Плінтус

Формула / Реферат
1. Плінтус, який має лицьову, зворотну і бокові поверхні, розташовані під кутом 90 градусів одна до одної, при цьому він виготовлений із заготівки, яка у поздовжньому напрямку складається із відрізків однакової ширини і товщини, які з'єднані торцями будь-яким відомим способом, наприклад за допомогою клиноподібних шипів на клеї, який відрізняється тим, що згадані відрізки є немірними, їх довжина є випадковою величиною і вони розташовані у випадковому порядку в межах заданої довжини плінтуса.
2. Плінтус за п. 1, який відрізняється тим, що зрощені сусідні відрізки мають переважно протилежний напрямок річних кілець.
3. Плінтус за п. 1 або 2, який відрізняється тим, що гребені клиноподібних шипів розташовані в основному перпендикулярно лицьовій або зворотній поверхні плінтуса.
4. Плінтус за п. 1 або 2, який відрізняється тим, що гребені клиноподібних шипів розташовані в основному паралельно лицьовій або зворотній поверхні плінтуса.
Текст
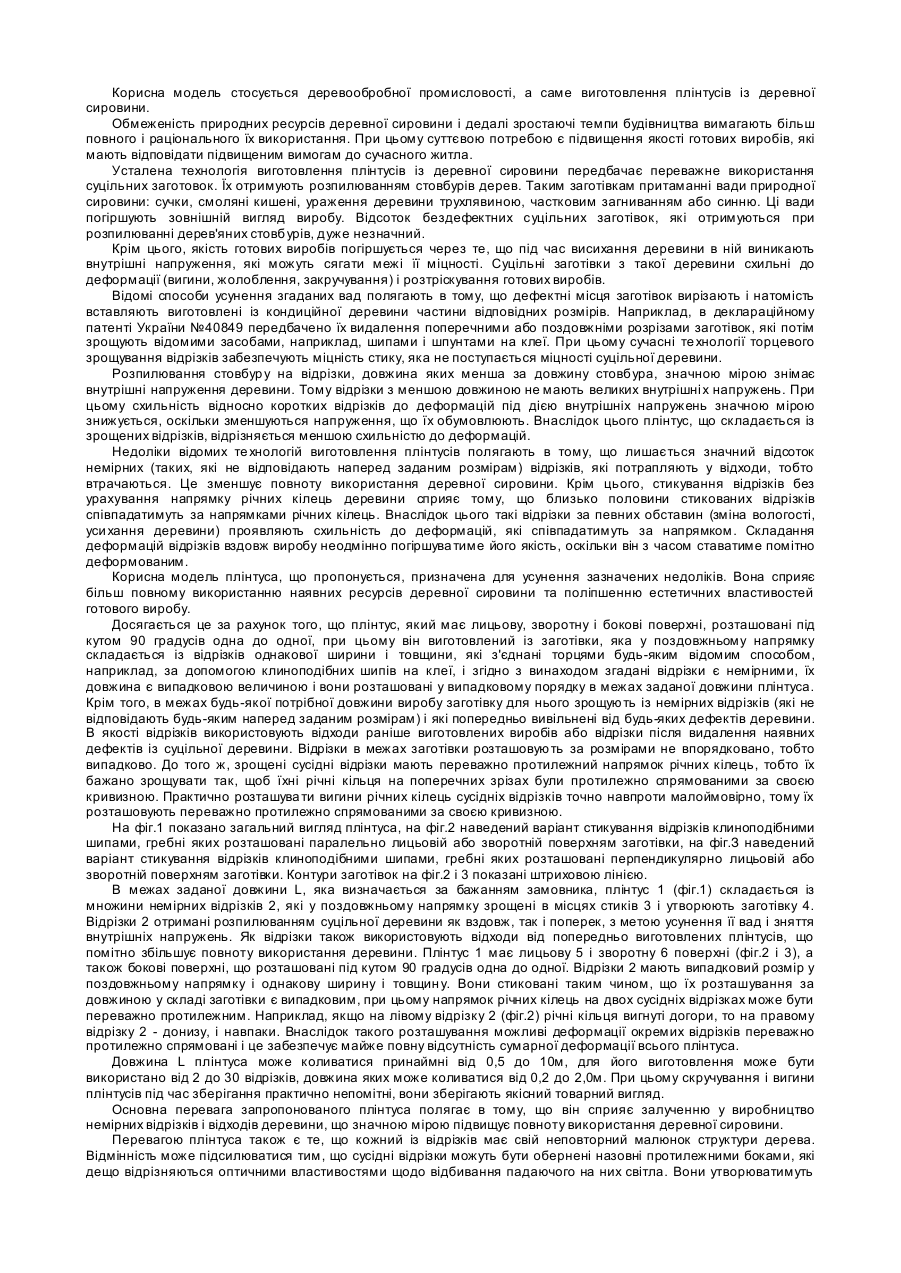
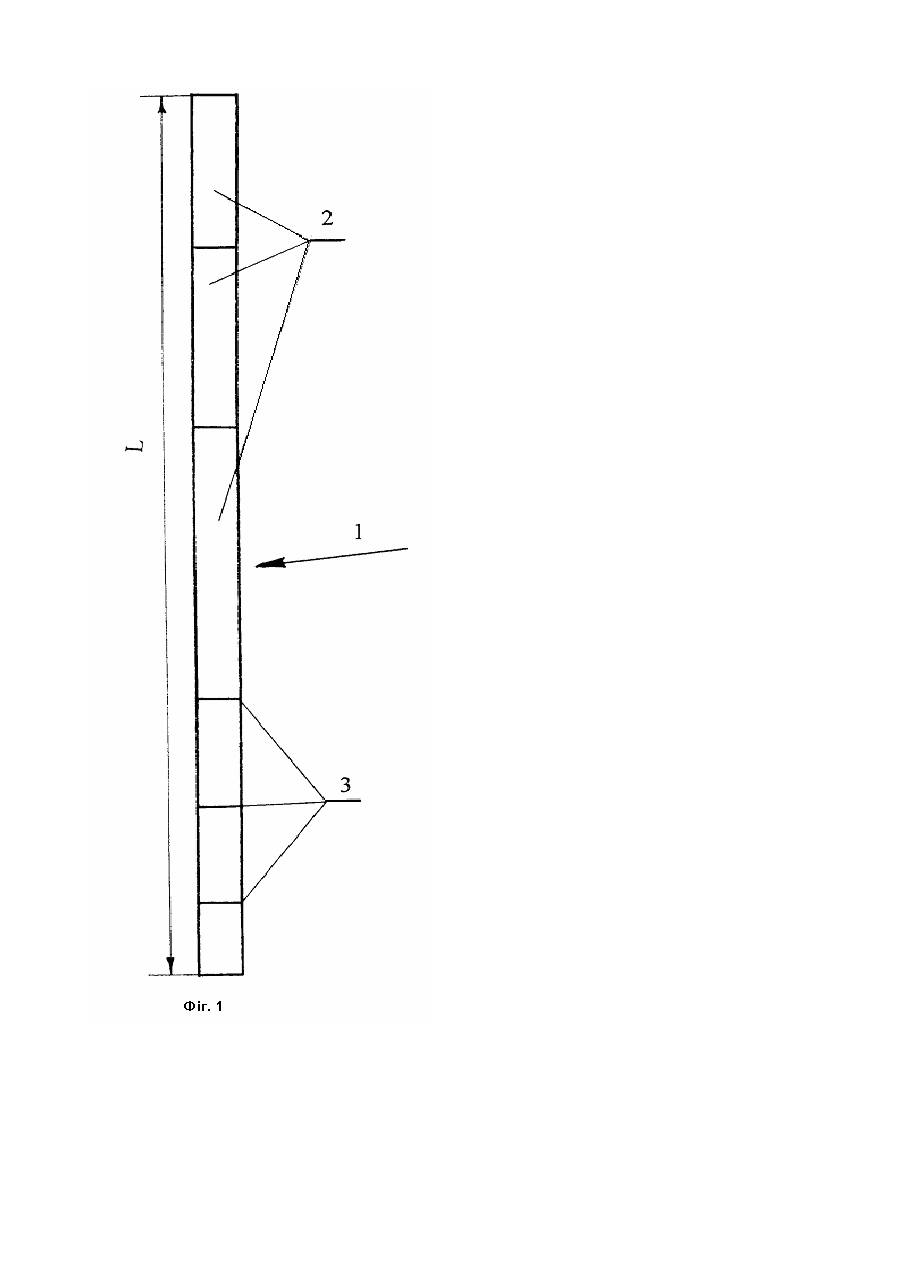
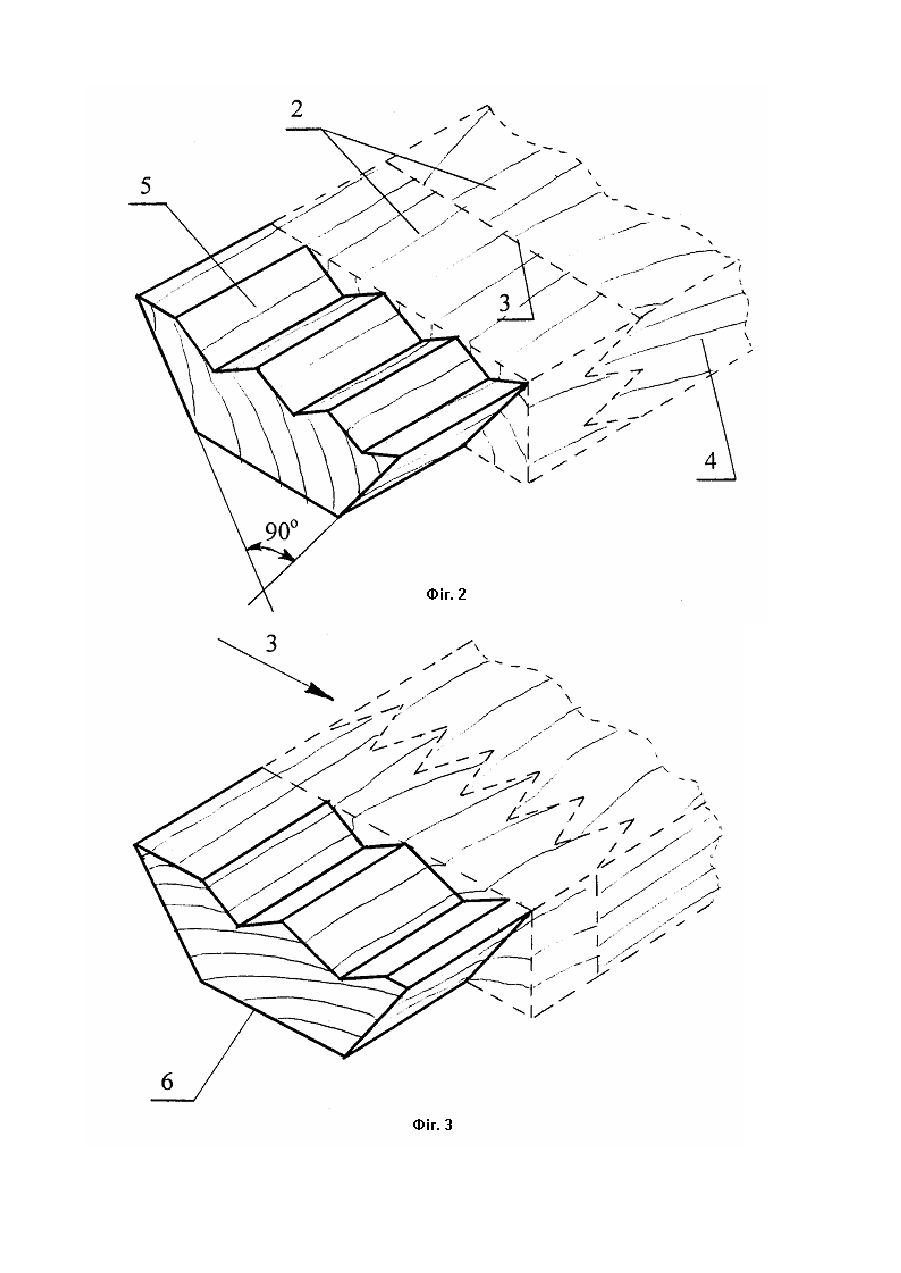
Корисна модель стосується деревообробної промисловості, а саме виготовлення плінтусів із деревної сировини. Обмеженість природних ресурсів деревної сировини і дедалі зростаючі темпи будівництва вимагають більш повного і раціонального їх використання. При цьому суттєвою потребою є підвищення якості готових виробів, які мають відповідати підвищеним вимогам до сучасного житла. Усталена технологія виготовлення плінтусів із деревної сировини передбачає переважне використання суцільних заготовок. Їх отримують розпилюванням стовбурів дерев. Таким заготівкам притаманні вади природної сировини: сучки, смоляні кишені, ураження деревини трухлявиною, частковим загниванням або синню. Ці вади погіршують зовнішній вигляд виробу. Відсоток бездефектних суцільних заготівок, які отримуються при розпилюванні дерев'яних стовбурів, дуже незначний. Крім цього, якість готових виробів погіршується через те, що під час висихання деревини в ній виникають внутрішні напруження, які можуть сягати межі її міцності. Суцільні заготівки з такої деревини схильні до деформації (вигини, жолоблення, закручування) і розтріскування готових виробів. Відомі способи усунення згаданих вад полягають в тому, що дефектні місця заготівок вирізають і натомість вставляють виготовлені із кондиційної деревини частини відповідних розмірів. Наприклад, в деклараційному патенті України №40849 передбачено їх видалення поперечними або поздовжніми розрізами заготівок, які потім зрощують відомими засобами, наприклад, шипами і шпунтами на клеї. При цьому сучасні те хнології торцевого зрощування відрізків забезпечують міцність стику, яка не поступається міцності суцільної деревини. Розпилювання стовбур у на відрізки, довжина яких менша за довжину стовбура, значною мірою знімає внутрішні напруження деревини. Тому відрізки з меншою довжиною не мають великих внутрішні х напружень. При цьому схильність відносно коротких відрізків до деформацій під дією внутрішніх напружень значною мірою знижується, оскільки зменшуються напруження, що їх обумовлюють. Внаслідок цього плінтус, що складається із зрощених відрізків, відрізняється меншою схильністю до деформацій. Недоліки відомих те хнологій виготовлення плінтусів полягають в тому, що лишається значний відсоток немірних (таких, які не відповідають наперед заданим розмірам) відрізків, які потрапляють у відходи, тобто втрачаються. Це зменшує повноту використання деревної сировини. Крім цього, стикування відрізків без урахування напрямку річних кілець деревини сприяє тому, що близько половини стикованих відрізків співпадатимуть за напрямками річних кілець. Внаслідок цього такі відрізки за певних обставин (зміна вологості, уси хання деревини) проявляють схильність до деформацій, які співпадатимуть за напрямком. Складання деформацій відрізків вздовж виробу неодмінно погіршува тиме його якість, оскільки він з часом ставатиме помітно деформованим. Корисна модель плінтуса, що пропонується, призначена для усунення зазначених недоліків. Вона сприяє більш повному використанню наявних ресурсів деревної сировини та поліпшенню естетичних властивостей готового виробу. Досягається це за рахунок того, що плінтус, який має лицьову, зворотну і бокові поверхні, розташовані під кутом 90 градусів одна до одної, при цьому він виготовлений із заготівки, яка у поздовжньому напрямку складається із відрізків однакової ширини і товщини, які з'єднані торцями будь-яким відомим способом, наприклад, за допомогою клиноподібних шипів на клеї, і згідно з винаходом згадані відрізки є немірними, їх довжина є випадковою величиною і вони розташовані у випадковому порядку в межах заданої довжини плінтуса. Крім того, в межах будь-якої потрібної довжини виробу заготівку для нього зрощують із немірних відрізків (які не відповідають будь-яким наперед заданим розмірам) і які попередньо вивільнені від будь-яких дефектів деревини. В якості відрізків використовують відходи раніше виготовлених виробів або відрізки після видалення наявних дефектів із суцільної деревини. Відрізки в межах заготівки розташовують за розмірами не впорядковано, тобто випадково. До того ж, зрощені сусідні відрізки мають переважно протилежний напрямок річних кілець, тобто їх бажано зрощувати так, щоб їхні річні кільця на поперечних зрізах були протилежно спрямованими за своєю кривизною. Практично розташува ти вигини річних кілець сусідніх відрізків точно навпроти малоймовірно, тому їх розташовують переважно протилежно спрямованими за своєю кривизною. На фіг.1 показано загальний вигляд плінтуса, на фіг.2 наведений варіант стикування відрізків клиноподібними шипами, гребні яких розташовані паралельно лицьовій або зворотній поверхням заготівки, на фіг.З наведений варіант стикування відрізків клиноподібними шипами, гребні яких розташовані перпендикулярно лицьовій або зворотній поверхням заготівки. Контури заготівок на фіг.2 і 3 показані штриховою лінією. В межах заданої довжини L, яка визначається за бажанням замовника, плінтус 1 (фіг.1) складається із множини немірних відрізків 2, які у поздовжньому напрямку зрощені в місцях стиків 3 і утворюють заготівку 4. Відрізки 2 отримані розпилюванням суцільної деревини як вздовж, так і поперек, з метою усунення її вад і зняття внутрішніх напружень. Як відрізки також використовують відходи від попередньо виготовлених плінтусів, що помітно збільшує повноту використання деревини. Плінтус 1 має лицьову 5 і зворотну 6 поверхні (фіг.2 і 3), а також бокові поверхні, що розташовані під кутом 90 градусів одна до одної. Відрізки 2 мають випадковий розмір у поздовжньому напрямку і однакову ширину і товщин у. Вони стиковані таким чином, що їх розташування за довжиною у складі заготівки є випадковим, при цьому напрямок річних кілець на двох сусідніх відрізках може бути переважно протилежним. Наприклад, якщо на лівому відрізку 2 (фіг.2) річні кільця вигнуті догори, то на правому відрізку 2 - донизу, і навпаки. Внаслідок такого розташування можливі деформації окремих відрізків переважно протилежно спрямовані і це забезпечує майже повну відсутність сумарної деформації всього плінтуса. Довжина L плінтуса може коливатися принаймні від 0,5 до 10м, для його виготовлення може бути використано від 2 до 30 відрізків, довжина яких може коливатися від 0,2 до 2,0м. При цьому скручування і вигини плінтусів під час зберігання практично непомітні, вони зберігають якісний товарний вигляд. Основна перевага запропонованого плінтуса полягає в тому, що він сприяє залученню у виробництво немірних відрізків і відходів деревини, що значною мірою підвищує повноту використання деревної сировини. Перевагою плінтуса також є те, що кожний із відрізків має свій неповторний малюнок структури дерева. Відмінність може підсилюватися тим, що сусідні відрізки можуть бути обернені назовні протилежними боками, які дещо відрізняються оптичними властивостями щодо відбивання падаючого на них світла. Вони утворюватимуть поверхню, яка складатиметься із не передбачуваного набору фрагментів малюнків деревної структури. Тому на відміну від звичайних плінтусів запропоновані справлятимуть враження невпорядкованої різноманітної структури, що сприятиме відчуттю неповторності візерунку виробу. За таких обставин запропоновані плінтуси доцільно покривати лише прозорими (зокрема матовими) лакувально-фарбувальними покриттями. Але за будь-яких інших міркувань його можна також пофарбувати і непрозорим покриттям, при цьому решта переваг нового виробу зберігається повною мірою. Додатковою перевагою запропонованого плінтуса є те, що він складається із відрізків, які попередньо звільнені від дефектів і внутрішніх напружень, напрямок річних кілець сусідніх відрізків може бути переважно протилежним, а міцність стиків не поступається міцності суцільної деревини. Тому готовий виріб переважає за міцністю суцільну деревину, яка зазвичай має природні дефекти. Він практично несхильний до деформацій. Розташування клиноподібних шипів на стиках деякою мірою впливає на вигляд готового виробу. Так, стикування за допомогою клинових зубців 10, гребні яких в основному (в межах можливих похибок при їх виготовленні) паралельні лицьовій або зворотній поверхні плінтуса (фіг.2), створює чітку межу між ними, відповідно це обумовлює підкреслену відмінність між сусідніми візерунками. Стикування відрізків за допомогою клинових зубців 11, які в основному перпендикулярні лицьовій або зворотній поверхні плінтуса (фіг.3), дає візуальний ефект плавного переходу візерунку одного відрізку в інший, оскільки відсутня чітка межа між ними. При цьому різні відрізки, з яких складається плінтус, з одного боку створюють певне розмаїття його візерунків, а з другого - межі між різними візерунками стають розмитими. Запропонована корисна модель плінтуса позбавлена природних вад деревини, майже не деформується, забезпечує залучення ресурсів немірних заготовок деревини, в тому числі і відходів, має оригінальний вигляд випадково розташованих візерунків, які справлятимуть враження природної різноманітності і непередбачуваності. При цьому за бажанням замовника границя між візерунками може бути чі ткою або розмитою.
ДивитисяДодаткова інформація
МПК / Мітки
МПК: E04F 19/04
Мітки: плінтус
Код посилання
<a href="https://ua.patents.su/4-2846-plintus.html" target="_blank" rel="follow" title="База патентів України">Плінтус</a>
Коробка для кондитерських виробів
Номер патенту: 820
Опубліковано: 15.05.2001
Автор: Парфілов Олександр Олександрович
МПК: B65D 85/30
Мітки: виробів, коробка, кондитерських
Формула / Реферат:
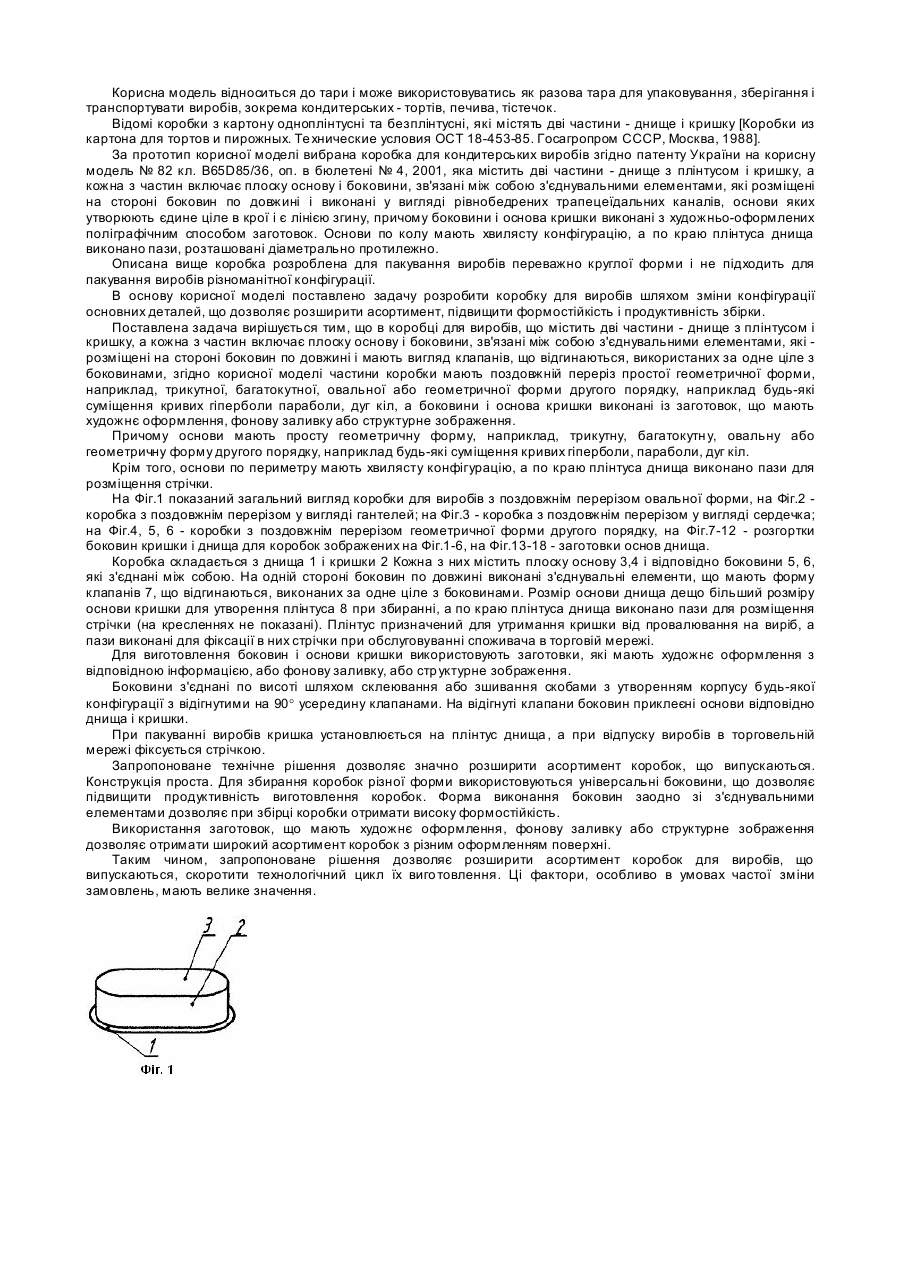
1.Коробка для кондитерських виробів, що містить дві частини циліндричної форми - днище з плінтусом і кришку, висота якої значно більша висоти днища, а кожна з частин включає плоску круглу основу і боковину прямокутної форми, яка відрізняється тим, що основа і боковини зв'язані між собою з'єднувальними елементами, які розміщені на стороні боковин по довжині і виконані у вигляді рівнобедреник трапецієподібних клапанів, основи яких утворюють...
Коробка для виробів
Номер патенту: 2663
Опубліковано: 15.07.2004
Автор: Парфілов Олександр Олександрович
МПК: B65D 85/30
Формула / Реферат:
1. Коробка для виробів, що містить дві частини - днище з плінтусом і кришку, а кожна з частин включає плоску основу і боковини, зв'язані між собою з'єднувальними елементами, які розміщені на боковинах по довжині і мають вигляд клапанів, що відгинаються, виконаних за одне ціле з боковинами, яка відрізняється тим, що частини коробки мають поздовжній переріз простої геометричної форми, наприклад трикутної, багатокутної, овальної або геометричної...
Дошка для підлоги
Номер патенту: 703
Опубліковано: 15.11.2000
Автор: Вовк Володимир Якович
МПК: E04F 15/04, B32B 21/00
Формула / Реферат:
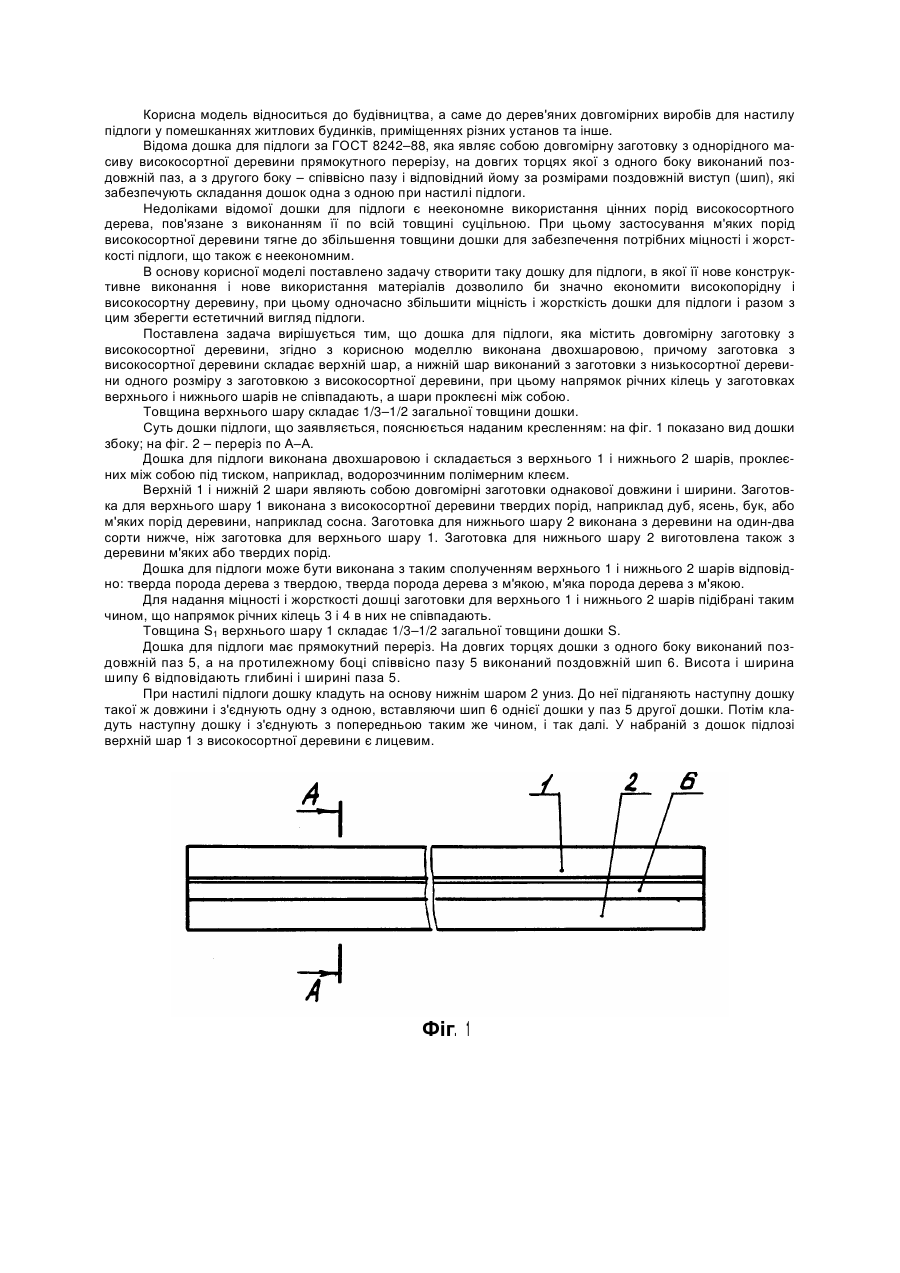
1. Дошка для підлоги, що містить довгомірну заготовку з високосортної деревини, яка відрізняється тим, що вона виконана двошаровою, причому заготовка з високосортної деревини складає верхній шар, а нижній шар виконаний з заготовки з низькосортної деревини одного розміру з заготовкою з високосортної деревини, при цьому напрямок річних кілець у заготовках верхнього і нижнього шарів не співпадають, а шари проклеєні між собою.2. Дошка для...
Електрична обмотка
Номер патенту: 532
Опубліковано: 15.09.2000
Автори: Добродєєв Павло Миколайович, Волохов Сергій Олексійович
МПК: H01F 13/00
Мітки: обмотка, електрична
Формула / Реферат:
Електрична обмотка, що являє собою певне число витків кабеля, призначених для розташування на трубі при її розмагнічуванні, яка відрізняється тим, що обмотка складається з відрізків багатожильного кабеля довжиною 2-4 кола труби і відрізка того ж кабелю, який з'єднує початок першого та кінець останнього з попередніх відрізків, а відрізки кабелю сполучені штепсельними з'єднувачами.
Вантажопідйомний строп
Номер патенту: 52919
Опубліковано: 15.01.2003
Автори: Коміссаров Сергій Сергійович, Ахтямов Альберт Мінахметович
МПК: B66C 1/12
Мітки: строп, вантажопідйомний
Формула / Реферат:
Вантажопідйомний строп, який містить дві металеві стрічки, котрі мають криволінійні відрізки з одного боку відносно вертикальної осі і прямолінійні відрізки, що їх розділяють, при цьому прямолінійні відрізки першої та другої стрічок утворюють зазор, фрикційні накладки, розміщені у зазорі між стрічками, вантажні скоби, закріплені на кінцях стрічок, який відрізняється тим, що перший криволінійний відрізок першої стрічки розташовано після...
Попередній патент: Спосіб скринінгової діагностики ургентного нетримання сечі у жінок з гіперактивним сечовим міхуром
Наступний патент: Спосіб контрольованого затягування нарізних з’єднань
Випадковий патент: Спосіб досягнення бездефіцитного балансу гумусу в сівозмінах короткої ротації