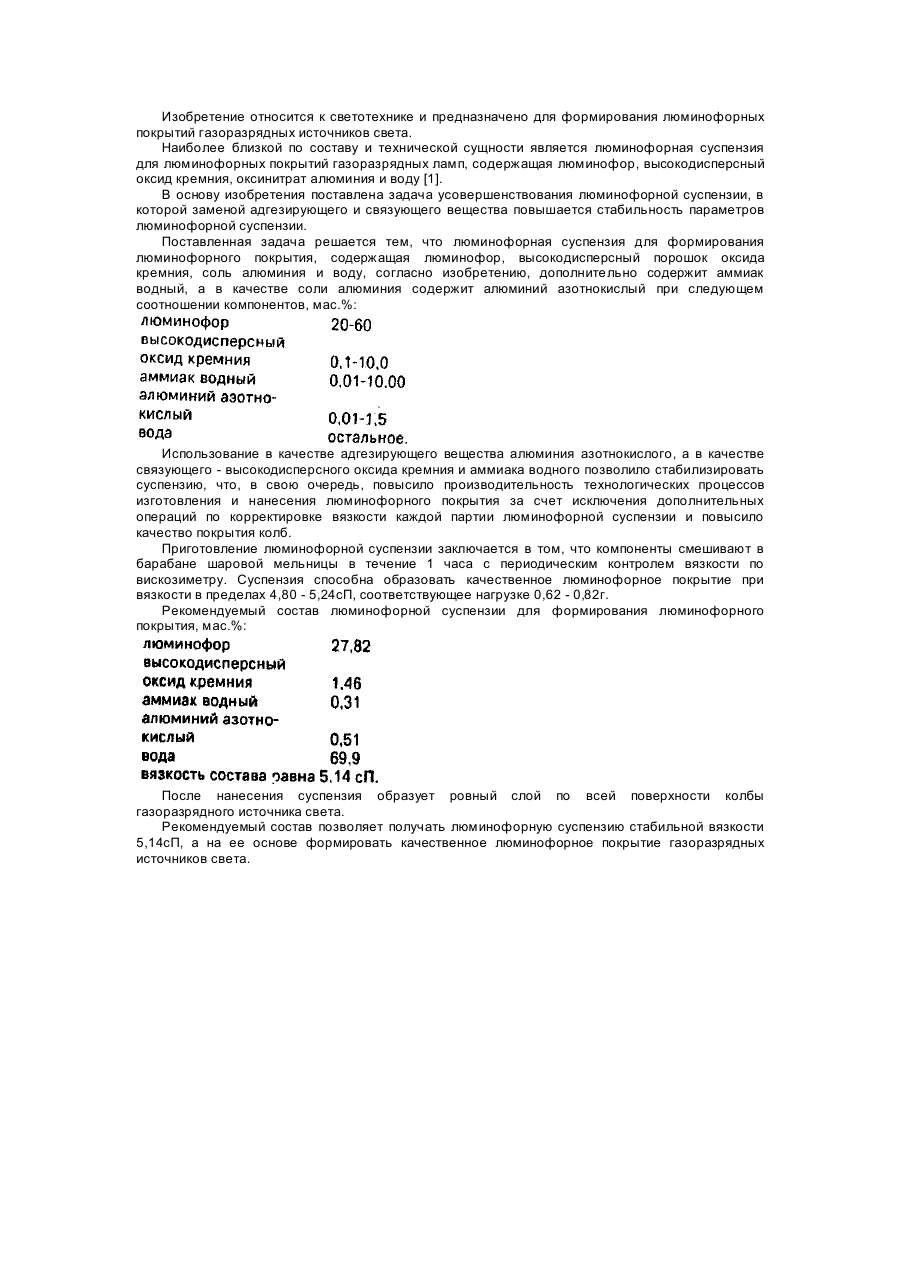
Люминофорная суспензия для формирования люминофорного покрытия, содержащая люминофор, высокодисперсный порошок оксида кремния, соль алюминия и роду, отличающаяся тем, что она дополнительно содержит аммиак водный, а в качестве соли алюминия содержит алюминий азотнокислый при следующем соотношении компонентов, мас.%:люминофор 20-60высокодисперсный оксид...
Пристрій для формування люмінофорного покриття на колби ртутнокварцевих ламп
Номер патенту: 2230
Опубліковано: 26.12.1994
Автори: Баля Валерій Олександрович, Ройз Лев Михайлович
МПК: H01J 9/20
Мітки: ртутнокварцевих, колби, покриття, пристрій, формування, ламп, люмінофорного
Формула / Реферат:
1. Устройство для формирования люмино-форного покрытия на колбах ртутно-кварцевых ламп, содержащее последовательно расположенные узел мойки колб, узел сутки колб, узел подачи и нанесения люминофорной суспензии на внутренние поверхности колб, узел сушки покрытия и узел охлаждения, отличающееся тем, что, с целью повышения выхода годных и уменьшения потерь люминофора, введен узел одновременного смыва излишков люминофора и предварительной сушки...
Спосіб виготовлення тепловідбивого покриття на склі

Номер патенту: 879
Опубліковано: 15.12.1993
Автори: Гойхман Валерій Юрійович, Аткарська Алла Борисівна, Дудник Тетяна Олександрівна, Борулько Віктор Іванович, Марічева Любов Іванівна, Попович Сергій Андрійович
МПК: C03C 17/28
Мітки: покриття, тепловідбивого, склі, виготовлення, спосіб
Формула / Реферат:
Способ получения теллоотражающего покрытия на стекле, включающий нанесение на его поверхность слоя из спиртового раствора гидролизующихся соединений металла окунанием и последующую термообработку, отличающийся тем, что перед нанесением раствора в него вводят спиртовый раствор поливинилбутиральной пленки в соотношении 99:1-97:3.
Спосіб нанесення покриття на стінки конвертера
Номер патенту: 25010
Опубліковано: 25.12.1998
Автори: Порхун Валентин Гаврилович, Тільга Степан Сергійович, Прокопенко Світлана Олександрівна, Старов Ремуальд Вікторович, Кобелянський Анатолій Тимофійович, Боровиков Генадій Федорович, Омесь Микола Михайлович, Стретинер Юхим Маркович, Шаповал Георгій Лук'янович
МПК: C21C 5/44
Мітки: спосіб, конвертера, нанесення, покриття, стінки
Формула / Реферат:
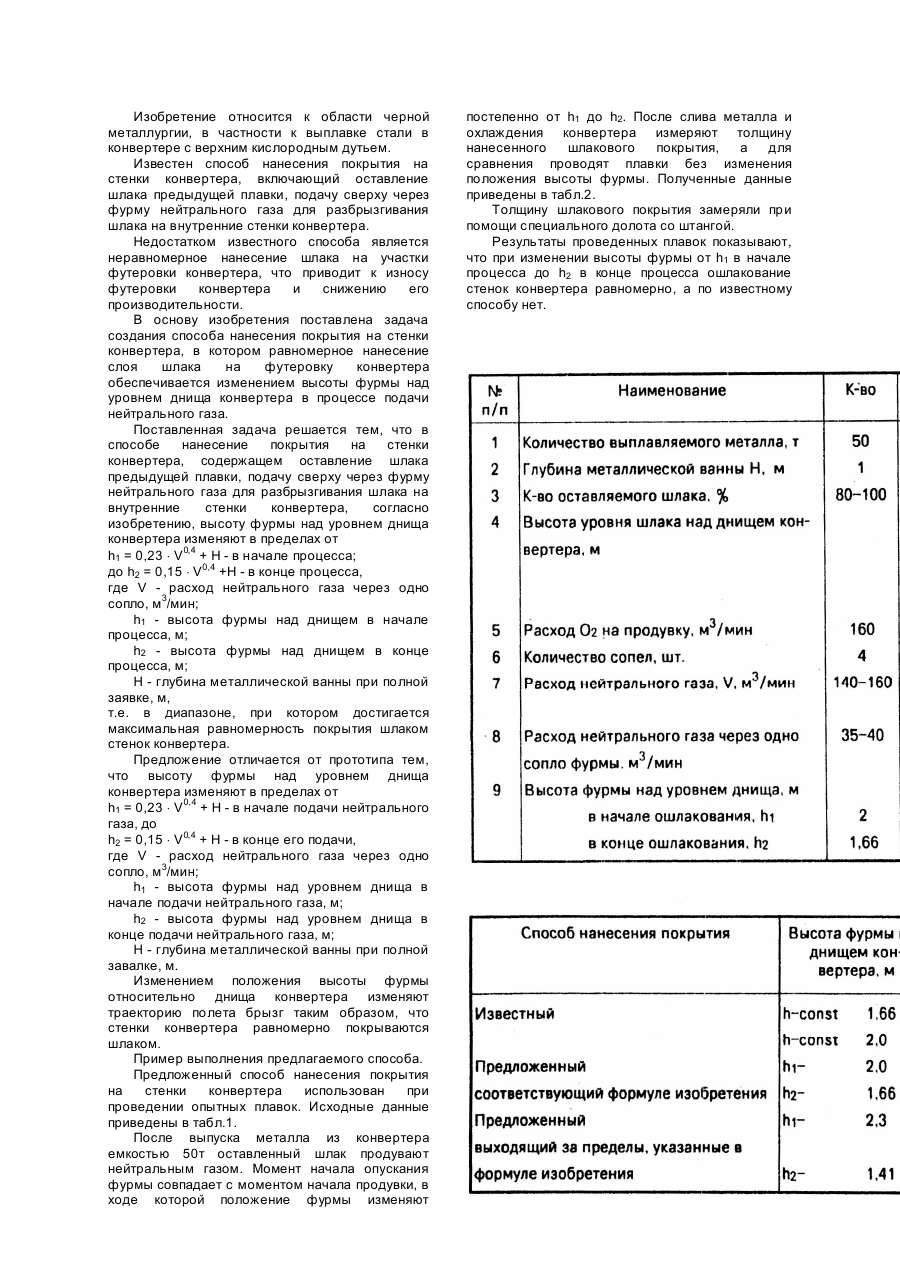
Способ нанесения покрытия на стенки конвертера, включающий оставление шлака предыдущей плавки, подачу сверх через фурму нейтрального газа для разбрызгивания шлака на внутренние стенки конвертера, отличающийся тем, что высоту фурмы над уровнем днища конвертера изменяют в пределах от h1 = 0,23V0,4 + H в начале подачи нейтрального газа до h2 = 0,15V0,4 + H в конце его подачи, где V -расход нейтрального газа через одно сопло, м3/мин; h1 - высота...
Попередній патент: Лікарський засіб для лікування серцевої недостатності
Наступний патент: Багатошарова попередньо відформована заготовка, спосіб її виготовлення, багатошарова посудина та спосіб її виготовлення
Випадковий патент: Застосування солей 1-тригалогенотелурометиліден(тригалогенотелурометил)-4-форміл-1,2-дигідро[1,3]тіазоло(селеназоло)[3,2-a]хіноліній галогенідів як бактерицидів