Різальний мікрохірургічний інструмент
Номер патенту: 30575
Опубліковано: 15.12.2000
Автори: Мазілова Тетяна Іванівна, Михайловський Ігор Михайлович, Михайловська Тетяна Валерійовна, Великодна Ольга Олександрівна
Текст
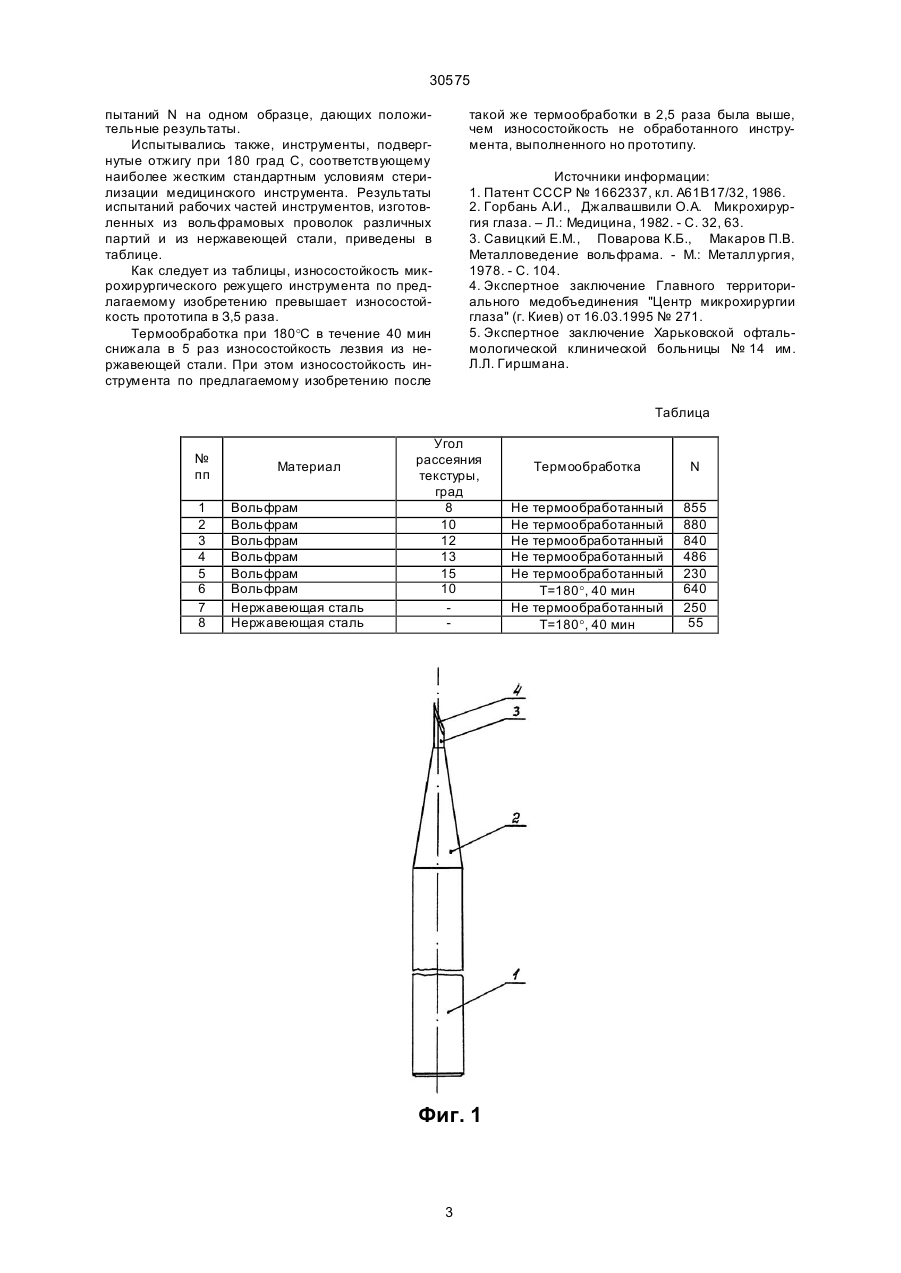
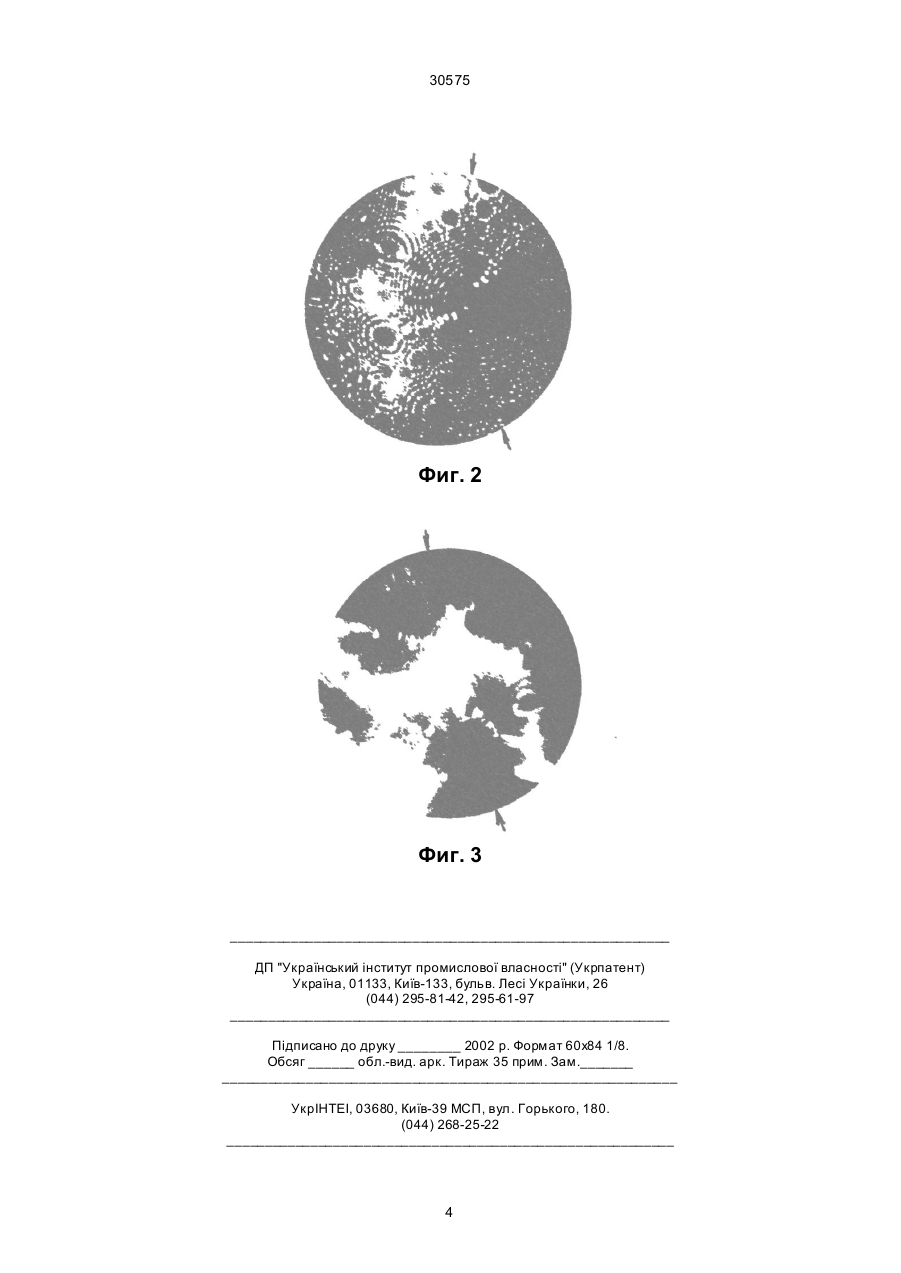
Режущий микрохирургический инструмент, содержащий держатель и рабочую часть с режущей кромкой из деформированного поликристаллического материала, отличающийся тем, что рабочая часть выполнена из текстурированного вольфрама с осевой текстурой (110) и углом рассеяния текстуры не превышающем 13 град. (19) (21) 95125186 (22) 07.12.1995 (24) 15.12.2000 (33) UA (46) 15.12.2000, Бюл. № 7, 2000 р. (72) Велікодна Ольга Олександрівна, Мазилова Тетяна Іванівна, Михайловська Тетяна Валерійовна, Ми хайловський Ігор Ми хайлович 30575 вольфрама с осевой текстурой [110] и углом рассеяния текстуры, не превышающем 13 град. Сущность изобретения поясняется следующим образом. Выполнение рабочей части режущего микрохирургического инструмента из наиболее тугоплавкого и химически стойкого металла – вольфрама обеспечивает необходимый уровень ее износостойкости и коррозионной стойкости, сохраняющийся в процессе отжига при высоких температурах, соответствующи х стандартным условиям стерилизации. Выполнение рабочей части режущего микрохирургического инструмента из текстурированного металла с осью текстуры [110] повышает на порядок долю границ зерен, разориентация которых описывается поворотом относительно оси [110]. При разработке предполагаемого изобретения авторами установлено, что такие границы - границы сопряжения плоскостей в вольфраме при условии, что кристаллографические оси зерен разориентированы на углы менее 13 град, характеризуются высокой коррозионной стойкостью. В результате при формировании режущей кромки необходимой электролитической полировкой на поверхности не образуются зернограничные канавки химического травления, являющиеся, как известно [3], концентраторами напряжений на режущей кромке и снижающие обычно прочность, сопротивление хрупкому разрушению и, как следствие, уменьшающие износостойкость. Дополнительным фактором, снижающим хрупкость текстурированного вольфрама, и, следовательно, повышающем износостойкость инструмента, является увеличение из-за наличия текстуры доли границ совпадающих узлов, которые препятствуют образованию и распространению трещин в металлах. На фиг. 1 представлен общий вид режущего микрохирургического инструмента; на фиг. 2 - полевое ионно-микроскопическое изображение участка режущей кромки, содержащей выход на поверхность границы сопряжения плоскостей {110} разориентации зерен 11 град; на фиг. З представлено полевое ионно-микроскопическое изображение поверхности режущей кромки, содержащей границу зерен, кристаллографические оси [110] которых разориентированы на угол 15 град. Пример. Режущий микрохирургический инструмент - микрохирургический нож универсальный, содержит (фиг. 1) ручк у держатель 1, рабочую часть, состоящую из конического удлинителя 2 и лезвия 3 с режущей кромкой 4, и изготовлен из неотожженной поликристаллической вольфрамовой проволоки, полученной деформацией волочением. Проволока имела осевую текстур у [110]; угол рассеяния текстуры составлял 10 град. При испытании предлагаемого режущего микрохирургического инструмента было установлено, что он имеет значительные преимущества по сравнению с известными инструментами. Результаты использования режущего микрохирургического инструмента (микрохирургического ножа универсального, офтальмологического микроножа Сато, цистотома и склеротома) в хирургической практике положительные [4, 5]. Испытания ревущего микрохирургического инструмента проведены в лабораторных и клинических условиях. Испытывались рабочие части инструмента - лезвия с режущей кромкой, изготовленные из полученной волочением неотожженной вольфрамовой проволоки диаметром 0,5-1,4 мм. Углы рассеяния осевой текстуры [110] составляли 8–15 град. Результаты сопоставлялись с данными испытаний рабочих частей режущи х инструментов, изготовленных из деформированной стали Х18Н10Т (прототип). Технические испытания рабочей части проводились следующим образом. Методами рентгеноструктурного анализа и полевой ионной микроскопии определялись тип и углы рассеяния текстуры проволок различных партий. Конфигурация рабочей части формировалась в два этапа: механической шлифовкой и электролитической полировкой в концентрированном водном растворе едкого натра, обеспечивающей толщину вершины режущей кромки порядка 0,1-1 мкм. Состояние поверхности режущей кромки до и после эксплуатации инструмента контролировались с помощью высокоразрешающего низкотемпературного полевого ионного микроскопа. Было установлено, что границы между зернами, кристаллографические оси которых разориентированы на углы меньше 13 град, являются коррозионностойкими и не обнаруживают при рассмотрении в полевом ионном микроскопе канавок электрохимического растравливания (фиг. 2, граница указана стрелками). При больших углах разориентации осей [110] такие канавки наблюдаются (фиг. З, граница указана стрелками). Глубина канавок межзеренного растравливания 0,05-0,1 мкм. Межкристаллитные канавки оказывают на металл воздействие, аналогичное образованию надрезов, повышающих локальные напряжения, снижая тем самым прочность материала. Прочность режущей кромки лезвия 4, имеющей толщину вершины размером 0,11 мкм, сравнимым с глубиной межкристаллитных канавок (см. выше), в решающей степени зависит от наличия межкристаллитного растравливания. Однако количественное определение прочности из-за микроскопических размеров режущей кромки лезвия стандартным методом не представляется возможным. В связи с этим испытания износостойкости были проведены следующим образом. Конический удлинитель 2 с лезвием 3 отделялся от ручки держателя и закреплялся с помощью специального переходного устройства на индентородержателе прибора для испытания микротвердости ПМТ-3. После чего под индентородержатель подводилась закрепленная на рамке полиэтиленовая пленка, индентородержатель опускался до соприкосновения с пленкой и нагружался гирьками весом Р. Положительными считались результаты испытаний, при которых происходил прокол пленки и ее разрез на ширине, соответствующей длине лезвия инструмента. Согласно требованиям ТУ 64-1-280-79 Р выбиралось равным 2,8 Н, толщина полиэтиленовой пленки составляла 0,15 мм. Количественной характеристикой износостойкости режущей кромки инструмента является предельное число последовательно проведенных ис 2 30575 пытаний N на одном образце, дающих положительные результаты. Испытывались также, инструменты, подвергнутые отжигу при 180 град С, соответствующему наиболее жестким стандартным условиям стерилизации медицинского инструмента. Результаты испытаний рабочих частей инструментов, изготовленных из вольфрамовых проволок различных партий и из нержавеющей стали, приведены в таблице. Как следует из таблицы, износостойкость микрохирургического режущего инструмента по предлагаемому изобретению превышает износостойкость прототипа в З,5 раза. Термообработка при 180°С в течение 40 мин снижала в 5 раз износостойкость лезвия из нержавеющей стали. При этом износостойкость инструмента по предлагаемому изобретению после такой же термообработки в 2,5 раза была выше, чем износостойкость не обработанного инструмента, выполненного но прототипу. Источники информации: 1. Патент СССР № 1662337, кл. А61В17/32, 1986. 2. Горбань А.И., Джалвашвили О.А. Микрохирургия глаза. – Л.: Медицина, 1982. - С. 32, 63. 3. Савицкий Е.М., Поварова К.Б., Макаров П.В. Металловедение вольфрама. - М.: Металлургия, 1978. - С. 104. 4. Экспертное заключение Главного территориального медобъединения "Центр микрохирургии глаза" (г. Киев) от 16.03.1995 № 271. 5. Экспертное заключение Харьковской офтальмологической клинической больницы № 14 им. Л.Л. Гиршмана. Таблица № пп 1 2 3 4 5 6 7 8 Материал Вольфрам Вольфрам Вольфрам Вольфрам Вольфрам Вольфрам Нержавеющая сталь Нержавеющая сталь Угол рассеяния текстуры, град 8 10 12 13 15 10 Фиг. 1 3 Термообработка N Не термообработанный Не термообработанный Не термообработанный Не термообработанный Не термообработанный Т=180°, 40 мин Не термообработанный Т=180°, 40 мин 855 880 840 486 230 640 250 55 30575 Фиг. 2 Фиг. 3 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Автори англійськоюVelikodnia Olha Oleksandrivna, Mazylova Tetiana Ivanivna, Mykhailovskyi Ihor Mykhailovych
Автори російськоюВеликодна Ольга Александровна, Мазилова Татьяна Ивановна, Михайловский Игорь Михайлович
МПК / Мітки
МПК: A61F 9/007, A61B 17/32
Мітки: різальний, інструмент, мікрохірургічний
Код посилання
<a href="https://ua.patents.su/4-30575-rizalnijj-mikrokhirurgichnijj-instrument.html" target="_blank" rel="follow" title="База патентів України">Різальний мікрохірургічний інструмент</a>
Мікрохірургічний колюче-різальний інструмент
Номер патенту: 25020
Опубліковано: 25.12.1998
Автори: Ігнат'єва Тамара Олексіївна, Михайловський Ігор Михайлович, Великодна Ольга Олександрівна
МПК: A61B 17/32, A61B 17/3209
Мітки: інструмент, мікрохірургічний, колюче-різальний
Формула / Реферат:
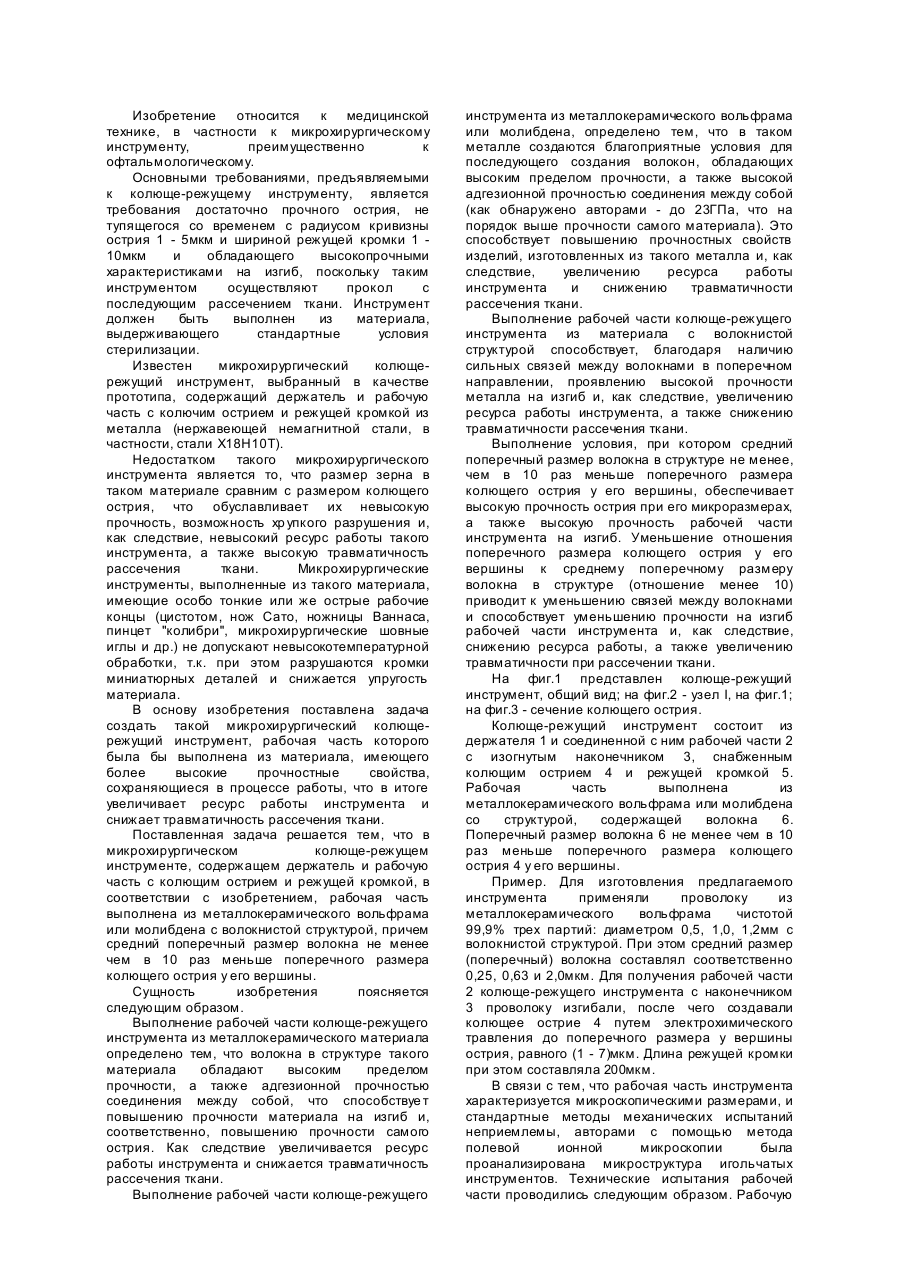
Микрохирургический колюще-режущий инструмент, содержащий держатель и рабочую часть из металла с колющим острием и режущей кромкой, отличающийся тем, что рабочая часть выполнена из металлокерамического вольфрама или молибдена с волокнистой структурой, причем средний поперечный размер волокна не менее чем в 10 раз меньше поперечного размера колющего острия у его вершины.
Різальний інструмент

Номер патенту: 14351
Опубліковано: 25.04.1997
Автори: Зазирова Лариса Іванівна, Гузенко Євген Віталієвич, Каплій Юрій Іванович, Губарєв Віктор Васильович
МПК: B23B 27/16
Мітки: інструмент, різальний
Формула / Реферат:
Режущий инструмент с механическим креплением режущей пластины посредством ввернутого в резьбовое отверстие державки винта с головкой, упругой шейкой и резьбовым участком, отличающийся тем, что, с целью повышения надежности крепления режущей пластины, упругая шейка размещена на резьбовой части винта и делит последнюю на два участка так, что длина резьбового участка, примыкающего к головке винта, не превышает длины концевого резьбового...
Різальний інструмент для обробки волокнистих матеріалів
Номер патенту: 18200
Опубліковано: 01.07.1997
Автори: Мельниченко Олександр Анатолійович, Захаров Микола Володимирович, Тарасюк Олександр Петрович, Кушніров Павло Василійович
Мітки: волокнистих, обробки, матеріалів, інструмент, різальний
Формула / Реферат:
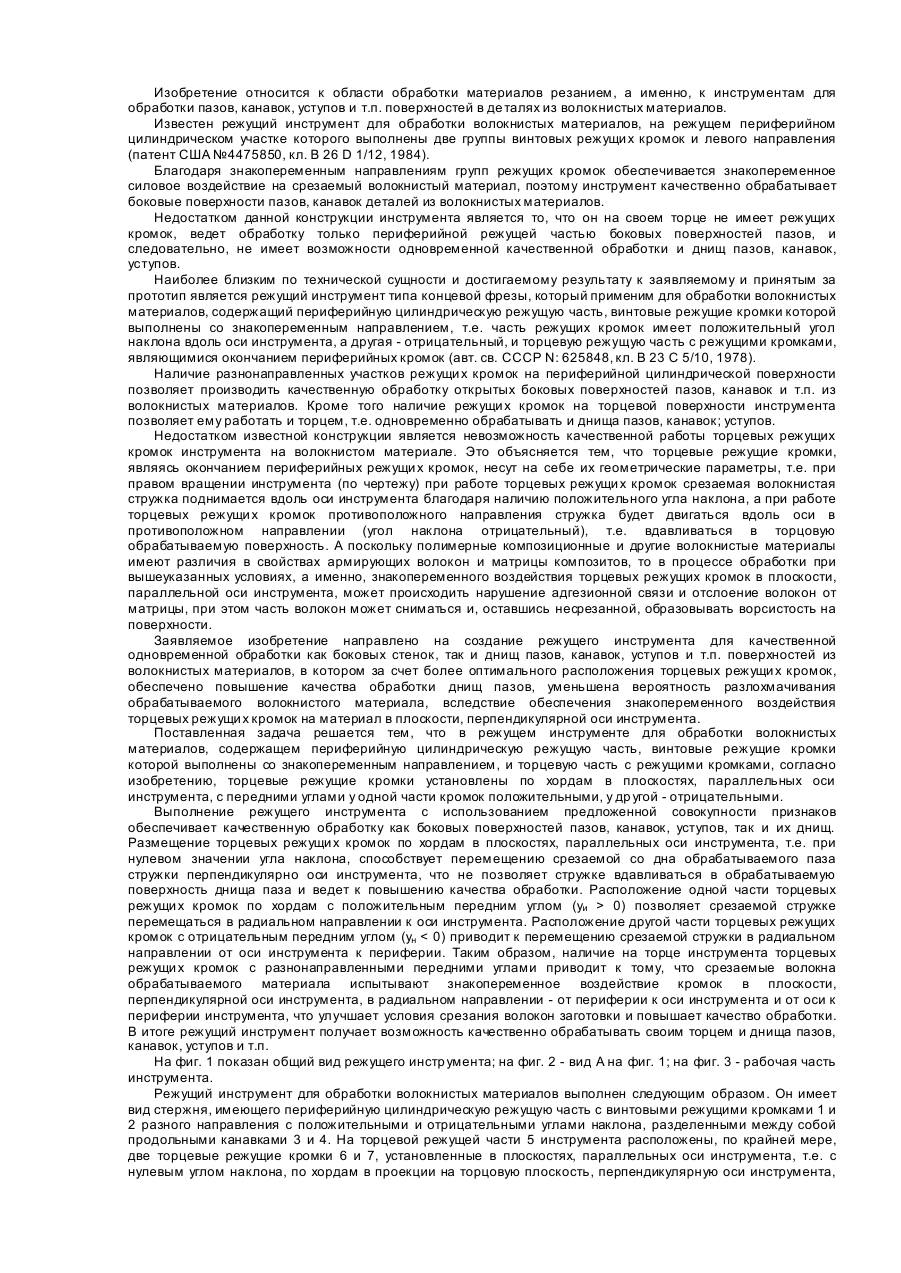
Режущий инструмент для обработки волокнистых материалов, содержащий периферийную цилиндрическую режущую часть, винтовые режущие кромки которой выполнены со знакопеременным направлением, и торцевую часть с режущими кромками, отличающийся тем, что торцевые режущие кромки установлены по хордам в плоскостях, параллельных оси инструмента, с передними углами у одной части кромок положительными, у другой - отрицательными.
Різальний інструмент
Номер патенту: 14361
Опубліковано: 25.04.1997
Автори: Гузенко Віталій Семенович, Музикант Яків Абрамович, Мозговий Віталій Андрієвич, Анмечікян Баграй Онікович
МПК: B23B 27/16
Мітки: різальний, інструмент
Формула / Реферат:
Режущий инструмент с механическим креплением режущей пластины с отверстием посредством качающегося винта с коническим участком и резьбовой частью, причем участок резьбового отверстия корпуса, примыкающего к гнезду под пластину, выполнен с центральным углом, отличающийся тем, что, с целью повышения надежности крепления за счет линейного контакта между взаимодействующими поверхностями корпуса и винта, на коническом участке винта выполнена...
Різальний інструмент
Номер патенту: 28415
Опубліковано: 16.10.2000
Автори: Крючков Юрій Владиславович, Кабачний Віктор Петрович, Горбенко Анатолій Петрович, Крючков Владислав Якович
МПК: B23B 27/16
Мітки: інструмент, різальний
Формула / Реферат:
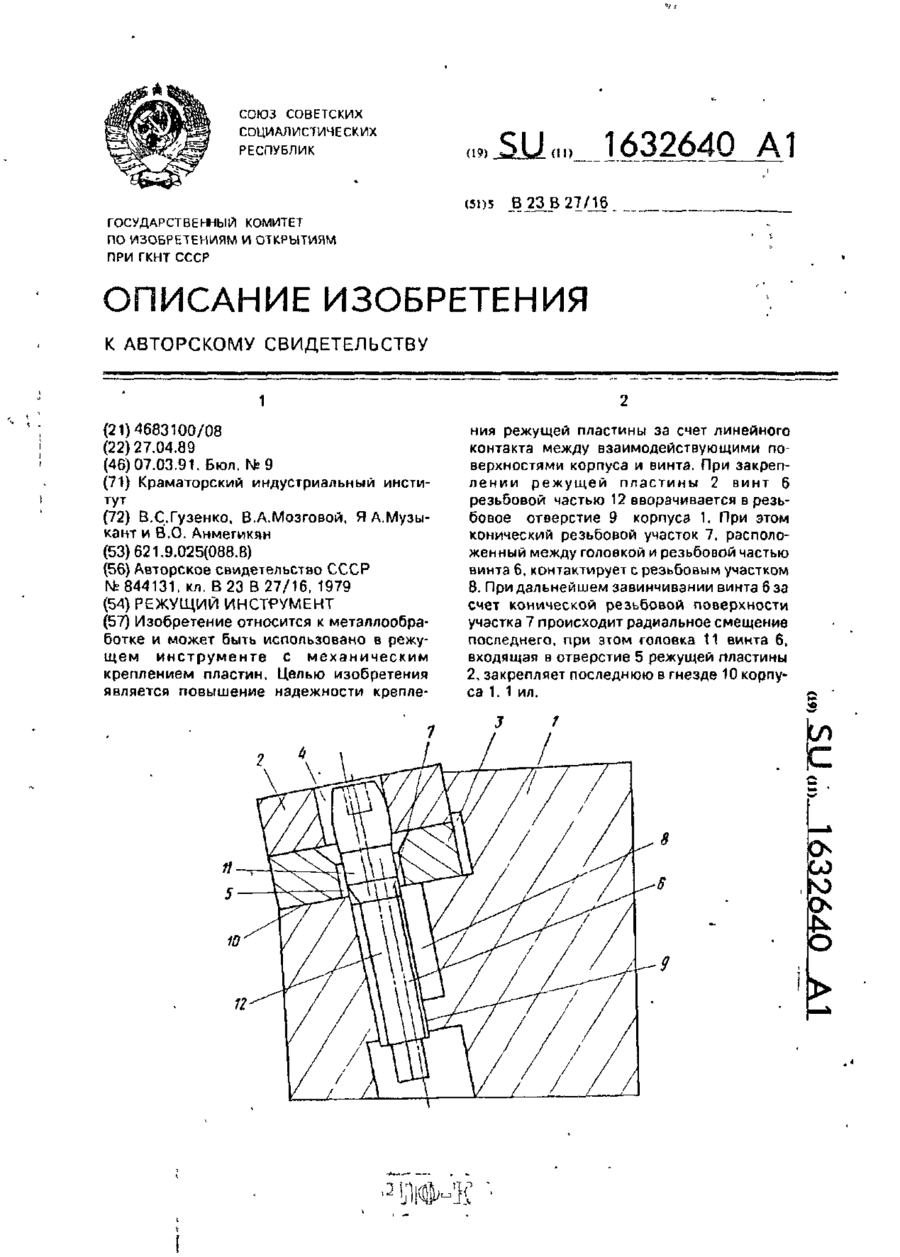
Режущий инструмент, содержащий корпус с гнездом, в котором установлена режущая пластина с полостью для взаимодействия с крепежным элементом, и механизм закрепления режущей пластины, отличающийся тем, что механизм закрепления режущей пластины выполнен в виде опорной пластины, установленной на опорной поверхности гнезда корпуса с возможностью перемещения по ней посредством винта, размещенного в сквозном резьбовом отверстии упомянутой пластины и...
Попередній патент: Вітрильне спорядження, переважно для спортивних яхт, і спосіб його динамічного настроювання
Наступний патент: Спосіб лікування хронічного гломерулонефриту
Випадковий патент: Спосіб попереднього визначення мутагенності ксенобіотиків за показниками плодючості у drosophila melanogaster