Спосіб нанесення карбонітридних покриттів на сталі та тверді сплави
Номер патенту: 28335
Опубліковано: 16.10.2000
Автори: Кулініч Андрій Альбертович, Хижняк Віктор Гаврилович, Хижняк Олег Вікторович

Формула / Реферат
Способ нанесения карбонитридных покрытий на стали и твердые сплави, включающий помещение в реакционную камеру изделий, порошка титана, карбюризатора, вакуумирование до 13Па, нагрев изделий до температуры 950-1100°С, повторное вакуумирование до 13Па, ввод четыреххлористого углерода и изотермическую выдержку при той же температури в течение 2-4 часов, отличающейся тем, что затем производят охлаждение камеры до температуры 800-850оС и вводят в реакционное пространство молекулярный азот, доводя давление в камере до 105Па, после чего осуществляют изотермическую выдержку в течение 0,5-1 часа при той же температуре и охлаждают камеру до комнатной температуры.
Текст
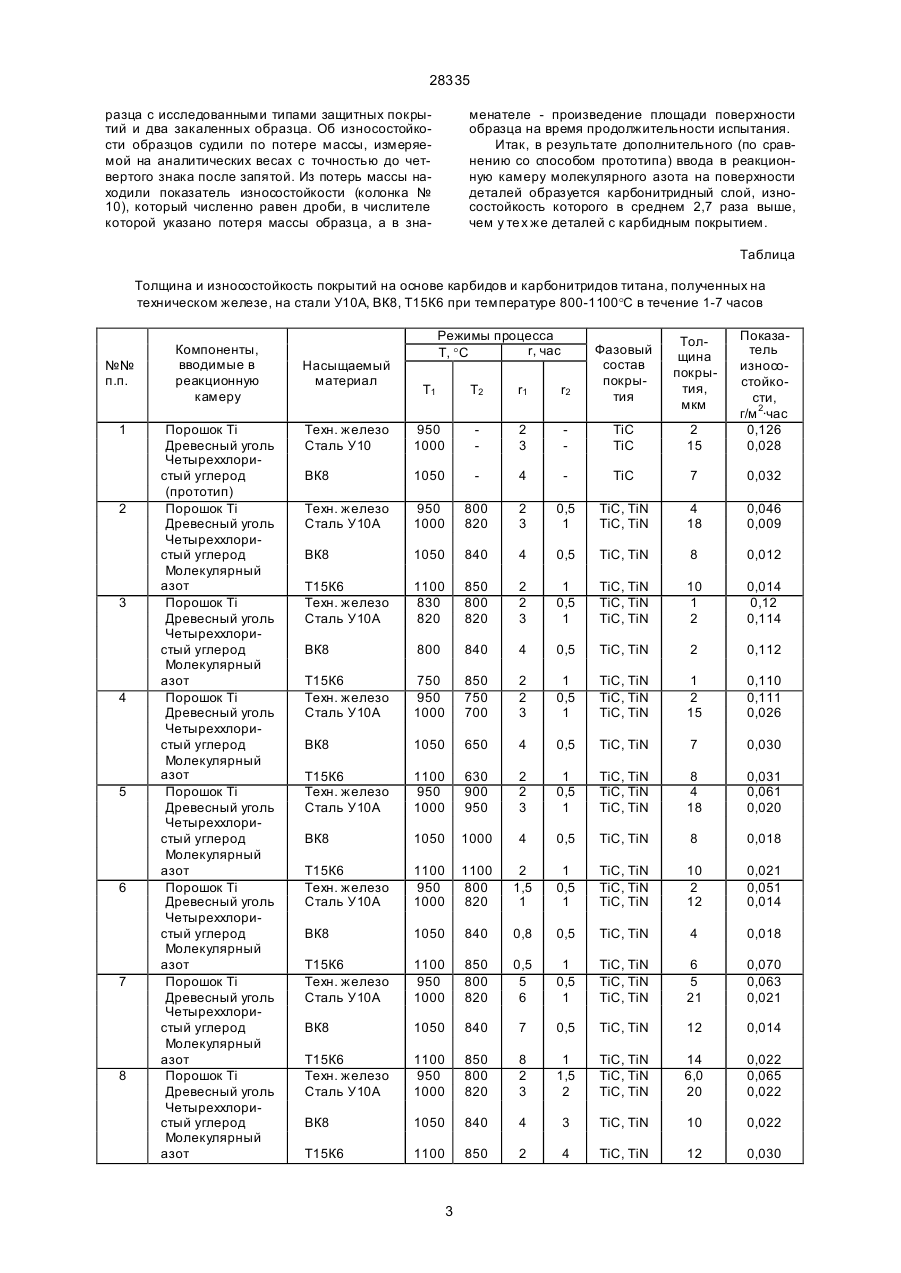
Способ нанесения карбонитридных покрытий на стали и твердые сплавы, включающий помещение в реакционную камеру изделий, порошка 28335 комнатной температуры. После окончания процесса нанесения покрытий изделия извлекают из камеры. Разработанный способ нанесения на поверхность сталей и твердых сплавов карбонитридных покрытий позволяет получить на поверхности деталей (над зоной карбида титана) слой нитрида титана, что позволяет увеличить сопротивление изделий абразивному износу в условиях трения скольжения без смазки в среднем в 2,7 раза по сравнению с прототипом. Описанный способ нанесения на поверхность сталей и твердых сплавов карбонитридных покрытий апробирован в лабораторных условиях, в результате чего подтверждена целесообразность его применения для повышения сопротивления изделий абразивному износу в условиях трения скольжения без смазки. В эксперименте использовалась установка на базе шахтной печи типа СШОЛ 1.1.6/12, в которой реакционная камера изготовлена из углеродистой стали. Сверху камеру закрывали крышкой, приваренной к вставке. Для обеспечения герметичности и необходимой степени разряжения в камере между ее корпусом и крышкой помещают вакуумное уплотнение. Верхнюю часть реакционной камеры охлаждали проточной водой, циркулирующей в приваренной к корпусу втулке. Вакуум в реакционной камере создается с помощью вакуумного насоса. Четыреххлористый углерод и молекулярный азот вводят в реакционную камеру через кран или технологическое отверстие. В процессе их напуска давление в камере контролируют мановакууметром, который после окончания контроля отключают от системы вакуумировода краном. Измерение и автоматическое регулирование температур в процессе нагрева и изотермической выдержки осуществляется терморегулятором. Датчиком температуры являлась термопара, горячий спай которой упирался непосредственно в стенку реакционной камеры. Рациональный расход исходных реагентов, как и в прототипе, определяли экспериментально, исходя из расчета на 1 м 2 обрабатываемой поверхности. Установлено, что рациональный расход порошка карбидообразующего элемента (титана) при постоянном расходе четыреххлористого углерода равном 0,005 л/м 2 должен составлять 0,05-0,07 кг/м 2. При меньшем содержании порошка в реакционном пространстве образуется сравнительно небольшое количество хлоридов, которое оказывается недостаточным для реализации реакций карбидообразования. Увеличение содержания карбидообразующих элементов свыше 0,050,07 кг/м 2 не приводит к полному расходу его даже при проведении процесса насыщения в течение 6 часов. Рациональный расход карбюризатора (древесного угля) составляет 0,03-0,05 кг/м 2. При меньших его значениях наблюдается обезуглероживание поверхности образцов, а при больших образование тонкой пленки сажистого углерода на поверхности: образцов, что препятствует протеканию диффузионных процессов. В таблице приведен фазовый состав, толщина и износостойкость покрытий, полученных по спо собу прототипа (ряд № 1) и по предлагаемому способу. Температурно-временные условия ХТО в таблице описываются следующими величинами: Т1 - температура первой изотермической выдержки, при которой вводится четыреххлористый углерод; Т2 - температура второй изотермической выдержки, при которой вводится молекулярный азот; r1 - время первой изотермической выдержки; r2 - время второй изотермической выдержки. Оптимальные температурно-временные условия ХТО выбираются таким образом, чтобы обеспечить максимальную эффективность диффузии легирующи х элементов и получить покрытия значительной толщины за сравнительно небольшой промежуток времени. Оптимальными эксплуатационными характеристиками обладают карбидные покрытия, нанесенные на поверхность сталей и сплавов, толщиной 10-15 мкм. Исходя из этого экспериментальным путем устанавливались минимальные температуры, обеспечивающие возможность протекания диффузионных процессов. Для первой изотермической выдержки эти температуры оказались в интервале 950-1100°С, а для второй - в интервале 800-850°С. При меньших температурах эффективность диффузии легирующих элементов будет недостаточна, т.е. толщина покрытий будет значительно меньше 10-15 мкм (нр: ряд № 3). Повышать же температуру насыщения до более высоких значений нецелесообразно, т.к. возможно сильное обезуглероживание приповерхностных зон обрабатываемых материалов. Итак, оптимальные интервалы насыщения: Т1=950-1100°С, Т2=800-850°С. Этим интервалом температур было экспериментальным путем подобраносоответствующее время выдержки, исходя из необходимости получить на сталях и сплавах толщину покрытия 10-15 мкм: r1=2-4 часа, r2=0,5-1 час (ряд № 2). Оказалось, что при одних и тех же температурно-временных условиях ХТО износостойкость деталей с карбонитридными покрытиями, полученными по нашему способу (ряд № 2), оказалась выше в среднем в 2,7 раза, чем у деталей с карбидными покрытиями, полученными по способу прототипа (ряд № 1). В колонке № 10 приведены значения показателя износостойкости для указанных сталей и сплавов при различных температурно-временных условиях ХТО для нашего способа и по способу прототипа. Износостойкость карбидных и карбонитридных покрытий в условиях абразивного износа исследовалась по специальной методике (Хижняк В.Г. Карбидные покрытия на инструментальных сплавах: Автореф. дис... канд. техн. наук. - К., 1980, 25 с.). Суть применяемой методики определения износостойкости состоит в том, что цилиндрические образцы после различных видов обработки поверхности совершали вращательное движение вокруг своей оси и и х окружности в среде с абразивом. В качестве абразива использовали сухой или увлажненный карбид бора с крупностью частиц 150 мкм и микротвердостью примерно 42 ГПа. Испытанию подвергались одновременно два об 2 28335 разца с исследованными типами защитных покрытий и два закаленных образца. Об износостойкости образцов судили по потере массы, измеряемой на аналитических весах с точностью до четвертого знака после запятой. Из потерь массы находили показатель износостойкости (колонка № 10), который численно равен дроби, в числителе которой указано потеря массы образца, а в зна менателе - произведение площади поверхности образца на время продолжительности испытания. Итак, в результате дополнительного (по сравнению со способом прототипа) ввода в реакционную камеру молекулярного азота на поверхности деталей образуется карбонитридный слой, износостойкость которого в среднем 2,7 раза выше, чем у те х же деталей с карбидным покрытием. Таблица Толщина и износостойкость покрытий на основе карбидов и карбонитридов титана, полученных на техническом железе, на стали У10А, ВК8, Т15К6 при температуре 800-1100°С в течение 1-7 часов №№ п.п. 1 2 3 4 5 6 7 8 Компоненты, вводимые в реакционную камеру Порошок Тi Древесный уголь Четыреххлористый углерод (прототип) Порошок Тi Древесный уголь Четыреххлористый углерод Молекулярный азот Порошок Тi Древесный уголь Четыреххлористый углерод Молекулярный азот Порошок Тi Древесный уголь Четыреххлористый углерод Молекулярный азот Порошок Тi Древесный уголь Четыреххлористый углерод Молекулярный азот Порошок Тi Древесный уголь Четыреххлористый углерод Молекулярный азот Порошок Тi Древесный уголь Четыреххлористый углерод Молекулярный азот Порошок Тi Древесный уголь Четыреххлористый углерод Молекулярный азот Т1 Т2 r1 r2 Фазовый состав покрытия Техн. железо Сталь У10 950 1000 2 3 TiC TiC 2 15 Показатель износостойкости, г/м 2·час 0,126 0,028 ВК8 1050 4 TiC 7 0,032 Техн. железо Сталь У10А 950 1000 800 820 2 3 0,5 1 TiC, TiN TiC, TiN 4 18 0,046 0,009 ВК8 1050 840 4 0,5 TiC, TiN 8 0,012 Т15К6 Техн. железо Сталь У10А 1100 830 820 850 800 820 2 2 3 1 0,5 1 TiC, TiN TiC, TiN TiC, TiN 10 1 2 0,014 0,12 0,114 ВК8 800 840 4 0,5 TiC, TiN 2 0,112 Т15К6 Техн. железо Сталь У10А 750 950 1000 850 750 700 2 2 3 1 0,5 1 TiC, TiN TiC, TiN TiC, TiN 1 2 15 0,110 0,111 0,026 ВК8 1050 650 4 0,5 TiC, TiN 7 0,030 Т15К6 Техн. железо Сталь У10А 1100 950 1000 630 900 950 2 2 3 1 0,5 1 TiC, TiN TiC, TiN TiC, TiN 8 4 18 0,031 0,061 0,020 ВК8 1050 1000 4 0,5 TiC, TiN 8 0,018 Т15К6 Техн. железо Сталь У10А 1100 950 1000 1100 800 820 2 1,5 1 1 0,5 1 TiC, TiN TiC, TiN TiC, TiN 10 2 12 0,021 0,051 0,014 ВК8 1050 840 0,8 0,5 TiC, TiN 4 0,018 Т15К6 Техн. железо Сталь У10А 1100 950 1000 850 800 820 0,5 5 6 1 0,5 1 TiC, TiN TiC, TiN TiC, TiN 6 5 21 0,070 0,063 0,021 ВК8 1050 840 7 0,5 TiC, TiN 12 0,014 Т15К6 Техн. железо Сталь У10А 1100 950 1000 850 800 820 8 2 3 1 1,5 2 TiC, TiN TiC, TiN TiC, TiN 14 6,0 20 0,022 0,065 0,022 ВК8 1050 840 4 3 TiC, TiN 10 0,022 Т15К6 1100 850 2 4 TiC, TiN 12 0,030 Насыщаемый материал Режимы процесса r, час Т, °С 3 Толщина покрытия, мкм 28335 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 34 прим. Зам._______ __________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 __________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for application of carbonitride coverings at the steels and hard alloys
Автори англійськоюKhyzhniak Viktor Havrylovych, Kulinich Andrii Albertovych, Khyzhniak Oleh Viktorovych
Назва патенту російською?????? ????????? ?????????????? ???????? ?? ????? ? ??????? ??????
Автори російськоюХижняк Виктор Гаврилович, Кулинич Андрей Альбертович, Хижняк Олег Викторович
МПК / Мітки
Мітки: покриттів, спосіб, нанесення, тверді, сталі, карбонітридних, сплави
Код посилання
<a href="https://ua.patents.su/4-28335-sposib-nanesennya-karbonitridnikh-pokrittiv-na-stali-ta-tverdi-splavi.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення карбонітридних покриттів на сталі та тверді сплави</a>
Спосіб одержання карбідних покриттів на металах і сплавах
Номер патенту: 2597
Опубліковано: 26.12.1994
Автори: Лоскутов Володимир Федорович, Назаренко Євгенія Іванівна, Бобіна Марина Миколаївна, Пересенчук Віктор Васильович, Хижняк Віктор Гаврилович
МПК: C23C 12/00
Мітки: карбідних, покриттів, одержання, сплавах, спосіб, металах
Формула / Реферат:
Способ получения карбидных покрытий на металлах и сплавах, включающий загрузку деталей в камеру с порошковой смесью, содержащей карбидообразующие элементы и древесный уголь, вакуумирование, нагрев до температуры насыщения, повторное вакуумирование, заполнение камеры четыреххлористым углеродом, выдержку и охлаждение, отличающийся тем, что, с целью снижения хрупкости при сохранении достаточной твердости покрытия, порошковая смесь в качестве...
Порошковий матеріал для газотермічного нанесення зносостійких покриттів
Номер патенту: 16275
Опубліковано: 29.08.1997
Автори: Фень Євген Костянтинович, Алфінцева Раїса Андріївна
МПК: C23C 4/04
Мітки: газотермічного, нанесення, порошковий, матеріал, покриттів, зносостійких
Формула / Реферат:
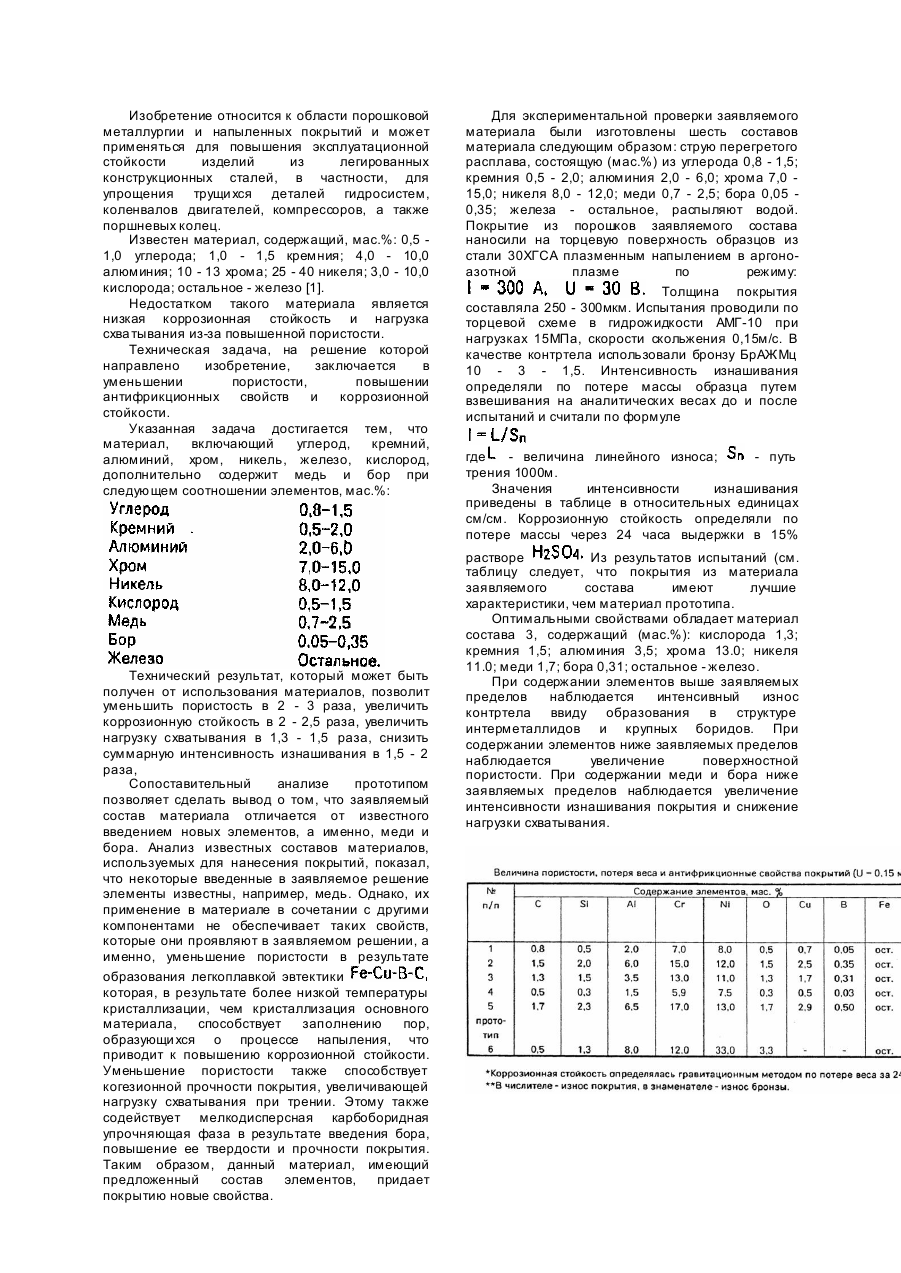
Порошковый материал для газотермического нанесения износостойких покрытий на основе никеля, содержащий карбид титана, бор, кремний, углерод, железо и хром, отличающийся тем, что, с целью повышения износостойкости при фреттинге в диапазоне температур 20-700°С и прочности сцепления с основой, он дополнительно содержит марганец и молибден при следующем соотношении компонентов, мас.%: Карбид титана 10-30...
Спосіб нанесення несуцільних зносостійких покриттів
Номер патенту: 11269
Опубліковано: 25.12.1996
Автор: Андреєв Сергій Антонович
МПК: C23C 14/32
Мітки: зносостійких, нанесення, покриттів, спосіб, несуцільних
Текст:
...технологии. После нанесения твердой сетки основы остатки графитового порошка удаляются. Затем полости сетки заполняются пластическим металлом, например, хромом по известной технологии. 20 Сравнительные испытания показали значительное повышение стойкости рабочих поверхностей, покрытых по данному способу Испытания проводились при нанесении покрытий на быстрорежущий и твер- 25 досплавный инструмент, детали штамповой оснастки и детали...
Матеріал на основі заліза для газотермічного нанесення покриттів
Номер патенту: 18460
Опубліковано: 25.12.1997
Автори: Ясинська Ольга Григорівна, Сандуленко Віктор Володимирович, Поліщук Ірина Євгенієвна, Моляр Олександр Григорович, Польский Олексій Юрійович, Бойченко Віктор Олексійович
МПК: C22C 38/54, C22C 33/02, C23C 4/06
Мітки: основі, заліза, нанесення, матеріал, покриттів, газотермічного
Формула / Реферат:
Материал на основе железа для газотермического нанесения покрытий, преимущественно на сталь, включающий углерод, кремний, алюминий, хром, никель, кислород, отличающийся тем, что он дополнительно содержит медь и бор при следующем соотношении компонентов в материале, мас.%:
Спосіб нанесення покриттів

Номер патенту: 2947
Опубліковано: 26.12.1994
Автори: Лінський Микола Федорович, Цикало Сергій Михайлович, Барановський Анатолій Михайлович
Мітки: покриттів, спосіб, нанесення
Формула / Реферат:
Способ нанесения покрытий плазменным напылением порошкообразного металлического материала, включающий введение в плазменную струю газовой взвеси порошкообразного металлического материала и подачу его на подложку, отличающийся тем, что газовую взвесь порошкообразного материала вводят в плазменную струю со сверхзвуковой скоростью.
Попередній патент: Hвч фільтр
Наступний патент: Пристрій для наведення противикидного обладнання на хрестовину колонної головки устя фонтанувальної свердловини
Випадковий патент: Зрівняльний гідравлічний пристрій для безпечних канатних підйомних систем