Спосіб виробництва композитних валків з калібрами
Номер патенту: 32476
Опубліковано: 15.12.2000
Автори: Невідомський Володимир Олександрович, Сєвост'янов Сергій Вікторович, Савченко Іван Сергійович, Гуліда Володимир Пантелійович, Скудар Георгій Маркович
Текст
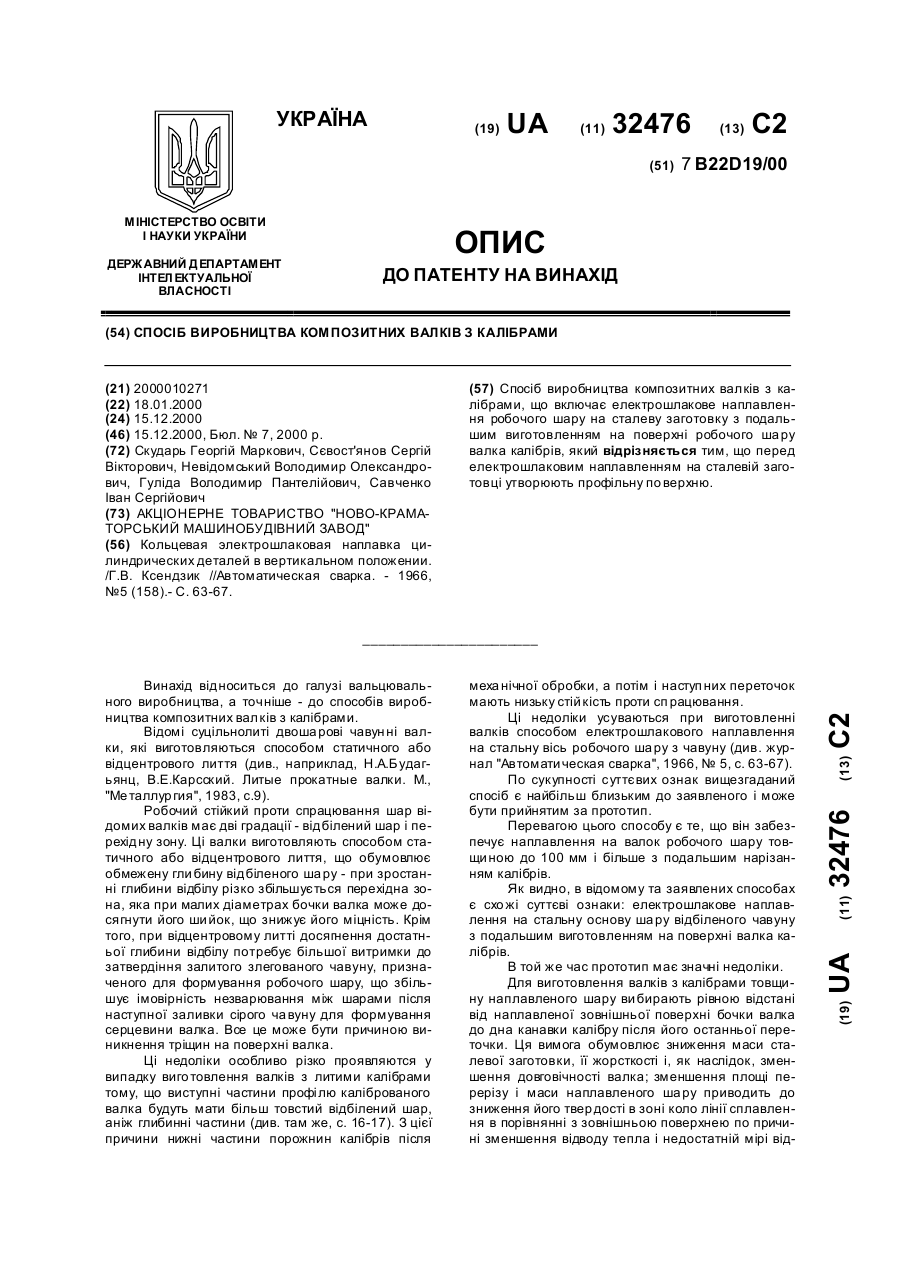
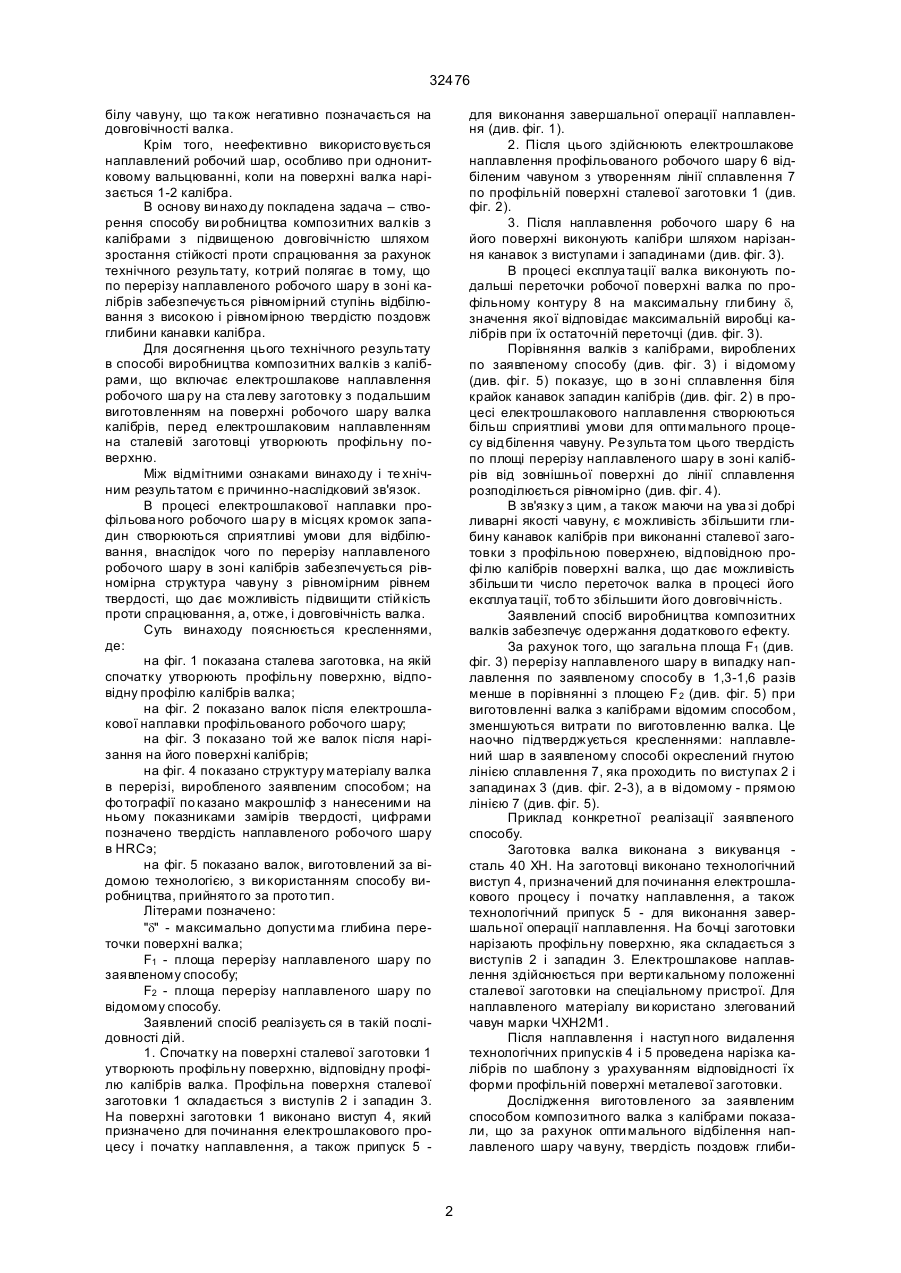
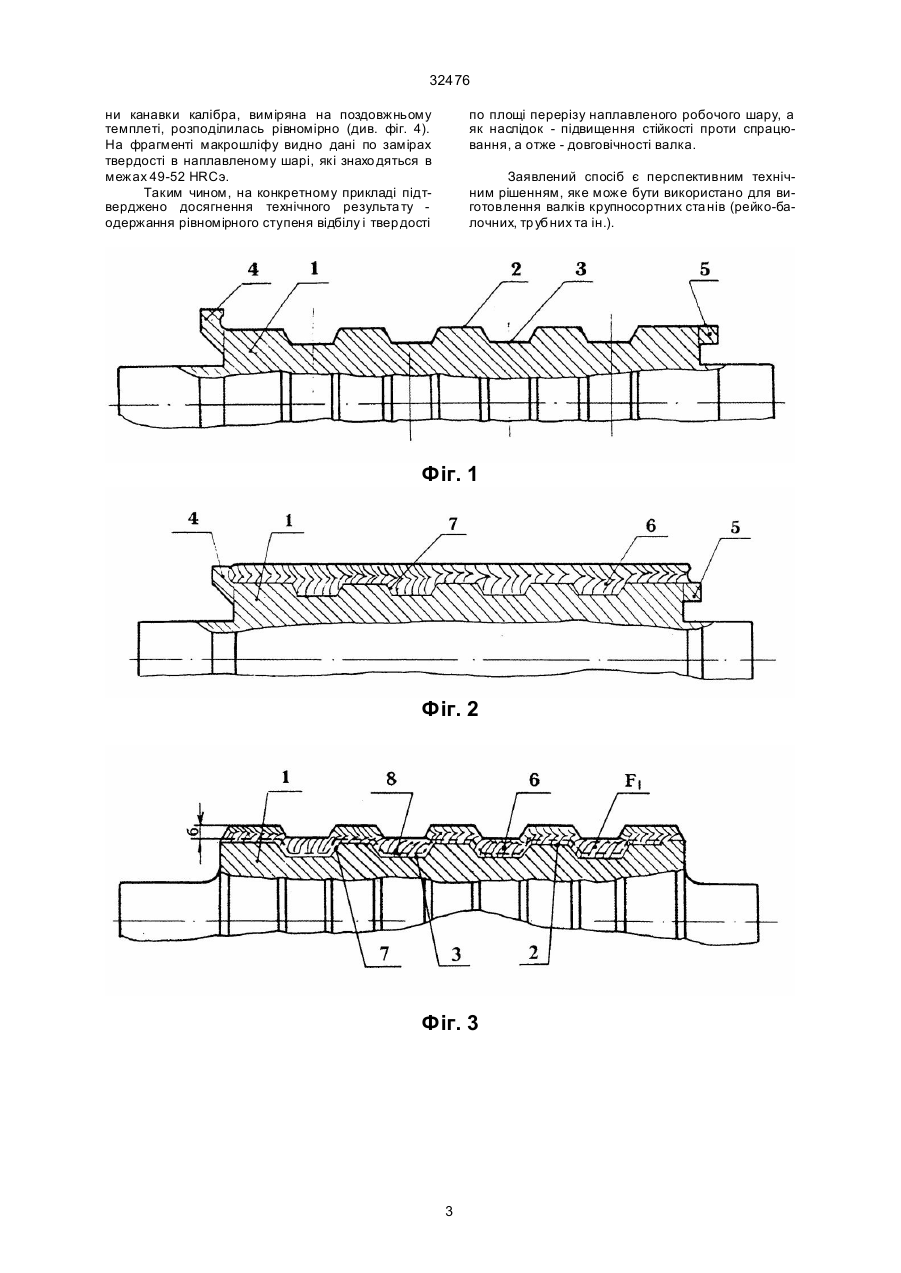
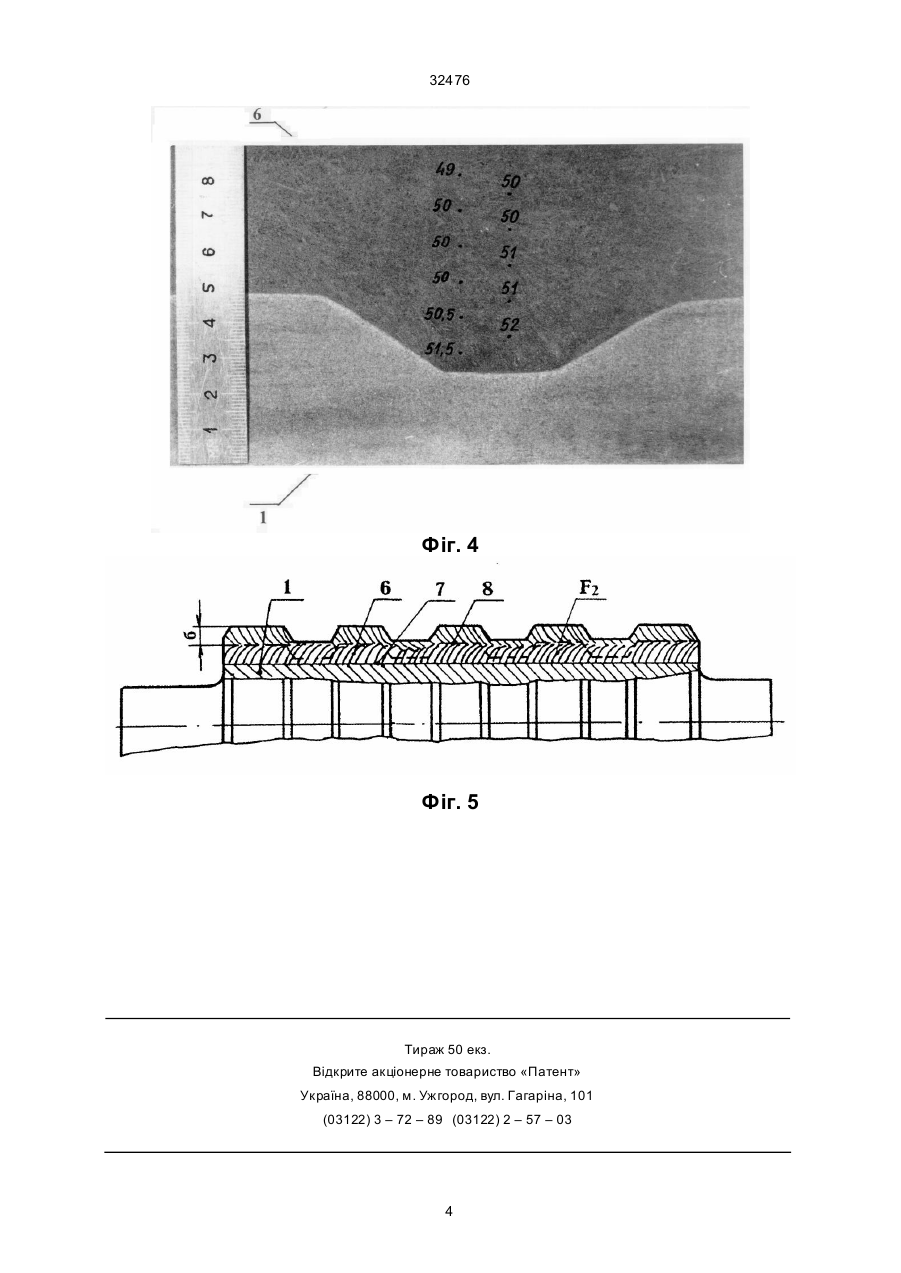
Спосіб виробництва композитних валків з калібрами, що включає електрошлакове наплавлення робочого шару на сталеву заготовку з подальшим виготовленням на поверхні робочого ша ру валка калібрів, який відрізняється тим, що перед електрошлаковим наплавленням на сталевій заготовці утворюють профільну по верхню. (13) 32476 (11) UA меха нічної обробки, а потім і наступ них переточок мають низьку стій кість проти сп рацювання. Ці недоліки усуваються при виготовленні валків способом електрошлакового наплавлення на стальну вісь робочого ша ру з чавуну (див. журнал "Автомати ческая сварка", 1966, № 5, с. 63-67). По сукупності суттєвих ознак вищезгаданий спосіб є найбільш близьким до заявленого і може бути прийнятим за прототип. Перевагою цього способу є те, що він забезпечує наплавлення на валок робочого шару товщи ною до 100 мм і більше з подальшим нарізанням калібрів. Як видно, в відомому та заявлених способах є схо жі суттєві ознаки: електрошлакове наплавлення на стальну основу ша ру відбіленого чавуну з подальшим виготовленням на поверхні валка калібрів. В той же час прототип має значні недоліки. Для виготовлення валків з калібрами товщину наплавленого шару ви бирають рівною відстані від наплавленої зовнішньої поверхні бочки валка до дна канавки калібру після його останньої переточки. Ця вимога обумовлює зниження маси сталевої заготовки, її жорсткості і, як наслідок, зменшення довговічності валка; зменшення площі перерізу і маси наплавленого ша ру приводить до зниження його твер дості в зоні коло лінії сплавлення в порівнянні з зовнішньою поверхнею по причині зменшення відводу тепла і недостатній мірі від (19) Винахід відноситься до галузі вальцювального виробництва, а точніше - до способів виробництва композитних валків з калібрами. Відомі суцільнолиті двоша рові чавун ні валки, які виготовляються способом статичного або відцентрового лиття (див., наприклад, Н.А.Будагьянц, В.Е.Карсский. Литые прокатные валки. М., "Ме таллур гия", 1983, с.9). Робочий стійкий проти спрацювання шар відомих валків має дві градації - відбілений шар і перехідну зону. Ці валки виготовляють способом статичного або відцентрового лиття, що обумовлює обмежену гли бину відбіленого ша ру - при зростанні глибини відбілу різко збільшується перехідна зона, яка при малих діаметрах бочки валка може досягнути його ши йок, що знижує його міцність. Крім того, при відцентровому литті досягнення достатньої глибини відбілу потребує більшої витримки до затвердіння залитого злегованого чавуну, призначеного для формування робочого шару, що збільшує імовірність незварювання між шарами після наступної заливки сірого ча вуну для формування серцевини валка. Все це може бути причиною виникнення тріщин на поверхні валка. Ці недоліки особливо різко проявляются у випадку виго товлення валків з литими калібрами тому, що виступні частини профі лю каліброваного валка будуть мати більш товстий відбілений шар, аніж глибинні частини (див. там же, с. 16-17). З цієї причини нижні частини порожнин калібрів після C2 _______________________ 32476 білу чавуну, що та кож негативно позначається на довговічності валка. Крім того, неефективно використо вується наплавлений робочий шар, особливо при однонитковому вальцюванні, коли на поверхні валка нарізається 1-2 калібра. В основу ви нахо ду покладена задача – створення способу ви робництва композитних валків з калібрами з підвищеною довговічністю шляхом зростання стійкості проти спрацювання за рахунок технічного результату, котрий полягає в тому, що по перерізу наплавленого робочого шару в зоні калібрів забезпечується рівномірний ступінь відбілювання з високою і рівномірною твердістю поздовж глибини канавки калібра. Для досягнення цього технічного результату в способі виробництва композитних валків з калібрами, що включає електрошлакове наплавлення робочого ша ру на ста леву заготовку з подальшим виготовленням на поверхні робочого шару валка калібрів, перед електрошлаковим наплавленням на сталевій заготовці утворюють профільну поверхню. Між відмітними ознаками винахо ду і те хнічним результатом є причинно-наслідковий зв'язок. В процесі електрошлакової наплавки профільова ного робочого ша ру в місцях кромок западин створюються сприятливі умови для відбілювання, внаслідок чого по перерізу наплавленого робочого шару в зоні калібрів забезпечується рівномірна структура чавуну з рівномірним рівнем твердості, що дає можливість підвищити стій кість проти спрацювання, а, отже, і довговічність валка. Суть винаходу пояснюється кресленнями, де: на фіг. 1 показана сталева заготовка, на якій спочатку утворюють профільну поверхню, відповідну профілю калібрів валка; на фіг. 2 показано валок після електрошлакової наплавки профільованого робочого шару; на фіг. З показано той же валок після нарізання на його поверхні калібрів; на фіг. 4 показано структуру матеріалу валка в перерізі, виробленого заявленим способом; на фо тографії по казано макрошліф з нанесеними на ньому показниками замірів твердості, цифрами позначено твердість наплавленого робочого шару в HRCэ; на фіг. 5 показано валок, виготовлений за відомою технологією, з ви користанням способу виробництва, прийнято го за прото тип. Літерами позначено: "d" - максимально допусти ма глибина переточки поверхні валка; F1 - площа перерізу наплавленого шару по заявленому способу; F2 - площа перерізу наплавленого шару по відомому способу. Заявлений спосіб реалізуєть ся в такій послідовності дій. 1. Спочатку на поверхні сталевої заготовки 1 утворюють профільну поверхню, відповідну профілю калібрів валка. Профільна поверхня сталевої заготовки 1 складається з виступів 2 і западин 3. На поверхні заготовки 1 виконано виступ 4, який призначено для починання електрошлакового процесу і початку наплавлення, а також припуск 5 для виконання завершальної операції наплавлення (див. фіг. 1). 2. Після цього здійснюють електрошлакове наплавлення профільованого робочого шару 6 відбіленим чавуном з утворенням лінії сплавлення 7 по профільній поверхні сталевої заготовки 1 (див. фіг. 2). 3. Після наплавлення робочого шару 6 на його поверхні виконують калібри шляхом нарізання канавок з виступами і западинами (див. фіг. 3). В процесі експлуа тації валка виконують подальші переточки робочої поверхні валка по профільному контуру 8 на максимальну гли бину d, значення якої відповідає максимальній виробці калібрів при їх остаточній переточці (див. фіг. 3). Порівняння валків з калібрами, вироблених по заявленому способу (див. фіг. 3) і ві домому (див. фі г. 5) показує, що в зо ні сплавлення біля крайок канавок западин калібрів (див. фіг. 2) в процесі електрошлакового наплавлення створюються більш сприятливі умови для опти мального процесу відбілення чавуну. Ре зульта том цього твердість по площі перерізу наплавленого шару в зоні калібрів від зовнішньої поверхні до лінії сплавлення розподілюється рівномірно (див. фіг. 4). В зв'язку з цим, а також маючи на ува зі добрі ливарні якості чавуну, є можливість збільшити глибину канавок калібрів при виконанні сталевої заготовки з профільною поверхнею, відповідною профі лю калібрів поверхні валка, що дає можливість збільши ти число переточок валка в процесі його експлуа тації, тобто збільшити його довговічність. Заявлений спосіб виробництва композитних валків забезпечує одержання додатково го ефекту. За рахунок того, що загальна площа F1 (див. фіг. 3) перерізу наплавленого шару в випадку наплавлення по заявленому способу в 1,3-1,6 разів менше в порівнянні з площею F 2 (див. фіг. 5) при виготовленні валка з калібрами відомим способом, зменшуються витрати по виготовленню валка. Це наочно підтверджується кресленнями: наплавлений шар в заявленому способі окреслений гнутою лінією сплавлення 7, яка проходить по виступах 2 і западинах 3 (див. фіг. 2-3), а в ві домому - прямою лінією 7 (див. фіг. 5). Приклад конкретної реалізації заявленого способу. Заготовка валка виконана з викуванця сталь 40 ХН. На заготовці виконано технологічний виступ 4, призначений для починання електрошлакового процесу і початку наплавлення, а також технологічний припуск 5 - для виконання завершальної операції наплавлення. На бочці заготовки нарізають профільну поверхню, яка складається з виступів 2 і западин 3. Електрошлакове наплавлення здійснюється при верти кальному положенні сталевої заготовки на спеціальному пристрої. Для наплавленого матеріалу ви користано злегований чавун марки ЧХН2М1. Після наплавлення і наступ ного видалення технологічних припусків 4 і 5 проведена нарізка калібрів по шаблону з урахуванням відповідності їх форми профільній поверхні металевої заготовки. Дослідження виготовленого за заявленим способом композитного валка з калібрами показали, що за рахунок опти мального відбілення наплавленого шару ча вуну, твердість поздовж глиби 2 32476 ни канавки калібра, виміряна на поздовжньому темплеті, розподілилась рівномірно (див. фіг. 4). На фрагменті макрошліфу видно дані по замірах твердості в наплавленому шарі, які знахо дяться в межах 49-52 HRCэ. Таким чином, на конкретному прикладі підтверджено досягнення технічного результа ту одержання рівномірного ступеня відбілу і твер дості по площі перерізу наплавленого робочого шару, а як наслідок - підвищення стійкості проти спрацювання, а отже - довговічності валка. Заявлений спосіб є перспективним технічним рішенням, яке може бути використано для виготовлення валків крупносортних ста нів (рейко-балочних, трубних та ін.). Фіг. 1 Фіг. 2 Фіг. 3 3 32476 Фіг. 4 Фіг. 5 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing composite rolls with passes
Автори англійськоюSkudar Heorhii Markovych, Selostianov Serhii Viktorovych, Nevidomskyi Volodymyr Oleksandrovych, Hulida Volodymyr Panteliiovych, Savchenko Ivan Serhiiovych
Назва патенту російськоюСпособ производства композитных валков с калибрами
Автори російськоюСкударь Георгий Маркович, Севостьянов Сергей Викторович, Невидомский Владимир Александрович, Гулида Владимир Пантелеевич, Савченко Иван Сергеевич
МПК / Мітки
МПК: B22D 19/00
Мітки: калібрами, спосіб, композитних, валків, виробництва
Код посилання
<a href="https://ua.patents.su/4-32476-sposib-virobnictva-kompozitnikh-valkiv-z-kalibrami.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва композитних валків з калібрами</a>
Спосіб відновлення зношених валків прокатних станів
Номер патенту: 21584
Опубліковано: 06.01.1998
Автори: Полещук Валентин Михайлович, Дьомічев Сергій Володимирович, Шеремет Володимир Олександрович, Шалімов Володимир Дмитрович, Деркач Дмитро Олександрович, Босий Володимир Миколайович, Нечепоренко Володимир Андрійович, Морозов Валерій Іванович, Горяний Анатолій Григорович, Силін Микола Василійович, Шапаренко Олександр Володимирович
МПК: B23K 9/04
Мітки: станів, спосіб, прокатних, відновлення, зношених, валків
Формула / Реферат:
1. Спосіб відновлення зношених валків прокатних станів, що включає попередній нагрів валка, електродугове наплавлення поверхні, що відновлюється, та сповільнене охолодження валка, який відрізняється тим, що після сповільненого охолодження валка на наплавлену поверхню діють мікроплазмовою дугою, нагріваючи поверхню валка у зоні нагріву до оплавлення, з послідовним зміщенням зони нагріву по поверхні, що обробляється.2. Спосіб по п....
Спосіб експлуатації валків для прокатки
Номер патенту: 21611
Опубліковано: 06.01.1998
Автори: Сміяненко Ігор Миколайович, Черевач Володимир Афонасійович, Костюченко Михайло Іванович, Шеремет Володимир Олександрович, Морозов Валерій Іванович, Дьомічев Сергій Володимирович, Нечепоренко Володимир Андрійович, Горяний Анатолій Григорович, Шапаренко Олександр Володимирович, Босий Володимир Миколайович
МПК: B21B 28/00
Мітки: спосіб, валків, прокатки, експлуатації
Формула / Реферат:
Спосіб підготовки прокатних валків до роботи протягом експлуатаційної кампанії, що включає переточування робочої поверхні валків після кожної чергової вивалки валків із кліті, наступне зміцнення робочої поверхні з використанням плазмового розряду, який послідовно переміщують по поверхні для нагрівання її під поверхневе гартування, і повторну завалку валків у кліть, який відрізняється тим, що зміцнення робочої поверхні валків здійснюють шляхом...
Спосіб відцентрового лиття прокатних валків

Номер патенту: 1640
Опубліковано: 25.10.1994
Автори: Темніков Едуард Михайлович, Токар Галина Миколаївна, Долуда Анатолій Олександрович, Гольдштейн Леонід Борисович, Воронцов Микола Михайлович, Свистунов Ігор Олександрович
МПК: B22D 13/02
Мітки: лиття, прокатних, спосіб, валків, відцентрового
Формула / Реферат:
Способ центробежного литья прокатных валков, включающий заливку жидкого металла в литейную форму, скорость вращения которой соответствует значениям гравитационного коэффициента 50—150, для формообразования рабочего слоя валка и последующую заливку жидкого металла для формообразования сердцевины и шеек валков на затвердевший рабочий слой валка, отличающийся тем, что, с целью улучшения качества литых валков за счет уменьшения разрушения...
Спосіб визначення пружних деформацій валків
Номер патенту: 14117
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 38/00
Мітки: деформацій, визначення, спосіб, валків, пружних
Формула / Реферат:
Способ определения упругих деформаций валков, включающий прокатку контрольной полосы и определение величин упругих деформаций валков, отличающийся тем, что, с целью повышения точности определения в качестве контрольной полосы используют стальную полосу с вставками, расположенными по контуру в полосе, а величину прогиба валка определяют по разности толщины вставки, расположенной на оси прокатки, и остальных вставок, а упругое сплющивание...
Вузол подушок робочих та опорних валків кліток кварто
Номер патенту: 14113
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 31/00
Мітки: вузол, кліток, опорних, кварто, подушок, валків, робочих
Формула / Реферат:
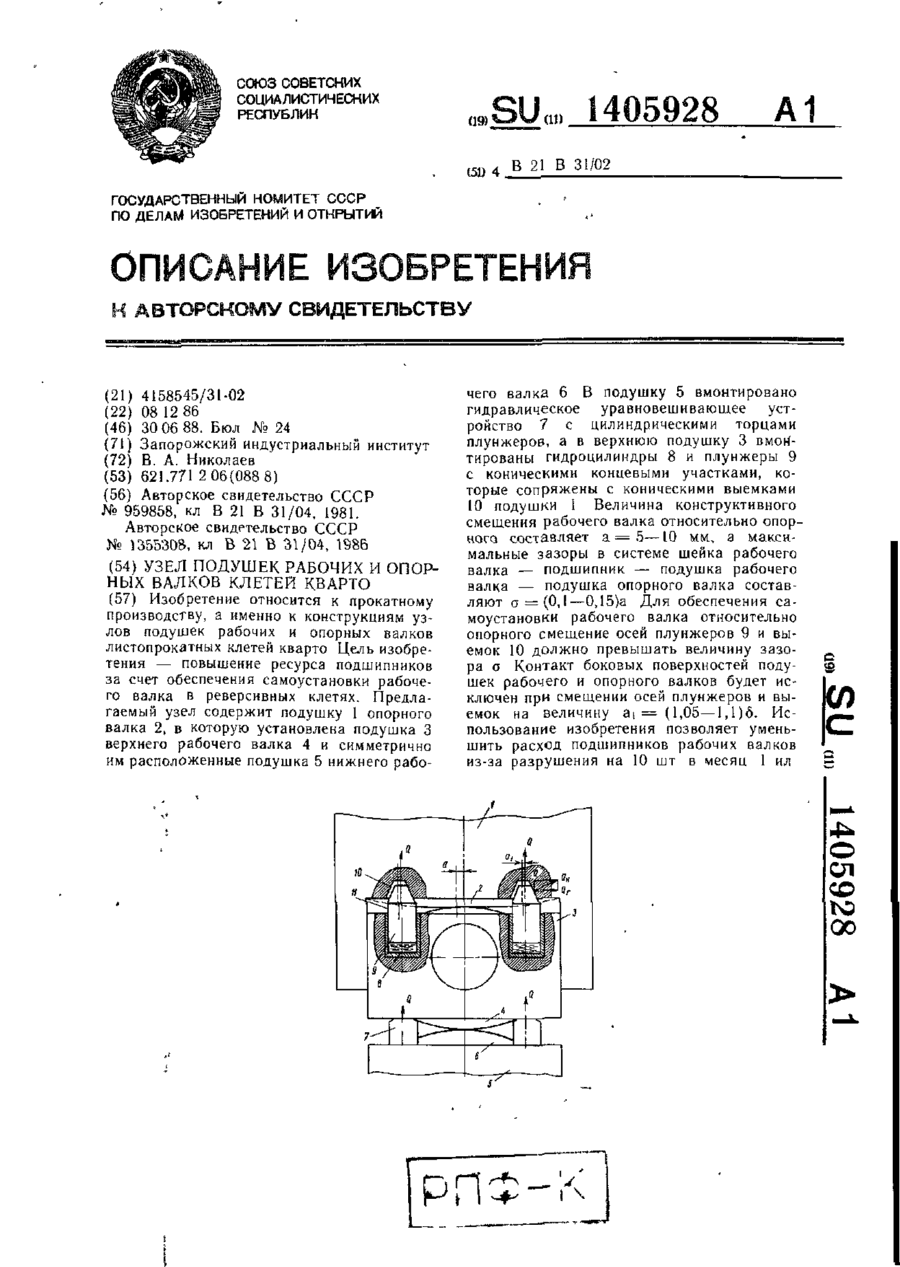
Узел подушек рабочих и опорных валков клетей кварто, содержащий подушки рабочих валков, установленные в расточках подушек опорных валков, подшипниковые опоры, гидравлическое уравновешивающее устройство верхнего рабочего валка и устройство для самоустановки верхнего рабочего валка относительно смежного с ним опорного валка, состоящего из гидроцилиндра, размещенного в подушке рабочего валка со стороны подушки опорного валка, а его ось...
Попередній патент: Спосіб визначення температур точок роси природних газів
Наступний патент: Система живлення повітрям двигуна внутрішнього згоряння
Випадковий патент: Пристрій для визначення сили різання консервованих кормів