Прес-форма для виготовлення абразивного інструменту, переважно відрізних кругів
Номер патенту: 38317
Опубліковано: 15.05.2001
Автори: Муровський Валерій Олександрович, Ігнатенко Валерій Іванович, Петренко Анатолій Петрович
Текст
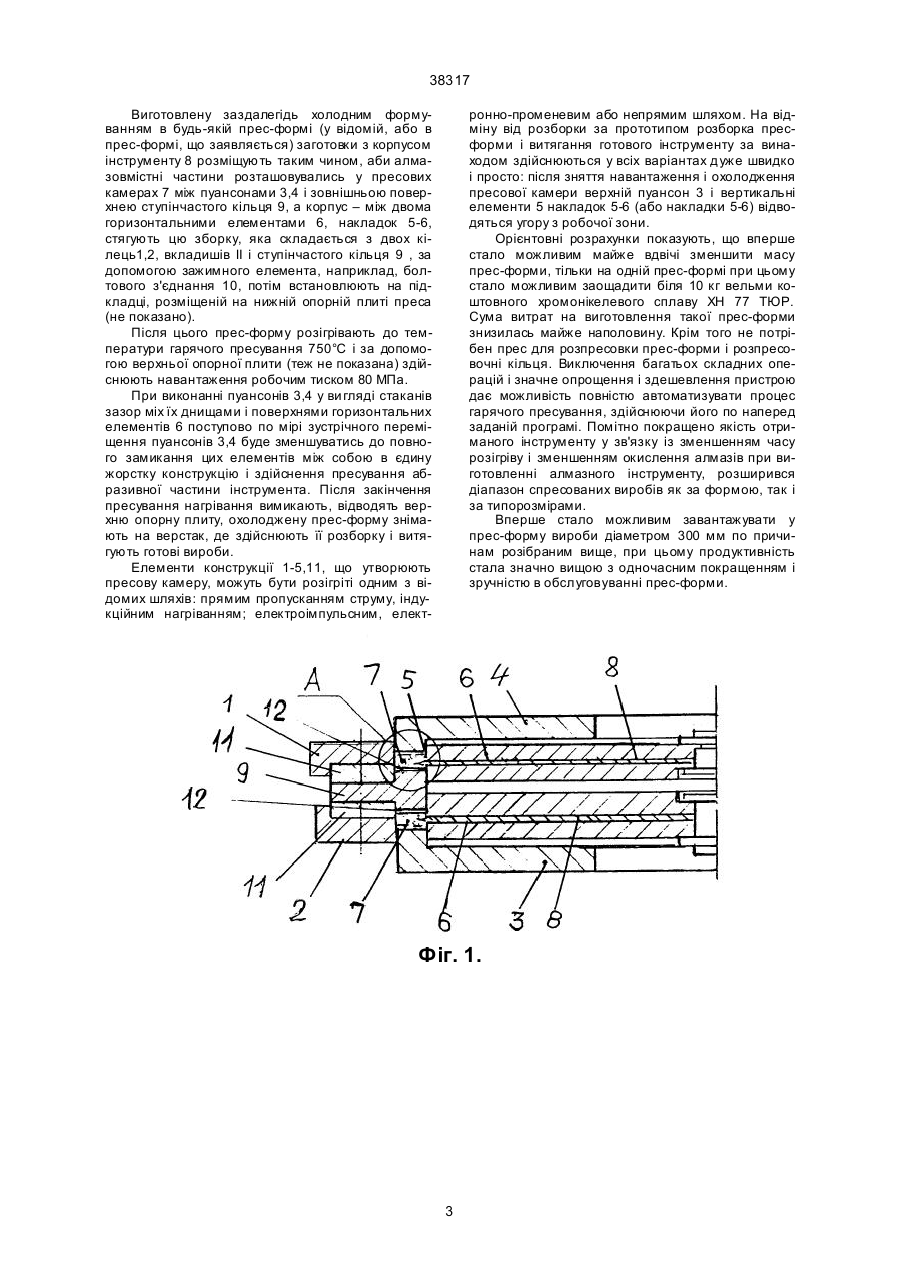
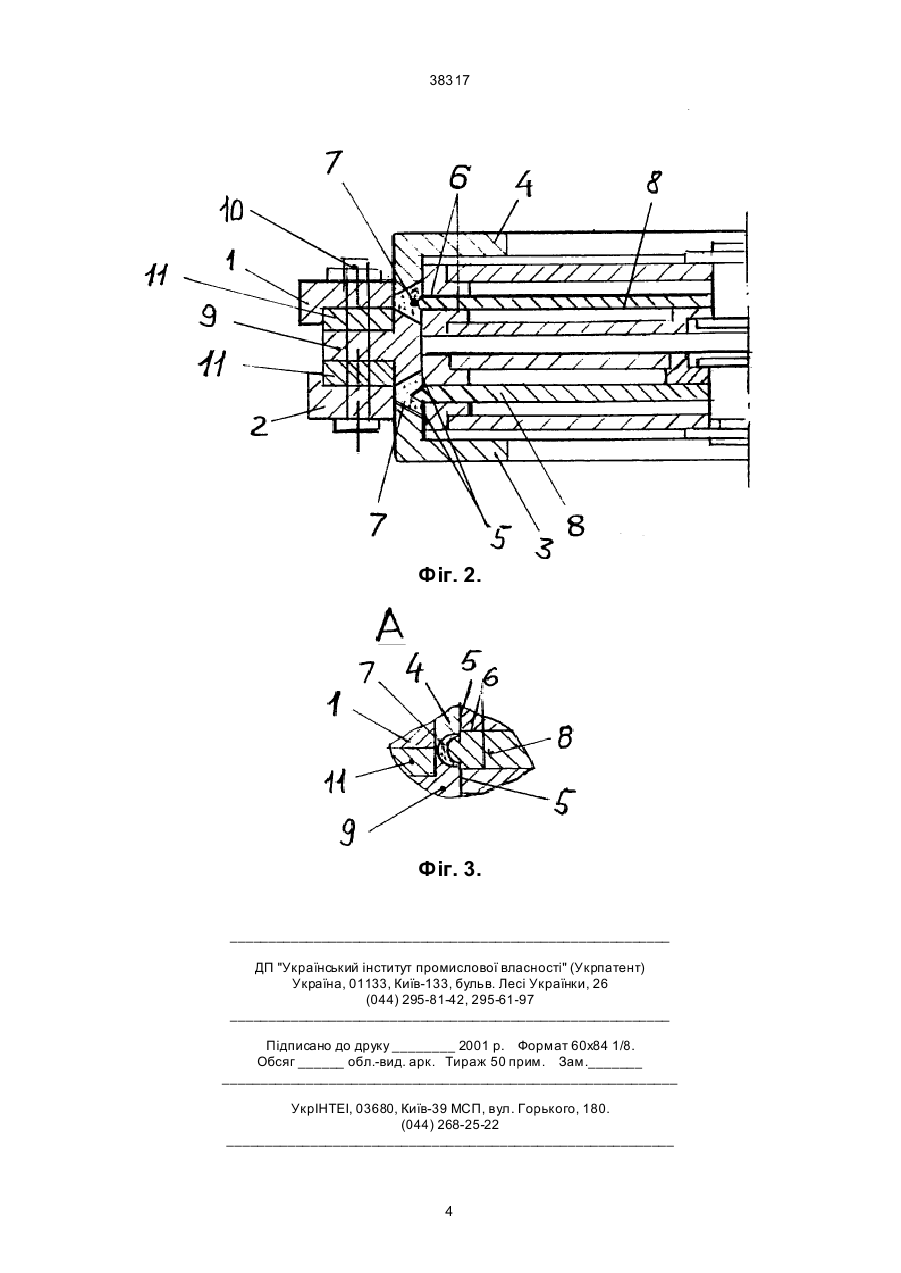
1. Прес-форма для виготовлення абразивного інструменту, переважно відрізних кругів, що містить матрицю, яка охоплює зустрічно встановлені пуансони і розміщені усередині них накладки, причому кожна з накладок складається з двох елементів: вертикального, який обмежує пресову камеру зсередини і горизонтального, призначеного для взаємодії з корпусом інструмента, яка відрізняється тим, що матриця виконана у вигляді двох кілець, між зустрічними торцями яких і одночасно 38317 ємкості і спрощення конструкції прес-форми, простота її зборки і розпресовки, можливість виготовляти абразивний інструмент більших розмірів, зменшення окислення алмазів і, як наслідок, підвищення продуктивності пресування, покращення якості інструменту і розширення його різновидів, а також можливість зробити конструкцій більш дешевою і зменшити витрати електроенергії. Для рішення цієї задачі у прес-формі для виготовлення абразивного інструменту, переважно відрізних кругів, що містить матрицю, яка охоплює зустрічно встановлені пуансони і розміщені усередині них накладки, причому кожна з накладок складається з двох елементів: вертикального, який обмежує пресову камеру зсередини і горизонтального, призначеного для взаємодії з корпусом інструмента, згідно винаходу матриця виконана у вигляді двох кілець, між зустрічними торцями яких, і одночасно між торцями пуансонів, розміщено ступінчасте кільце, що утворює дві зміщені по висоті пресові камери, причому між торцями двох згаданих кілець і ступінчастим кільцем встановлено два кільцеві вкладиші, внутрішня поверхня яких і двох згаданих кілець обмежує пресові камери зовні, оптимальним є, коли пуансони мають форму стаканів, звернутих порожнинами один до одного, при цьому поверхні горизонтальних елементів накладок, протилежні тим, що призначені для взаємодії з корпусом інструмента, мають можливість контакту з днищами стаканів, а робочий торець кожного пуансона має западини, і поверхня ступінчастого кільця призначені для взаємодії з відповідними виступами на абразивній частині інструмента. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляється, і технічними результатами, які досягаються при її реалізації, полягає у наступному. У зв'язку з тим, що матриця виконана у вигляді двох кілець, що контактують між собою торцями і утворення двох пресових камер за рахунок введення цілого рада нових конструктивних елементів, а також, що у прес-формі вже немає великогабаритної металоємкої обойми, забезпечується можливість швидкої зборки і розпресовки пресформи, зменшення її габаритів, спрощення конструкції, а значить і зменшення витрат електроенергії і часу на її розігрів, оскільки зменшені габарити самої прес-форми стає можливим виготовляти інструмент більших розмірів, тому що при наступній загрузці прес-форми у м уфельну прес-піч досягається можливість розмістити у тій самій преспечі прес-форми більших розмірів. Ці ж самі причини призведуть до значної економії хромонікелевих сплавів на виготовлення прес-форми. Пуансони можна виконувати циліндричними або у формі стаканів, як представлено у п.2 формули винаходу, останнє найкраще, оскільки значно підвищиться жорсткість конструкції, крім того з'являється можливість отримання профілів на робочій поверхні абразивних кругів, для цього робочий торець кожного пуансона має западини, призначені для взаємодії з відповідними виступами на абразивній частині інструмента. Прес-форми конструкції, згідно даного винаходу, можна об'єднувати у блоки шляхом установки одна на одну, в залежності від кількості, яка потрібна, але для кращого базування між ними в такому випадку слід розмістити проміжний елемент, наприклад у вигляді кільця. Винахід проілюстровано такими графічними матеріалами: -фіг.1,2-загальний вигляд прес-форми у подовжньому розтині для виготовлення відрізних кругів різних форм: форми ІАІ ІАІR і к утови х кругів форми ІЕЕІ, І4ЕЕІ;відпоаідно; -фіг.3 - вид А на фіг.1 прес-форма для виготoвлeння кругів форми І4ЕF І. Прес-форма для виготовлення абразивного інструменту, переважно відрізних кругів, містить матрицю, що складається з двох кілець 1,2, яка охоплює зустрічне встановлені пуансони 3,4 у вигляді стаканів, звернутих порожнинами один до одного і розміщені усередині пуансонів 3,4 накладки, кожна з яких складається з двох елементів: вертикального елемента 5 і горизонтального елемента 6, вертикальний елемент 5 обмежує пресову камеру 7 зсередини, а горизонтальний елемент призначений для взаємодії з корпусом інструмента8, між торцями кілець 1,2 і між торцями пуансонів 3,4 розміщене ступінчасте кільце 9, скріплене з обома згаданими кільцями 1,2 болтовим з'єднанням 10 і утворююче дві зміщені по висоті пресові камери 7, причому між торцями двох згаданих кілець 1,2 і ступінчастим кільцем 9 встановлено два кільцеві вкладиші II, внутрішня поверхня яких і двох згаданих кілець 1,2 обмежує пресові камери 7 зовні. Описане складання /зборку/ можна не скріплювати болтовим з'єднанням 10, а просто підпресувати елементи між собою. Робочий торець кожного пуансона 3,4 і звернена до них поверхня ступінчастого кільця 9 мають западини 12, призначені для створення відповідних виступів на абразивній частині інструмента 8. Крім того, завдяки тому, що поверхні горизонтальних елементів 6 накладок 5-6, протилежних тим, що призначені для взаємодії з корпусом інструмента 8 мають можливість контакту з днищами стаканів, звернутих назустріч порожнинами, форму яких мають пуансони 3,4 ,висота бокової стінки цих стаканів менша за розмір висоти вертикальних елементів 5 накладок 5-6 на величину h , яка визначається таким співвідношенням: h= 1 / Ba - в к /, де 2 h - величина нависання абразивної частини над корпусом інструмента 8, Ва - ширина абразивної частини інструмента, вк - ширина корпуса інструмента. При такому виконанні конструкції на початку пресування, у вихідному положенні пуансонів 3,4 між днищами стаканів і горизонтальними елементами 6 накладок 5-6 є зазор, який дорівнює половині величини хода пуансонів 3,4 і який буде замкнено наприкінці пресування по металевим частинам прес-форми, що мають достатню площину для забезпечення жорсткості конструкції при високих температурах пресування. Робота прес-форми для виготовлення абразивного інструменту показана на прикладі виготовлення відрізних кругів ІАІR діаметром 150 мм, товщина корпусу 0,6 ММ, алмазоносного шару – 0,8мм, шириною 5 мм. 2 38317 Виготовлену заздалегідь холодним формуванням в будь-якій прес-формі (у відомій, або в прес-формі, що заявляється) заготовки з корпусом інструменту 8 розміщують таким чином, аби алмазовмістні частини розташовувались у пресових камерах 7 між пуансонами 3,4 і зовнішньою поверхнею ступінчастого кільця 9, а корпус – між двома горизонтальними елементами 6, накладок 5-6, стягують цю зборку, яка складається з двох кілець1,2, вкладишів II і ступінчастого кільця 9 , за допомогою зажимного елемента, наприклад, болтового з'єднання 10, потім встановлюють на підкладці, розміщеній на нижній опорній плиті преса (не показано). Після цього прес-форму розігрівають до температури гарячого пресування 750°С і за допомогою верхньої опорної плити (теж не показана) здійснюють навантаження робочим тиском 80 МПа. При виконанні пуансонів 3,4 у ви гляді стаканів зазор міх їх днищами і поверхнями горизонтальних елементів 6 поступово по мірі зустрічного переміщення пуансонів 3,4 буде зменшуватись до повного замикання цих елементів між собою в єдину жорстку конструкцію і здійснення пресування абразивної частини інструмента. Після закінчення пресування нагрівання вимикають, відводять верхню опорну плиту, охолоджену прес-форму знімають на верстак, де здійснюють її розборку і витягують готові вироби. Елементи конструкції 1-5,11, що утворюють пресову камеру, можуть бути розігріті одним з відомих шляхів: прямим пропусканням струму, індукційним нагріванням; електроімпульсним, елект ронно-променевим або непрямим шляхом. На відміну від розборки за прототипом розборка пресформи і витягання готового інструменту за винаходом здійснюються у всіх варіантах дуже швидко і просто: після зняття навантаження і охолодження пресової камери верхній пуансон 3 і вертикальні елементи 5 накладок 5-6 (або накладки 5-6) відводяться угору з робочої зони. Орієнтовні розрахунки показують, що вперше стало можливим майже вдвічі зменшити масу прес-форми, тільки на одній прес-формі при цьому стало можливим заощадити біля 10 кг вельми коштовного хромонікелевого сплаву ХН 77 ТЮР. Сума витрат на виготовлення такої прес-форми знизилась майже наполовину. Крім того не потрібен прес для розпресовки прес-форми і розпресовочні кільця. Виключення багатьох складних операцій і значне опрощення і здешевлення пристрою дає можливість повністю автоматизувати процес гарячого пресування, здійснюючи його по наперед заданій програмі. Помітно покращено якість отриманого інструменту у зв'язку із зменшенням часу розігріву і зменшенням окислення алмазів при виготовленні алмазного інструменту, розширився діапазон спресованих виробів як за формою, так і за типорозмірами. Вперше стало можливим завантажувати у прес-форму вироби діаметром 300 мм по причинам розібраним вище, при цьому продуктивність стала значно вищою з одночасним покращенням і зручністю в обслуговуванні прес-форми. Фіг. 1. 3 38317 Фіг. 2. Фіг. 3. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMold for manufacturing abrasive tool, mainly cutting wheels
Автори англійськоюIhnatenko Valerii Ivanovych, Murovskyi Valerii Oleksandrovych, Petrenko Anatolii Petrovych
Назва патенту російськоюПресс-форма для изготовления абразивного инструмента, преимущественно отрезных кругов
Автори російськоюИгнатенко Валерий Иванович, Муровский Валерий Александрович, Петренко Анатолий Петрович
МПК / Мітки
МПК: B22F 3/14, B30B 15/02
Мітки: прес-форма, абразивного, переважно, відрізних, інструменту, кругів, виготовлення
Код посилання
<a href="https://ua.patents.su/4-38317-pres-forma-dlya-vigotovlennya-abrazivnogo-instrumentu-perevazhno-vidriznikh-krugiv.html" target="_blank" rel="follow" title="База патентів України">Прес-форма для виготовлення абразивного інструменту, переважно відрізних кругів</a>
Прес-форма для виготовлення абразивного інструменту, переважно відрізних кругів
Номер патенту: 30100
Опубліковано: 15.11.2000
Автор: Ігнатенко Валерій Іванович
МПК: B30B 15/00, B22F 3/14
Мітки: переважно, виготовлення, інструменту, кругів, відрізних, абразивного, прес-форма
Формула / Реферат:
1. Прес-форма для виготовлення абразивного інструмента, переважно відрізних кругів, що містить матрицю, яка охоплює зустрічно встановлені пуансони і розміщені усередині них накладки, що утворюють у зборі пресову камеру, причому кожна з накладок складається з двох елементів: вертикального, який обмежує пресову камеру зсередини, і горизонтального, призначеного для взаємодії з корпусом інструмента, яка відрізняється тим, що матриця виконана у...
Спосіб виготовлення абразивного інструменту, переважно з надтвердих матеріалів, та пристрій для гарячого пресування при його виготовленні
Номер патенту: 29119
Опубліковано: 16.10.2000
Автори: Шепелєв Анатолій Олександрович, Ігнатенко Валерій Іванович, Петренко Анатолій Петрович, Муровський Валерій Олександрович
Мітки: матеріалів, абразивного, надтвердих, спосіб, гарячого, пресування, інструменту, виготовлення, виготовленні, переважно, пристрій
Формула / Реферат:
1. Спосіб виготовлення абразивного інструменту, переважно з надтвердих матеріалів, що включає змішування компонентів шихти, холодне формування заготовки, загрузку її в пресову камеру з наступним гарячим пресуванням шляхом нагрівання заготовки і докладання до неї тиску, який відрізняється тим, що нагрівання здійснюють локально безпосередньо пресової камери або периферійної частини поверхні, яка еквідистантно охоплює пресову камеру разом з...
Маса для виготовлення абразивного інструменту
Номер патенту: 18507
Опубліковано: 25.12.1997
Автори: Білинець Микола Денисович, Сані Арпад Юліусович, Балог Ірина Михайлівна, Кияк Марина Юріївна, Мельникович Михайло Миколайович, Лендел Василь Георгієвич, Мигалина Юрій Вікентієвич, Драгунцов Вячеслав Васильович
МПК: B24D 3/34
Мітки: маса, інструменту, абразивного, виготовлення
Формула / Реферат:
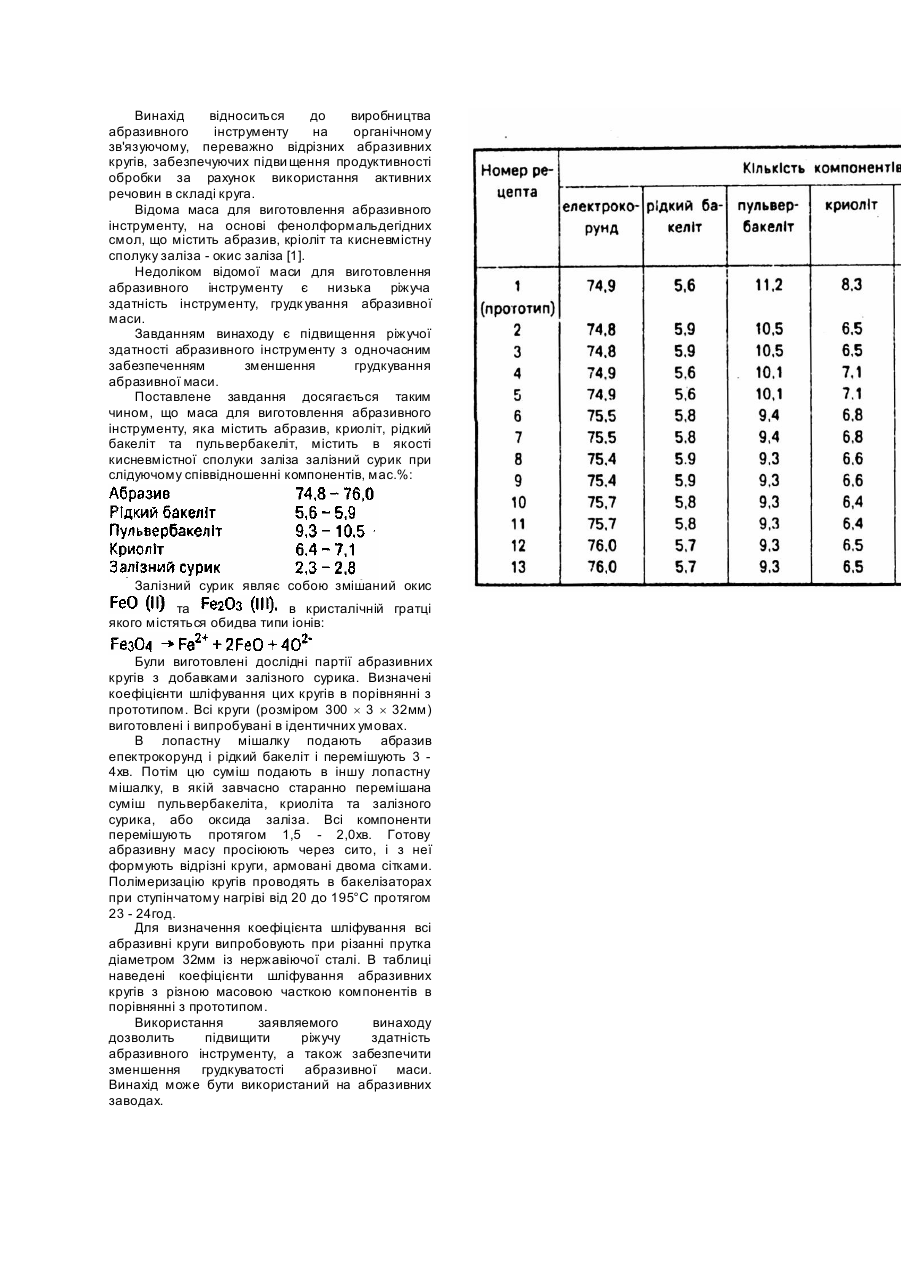
Масса для изготовления абразивного инструмента, включающая абразив, пульвербакелит, жидкий бакелит, криолит и кислородсодержащее соединение железа, отличающаяся тем, что в качестве кислородсодержащего соединения железа она содержит железный сурик при следующем соотношении компонентов, мас.%:
Маса для виготовлення абразивного інструменту
Номер патенту: 30693
Опубліковано: 15.12.2000
Автори: Вороной Віталій Степанович, Масник Володимир Олександрович, Плескач Ігор Всеволодович
МПК: B24D 3/14
Мітки: маса, абразивного, виготовлення, інструменту
Формула / Реферат:
Маса для виготовлення абразивного інструменту, що містить абразив, каустичний магнезит та бішофіт, яка відрізняється тим, що вона додатково містить палену магнезію при такому співвідношенні компонентів, мас. %: Абразив 15,0-60,0 Каустичний магнезит 5,0-57,4 Бішофіт 10,0-35,0 Палена магнезія 2,4-51,0.
Спосіб виготовлення абразивного інструменту
Номер патенту: 35371
Опубліковано: 15.03.2001
Автори: Мєльнікова Олена Павлівна, Кравченко Борис Васильович, Пєтухова Олена Володимирівна, Бабічєв Анатолій Прокопович
МПК: C08J 5/14, B24D 17/00, B24D 18/00, C08L 25/00
Мітки: виготовлення, інструменту, спосіб, абразивного
Формула / Реферат:
Спосіб виготовлення абразивного інструменту шляхом перемішування абразивного наповнювача з полімерним зв'язуючим при температурі формування інструменту по завданим формі та розмірам, спікання, охолодження та витягання з форми, який відрізняється тим, що спочатку одержують полімерне зв'язуюче, перемішуванням бісеру суспензійного полістиролу з медичним вазеліновим маслом, потім абразивний наповнювач нагрітий до температури 220-250°С змішують із...
Попередній патент: Коробка передач
Наступний патент: Сидіння транспортного засобу
Випадковий патент: Спосіб створення мікробіоценозу біофільтра форелевого інкубатора