Спосіб контрольованого затягування нарізних з’єднань
Формула / Реферат
Спосіб контрольованого затягування нарізних з’єднань по величині крутильного моменту, що включає фіксацію прогонича від прокручування, навантаження його стержня осьовою силою, рівною по величині заданій осьовій силі затягування прогонича, з притисканням цією силою гайки до опорної деталі, загвинчування гайки до заданого її положення на нарізці з вимірюванням при цьому величини крутильного моменту, розвантаження прогонича від осьового навантаження і загвинчування гайки до величини вимірюваного моменту, який відрізняється тим, що прогонич попередньо встановлюють і фіксують від прокручування на стенді, навантажують головку прогонича осьовою силою у протилежному від гайки напрямку, загвинчують гайку до заданого положення на нарізці з зусиллям, меншим від робочого осьового навантаження, розвантажують прогонич, відгвинчують гайку щонайменше на один виток нарізки без навантаження, далі навантажують прогонич повним робочим навантаженням і загвинчують гайку до заданого її положення на нарізці з вимірюванням крутильного моменту на загвинчування, після чого прогонич розвантажують від осьової сили, відгвинчують гайку, знімають прогонич зі стенда, встановлюють на деталях, що з’єднують, і загвинчують гайку з крутильним моментом, рівним залишковому її затягуванню на стенді.
Текст
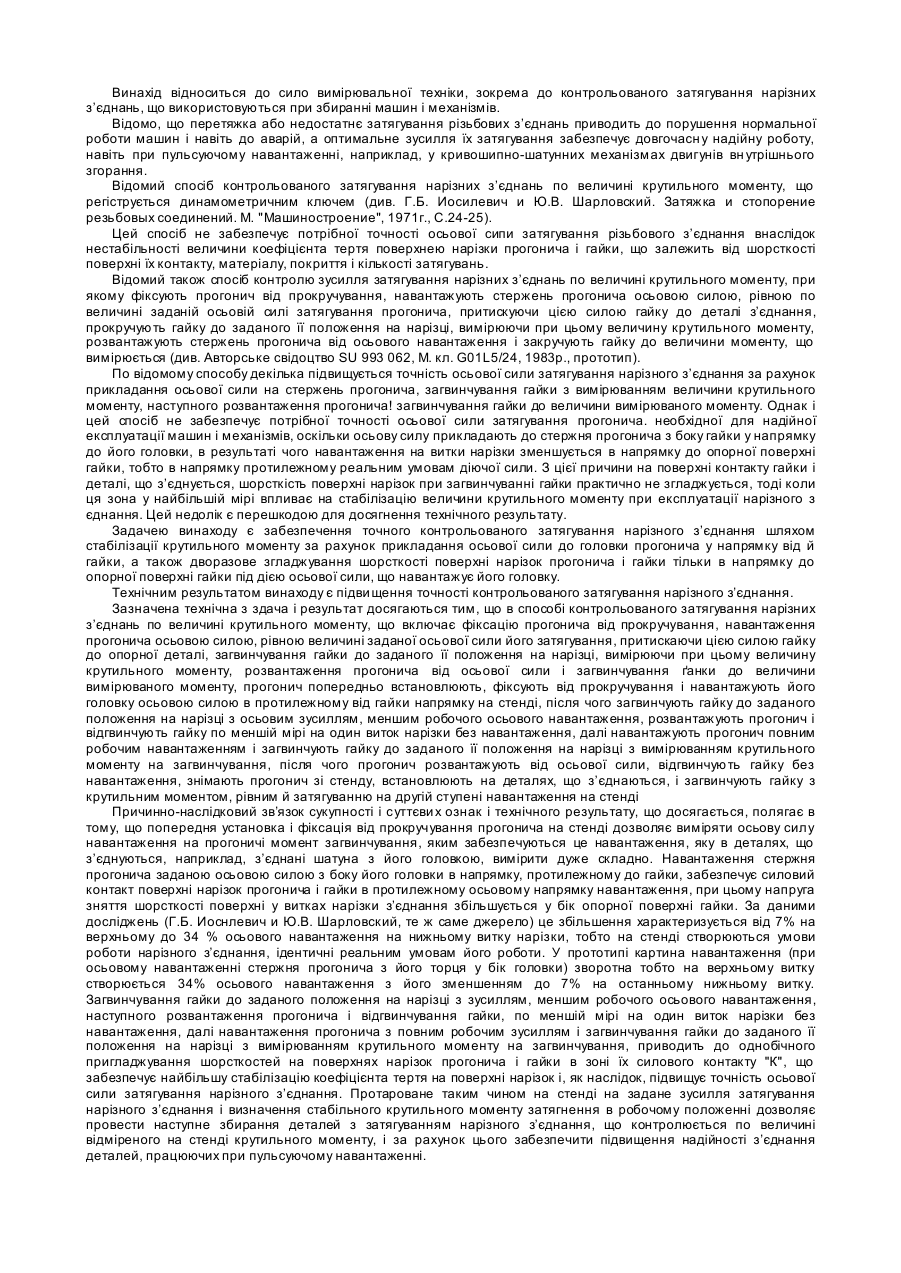
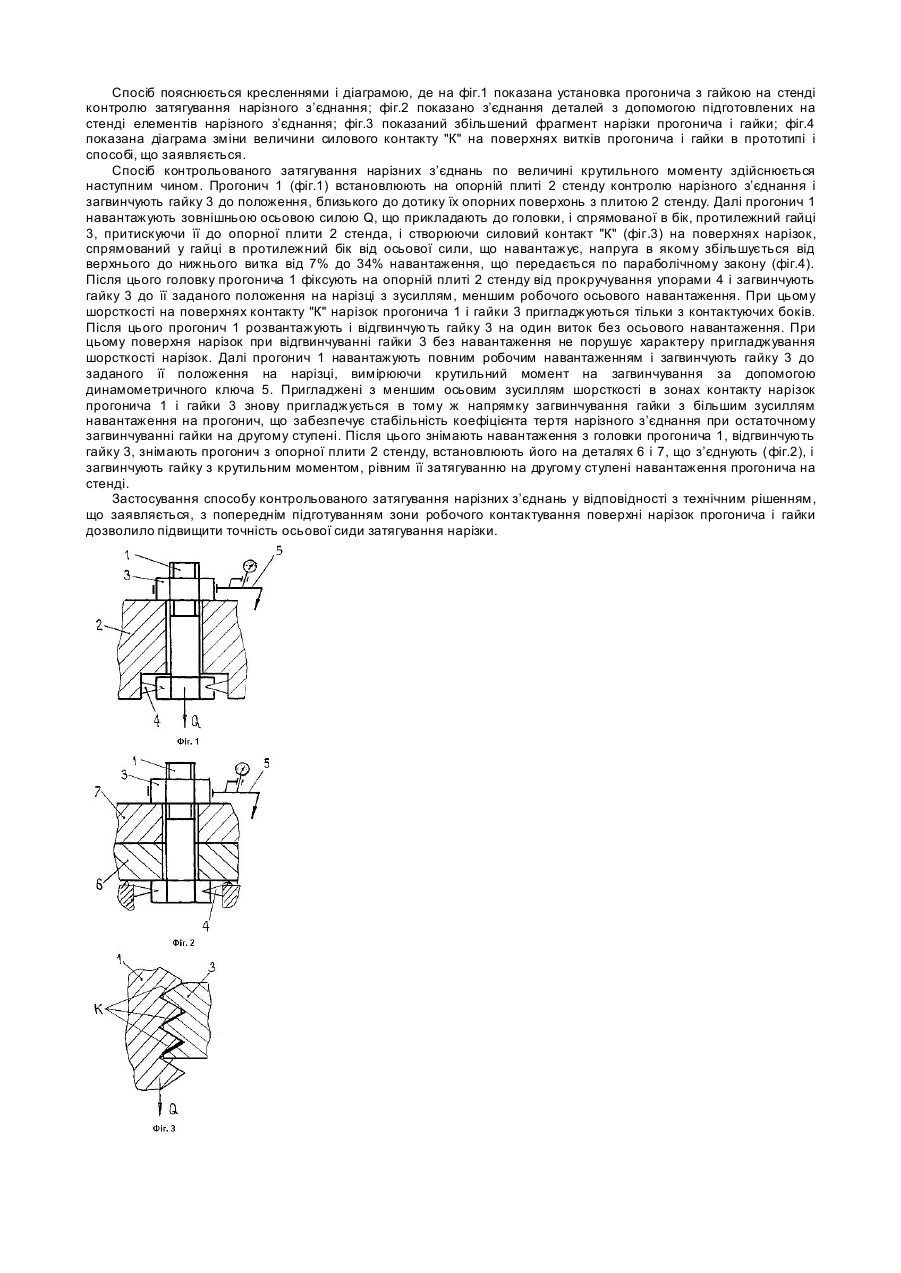
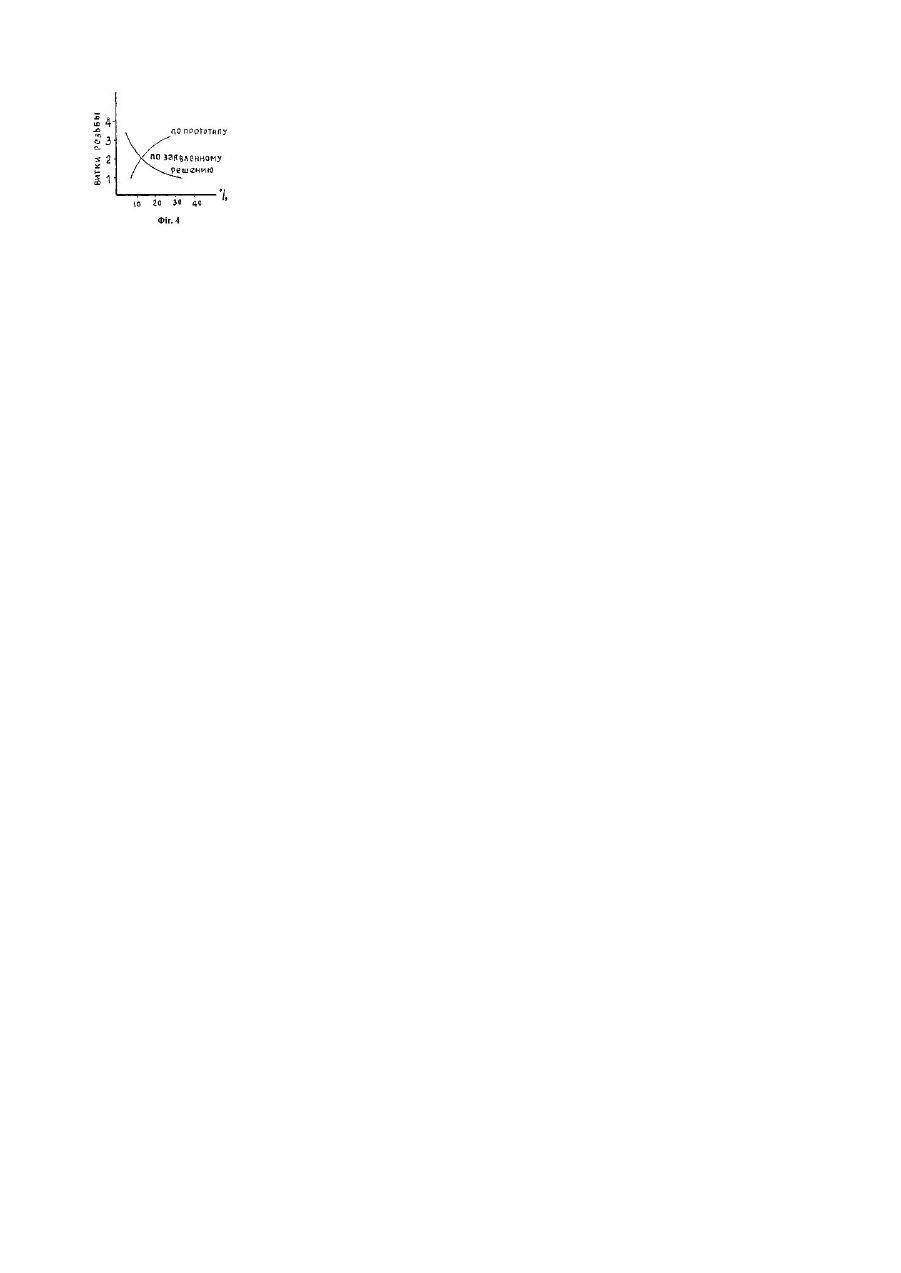
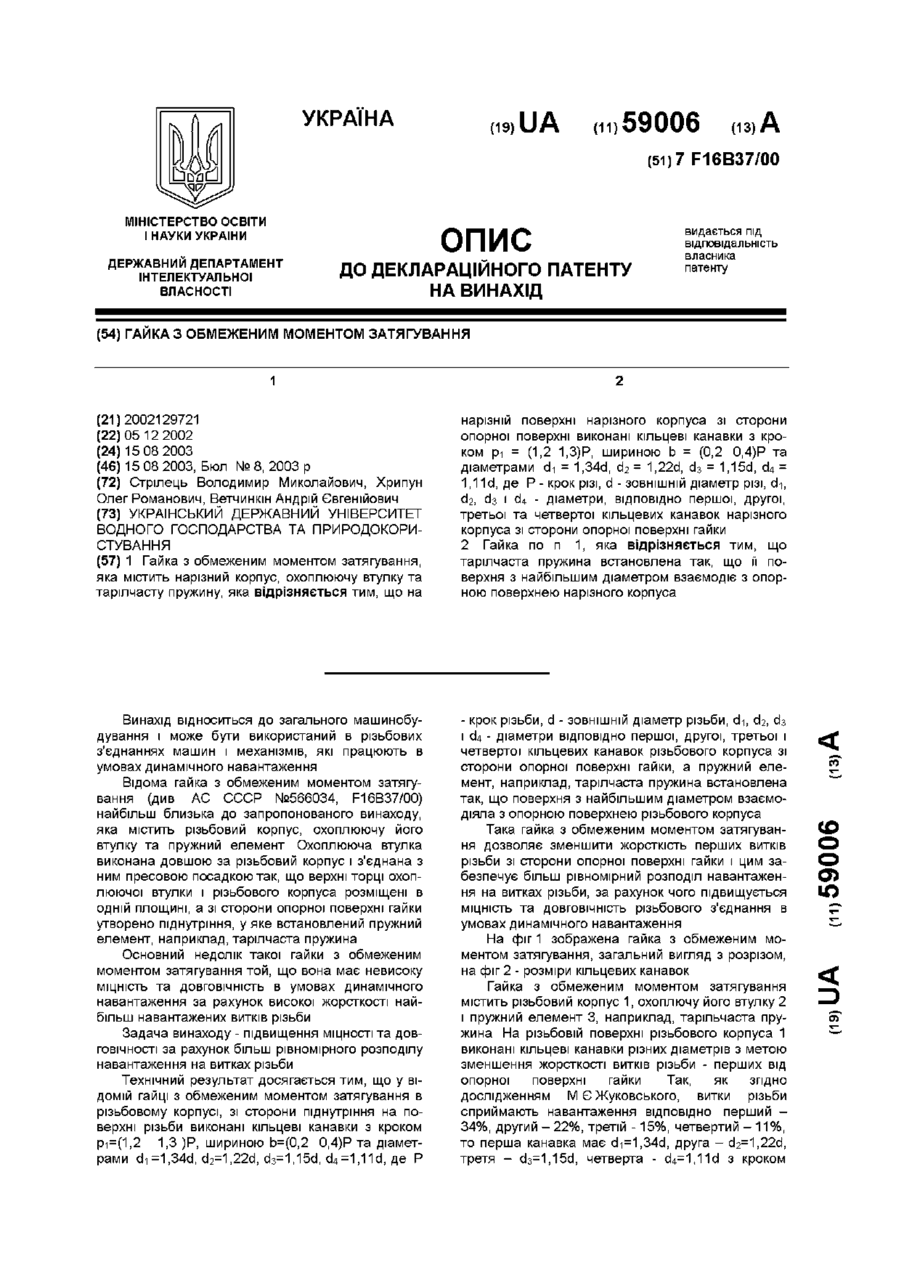
Винахід відноситься до сило вимірювальної техніки, зокрема до контрольованого затягування нарізних з’єднань, що використовуються при збиранні машин і механізмів. Відомо, що перетяжка або недостатнє затягування різьбових з’єднань приводить до порушення нормальної роботи машин і навіть до аварій, а оптимальне зусилля їх затягування забезпечує довгочасн у надійну роботу, навіть при пульсуючому навантаженні, наприклад, у кривошипно-шатунних механізмах двигунів вн утрішнього згорання. Відомий спосіб контрольованого затягування нарізних з’єднань по величині крутильного моменту, що регіструється динамометричним ключем (див. Г.Б. Иосилевич и Ю.В. Шарловский. Затяжка и стопорение резьбовых соединений. М. "Машиностроение", 1971г., C.24-25). Цей спосіб не забезпечує потрібної точності осьової сипи затягування різьбового з’єднання внаслідок нестабільності величини коефіцієнта тертя поверхнею нарізки прогонича і гайки, що залежить від шорсткості поверхні їх контакту, матеріалу, покриття і кількості затягувань. Відомий також спосіб контролю зусилля затягування нарізних з’єднань по величині крутильного моменту, при якому фіксують прогонич від прокручування, навантажують стержень прогонича осьовою силою, рівною по величині заданій осьовій силі затягування прогонича, притискуючи цією силою гайку до деталі з’єднання, прокручують гайку до заданого її положення на нарізці, вимірюючи при цьому величину крутильного моменту, розвантажують стержень прогонича від осьового навантаження і закручують гайку до величини моменту, що вимірюється (див. Авторське свідоцтво SU 993 062, М. кл. G01L5/24, 1983р., прототип). По відомому способу декілька підвищується точність осьової сили затягування нарізного з’єднання за рахунок прикладання осьової сили на стержень прогонича, загвинчування гайки з вимірюванням величини крутильного моменту, наступного розвантаження прогонича! загвинчування гайки до величини вимірюваного моменту. Однак і цей спосіб не забезпечує потрібної точності осьової сили затягування прогонича. необхідної для надійної експлуатації машин і механізмів, оскільки осьову силу прикладають до стержня прогонича з боку гайки у напрямку до його головки, в результаті чого навантаження на витки нарізки зменшується в напрямку до опорної поверхні гайки, тобто в напрямку протилежному реальним умовам діючої сили. З цієї причини на поверхні контакту гайки і деталі, що з’єднується, шорсткість поверхні нарізок при загвинчуванні гайки практично не згладжується, тоді коли ця зона у найбільшій мірі впливає на стабілізацію величини крутильного моменту при експлуатації нарізного з єднання. Цей недолік є перешкодою для досягнення технічного результату. Задачею винаходу є забезпечення точного контрольованого затягування нарізного з’єднання шляхом стабілізації крутильного моменту за рахунок прикладання осьової сили до головки прогонича у напрямку від й гайки, а також дворазове згладжування шорсткості поверхні нарізок прогонича і гайки тільки в напрямку до опорної поверхні гайки під дією осьової сили, що навантажує його головку. Технічним результатом винаходу є підви щення точності контрольованого затягування нарізного з’єднання. Зазначена технічна з здача і результат досягаються тим, що в способі контрольованого затягування нарізних з’єднань по величині крутильного моменту, що включає фіксацію прогонича від прокручування, навантаження прогонича осьовою силою, рівною величині заданої осьової сили його затягування, притискаючи цією силою гайку до опорної деталі, загвинчування гайки до заданого її положення на нарізці, вимірюючи при цьому величину крутильного моменту, розвантаження прогонича від осьової сили і загвинчування ґанки до величини вимірюваного моменту, прогонич попередньо встановлюють, фіксують від прокручування і навантажують його головку осьовою силою в протилежному від гайки напрямку на стенді, після чого загвинчують гайку до заданого положення на нарізці з осьовим зусиллям, меншим робочого осьового навантаження, розвантажують прогонич і відгвинчують гайку по меншій мірі на один виток нарізки без навантаження, далі навантажують прогонич повним робочим навантаженням і загвинчують гайку до заданого її положення на нарізці з вимірюванням крутильного моменту на загвинчування, після чого прогонич розвантажують від осьової сили, відгвинчують гайку без навантаження, знімають прогонич зі стенду, встановлюють на деталях, що з’єднаються, і загвинчують гайку з крутильним моментом, рівним й затягуванню на другій ступені навантаження на стенді Причинно-наслідковий зв’язок сукупності і суттєви х ознак і технічного результату, що досягається, полягає в тому, що попередня установка і фіксація від прокручування прогонича на стенді дозволяє виміряти осьову силу навантаження на прогоничі момент загвинчування, яким забезпечуються це навантаження, яку в деталях, що з’єднуються, наприклад, з’єднані шатуна з його головкою, вимірити дуже складно. Навантаження стержня прогонича заданою осьовою силою з боку його головки в напрямку, протилежному до гайки, забезпечує силовий контакт поверхні нарізок прогонича і гайки в протилежному осьовому напрямку навантаження, при цьому напруга зняття шорсткості поверхні у витках нарізки з’єднання збільшується у бік опорної поверхні гайки. За даними досліджень (Г.Б. Иоснлевич и Ю.В. Шарловский, те ж саме джерело) це збільшення характеризується від 7% на верхньому до 34 % осьового навантаження на нижньому витку нарізки, тобто на стенді створюються умови роботи нарізного з’єднання, ідентичні реальним умовам його роботи. У прототипі картина навантаження (при осьовому навантаженні стержня прогонича з його торця у бік головки) зворотна тобто на верхньому витку створюється 34% осьового навантаження з його зменшенням до 7% на останньому нижньому витку. Загвинчування гайки до заданого положення на нарізці з зусиллям, меншим робочого осьового навантаження, наступного розвантаження прогонича і відгвинчування гайки, по меншій мірі на один виток нарізки без навантаження, далі навантаження прогонича з повним робочим зусиллям і загвинчування гайки до заданого її положення на нарізці з вимірюванням крутильного моменту на загвинчування, приводить до однобічного пригладжування шорсткостей на поверхнях нарізок прогонича і гайки в зоні їх силового контакту "К", що забезпечує найбільшу стабілізацію коефіцієнта тертя на поверхні нарізок і, як наслідок, підвищує точність осьової сили затягування нарізного з’єднання. Протароване таким чином на стенді на задане зусилля затягування нарізного з’єднання і визначення стабільного крутильного моменту затягнення в робочому положенні дозволяє провести наступне збирання деталей з затягуванням нарізного з’єднання, що контролюється по величині відміреного на стенді крутильного моменту, і за рахунок цього забезпечити підвищення надійності з’єднання деталей, працюючих при пульсуючому навантаженні. Спосіб пояснюється кресленнями і діаграмою, де на фіг.1 показана установка прогонича з гайкою на стенді контролю затягування нарізного з’єднання; фіг.2 показано з’єднання деталей з допомогою підготовлених на стенді елементів нарізного з’єднання; фіг.3 показаний збільшений фрагмент нарізки прогонича і гайки; фіг.4 показана діаграма зміни величини силового контакту "К" на поверхнях витків прогонича і гайки в прототипі і способі, що заявляється. Спосіб контрольованого затягування нарізних з’єднань по величині крутильного моменту здійснюється наступним чином. Прогонич 1 (фіг.1) встановлюють на опорній плиті 2 стенду контролю нарізного з’єднання і загвинчують гайку 3 до положення, близького до дотику їх опорних поверхонь з плитою 2 стенду. Далі прогонич 1 навантажують зовнішньою осьовою силою Q, що прикладають до головки, і спрямованої в бік, протилежний гайці 3, притискуючи її до опорної плити 2 стенда, і створюючи силовий контакт "К" (фіг.3) на поверхнях нарізок, спрямований у гайці в протилежний бік від осьової сили, що навантажує, напруга в якому збільшується від верхнього до нижнього витка від 7% до 34% навантаження, що передається по параболічному закону (фіг.4). Після цього головку прогонича 1 фіксують на опорній плиті 2 стенду від прокручування упорами 4 і загвинчують гайку 3 до її заданого положення на нарізці з зусиллям, меншим робочого осьового навантаження. При цьому шорсткості на поверхнях контакту "К" нарізок прогонича 1 і гайки 3 пригладжуються тільки з контактуючих боків. Після цього прогонич 1 розвантажують і відгвинчують гайку 3 на один виток без осьового навантаження. При цьому поверхня нарізок при відгвинчуванні гайки 3 без навантаження не порушує характеру пригладжування шорсткості нарізок. Далі прогонич 1 навантажують повним робочим навантаженням і загвинчують гайку 3 до заданого її положення на нарізці, вимірюючи крутильний момент на загвинчування за допомогою динамометричного ключа 5. Пригладжені з меншим осьовим зусиллям шорсткості в зонах контакту нарізок прогонича 1 і гайки 3 знову пригладжується в тому ж напрямку загвинчування гайки з більшим зусиллям навантаження на прогонич, що забезпечує стабільність коефіцієнта тертя нарізного з’єднання при остаточному загвинчуванні гайки на другому ступені. Після цього знімають навантаження з головки прогонича 1, відгвинчують гайку 3, знімають прогонич з опорної плити 2 стенду, встановлюють його на деталях 6 і 7, що з’єднують (фіг.2), і загвинчують гайку з крутильним моментом, рівним її затягуванню на другому стулені навантаження прогонича на стенді. Застосування способу контрольованого затягування нарізних з’єднань у відповідності з технічним рішенням, що заявляється, з попереднім підготуванням зони робочого контактування поверхні нарізок прогонича і гайки дозволило підвищити точність осьової сиди затягування нарізки.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for controlled tightening of threaded connections
Автори англійськоюKhabrat Mykola Ivanovych
Назва патенту російськоюСпособ контролируемой затяжки резьбовых соединений
Автори російськоюХабрат Николай Иванович
МПК / Мітки
МПК: G01L 5/24, F16B 37/00
Мітки: контрольованого, спосіб, затягування, нарізних, з'єднань
Код посилання
<a href="https://ua.patents.su/3-69273-sposib-kontrolovanogo-zatyaguvannya-nariznikh-zehdnan.html" target="_blank" rel="follow" title="База патентів України">Спосіб контрольованого затягування нарізних з’єднань</a>
Гайка з обмеженим моментом затягування
Номер патенту: 59006
Опубліковано: 15.08.2003
Автори: Ветчинкін Андрій Євгенійович, Хрипун Олег Романович, Стрілець Володимир Миколайович
МПК: F16B 37/00
Мітки: обмеженим, моментом, гайка, затягування
Формула / Реферат:
1. Гайка з обмеженим моментом затягування, яка містить нарізний корпус, охоплюючу втулку та тарілчасту пружину, яка відрізняється тим, що на нарізній поверхні нарізного корпуса зі сторони опорної поверхні виконані кільцеві канавки з кроком р1 = (1,2..1,3)Р, шириною b = (0,2...0,4)Р та діаметрами: d1 = 1,34d, d2 = 1,22d, d3 = 1,15d, d4 = 1,11d, де: P - крок різі; d - зовнішній діаметр різі; d1, d2, d3 і d4 - діаметри, відповідно першої,...
Обмежувач моменту ударного затягування нарізного з’єднання гайковертом
Номер патенту: 55088
Опубліковано: 17.03.2003
Автори: Водолазська Наталія Володимирівна, Водолазська Олена Георгіївна, Іскрицький Вячеслав Михайлович
МПК: B25B 21/02
Мітки: затягування, нарізного, з'єднання, гайковертом, обмежувач, моменту, ударного
Формула / Реферат:
Обмежувач моменту ударного затягування нарізного з'єднання гайковертом, що містить перехідний ключ з шестигранним отвором для гайки і осьовим циліндричним отвором та поглинач енергії ударного гайковерта, який відрізняється тим, що перехідний ключ має радіальний ступінчатий отвір, а поглинач енергії ударного гайковерта виконаний у вигляді жорстко з'єднаної з осьовим циліндричним отвором перехідного ключа циліндричної діафрагми, що утворює...
Гайка з обмеженим моментом затягування
Номер патенту: 59712
Опубліковано: 15.09.2003
Автори: Петрук Сергій Миколайович, Стрілець Володимир Миколайович, Хрипун Олег Романович
МПК: F16B 31/00, F16B 37/00
Мітки: обмеженим, гайка, затягування, моментом
Формула / Реферат:
Гайка з обмеженим моментом затягування, яка складається з різьбового корпуса та охоплюючої його втулки, з'єднаних між собою пресовою посадкою, втулка виконана довшою від різьбового корпуса, а взаємодіючі між собою зовнішня поверхня різьбового корпуса та внутрішня поверхня втулки виконані ступінчастими, яка відрізняється тим, що у різьбовому корпусі зі сторони ступеня більшого діаметра виконані вісесиметрично два і більше отворів, у які...
Гайка та пристрій для затягування, який її містить
Номер патенту: 52655
Опубліковано: 15.01.2003
Автор: Юнкерс Джон К.
МПК: F16B 23/00, F16B 37/08
Мітки: затягування, гайка, містить, пристрій
Формула / Реферат:
1. Гайка для болта або подібного пристрою, що включає корпус з нарізкою, яка входить у зачеплення з нарізкою болта, велику кількість гвинтів, виконаних з можливістю обертання у вказаному корпусі гайки, які мають один кінець, що впирається в об'єкт, та другий - протилежний кінець, яка відрізняється тим, що вказаний протилежний кінець кожного з вказаних гвинтів має зубчате колесо, виконане таким чином, що всі зубчаті колеса всіх гвинтів мають...
Ущільнювальне мастило для нарізних з’єднань обсадних труб
Номер патенту: 63516
Опубліковано: 15.01.2004
Автори: Білецький Мирослав Семенович, Білецький Ярослав Семенович
МПК: C10M 169/04, C10M 107/00, C10M 149/00, C10N 30/06, C10M 125/00
Мітки: обсадних, мастило, ущільнювальне, нарізних, труб, з'єднань
Формула / Реферат:
Ущільнювальне мастило для нарізних з'єднань обсадних труб, що містить органофільний аеросил, графіт, органічний розчинник, карбамідну смолу і отверджувач, яке відрізняється тим, що мастило як отверджувач містить фосфонові комплексони, де як фосфонові комплексони застосовують нітрилтриметилфосфонову кислоту (НТФ) або оксіетилідендифосфонову кислоту (ОЕДФ) при такому їх співвідношенні, мас. %: органофільний аеросил ...
Попередній патент: Плінтус
Наступний патент: Барабанно-колодкове гальмо
Випадковий патент: Висококонцентрована водна композиція моноетаноламонієвої солі n-фосфонометилгліцину та спосіб боротьби з небажаними рослинами