Респіратор та спосіб його виготовлення
Номер патенту: 31414
Опубліковано: 15.04.2002
Автори: Нейман Олександр Ігоревич, Теличко Едуард Миколайович, Дубенчук Михайло Євгенович, Москаленко Володимир Іванович, Казаков Ігор Анатолієвич, Москаленко Іван Єфимович, Поляков Микола Васильович, Ткачук Станіслав Порфирович, Жук Лора Дмитровна, Піскунов Миколай Володимирович, Ітунін Віліан Фишлевич, Ємченко Ольга Миколаївна
Формула / Реферат
1. Респіратор, що містить у собі півмаску з фільтрувального матеріалу, виконану зі складками, носовий затискач, обтюратор та елементи кріплення, який відрізняється тим, що складки мають форму плісе і розміщені по всій поверхні фільтрувальної півмаски, утворюючи кармани, а носовий затискач закріплено під верхньою складкою.
2. Респіратор по п. 1, який відрізняється тим, що кармани на зовнішній стороні поверхні півмаски розміщені входом униз.
3. Спосіб виготовлення респіратора, який включає розкрій фільтрувального матеріалу на заготовки, утворення складок, збирання півмаски респіратора і її кріплення, який відрізняється тим, що утворення складок здійснюють перед розкроєм шляхом плісирування усієї поверхні фільтрувального матеріалу, розкрій роблять таким чином, щоб вісь симетрії заготовки була перпендикулярною напряму складок, а під час скріплення півмаски частину складок в ділянці перенісся залишають не скріпленою.
Текст
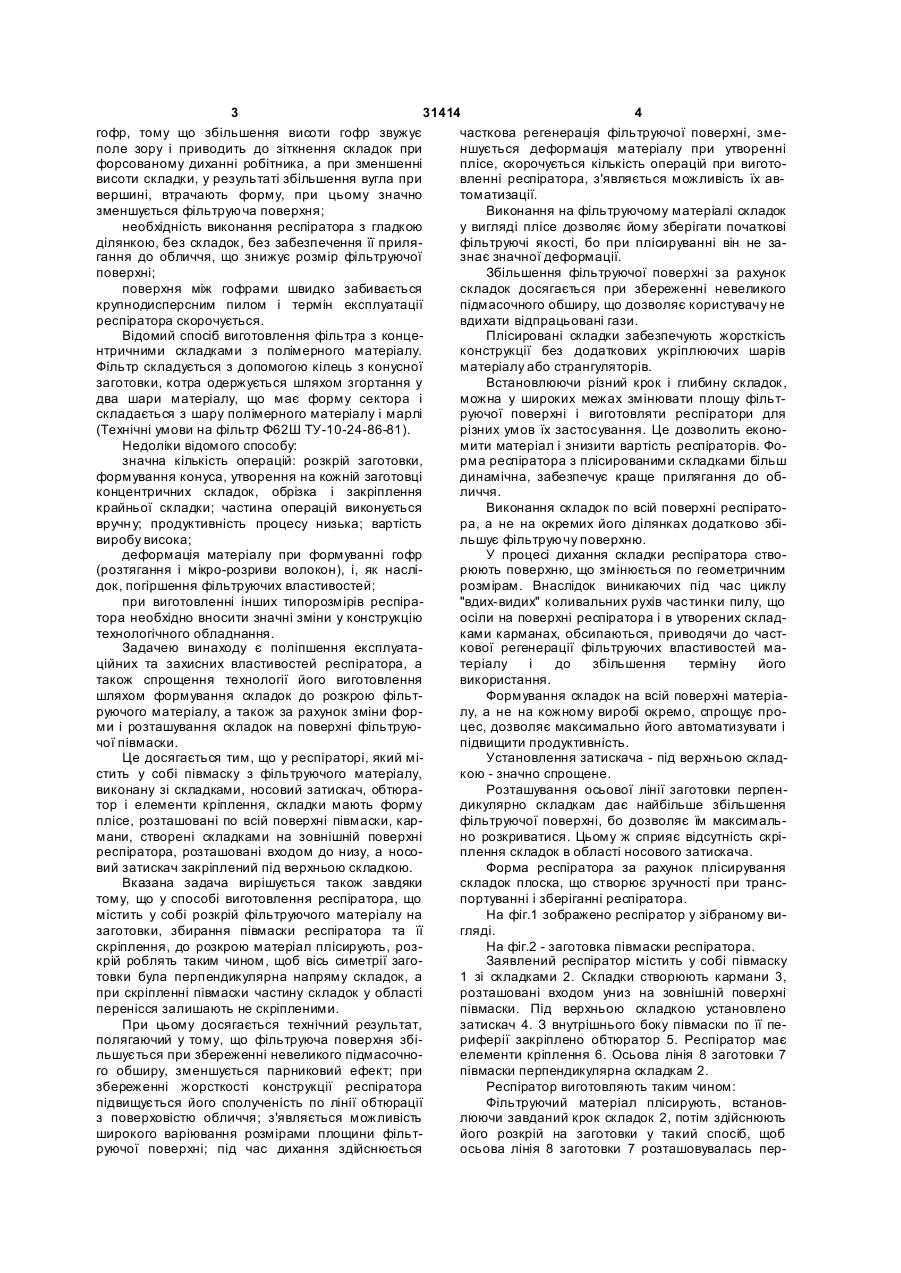
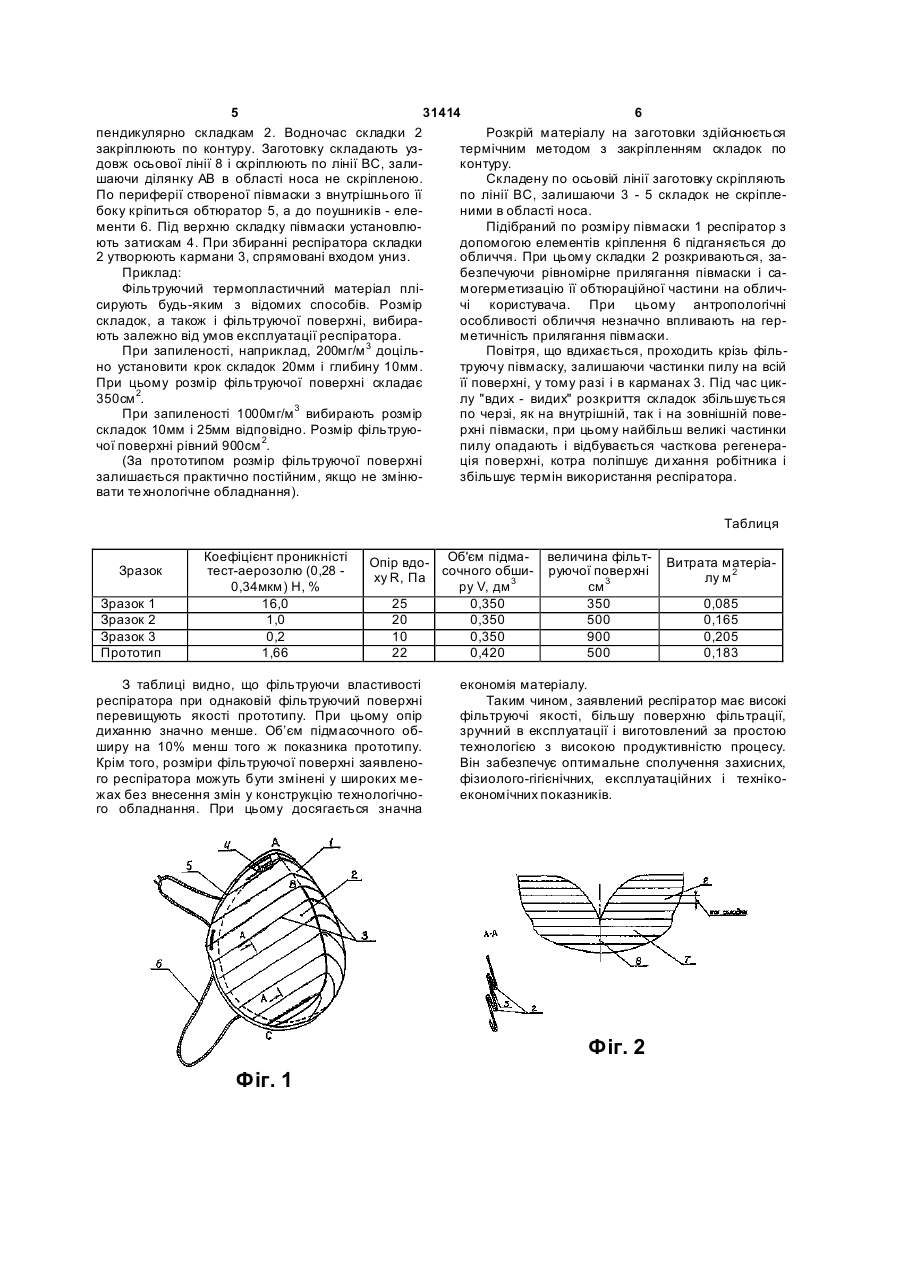
1. Респіратор, що містить у собі півмаску з фільтрувального матеріалу, виконану зі складками, носовий затискач, обтюратор та елементи кріплення, який відрізняється тим, що складки ма 3 31414 4 гофр, тому що збільшення висоти гофр звужує часткова регенерація фільтруючої поверхні, змеполе зору і приводить до зіткнення складок при ншується деформація матеріалу при утворенні форсованому диханні робітника, а при зменшенні плісе, скорочується кількість операцій при виготовисоти складки, у результаті збільшення вугла при вленні респіратора, з'являється можливість їх аввершині, втрачають форму, при цьому значно томатизації. зменшується фільтруюча поверхня; Виконання на фільтруючому матеріалі складок необхідність виконання респіратора з гладкою у вигляді плісе дозволяє йому зберігати початкові ділянкою, без складок, без забезпечення її приляфільтруючі якості, бо при плісируванні він не загання до обличчя, що знижує розмір фільтруючої знає значної деформації. поверхні; Збільшення фільтруючої поверхні за рахунок поверхня між гофрами швидко забивається складок досягається при збереженні невеликого крупнодисперсним пилом і термін експлуатації підмасочного обширу, що дозволяє користувачу не респіратора скорочується. вдихати відпрацьовані гази. Відомий спосіб виготовлення фільтра з концеПлісировані складки забезпечують жорсткість нтричними складками з полімерного матеріалу. конструкції без додаткових укріплюючих шарів Фільтр складується з допомогою кілець з конусної матеріалу або странгуляторів. заготовки, котра одержується шляхом згортання у Встановлюючи різний крок і глибину складок, два шари матеріалу, що має форму сектора і можна у широких межах змінювати площу фільтскладається з шару полімерного матеріалу і марлі руючої поверхні і виготовляти респіратори для (Технічні умови на фільтр Φ62Ш ТУ-10-24-86-81). різних умов їх застосування. Це дозволить еконоНедоліки відомого способу: мити матеріал і знизити вартість респіраторів. Фозначна кількість операцій: розкрій заготовки, рма респіратора з плісированими складками більш формування конуса, утворення на кожній заготовці динамічна, забезпечує краще прилягання до обконцентричних складок, обрізка і закріплення личчя. крайньої складки; частина операцій виконується Виконання складок по всій поверхні респіратовручн у; продуктивність процесу низька; вартість ра, а не на окремих його ділянках додатково збівиробу висока; льшує фільтруючу поверхню. деформація матеріалу при формуванні гофр У процесі дихання складки респіратора ство(розтягання і мікро-розриви волокон), і, як наслірюють поверхню, що змінюється по геометричним док, погіршення фільтруючих властивостей; розмірам. Внаслідок виникаючих під час циклу при виготовленні інших типорозмірів респіра"вдих-видих" коливальних рухів частинки пилу, що тора необхідно вносити значні зміни у конструкцію осіли на поверхні респіратора і в утворених складтехнологічного обладнання. ками карманах, обсипаються, приводячи до частЗадачею винаходу є поліпшення експлуатакової регенерації фільтруючих властивостей маційних та захисних властивостей респіратора, а теріалу і до збільшення терміну його також спрощення технології його виготовлення використання. шляхом формування складок до розкрою фільтФормування складок на всій поверхні матеріаруючого матеріалу, а також за рахунок зміни форлу, а не на кожному виробі окремо, спрощує проми і розташування складок на поверхні фільтруюцес, дозволяє максимально його автоматизувати і чої півмаски. підвищити продуктивність. Це досягається тим, що у респіраторі, який міУстановлення затискача - під верхньою складстить у собі півмаску з фільтруючого матеріалу, кою - значно спрощене. виконану зі складками, носовий затискач, обтюраРозташування осьової лінії заготовки перпентор і елементи кріплення, складки мають форму дикулярно складкам дає найбільше збільшення плісе, розташовані по всій поверхні півмаски, карфільтруючої поверхні, бо дозволяє їм максимальмани, створені складками на зовнішній поверхні но розкриватися. Цьому ж сприяє відсутність скріреспіратора, розташовані входом до низу, а носоплення складок в області носового затискача. вий затискач закріплений під верхньою складкою. Форма респіратора за рахунок плісирування Вказана задача вирішується також завдяки складок плоска, що створює зручності при транстому, що у способі виготовлення респіратора, що портуванні і зберіганні респіратора. містить у собі розкрій фільтруючого матеріалу на На фіг.1 зображено респіратор у зібраному визаготовки, збирання півмаски респіратора та її гляді. скріплення, до розкрою матеріал плісирують, розНа фіг.2 - заготовка півмаски респіратора. крій роблять таким чином, щоб вісь симетрії загоЗаявлений респіратор містить у собі півмаску товки була перпендикулярна напряму складок, а 1 зі складками 2. Складки створюють кармани 3, при скріпленні півмаски частину складок у області розташовані входом униз на зовнішній поверхні перенісся залишають не скріпленими. півмаски. Під верхньою складкою установлено При цьому досягається технічний результат, затискач 4. З внутрішнього боку півмаски по її пеполягаючий у тому, що фільтруюча поверхня збіриферії закріплено обтюратор 5. Респіратор має льшується при збереженні невеликого підмасочноелементи кріплення 6. Осьова лінія 8 заготовки 7 го обширу, зменшується парниковий ефект; при півмаски перпендикулярна складкам 2. збереженні жорсткості конструкції респіратора Респіратор виготовляють таким чином: підвищується його сполученість по лінії обтюрації Фільтруючий матеріал плісирують, встановз поверховістю обличчя; з'являється можливість люючи завданий крок складок 2, потім здійснюють широкого варіювання розмірами площини фільтйого розкрій на заготовки у такий спосіб, щоб руючої поверхні; під час дихання здійснюється осьова лінія 8 заготовки 7 розташовувалась пер 5 31414 6 пендикулярно складкам 2. Водночас складки 2 Розкрій матеріалу на заготовки здійснюється закріплюють по контуру. Заготовку складають узтермічним методом з закріпленням складок по довж осьової лінії 8 і скріплюють по лінії ВС, заликонтуру. шаючи ділянку АВ в області носа не скріпленою. Складену по осьовій лінії заготовку скріпляють По периферії створеної півмаски з внутрішнього її по лінії ВС, залишаючи 3 - 5 складок не скріплебоку кріпиться обтюратор 5, а до поушників - еленими в області носа. менти 6. Під верхню складку півмаски установлюПідібраний по розміру півмаски 1 респіратор з ють затискам 4. При збиранні респіратора складки допомогою елементів кріплення 6 підганяється до 2 утворюють кармани 3, спрямовані входом униз. обличчя. При цьому складки 2 розкриваються, заПриклад: безпечуючи рівномірне прилягання півмаски і саФільтруючий термопластичний матеріал плімогерметизацію її обтюраційної частини на обличсирують будь-яким з відомих способів. Розмір чі користувача. При цьому антропологічні складок, а також і фільтруючої поверхні, вибираособливості обличчя незначно впливають на герють залежно від умов експлуатації респіратора. метичність прилягання півмаски. При запиленості, наприклад, 200мг/м 3 доцільПовітря, що вдихається, проходить крізь фільно установити крок складок 20мм і глибину 10мм. труючу півмаску, залишаючи частинки пилу на всій При цьому розмір фільтруючої поверхні складає її поверхні, у тому разі і в карманах 3. Під час цик350см 2. лу "вдих - видих" розкриття складок збільшується При запиленості 1000мг/м 3 вибирають розмір по черзі, як на внутрішній, так і на зовнішній повескладок 10мм і 25мм відповідно. Розмір фільтруюрхні півмаски, при цьому найбільш великі частинки чої поверхні рівний 900см 2. пилу опадають і відбувається часткова регенера(За прототипом розмір фільтруючої поверхні ція поверхні, котра поліпшує ди хання робітника і залишається практично постійним, якщо не змінюзбільшує термін використання респіратора. вати те хнологічне обладнання). Таблиця Зразок Зразок 1 Зразок 2 Зразок 3 Прототип Коефіцієнт проникністі тест-аерозолю (0,28 0,34мкм) Н, % 16,0 1,0 0,2 1,66 Опір вдо- Об'єм підмаху R, Па сочного обширу V, дм 3 25 0,350 20 0,350 10 0,350 22 0,420 З таблиці видно, що фільтруючи властивості респіратора при однаковій фільтруючий поверхні перевищують якості прототипу. При цьому опір диханню значно менше. Об’єм підмасочного обширу на 10% менш того ж показника прототипу. Крім того, розміри фільтруючої поверхні заявленого респіратора можуть бути змінені у широких межах без внесення змін у конструкцію технологічного обладнання. При цьому досягається значна величина фільтруючої поверхні см 3 350 500 900 500 0,085 0,165 0,205 0,183 економія матеріалу. Таким чином, заявлений респіратор має високі фільтруючі якості, більшу поверхню фільтрації, зручний в експлуатації і виготовлений за простою технологією з високою продуктивністю процесу. Він забезпечує оптимальне сполучення захисних, фізиолого-гігієнічних, експлуатаційних і технікоекономічних показників. Фіг. 2 Фіг. 1 Витрата матеріалу м 2 7 31414 ДП «Український інститут промислов ої в ласності» (Укрпатент) вул. Сім’ї Хохлов их, 15, м. Київ , 04119, Україна (044) 456 – 20 – 90 ТОВ “Міжнародний науков ий коміт ет” вул. Артема, 77, м. Київ , 04050, Україна (044) 216 – 32 – 71 8
ДивитисяДодаткова інформація
Автори англійськоюDubenchuk Mykhailo Yevhenovych, Yemchenko Olha Mykolaivna, Zhuk Lora Dmytrivna, Itunin Vilian Fyshlevych, Neiman Olexandr Ihorevych, Moskalenko Volodymyr Ivanovych, Moskalenko Ivan Yefymovych, Piskunov Mykola Volodymyrovych, Poliakov Mykola Vasyliovych, Telychko Eduard Mykolaiovych, Tkachuk Stanislav Porfyrovych
Автори російськоюДубенчук Михаил Евгеньевич, Емченко Ольга Николаевна, Жук Лора Дмитриевна, Итунин Вилиан Фишлевич, Нейман Александр Игоревич, Москаленко Владимир Иванович, Москаленко Иван Ефимович, Пискунов Николай Владимирович, Поляков Николай Васильевич, Теличко Эдуард Николаевич, Ткачук Станислав Порфирьевич
МПК / Мітки
МПК: A62B 7/10
Мітки: респіратор, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/4-31414-respirator-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Респіратор та спосіб його виготовлення</a>
Респіратор
Номер патенту: 26026
Опубліковано: 26.02.1999
Автор: Дремлюк Віктор Корнійович
МПК: A62B 7/10
Мітки: респіратор
Формула / Реферат:
Респіратор, що вміщує концентричний складчастий фільтр, периферичне кільце якого переходить в конічну поверхню і обтюратор, який відрізняється тим, що він забезпечений каркасом, виконаним із пружного еластичного матеріалу по формі зрізаного конуса з отворами на боковій поверхні і еластичним фіксуючим кільцем для фільтра, при цьому кінцева ділянка каркаса, створююча більшу основу, виконана жолобоподібною, фільтр установлено на каркасі,...
Респіратор
Номер патенту: 28683
Опубліковано: 16.10.2000
Автори: Ітунін Віліан Фишлевич, Піскунов Микола Володимирович, Поляков Микола Васильович, Ємченко Ольга Миколаївна, Ткачук Станіслав Порфирович, Казаков Ігор Анатольович, Москаленко Володимир Іванович, Теличко Едуард Миколайович, Москаленко Іван Єфимович
МПК: A62B 7/10
Мітки: респіратор
Формула / Реферат:
Респіратор, що містить у собі фільтруючу напівмаску з носовим затискачем, наголов'я і обтюратор у вигляді смужки фільтруючого матеріалу, закріпленого на напівмасці, який відрізняється тим, що смужка обтюратора закріплена на внутрішній поверхні напівмаски на відстані 10-15мм від її обтюраційного краю, причому верхня незакріплена кромка обтюратора розташована на одному рівні з обтюраційним краєм.
Спосіб виготовлення декоративного елементу
Номер патенту: 30775
Опубліковано: 15.12.2000
Автор: Макієва Наталія Олександрівна
МПК: A41D 27/00
Мітки: спосіб, елементу, виготовлення, декоративного
Формула / Реферат:
1. Спосіб виготовлення декоративного елементу, при якому формують вертикальні складки по довжині стрічки з смуг, збирають стрічку по складам по типу “гармошки”, проводять скріплення складок у визначеній точці, при цьому утворюють віялоподібну частину, який відрізняється тим, що після формування складок з смуг, стрічку складають по довжині навпіл та з'єднують один або обидва поперечних зрізи стрічки навскіс від зовнішнього кута до лінії...
Фільтруюча напівмаска
Номер патенту: 38227
Опубліковано: 15.05.2001
Автори: Ітунін Віліан Фишлевич, Москаленко Іван Єфимович, Нейман Олександр Ігоревич, Казаков Ігор Анатолійович, Москаленко Володимир Іванович, Дубенчук Михайло Євгенович, Поляков Микола Васильович, Ємченко Ольга Миколаївна, Духновський Костянтин Терентійович
МПК: A61B 18/02, A62B 7/10
Мітки: напівмаска, фільтруюча
Формула / Реферат:
(21) 2000063369(54) (57)Дата прийняттярішення27.12.2000 р.1. Фильтруюча напівмаска, що містить у собі фільтруючий елемент, лінію обтюрації, розташовану по периметру фільтруючого елемента, гумовий шнур, розміщений з можливістю переміщення вздовж лінії обтюрації, носовий затискач і оголов'я, відрізняється тим, що гумовий шнур розміщений з зовнішньої сторони у нижній частині напівмаски до провушин і...
Спосіб виготовлення балонів і сосудів із алюмінію та його сплавів
Номер патенту: 13781
Опубліковано: 25.04.1997
Автори: Щіпіцин Вадим Михайлович, Близнюков Євгеній Олександрович, Сирота Олександр Володимирович, Сергєєв Віктор Володимирович, Атаманенко Олена Євгенівна, Острін Григорій Якович, Літвінський Яків Ісаакович, Іванов Анатолій Іванович
МПК: B21D 51/16
Мітки: балонів, сосудів, алюмінію, виготовлення, сплавів, спосіб
Формула / Реферат:
Способ изготовления баллонов и сосудов из алюминия и его сплавов обкаткой вращающейся трубчатой заготовки, отличающийся тем, что формообразование элементов профиля осуществляют путем закатки концевого участка инструментом трения скольжения или качения, при этом перед закаткой формоизменяемый участок заготовки охлаждают в жидком азоте, а закатку ведут таким образом, что конечный радиус торца деформируемой заготовки после одного ее оборота...
Попередній патент: Спосіб та пристрій для випробувань ізоляції кабельних ліній
Наступний патент: Спосіб одержання лікарського засобу “фамотидин” у формі таблеток
Випадковий патент: Апарат для захисту від накипу