Машина для контактного стикового зварювання труб
Номер патенту: 492
Опубліковано: 30.04.1993
Автори: Галян Борис Опанасович, Лебедєв Володимир Костянтинович, Кучук-Яценко Сергій Іванович, Патон Борис Євгенович, Сахарнов Василь Олексійович
Формула / Реферат
1. Машина для контактной стыковой сварки труб, содержащая укрепленные в корпусе неподвижный и подвижный зажимные центрирующие механизмы, выполненные в виде силовых цилиндров, на штоках которых смонтированы обоймы, сварочный трансформатор, соединенный шинами с токоподводящими башмаками, закрепленными на плоских рессорах зажимных центрирующих механизмов и механизм оплавления и осадки, состоящий из силового цилиндра, шток которого соединен с опорным элементом подвижного зажимного центрирующего механизма, отличающаяся тем, что, с целью расширения технологических возможностей машины путем улучшения условий центрирования, корпус выполнен в виде двух упорных дисков, соединенных между собой стержнями, на которых с возможностью продольного перемещения установлены обоймы зажимных центрирующих механизмов и опорный элемент подвижного зажимного центрирующего механизма, при этом корпуса цилиндров неподвижного зажимного механизма и механизма оплавления и осадки закреплены на упорных дисках, а оси силовых цилиндров упомянутых механизмов совпадают с центральной осью машины.
2. Машина по п. 1, отличающаяся тем, что неподвижный и подвижный зажимные центрирующие механизмы снабжены рычагами, шарнирно связывающими обоймы с токоподводящими башмаками.
3. Машина по пп. 1 и 2, отличающаяся тем, что, с целью снижения энергетических затрат путем уменьшения сопротивления вторичного контура, шины, соединяющие сварочный трансформатор с токоподводящими башмаками, смонтированы на плоских рессорах неподвижного зажимного центрирующего механизма.
Текст
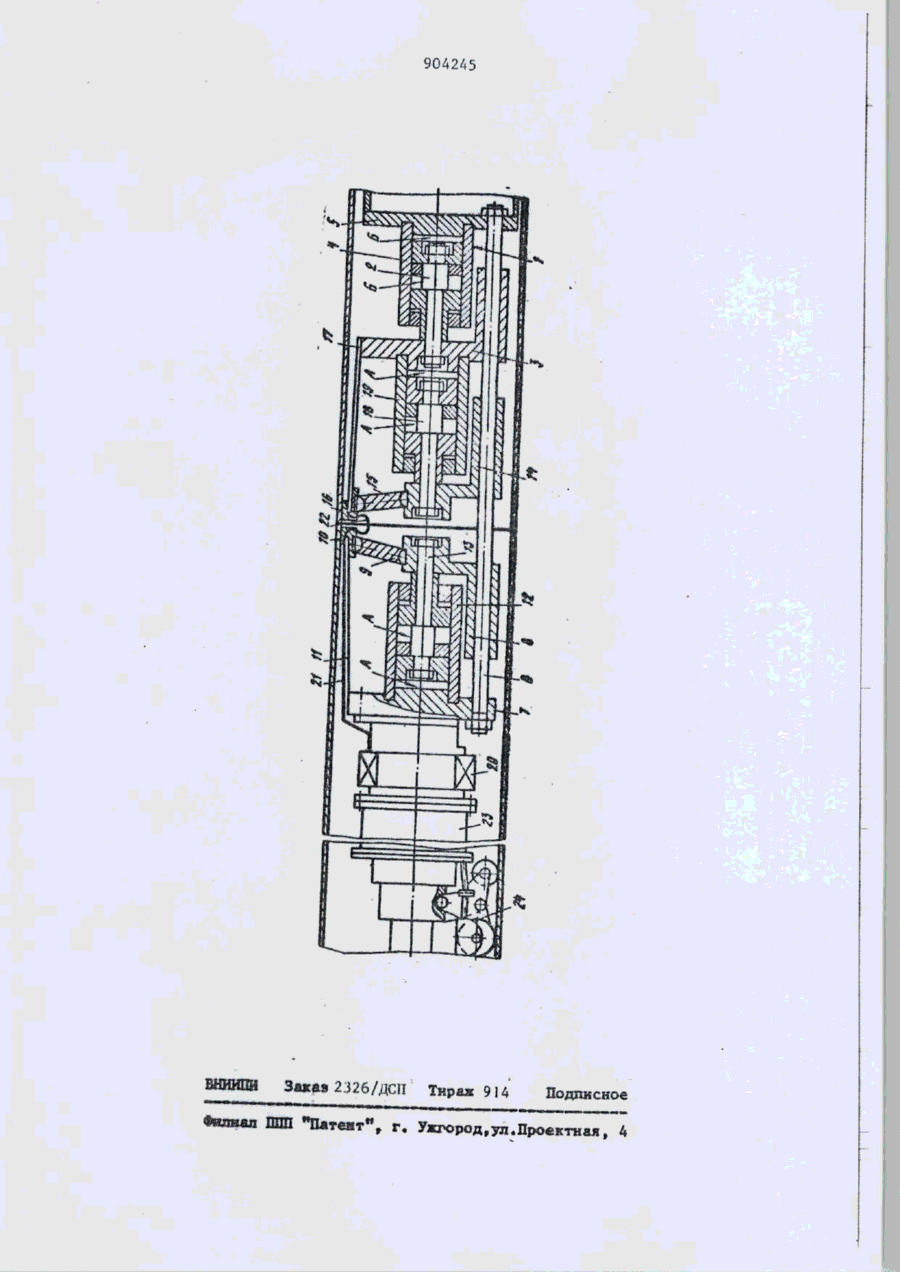
1.МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ТРУБ, содержащая укрепленные в корпусе неподвижный и подвижный зажимные центрирующие механизмы, выполненные в виде силовых цидиндров, на штоках которых смонтированы обоймы, сварочный трансформатор, соединенный ^шинами с токоподводящими башмаками, закрепленными на плоских р е с сорах зажимных центрирующих механизмов и механизм оплавления и осадки, состоящий из силового цилиндра, шток которого соединен с опорным элементом подвижного з.ажимного центрирующего механизма, о т л и ч а ю щ а я с я тем, ч т о , с целью расширения техноло гических возможностей машины путем улучшения условий центрирования,корпус выполнен в виде двух упорных дисков, соединенных между собой стержнями, на которых с возможностью продольного перемещения установлены обоймы зажимных центрирующих механизмов и опорный элемент подвижного зажимного центрирующего механизма, при этом корпуса цилиндров неподвижного зажимного механизма и механизма оплавления и осадки закреплены на упорных дисках, а оси силовых цилиндров упомянутых механизмов совпадают с центральной осью машины. 2. Машина по л. 1 , о т л и ч а ющ а я с я тем, что неподвижный и подвижный зажимные центрирующие механизмы снабжены рычагами, шарнирно связывающими обоймы с токоподводящими башмаками. 3. Машина по пп.1 и 2, о т л и ч а ю щ а я с я тем, что, с целью снижения энергетических затрат путем уменьшения сопротивления вторичного контура, шины, соединяющие сварочный трансформатор с токонодводящими башмаками, смонтированы на плоских рессорах неподвижного зажимного центрирукщего механизма. СО о го І 904245 Основным из недостатков этой конИзобретение относится к оборудострукции является большой диаметр ванию для контактной стыковой сварки штоков гидроцилиндров зажатия и опкольцевых стыков труб как в стациолавления и осадки, так как они вынарных, так и в условиях строительства магистральных трубопроводов S полнены полыми и насажены на центральную штангу машины большого дна-* нефтяной и газовой промышленности. метра, что осложняет условия уплот-* Известные машины для контактной нения. При этом периметр уплотнисварки труб можно разделить на два тительных элементов получается очень па. Наружные машины, все механизмы W .протяженным как по штоку, так и по внутренней поверхности цилиндра, что которых располагаются снаружи свазатрудняет обеспечение надежного уприваемых труб Г П . Эти машины целелотнения и требует частого ремонта. сообразно применять для сварки относительно малых диаметров труб. Для Известна машина для контактной стысварки труб средних и больших диамет- 15 ковой сварки труб, содержащая укрепров наружные машины делаются громозд** ленные в корпусе неподвижной и подкими и тяжелыми. вижной зажимные центрирующие мехаВнутритрубные машиныр все механизмы, выполненные в виде силовых низмы которых расположены внутри сваЦилиндров, на штоках которых смонтириваемых труб. Их целесообразно при- 20 рованы обоймы, сварочный трансфор- . менять для сварки труб больших диамдтор, соединенный шинами с токометров как в стационарных, так и в подводящими башмаками, закрепленными условиях строительства магистральных на плоских рессорах зажимных центритрубопроводов. рующих механизмов, и механизм оплавВнутритрубные сварочные машины 25 ления и осадки, состоящий из силового цилиндра, шток которого соединен ограничены габаритами трубы, требус опорным элементом подвижного чажим" ют высокой техники конструированого центрирующего механизма С31. ния и изготовления , К недостаткам данной конструкции относятся большие трудности по изВ условиях строительства магнет- '0 готовлению силовых цилиндров и обесральных трубопроводов, когда машина печению их точной установки на машиперемещается непрерывно от стыка к не . стыку вдоль нитки трубопровода,наиболее целесообразно применять внутНеточность установки цилиндров моритрубные сварочные стыковые маши35 жет вызвать поломку машины. Кроме тоны, так как они передвигаются не по го, к набору цилиндров сложно осущестгрунту, а по внутренней поверхности вить подвод рабочей жидкости. Ок-. трубы. Указанное достоинство на трассиальное расположение цилиндров,а се, при сложных условиях местности и в распутицу, резко затрудняющих 40 также расположение сварочного трансформатора под стыком увеличивает габатранспорт громоздкой тяжелой машины риты внутритрубной машины и трудно и манипулирование ею, если она подвыполнимо в машинах, предназначенных вешена или установлена на гусеничном для сварки труб среднего диаметра тракторе. Известны внутритрубные свароч45 (0 820-1020 мм). Целью изобретения является расные головки для контактной сварки ширение технологических возможнострубопроводов, преимущественно боль- • тей машины путем улучшения условий шого диаметра, в которых имеется кольцентрирования. цевой корпус, снабженный выдвижными в радиальном направлении эажимны- 50 ми колодками, раздвигаемыми центУказанная цель достигается тем, ральной штангой гидроцилиндра [2]. что корпус выполнен в виде двух упорных дисков, соединенных между собой стержнями, на которых с возНа одной из частей головки распо55 можностью продольного перемещения усложен кольцевой трансформатор. На тановлены обоймы зажимных центрируюконце сварочной головки установлен щих механизмов и опорный элемент механизм для передвижения головки подвижного зажимного центрирующего внутри трубы от стыка к стыку. 904245 механизма, при этом корпуса цилиндров неподвижного зажимного механизма и механизма оплавления и осадки зак реплены на упорных дисках, а оси силовых цилиндров упомянутых механизмов совпадают с центральной осью машины. Подвижный и неподвижный зажимные центрирующие механизмы снабжены рычагами, шарнирно связывающими обоймы с 10 токоподводящими башмаками. С целью снижения энергетических затрат путем уменьшения сопротивления вторичного контура шины, соединяющие сварочный трансформатор с токоподводящими башмаками, смонтирова- 15 ны на плоских рессорах неподвижного зажимного центрирующего механизма. На чертеже изображен общий- вид предложенной машины для контактной 20 стыковой сварки труб. двухпоршневой цилиндр зажатия, гаток 18 которого закреплен в обойме 14, а корпус 19 этого цилиндра закреплен на опорном элементе 3. Сварочный трансформатор 20 расположен по центральной оси машины, выводы вторичной обмотки которого в виде пар шин 21 проложены по плоским рессорам 1I неподвижного зажимного центрирующего механизма, причем конец одной шины закреплен ча токоподводящих зажимных башмаках 10,а конец другой шины с помощью гибкой перемычки 22 связан с токоподводящими зажимными башмаками 16 подвижного зажимного центрирующего механизма. В машине имеются насосная станция, привод перемещения машины 23 и самоцентрирующееся приводное устройство 24 с опорными и приводными роликами. Работает машина следующим образом. Машина 'состоит из механизма оплавления и осадки 1, состоящего из Машина вводится в свариваемую трудвухпоршневого цилиндра, на штоке которого 2 закреплен опорный эле25 бу так, что торец трубы располагается посередине между токоподводящими замент 3 подвижного зажимного центрижимными башмаками 10 и 16, подается рующего механизма. Корпус 4 этого рабочая жидкость в тіолости А двухцилиндра закреплен в упорном диспоршневого цилиндра зажатия неподке 5, который з соединении с помощью стержней 6 с упорным диском 7 30 вижного зажимного центрирующего механизма. составляет корпус машины, В состав сварочного устройства машины, кроТак как корпус этого цилиндра заме механизма оплавления и осадки, жатия жестко закреплен на упорном входят неподвижный и подвижный ' диске 7, то начинает двигаться в зажимные центрирующие механизмы. 35 сторону стыка шток цилиндра, а вмесНеподвижный зажимной центрирующий те с ним и обойма 8 по стержням 6 механизм представляет собой обойкорпуса машины. При этом поворачиваму 8,"соединенную шарнирно с помоются на осях рычаги зажатия 9, под щью рычагов зажатия 9 с токоподвовоздействием этих рычагов 9 расходящими зажимными башмаками 10, эак40 дятся в радиальном направлении токорепленными с помощью плоских респодводящие зажимные башмаки 10 и присор 1] на упорном диске 7 корпуса жимаются к внутренней поверхности трумашины. Двухпорпшевой цилиндр зажабы. Таким образом происходит зажатие тия неподвижного зажимного центрипервой свариваемой трубы. рующего механизма расположен по 45 Далее на свободный конец сварочной центральной оси машины.Корпус 12 машины надвигается вторая труба этого цилиндра зажатия закреплен до упора в торец первой. Зажатие пров упорном диске 7 корпуса машины,а изводится подвижным зажимным центришток 13 - в обойме 8. Подвижный рующим механизмом аналогично первому, зажимной центрирующий механизм $0 только корпус 19 цилиндра зажатия завыполнен в виде подвижной обоймы 14, креплен на опорном элементе 3 подвижсоединенной шарнирно с помощвю ного зажимного центрирующего мехазажимных рычагов 15 с токоподводянизма. щими зажимными башмаками 16, которые Подается ток на сварочный трансс помощью 'плоских рессор 17, кре55 форматор 20, и рабочая жидкость под пятся к опорному элементу 3 подвиждавлением в полости Б цилиндра опного зажимного центрирующего механизлавления и осадки. ма. В состав подвижного зажимного Поршни цилиндра своим штоком 2 пецентрирующего механизма входит ремещают в сторону стыка опорный эле 904245 мент 3 подвижного зажимного центрирующего механизма и удерживаемую им трубу. Под воздействием тока торцы трубы оплавляются и разогреваются. После достаточного разогрева, определяемого программой сварки, происходит осадка. Сварка окончена. После сварки рабочая жидкость подается в противоположные рабочие пплости всех цилиндров, и механизмы ма- 10 шины возвращаются в исходное положение. Машина при помощи своего привода перемещения 23 на приводных роликах самоцентрирующегося приводного устройства 24, работающего известным способом, выезжает из снаренной плети так, чтобы торец плети попал на место сварки, и все операции повторяются. Таким образом, в предложенной внутритрубной сварочной машине конструкіція корпуса сварочного устройства, содержащего два упорных диска, связанных стержнями,по которым передвигаются обоймы и опорный элемент за-£5 жимных центрирующих механизмов, д а ет возможность расположить цилиндры зажатия и цилиндр оплавления и осадки по центральной оси машины, что значительно улучшает условия центри- 30 рования сварочной машины. Расположение, цилиндров по центральной оси машины позволяет : в о первых, исключить перекос обойм о т носительно друг' друга; во-вторых, 35 обеспечивать простоту и точность в установке цилиндров на машине;в-третьих, значительно проще подвести р а бочую жидкость к полостям цилиндров (по штокам цилиндров). Кроме того, в предлагаемой конструкции цилиндры зажатия и цилиндр осадки и оплавления использованы двухпоршневыми, благодаря чему в конструкции можно применить небольшие по габаритам цилиндры, но с достаточным усилием для зажатия труб и для их оплавления и осадки. Токоподводящие зажимные башмаки, закрепленные с помощью плоских р е с сор, связаны шарнирно с обоймами зажимных центрирующих механизмов с помощью рычагов зажатия, благодаря чему повышается качество сборки и центрирование труб, так как в этом случае достигается выигрыш в усилии зажатия, позволяющий этим усилием экспондировать концы труб до совпадения их кромок. Все перечисленные особенности конструкции предложенной машины у м е н ь ш а ю т габариты сварочной машины, улучшают условия центрирования и качество сборки труб, тем самым уменьшают затраты электроэнергии и расширяют технологические возможности внутритрубных сварочных машин. Это позволит применять их для сварки магистральных трубопроводов не только из труб большого диаметра, но из труб среднего диаметра, заменяя в громоздкие , сложные в обслуживании и в эксплуатации комбинированные машины и наиболее распространенную в настоящее время трудоемкую ручную сварку. 904245 ВНИИПИ Закая 2326/ДСП Тира» 914 Подписное Филиал Ш "Патект", г. Ужгород.ул.Проектная, А Ш
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for contact flash welding pipes
Автори англійськоюPaton Borys Yevhenovych, Lebiediev Volodymyr Kostiantynovych, Kuchuk-Yatsenko Serhii Ivanovych, Sakharnov Vasyl Oleksiiovych, Halian Borys Opanasovych
Назва патенту російськоюМашина для контактной стыковой сварки труб
Автори російськоюПатон Борис Евгеньевич, Лебедев Владимир Константинович, Кучук-Яценко Сергей Иванович, Сахарнов Василий Алексеевич, Галян Борис Афанасьевич
МПК / Мітки
МПК: B23K 11/04
Мітки: зварювання, контактного, труб, стикового, машина
Код посилання
<a href="https://ua.patents.su/6-492-mashina-dlya-kontaktnogo-stikovogo-zvaryuvannya-trub.html" target="_blank" rel="follow" title="База патентів України">Машина для контактного стикового зварювання труб</a>
Машина для контактного стикового зварювання оплавленням

Номер патенту: 396
Опубліковано: 30.04.1993
Автори: Галян Борис Опанасович, Кучук-Яценко Сергій Іванович, Череднічок Віталій Тимофійович, Кривенко Валерій Георгійович, Добровольський Станіслав Дмитрович, Лебедєв Володимир Костянтинович, Сахарнов Василь Олексійович
МПК: B23K 11/04
Мітки: оплавленням, контактного, стикового, зварювання, машина
Формула / Реферат:
Формула изобретенияМашина для контактной стыковой сварки оплавлением с h -параллельными сварочными цепями, содержащая датчики сварочного тока, включенные в каждую сварочную цепь, программирующее устройство управления, соединенное с приводом перемещения и осадки, отличающаяся тем, что, с целью повышения качества сварного соединения и уменьшения припуска на оплавление, в устройство введен пороговый элемент совпадения, к входам которого...
Пристрій для управління процесом контактного стикового зварювання оплавленням
Номер патенту: 490
Опубліковано: 30.04.1993
Автори: Добровольський Станіслав Дмитрович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович, Горишняков Олексій Іванович, Семенов Леонід Олександрович
МПК: B23K 11/25, B23K 11/04
Мітки: управління, зварювання, контактного, стикового, оплавленням, пристрій, процесом
Формула / Реферат:
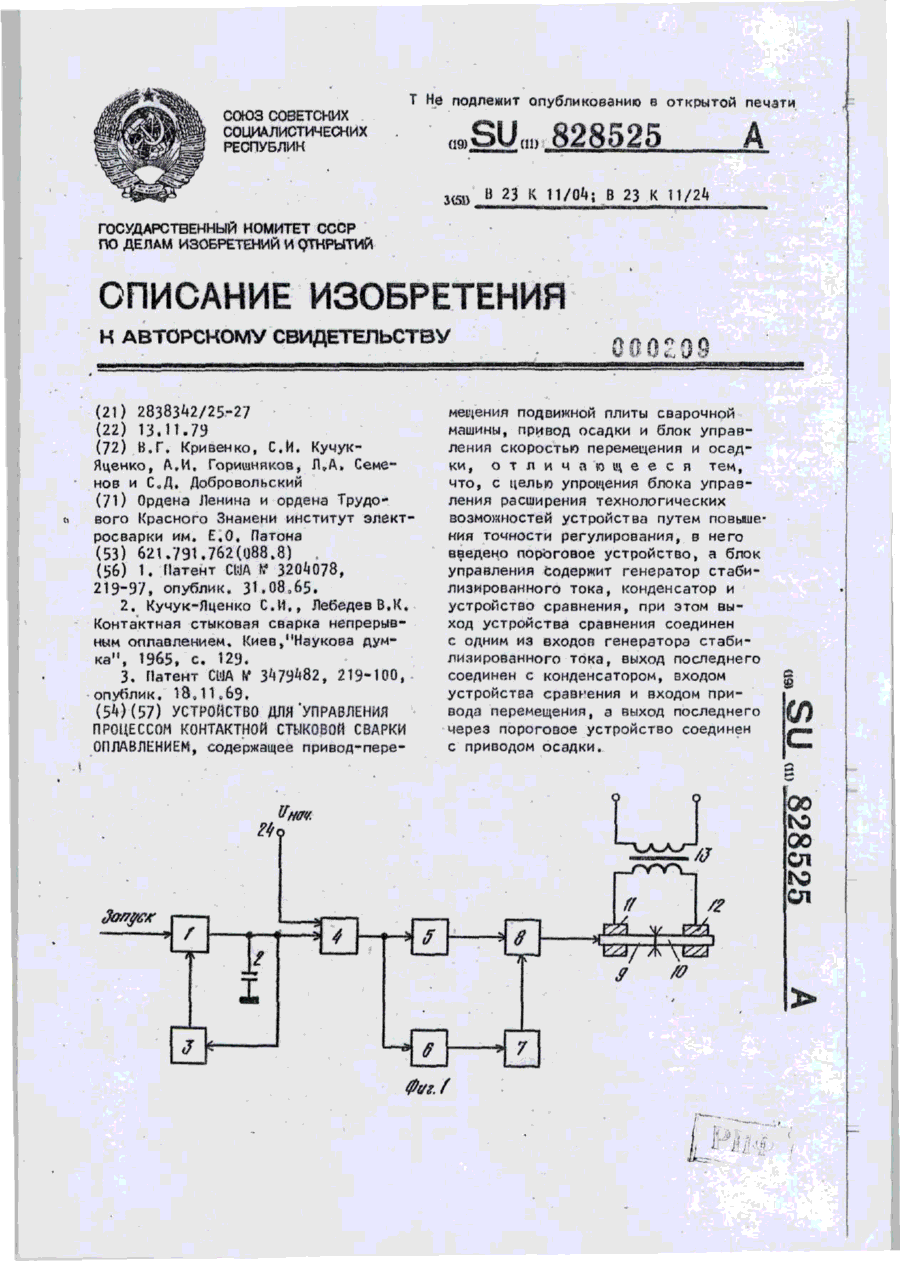
Устройство для управления процессом контактной стыковой сварки оплавлением, содержащее привод перемещения подвижной плиты сварочной машины, привод осадки и блок управления скоростью перемещения и осадки, отличающееся тем, что с целью упрощения блока управления расширения технологических возможностей устройства путем повышения точности регулирования, в него введено пороговое устройство, а блок управления содержит генератор стабилизированного...
Гідросистема механізму затиску деталей контактної стикової зварювальної машини кліщового типу
Номер патенту: 315
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Голомовзюк Іван Корнійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: затиску, зварювальної, механізму, деталей, типу, стикової, контактної, гідросистема, машини, кліщового
Формула / Реферат:
Формула изобретенияГидросистема механизма зажатия деталей контактной стыковой сварочной машины клещевого типа, содержащая установленные на подвижной и неподвижной плитах машины гидравлические цилиндры зажатия свариваемых деталей, штоковая и бесштоковая полости которых соединены через реверсивный золотник с нагнетающей и сливной магистралями, отличающаяся тем, что, с целью расширения диапазона регулирования работы гидроцилиндра зажатия,...
Вакуумна прибиральна машина

Номер патенту: 374
Опубліковано: 30.04.1993
Автор: Кучеренко Геннадій Степанович
МПК: E01H 1/00
Мітки: вакуумна, прибиральна, машина
Формула / Реферат:
Формула изобретения1. Вакуумная уборочная машина, содержащая вентилятор, бункер с фильтром, подборщик мусора с корпусом, который сообщен с бункером и с нагнетательной и всасывающей полостями вентилятора посредством отверстий, щелевое сопло, расположенное в нижней части корпуса подборщика, отличающаяся тем, что, с целью повышения качества уборки, она снабжена приспособлением для загрузки мусора, включающим в себя лопасть, расположенную...
Попередній патент: Пристрій для управління процесом контактного стикового зварювання оплавленням
Наступний патент: Спосіб контактного стикового зварювання оплавленням
Випадковий патент: Спосіб введення символьної інформації в еом