Машина для контактного стикового зварювання труб

Формула / Реферат
Машина для контактной стыковой сварки труб, включающая сварочную головку, корпус которой с помощью шарнирных сочленений соединен с одной стороны с корпусом насосной станции, а с другой — со штангой, опорные ролики, установленные с возможностью их прижатия к поверхности трубы с помощью гидроцилиндров, отличающаяся тем, что, с целью улучшения условий эксплуатации машины, упрощения центрирования гнутых труб, повышения производительности и качества сварки, каждое из шарнирных сочленений выполнено в виде жестко закрепленного на корпусе сварочной головки и смонтированного с зазорами с возможностью покачивания относительно продольной оси машины в гнезде, выполненном в корпусе соединяемой части машины, диска с пазами и кронштейнами, размещенными по окружности на стороне обращенной к сварочной головке, и обоймы с пазами, смонтированной на корпусе сварочной головки с возможностью перемещения вдоль его оси, при этом корпус соединяемой части машины снабжен штифтом, установленным с зазором в пазу диска, и гидроцилиндрами, размещенными равномерно по окружности и шарнирно соединенными своими корпусами с корпусом соединяемой части машины, а штоками — с диском, диск снабжен двуплечими рычагами, на одних концах которых смонтированы с возможностью поворота опорные ролики, смонтированные с возможностью подкачивания на его кронштейнах и взаимодействия другими своими концами с обоймой, а корпус сварочной головки снабжен смонтированными на нем по окружности своими корпусами гидроцилиндрами, штоки которых закреплены на обойме.
Текст
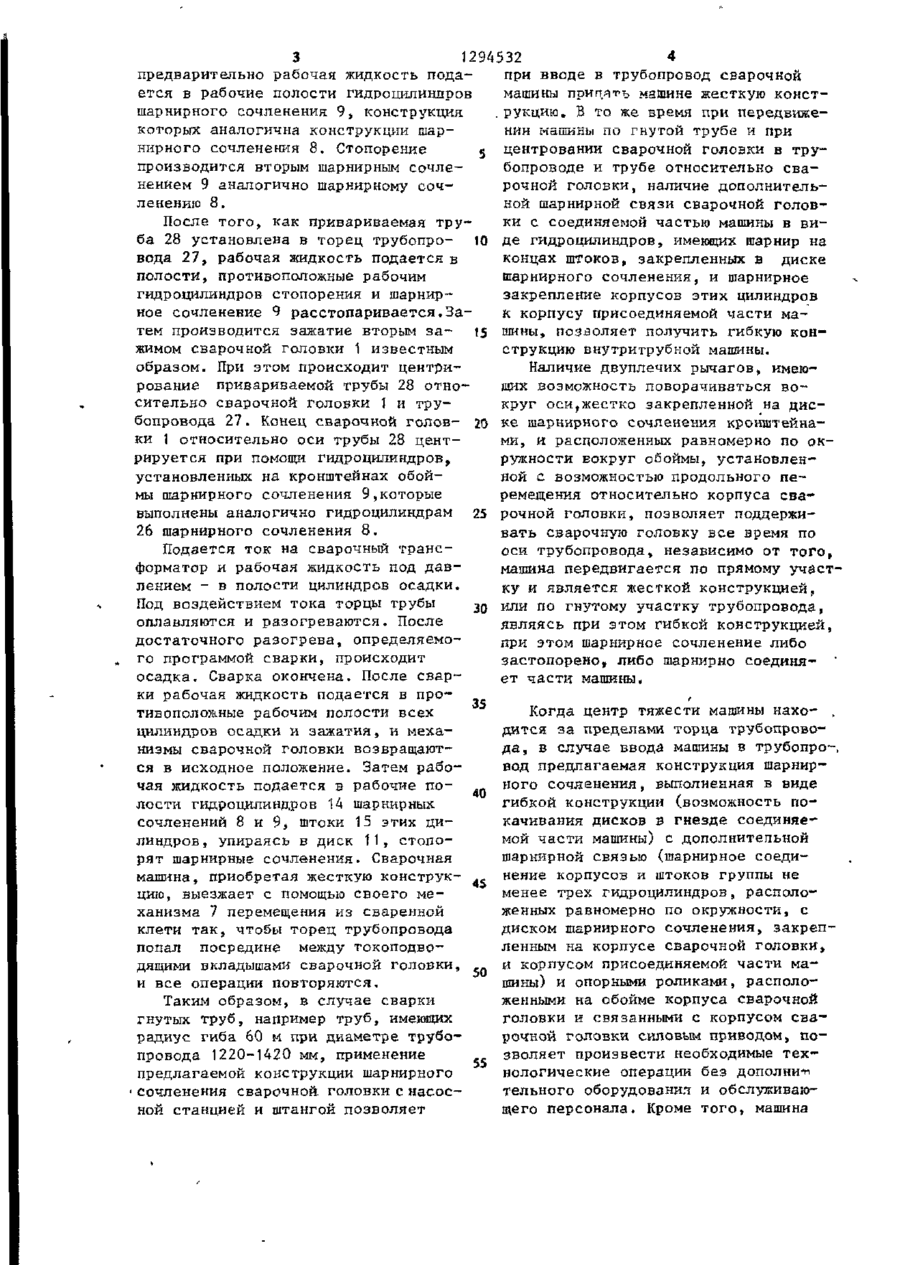
Изобретение относится к области сварки и может быть использовано в машинах для контактной стыковой свар ки труб, преимущественно при сооружении магистральных трубопроводов как из прямых, так и из гнутых труб. Изобретение улучшает условия эксплуа- і тации внутритрубных стыкосварочных машин, упрощает центрирование гнутых труб, повышает производительность и качество сварки. Внутритрубная стыкосварочная машина большой длины выполнена с двумя шарнирными сочленениями: . между сварочной головкой и штангой и между сварочной головокй и насосной станцией. Шарнирные сочленения с помощью двух групп гидроцилиндров обеспечивают центрирование сварочной головки, придают жесткость сварочной с машине при монтаже ее на стыке и обес-,® печивают свободу изменения продольной оси при фиксации машины в гнутой трубе.и при ее перемещении внутри г гнутого трубопровода. 2 ил. (Л СП GO V'. 'і л 1294532 Изобретение относится к оборудованию для контактной стыковой сварки кольцевых стыков труб в условиях строительства магистральных трубопроводов. Целью изобретения является улучшение условий эксплуатации машины, упрощение центрирования гнутых труб, повышение производительности и качества_ сварки. На фиг.1 изображена машина, расположенная в гнутой трубе, общий вид на фиг. 2 - шарнирное сочленение сва рочной головки предлагаемой машины с корпусом соединяемой части машины. Машина состоит из сварочной головки 1 , в корпусе которой расположен отсек гидроаппаратуры 2, из штанги 3 со сварочным кабелем и проводами управления, насосной станции 4, привода 5, насосной станции и механизма перемещения машины в свариваемой трубе, редуктора 6 перемещения и механизма 7 перемещения. Сварочная головка 1 соединена с насосной станцией 4 и штангой 3 шарнирными сочленениями 8 и 9, выполненными идентичными по конструкции. На конце корпуса 10 сварочной головки 1 (фиг.2) закреплен диск 11 с зазорами в гнезде, выполненном в корпусе 12 соединяемой части машины (например, корпус насосной станции 4) с возможностью покачивания в нем. В корпусе 12 соединяемой части машины закреплен штифт 13, связанный с зазором с диском 11. Диск 11 снабжен дополнительной шарнирной связью с корпусом 12 с помощью гидроцилиндров 14, равномерно расположенных по окружности, штоки 15 которых соединены с диском 11 с помощью шарниров 16, а их корпуса с корпусом 12 соединяемой части машины с помощью шарнира 17. На диске 11 со стороны сварочной головки жестко закреплены кронштейны 18, равномерно расположенные по окружности, на осях 19 которых установлены двухплечие рычаги 20, На одном конце рычага 20 на оси 21 с возможностью поворота закреплены опорные ролики 22.'Другой конец 23 двуплечего рычага 20 шарнирно установлен в обойме 24, расположенной концентрично корпусу Ю сварочной головки. На кронштейнах обоймы 24 закреплены штоки 25 гидроцилиндров 2 26, корпуса которых жестко соедине КОрІЇ.» v-OM і w СВа^ОЧНОИ ГОлииКК 1. Свариваемый трубопровод обозначен позицией 27, а привариваемая труба обозначена позицией 28 (фиг.1). Машина для контактной стыковой сварки труб работает следующим образом. Машина заводится в свариваемый 10 трубопровод 27 с помощью механизма 7 перемещения так, что торец трубопровода 27 располагается между токоподводящими вкладышами зажимных башмаков сварочной головки. При этом рабочая жидкость подается в рабочую полость гидроцилиндров 14 шарнирного сочленения 8. И так как штоки 15 закреплены на диске 11, диск начинает двигаться до упора, выполненного 20 в гнезде корпуса 12 насосной станции, т.е. запирая шарнирное сочленение, создавая жесткость в конструкции машины. Машина свободно вводится в трубопровод 27. 25 Как только машина станет в исходное положение для сварки, рабочая жидкость подается в полости, противоположные рабочим гидроцилиндров 14. Шарнирное сочленение 8 расстопаривается. Ходовые ролики механизма 7 перемещения устанавливают хвостовик машины по оси трубопровода 27, а в месте расположения шарнирного сочленения 8 машина свободно, не по оси 35 трубопровода, устанавливается по гнутой трубе. Далее рабочая жидкость подается в полости гидроцилиндров механизма зажатия сварочной головки 1, и процесс 40 зажатия и центрирования сварочной головки относительно трубопровода 27 происходит известным способом. Затем рабочая жидкость подается в рабочие полости гидроцилиндров 26, связанных с обоймой 24 шарнирного сочленения 8. И так как штоки 25 этих гидроцилиндров жестко закреплены на кронштейнах обоймы 24, обойма начинает двигаться в сторону стыка , двуплечие рычаги 20 по50 ворачиваются вокруг осей 19 и опорные ролики 22 прижимаются к внутренней поверхности трубопровода 27 и центрируют конец сварочной головки относительно оси трубопровода. Далее на свободный конец свароч55 ной машины со стороны штанги 3 надвигается труба 28 до упора в торец трубопровода 27. Для придания жесткости конструкции этой частя машины 1294532 предварительно рабочая жидкость подапри вводе в трубопровод сварочной ется в рабочие полости гидроцилиндров машины Припять машине жесткую констшарнирного сочленения 9, конструкция . рукцию. В то же Бремя при передвижекоторых аналогична конструкции шарнии машины по гнутой трубе и при нирного сочленения 8. Стопорение § центровании сварочной головки в трупроизводится вторым шарнирным сочлебопроводе и трубе относительно сванением 9 аналогично шарнирному сочрочной головки, наличие дополнительленению 8. ной шарнирной связи сварочной головки с соединяемой частью машины в виПосле того, как привариваемая труба 28 установлена в торец трубопро- 10 де гидроцилиндров, имеющих шарнир на концах штоков, закрепленных в диске вода 27, рабочая жидкость подается в шарнирного сочленения, и шарнирное полости, противоположные рабочим закрепление корпусов этих цилиндров гидроцилиндров стопорения и шарнирк корпусу присоединяемой части маное сочленение 9 расстопаривается.Затем производится зажатие вторым за- t5 шины, позволяет получить гибкую конструкцию внутритрубной машины. жимом сварочной головки 1 известным образом. При этом происходит центриНаличие двуплечих рычагов, имеюрование привариваемой трубы 28 отнощих возможность поворачиваться восительно сварочной головки 1 и трукруг оси,жестко закрепленной на дисбопровода 27. Конец сварочной голов- 20 ке шарнирного сочленения кронштейнаки 1 относительно оси трубы 28 центми, и расположенных равномерно по окрируется при помощи гидроцилиндров, ружности Еокруг обоймы, установленустановленных на кронштейнах обойной с возможностью продольного пемы шарнирного сочленения 9,которые ремещения относительно корпуса свавыполнены аналогично гидроцилиндрам 25 рочной головки, позволяет поддержи26 шарнирного сочленения 8. вать сварочную головку все время по оси трубопровода, независимо от того, Подается ток на сварочный трансмашина передвигается по прямому участформатор и рабочая жидкость под давку и является жесткой конструкциейf лением - в полости цилиндров осадки. или по гнутому участку трубопровода, Под воздействием тока торцы трубы Зд являясь при этом гибкой конструкцией, оплавляются и разогреваются. После при этом шарнирное сочленение либо достаточного разогрева, определяемозастопорено, либо шарнирно соединяго программой сварки, происходит ет части машины. осадка. Сварка окончена. После сварки рабочая жидкость подается в про 35 тивоположные рабочим полости всех Когда центр тяжести машины нахо- . цилиндров осадки и зажатия, и мехадится за пределами торца трубопровонизмы сварочной головки возвращаютда, в случае ввода машины в трубопро-, ся в исходное положение. Затем рабовод предлагаемая конструкция шарнирчая жидкость подается в рабочие по- .fl ного сочленения, выполненная в виде лости гидроцилиндров 14 шарнирных гибкой конструкции (возможность посочленений 8 и 9, штоки 15 этих цикачивания дисков в гнезде соединяелиндров, упираясь в диск 11, стопомой части машины) с дополнитепьнои рят шарнирные сочленения. Сварочная шарнирной связью (шарнирное соедимашина, приобретая жесткую конструк- -s нение корпусов и штоков группы не цию, выезжает с помощью своего меменее трех гидроцилиндров, располоханизма 7 перемещения из сваренной женных равномерно по окружности, с клети так, чтобы торец трубопровода диском шарнирного сочленения, закреппопал посредине между токоподволенным на корпусе сварочной головки, дящими вкладышами сварочной головки, и корпусом присоединяемой части маи все операции повторяются. шины) и опорными роликами, расположенными на обойме корпуса сварочной Таким образом, в случае сварки головки и связанными с корпусом свагнутых труб, например труб, имеющих рочной головки силовым приводом, порадиус гиба 60 м при диаметре трубозволяет произвести необходимые техпровода 1220-1420 мм, применение предлагаемой конструкции шарнирного 55 нологические операции без дополни^ 1 тельного оборудования и обслуживаюсочленения сварочной головки с насосщего персонала. Кроме того, машина ной станцией и штангой позволяет 1294532 6 няемой части машины, диска с пазами легко центрируется, повышается каи кронштейнами, размещенными по окчество сварки и производительность. ружное ги на стороне обращенной к сваФ о р м у л а и з о б р е т е н и я рочной головке, и обоймы с пазами, смонтированной на корпусе сварочной Машина для контактной стыковой головки с возможностью перемещения сварки труб, включающая сварочную вдоль его оси, при этом корпус соеголовку, корпус которой с помощью диняемой части машины снабжен штифшарнирных сочленений соединен с одтом, установленным с зазором в панои стороны с корпусом насосной стан- Ю З у диска, и гидроцилиндрами, размеции, а с другой - со штангой, опорценными равномерно по окружности и ные ролики, установленные с возможшарнирно соединенными своими корпуностью их прижатия к поверхности трусами с корпусом соединяемой части бы с помощью гидроцилиндров, о т л и машины, а Штоками - с диском, диск ч а ю щ а я с я тем, что, с целью 15 снабжен двуплечими рычагами, на одулучшения условий эксплуатации машиних концах которых смонтированы с ны, упрощения центрирования гнутых возможностью поворота опорные ролитруб, повышения производительчости и ки, смонтированными с возможностью качества сварки, каждое из шарнирных покачивания на его кронштейнах и сочленений выполнено в виде жестко 20 взаимодействия другими своими конзакрепленного на корпусе сварочной цами с обоймой, а корпус сварочной головки и смонтированного с зазорами головки снабжен смонтированными на с возможностью покачивания относинем по окружности своими корпусами тельно продольной оси машины в гидроцилиндрами, штоки которых загнезде, выполненном в корпусе соеди- 25 креплены на обойме. 7 6 фиг.і І7 14 ттп—гт 18 23 tS 20 2t 22 Тираж 976 Подписное ВНИИПИ З а к а з 425/12 Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for contact butt welding pipes
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Sakharnov Vasyl Oleksiiovych, Halian Borys Opanasovych, Kryvenko Valerii Heorhiiovych, Toldin Anatolii Andriiovych, Koval Mykola Yosypovych, Dobrovolskyi Stanislav Dmytrovych, Myroshnychenko Oleksandr Petrovych
Назва патенту російськоюМашина для контактной стыковой сварки труб
Автори російськоюКучук-Яценко Сергей Иванович, Сахарнов Василий Алексеевич, Галян Борис Афанасьевич, Кривенко Валерий Георгиевич, Толдин Анатолий Андреевич, Коваль Николай Иосифович, Добровольский Станислав Дмитриевич, Мирошниченко Александр Петрович
МПК / Мітки
МПК: B23K 11/04
Мітки: зварювання, контактного, стикового, труб, машина
Код посилання
<a href="https://ua.patents.su/4-3132-mashina-dlya-kontaktnogo-stikovogo-zvaryuvannya-trub.html" target="_blank" rel="follow" title="База патентів України">Машина для контактного стикового зварювання труб</a>
Машина для контактного стикового зварювання труб
Номер патенту: 492
Опубліковано: 30.04.1993
Автори: Сахарнов Василь Олексійович, Лебедєв Володимир Костянтинович, Кучук-Яценко Сергій Іванович, Патон Борис Євгенович, Галян Борис Опанасович
МПК: B23K 11/04
Мітки: контактного, труб, зварювання, машина, стикового
Формула / Реферат:
1. Машина для контактной стыковой сварки труб, содержащая укрепленные в корпусе неподвижный и подвижный зажимные центрирующие механизмы, выполненные в виде силовых цилиндров, на штоках которых смонтированы обоймы, сварочный трансформатор, соединенный шинами с токоподводящими башмаками, закрепленными на плоских рессорах зажимных центрирующих механизмов и механизм оплавления и осадки, состоящий из силового цилиндра, шток которого соединен...
Машина для контактного стикового зварювання труб
Номер патенту: 736
Опубліковано: 15.12.1993
Автори: Сахарнов Василь Олексійович, Лебедєв Володимир Костянтинович, Патон Борис Євгенович, Галян Борис Опанасович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: труб, стикового, контактного, зварювання, машина
Формула / Реферат:
Машина для контактной стыковой сварки труб, содержащая центральную полую штангу, на которой смонтированы подвижный и неподвижный опорные диски механизмов для зажима свариваемых труб, выполненных в виде силовых цилиндров, взаимодействующих посредством распорных элементов и серег с центрирующими рычагами, и привод оплавлення и осадки, связанный с подвижным опорным диском, отличающаяся тем, что, с целью повышения надежности конструкции путем...
Машина для контактного стикового зварювання труб

Номер патенту: 3126
Опубліковано: 26.12.1994
Автори: Сахарнов Василь Олексійович, Кучук-Яценко Сергій Іванович, Головачов Віктор Миколайович, Галян Борис Опанасович, Мірошниченко Олександр Петрович
МПК: B23K 11/04
Мітки: зварювання, труб, стикового, контактного, машина
Формула / Реферат:
Машина для контактной стыковой сварки труб, содержащая привод оплавления и осадки, центральную штангу, а также смонтированные на ней неподвижный и подвижный механизмы разжатия, каждый из которых включает разжимной рычаг, на концах которого соответственно расположены зажимные и токоподводящие башмаки, элементы, установленные с возможностью взаимодействия с концами рычагов посредством роликов, привод и пружину возврата разжимных рычагов,...
Машина для контактного стикового зварювання труб
Номер патенту: 3131
Опубліковано: 26.12.1994
Автори: Сахарнов Василь Олексійович, Галян Борис Опанасович, Лебедєв Володимир Костянтинович, Кривенко Валерій Георгійович, Мірошниченко Олександр Петрович, Кучук-Яценко Сергій Іванович
МПК: B23K 101/10, B23K 11/04
Мітки: труб, зварювання, машина, стикового, контактного
Формула / Реферат:
Машина для контактной стыковой сварки труб, содержащая центральную штангу с двумя опорными дисками на концах, механизм оплавления и осадки, связанный с обоймой, установленной на штанге с возможностью продольного относительно нее перемещения, смонтированные на штанге неподвижный и подвижный зажимы свариваемых труб, включающие рычаги, одни концы которых снабжены зажимными и токоподводящими башмаками и посредством шарниров и серег связаны с...
Машина для контактного стикового зварювання труб
Номер патенту: 398
Опубліковано: 30.04.1993
Автори: Мірошниченко Олександр Петрович, Лебедєв Володимир Костянтинович, Кучук-Яценко Сергій Іванович, Галян Борис Опанасович, Сахарнов Василь Олексійович, Патон Борис Євгенович
МПК: B23K 11/04, B23K 31/02
Мітки: контактного, машина, зварювання, труб, стикового
Формула / Реферат:
Формула изобретенияМашина для контаткной стыковой сварки труб, содержащая центральную штангу, смонтированные на ней с возможностью радиального перемещения разжимные элементы механизмы их разжатия и привод оплавления и осадки, отличающаяся тем, что, с целью улучшения условий центрирования и сварки труб с большим допуском на диаметр и конусность, разжимные элементы выполнены в виде рычагов, имеющих на концах скосы, а механизм разжатия...
Попередній патент: Машина для контактного стикового зварювання труб
Наступний патент: Спосіб одержання адукту гексаметилентетрамінотіоціанової кислоти з сульфатом амонію
Випадковий патент: Виконавчий орган прохідницького комбайну вибірної дії