Спосіб визначення пружних деформацій валків
Формула / Реферат
Способ определения упругих деформаций валков, включающий прокатку контрольной полосы и определение величин упругих деформаций валков, отличающийся тем, что, с целью повышения точности определения в качестве контрольной полосы используют стальную полосу с вставками, расположенными по контуру в полосе, а величину прогиба валка определяют по разности толщины вставки, расположенной на оси прокатки, и остальных вставок, а упругое сплющивание валков по разности толщин полосы и вставок.
Текст
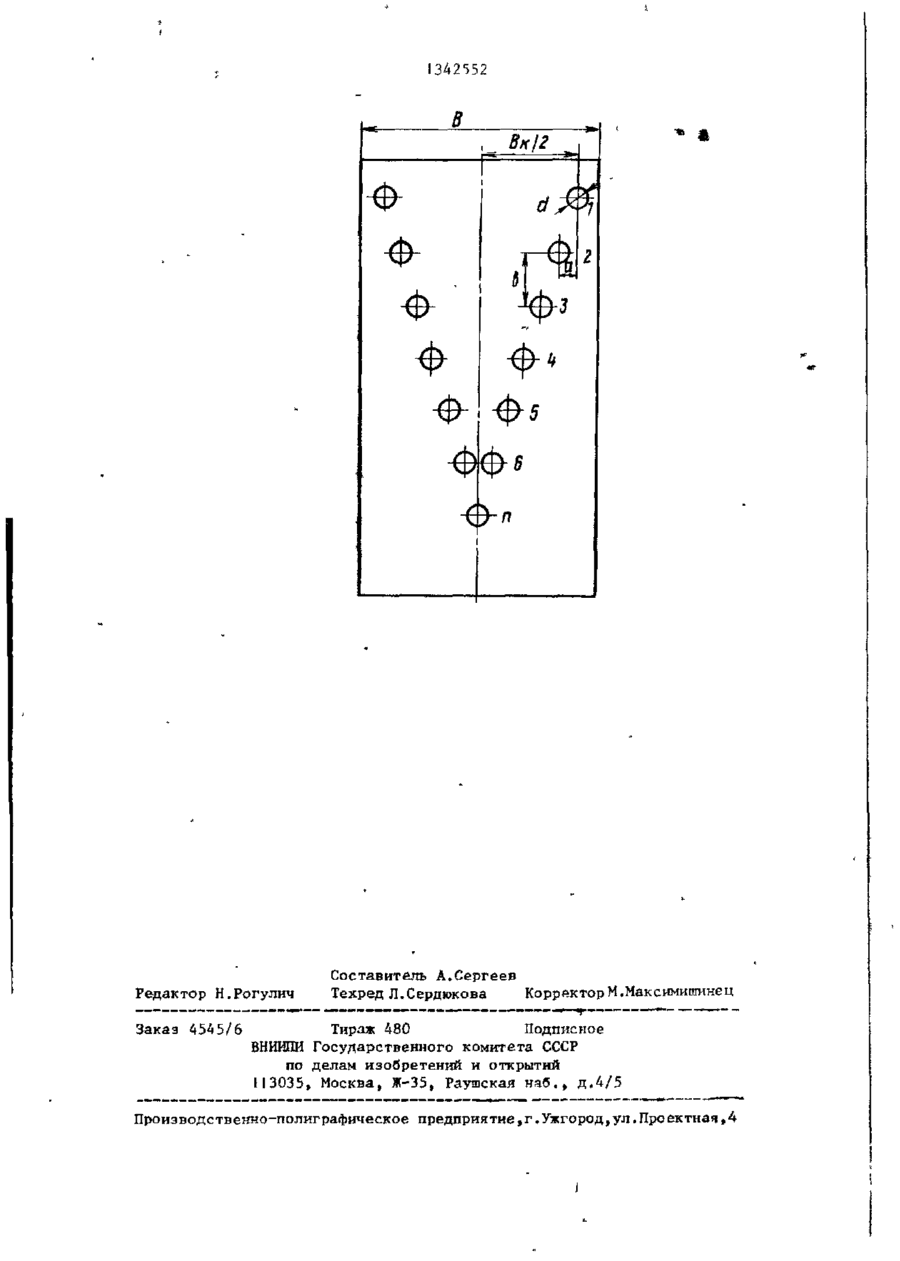
Изобретение относится к прокатке тонких полос в холодном состоянии. Цель изобретения - повышение точности определения. Для этого стальную полосу прокатывают со свинцовыми (алюминиевыми) вставками, расположенными в различных продольных сечениях по ширине полосы и со смещением одной от другой вдоль направления прокатки, и при этом прогиб валка определяют по разности толщин вставок, расположенных в разных продольных сечениях, а упругое радиальное сплющивание валков - по разности толщин стальной полосы и вставок, находящихся на одном продольном сечении полосы. 1 ил. 1342552 Изобретение относится к прокатке тонких полос в холодном состоянии. Цель изобретения - повышение точности определения. На чертеже приведена схема осуществления предлагаемого способа. Определение упругих деформаций валков (изгиба и оадиального сплющивания) при прокатке полос осуществляют следующим образом. Перед прокаткой в полосе шириной В подготавливают несколько отверстий диаметра d (чертеж) на расстоянии а один от другого по ширине полосы и 15 на расстоянии Ъ по длине полосы. Для исключения влияния упругой деформации валков под стальной полосой на размеры алюминиевых (свинцовых) вставок отверстия следует изготавливать 20 диаметром d = 10-30 мм, а параметры а и Ъ следует принимать, исходя из необходимости получения достаточного количества опытных данных для анализа закономерностей упругих деформаций 25 валков женной на оси полосы и валк*а, и толщины вставки 1, расположенной на кромке в точке I , определяет прогиб валка на ширине В к /2 полосы, т . е . Г>С8Л~ П С 6 . 1 W - прогиб валка относительно ширины Вк полосы; h пи h - толщина вставок соответственно в точках п и I . Для расчета прогиба валка относительно края бочки используют формулу где где W, - прогиб валка относительно края бочки; Ь - длина бочки опорного валка. Для определения упругого радиального сплющивания валков в сечениях г = 1 , 2 , 3 , . . . , п используют формулу = h • h Cfl 1* где h. - конечная толщина стальной полосы в і-м сечении. По сравнению с известным способом для оперативного исследования упругих деформаций валков и распределения нормальных напряжений по ширине полосы в лабораторных и промышленных 30 условиях отпадает необходимость в использовании дорогостоящих приборов и расширяются возможности измерения. a=(l,5-5)d; Ъ = (l,5-10)d. В подготовленные отверстия помещают вставки. После измерения толщин стальной полосы в сечениях точек ] t2t t . t tn ее прокатывают в валках. При прокатке стальной полосы вследствие больших нормальных контактных напряжений (р) в очаге деформации Ф о р м у л а и з о б р е т е н и я (р=400-1800 МПа) валки деформируются 35 в радиальном направлении, а в резульСпособ определения упругих дефортате действия усилия прокатки полумаций валков, включающий прокатку чают прогиб. Вставки деформируются в контрольной полосы .и определение веЪалках контактными напряжениями р= личин упругих деформаций валков, о т«40-60 МПа, которые не вызывают 4 0 л и ч а ю щ и й с я тем, что, с сколь-нибудь заметного упругого сплюцелью повышения точности определения щивания валков и их толщина на выхов качестве контрольной полосы испольде оказывается равной зазору между зуют стальную полосу с вставками, жесткими валками. После прокатки и з расположенными по контуру в полосе, меряют толщину стальной полосы в про- 45 а величину прогиба валка определяют дольных сечениях І , 2 , 3 , , . , , п вблизи по разности толщины вставки, расповставок и толщину самих вставок. Посложенной на оси прокатки, и осталькольку упругое сплющивание валков ных вставок» а упругое сплющивание под вставками отсутствует, разница валков - по разности толщин полосы толщины вставки в точке п, располои вставок. 342552 Редактор Н.Рогулич Закаэ 4545/6 Составитель А.Сергеев Техред Л.Сердюкова Корректор М.Максимипгинец Тираж 480 Подписное В И П Государственного комитета СССР НИИ по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5 Производственно-полиграфическое предприятие»г.Ужгород,ул.Проектная,4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of determining elastic deformations of rolls
Автори англійськоюNikolaiev Viktor Oleksandrovych
Назва патенту російськоюСпособ определения упругих деформаций валков
Автори російськоюНиколаев Виктор Александрович
МПК / Мітки
МПК: B21B 38/00
Мітки: валків, спосіб, пружних, визначення, деформацій
Код посилання
<a href="https://ua.patents.su/4-14117-sposib-viznachennya-pruzhnikh-deformacijj-valkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення пружних деформацій валків</a>
Комплект валків прокатної кліті листового стану
Номер патенту: 12070
Опубліковано: 25.12.1996
Автори: Штехно Олег Миколайович, Васильєв Олександр Геннадійович, Трофімов Віталій Олександрович, Тилик Василь Трохимович, Пилипенко Сергій Степанович, Мовшович Вілорд Соломонович, Ніколаєв Віктор Олександрович
МПК: B21B 27/00
Мітки: листового, стану, кліті, валків, прокатної, комплект
Формула / Реферат:
Комплект валков прокатной клети листового стана, содержащий опорные и рабочие валки, бочки которых выполнены с чередующимися разновысокими и разнонаправленными участками микрошероховатости, образованной линиями выступов и впадин, отличающийся тем, что, с целью снижения энергосиловых параметров прокатки путем улучшения условий захвата смазки при сохранении центрирования полосы, на более низких участках микрошероховатости линии выступов и...
Вузол валків
Номер патенту: 2619
Опубліковано: 26.12.1994
Автори: Скороход Микола Михайлович, Хорошілов Микола Макарович, Чудновець Олександр Миколайович, Міронов Євген Костянтинович, Данилович Георгій Володимирович, Гавриленко Євген Дмитрович, Кірієнко Анатолій Іванович, Локтіонов Петро Якович, Мирошниченко Анатолій Васильович, Дорожко Іван Кирилович
МПК: B21B 27/02
Формула / Реферат:
Узел валков для прокатки швеллерных профилей, содержащий валок с одногребневым ручьем и валок с двухгребневым ручьем с подгибкой полосового раската, отличающийся тем, что валок с одногребневым ручьем снабжен дополнительными гребнями с высотой, в 1,05-1,5 раза превышающей высоту основного гребня, расположенными по обе стороны от гребней двухгребневого ручья другого валка, а на боковых поверхностях дополнительных гребней со стороны, примыкающей...
Вузол валків прокатної кліті кварто
Номер патенту: 1641
Опубліковано: 25.10.1994
Автори: Гуськов Олександр Миколайович, Самченко Анатолій Іванович, Мірошниченко Анатолій Костянтинович, Кізійов Володимир Григорович, Костигов Валентин Михайлович, Романов Микола Митрофанович, Стрємоухов Віталій Сергійович, Дишковець Геннадій Анатолійович, Архипенко Євген Іванович, Малахов Віктор Григорович, Костюченко Михайло Іванович
МПК: B21B 27/02
Мітки: кварто, прокатної, вузол, кліті, валків
Формула / Реферат:
1. Узел валков прокатной клети кварто, содержащий опорные и рабочие валки, один из которых имеет гладкие бандажи с винтовыми гребнями, отличающийся тем, что, с целью повышения срока службы валков, гладкие бандажи выполнены с диаметром на 30—50 % выше высоты бандажей с гребнями и твердостью, равной 0,7—0,9 твердости контактирующих с ними валков. 2. Узел по п. 1, отличающийся тем, что бандажи с гребнями выполнены с упрочненным...
Пристрій для осьового регулювання валків прокатної кліті
Номер патенту: 12960
Опубліковано: 28.02.1997
Автори: Федоров Анатолій Михайлович, Клемент'єв Владислав Олексійович, Одін Леонід Йосипович, Хлопонін Віктор Миколайович
МПК: B21B 31/16
Мітки: кліті, пристрій, регулювання, прокатної, осьового, валків
Формула / Реферат:
(57) Устройство для осевой регулировки валков прокатной клети, состоящее из шарнирно закрепленных на станине клети двуплечих рычагов, каждый из которых кинематически связан одним плечом посредством вилки с открылком подушки валка, а другим - со штоком гидроцилиндра, отличающеес я тем, что вилка рычага выполнена жесткой, а ход штока гидроцилиндра превышает необходимый для вывода внешнего по отношению к клети зуба вилки за пределы зоны...
Спосіб прокатки листів та смуг

Номер патенту: 7898
Опубліковано: 26.12.1995
Автори: Байков Євген Вікторович, Кліменко Ігор Валентинович, Горелік Вадім Семенович, Феофілактов Андрій Вікторович, Мітьєв Анатолій Петрович
МПК: B21B 1/22
Мітки: прокатки, смуг, листів, спосіб
Формула / Реферат:
Способ прокатки листов и полос, включающий прокатку с рассогласованием окружных скоростей рабочих валков в функции вытяжки полосы в каждом проходе, отличающийся тем, что, с целью повышения качества проката за счет шлифования поверхности в процессе прокатки, прокатку производят с пробуксовкой одного из валков.
Попередній патент: Пристрій для волочіння профілей з крутінням
Наступний патент: Пристрій для уловлювання стрічки конвейру у випадку її обриву
Випадковий патент: Пристрій для нормалізації теплових умов рудникової атмосфери в тупикових гірничих виробках