Система подачі технологічного мастила при гарячій прокатці листа
Номер патенту: 3300
Опубліковано: 27.12.1994
Автори: Максименко Олег Павлович, Ярова Тетяна Володимировна, Грудєв Олександр Петрович

Формула / Реферат
Система подачи технологической смазки при горячей прокатке листа, включающая емкость со смазкой, магистраль для транспортировки смазки, клапаны отсечки и включений подачи смазки, дозирующее устройство, контактные устройства для нанесения смазки на валки и контролирующую аппаратуру, отличающаяся тем, что емкость со смазкой выполнена в виде отстойника сточных вод прокатного цеха, снабжена плавающей в наполняющей отстойник жидкости перегородкой, подвижным вдоль перегородки узлом сбора масла в виде улавливающей камеры с расположенным под ней и погруженным в упомянутую жидкость лотком и отсасывающим элементом - эжектором, отсасывающий патрубок которого расположен в приповерхностном слое жидкости, а диффузор соединен с магистралью транспортировки смазки к поверхности валков.
Текст
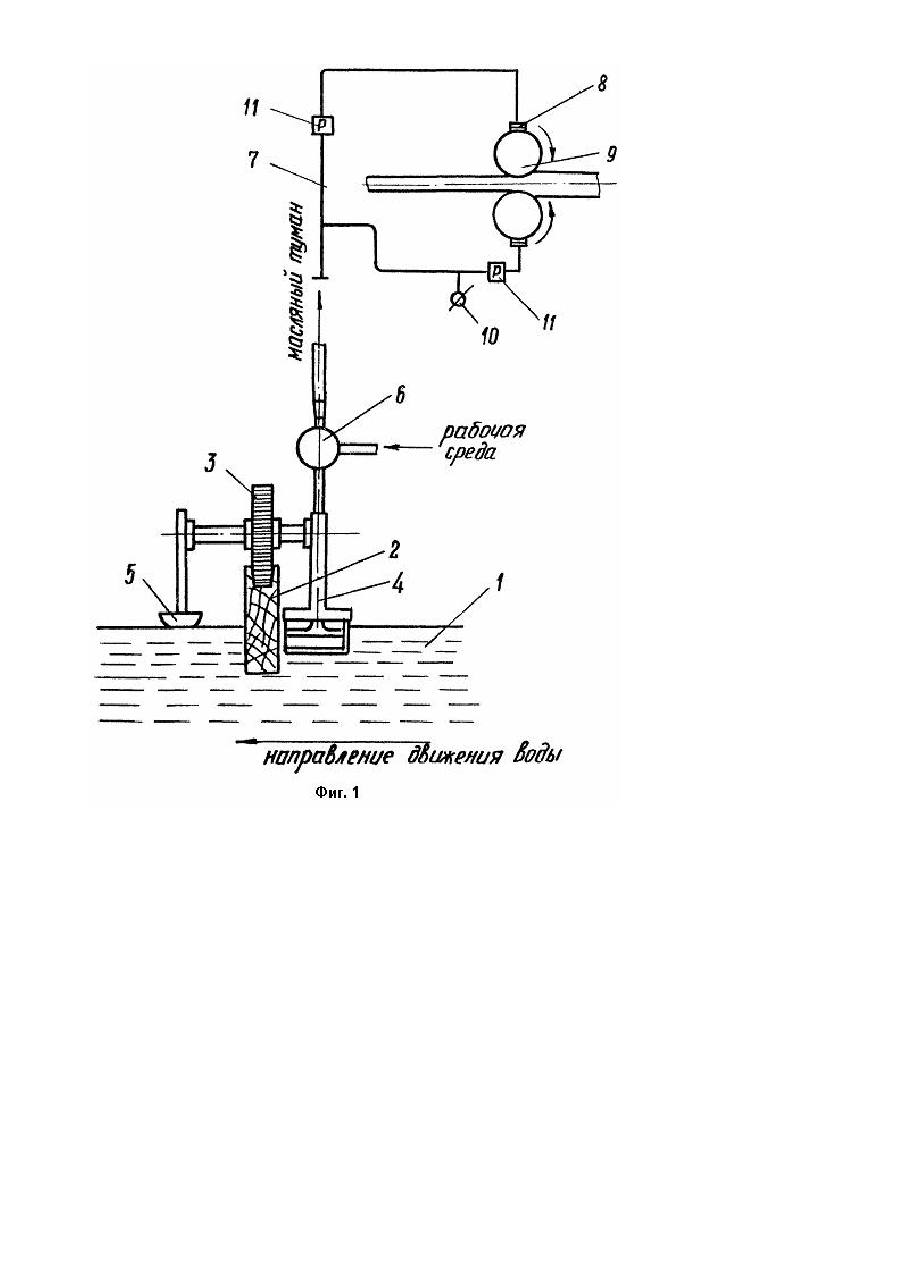
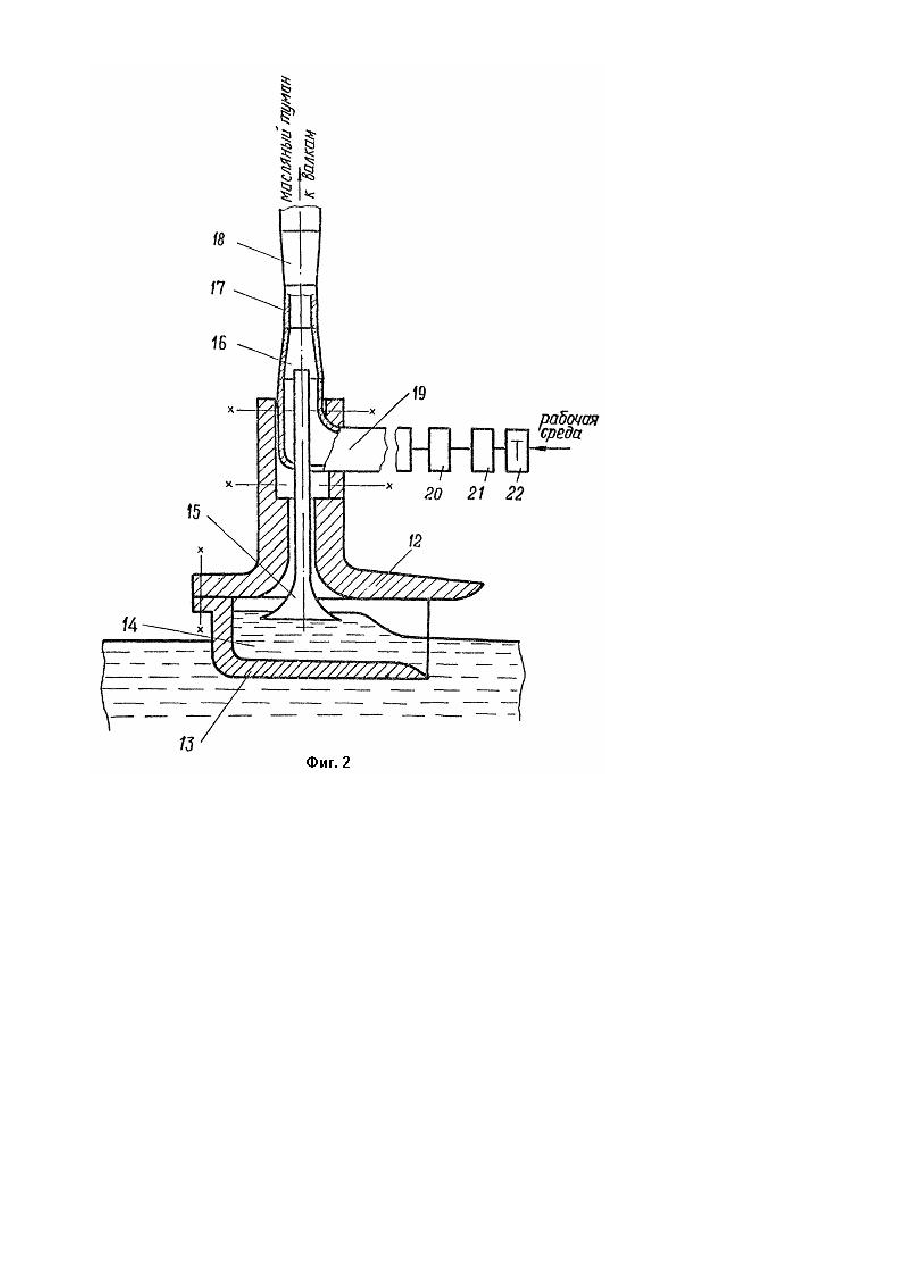
Изобретение относится к черной и цветной металлургии, а именно прокатному производству, и может быть использовано при применении технологической смазки на листовых станах горячей прокатки. Известна нециркуляционная система подачи технологической смазки с введением чистого масла в коллекторы с охлаждающей водой [1]. Система включает емкость для масла, питающую магистраль, насос с приводом, фильтры, предохранительные клапаны, дозаторы, обеспечивающие впрыск масла в коллекторы охлаждающей воды, аппаратуру управления. Недостатком известной системы подачи технологической смазки при горячей прокатке является значительный непроизводительный расход масла. Это связано с тем, что для охлаждения поверхности валков при горячей прокатке требуется большое количество воды - до 500 м 3/ч и более. При таком обилии подаваемой охлаждающей воды для эффективного воздействия на износостойкость валков и снижение энергосиловых параметров прокатки требуется вводить в коллекторы для подачи воды значительное количество масла. При этом часть масла, минуя очаг деформации, вместе с охлаждающей водой через боковые кромки полосы уходит в сточные воды. Такой непроизводительный расход масла может достигать 60-70%. Наиболее близкой по технической сущности к изобретению и достигаемому эффекту является нециркуляционная, автономная система подачи технологической смазки при горячей прокатке листа [2], обеспечивающая нанесение смазочной жидкости на поверхность валков с помощью контактных устройств. Система включает емкость для приготовления и хранения смазочной жидкости, магистраль для транспортирования ее к контактным устройствам с помощью насоса с приводом, фильтры, клапаны отсечки и включения подачи смазки, дозирующее устройство и контролирующую аппаратуру. Наряду с функцией нанесения смазки на палки, контактные устройства позволяют равномерно распределить ее по поверхности инструмента и сохранить непроизводительный расход смазочной жидкости через громки полосы, минуя очаг деформации, в сточные воды цехового бассейна. Сокращение непроизводительного расхода смазки достигается также автономностью работы установки по отношению к системе охлаждения валков. Контролирующая аппаратура обеспечивает нанесение смазки на поверхность валков в период нахождения полосы в палках. К недостаткам прототипа следует отнести недостаточную герметизацию контактных устройств к поверхности валков при их прощении, из-за чего примерно 20-25% смазки уходит в сточные воды, загрязняя их. Задачей изобретение является усовершенствование системы подачи технологической смазки при горячей прокатке листа путем обеспечения возможности извлечения масла из цехового отстойника, чем достигают его повторное использование в качестве технологической смазки, что способствует очистке сточных вод и утилизации масла. Поставленная задача решается тем, что в системе подачи технологической смазки при горячей прокатке листа, включающей емкость со смазкой, магистраль для транспортирования смазки, клапаны отсечки и включения подачи смазки, дозирующее устройство, контактные устройства для нанесения смазки на валки и контролирующую аппаратуру, согласно изобретению, емкость со смазкой выполнена в виде отстойника сточных вод прокатного цеха, снабжена плавающей в наполняющей отстойник жидкости перегородкой, подвижным вдоль перегородки узлом сбора масла в виде улавливающей камеры с расположенным под ней и погруженным в упомянутую жидкость лотком и отсасывающим элементом - эжектором, отсасывающий патрубок которого расположен в приповерхностном слое жидкости, а диффузор соединен с магистралью транспортировки смазки к поверхности валков. Плавающая перегородка установлена перпендикулярно к направлению движения потока воды. Независимо от уровня воды в отстойнике, верхняя кромка перегородки находится выше поверхности жидкости. В качестве рабочей среды в эжекторе может быть использован воздух или пар. Замкнутая цепь последовательно соединенных цехового о тстойника, выполняющего роль емкости со смазкой, механизма улавливания и отсасывания масла и транспортировки масляного тумана к контактным устройствам представляет собой циркуляционную, автономную систему подачи технологической смазки на валки при горячей прокатке, позволяющую, наряду с эффективным снижением износа валков, очищать сточные воды от масла и утилизировать его. Сущность предлагаемого изобретения поясняется чертежами. На фиг.1 изображена общая схема предлагаемой системы подачи технологической смазки при горячей прокатке листа. На фиг.2 - схема механизма улавливания и отсасывания масла. Общая схема системы подачи смазки включает цеховой отстойник сточных вод 1, выполняющий роль емкости с технологической смазкой, в котором перпендикулярно движению потока воды установлена плавающая перегородка 2, собирающая (накапливающая) приповерхностные слои масла. Вдоль перегородки с помощью колеса 3 с приводом передвигается узел 4 улавливания и отсасывания масла. Устойчивость передвижения этого механизма обеспечивается с помощью поплавка 5. Эжектор 6 служит для отсасывания масла с поверхности сточных вод и образования масляного тумана, транспортируемого по магистрали 7 к контактным устройствам 8, с помощью которых смазка наносится на поверхность валков 9 равномерным слоем. Контролирующая аппаратура обеспечивает измерение давления масляного тумана в магистрали 7 с помощью манометра 10, что позволяет судить о качестве работы эжектора и поступлении масляного тумана к контактным устройствам. Кроме того, она позволяет оценить расход масляного тумана с помощью расходомера 11. Ме ханизм улавливания и отсасывания поверхностных слоев масла 4 состоит из корпуса 12, прикрепленного v нему масляного лотка 13, нижняя часть которого находится ниже уровня жидкости. Между корпусом и лотком расположена улавливающая камера 14, в которую входит отсасывающий патрубок 15 с воронкой. Верхний конец отсасывающего патрубка расположен во всасывающей камере 16 эжектора 6. Камера 16 переходит в смесительную камеру 17, с которой связан диффузор 18 эжектора. Диффузор 18 подсоединен к магистрали, направляющей масляный туман к валкам. Рабочая среда подается в патрубок 19. Подача смазки на валки осуществляется включением клапана 20, отключение - при срабатывании клапана отсечки 21, перекрывающего доступ рабочей среды к эжектору, а следовательно, прерывающего подсос масла из улавливающей камеры 14. Регулирование количества поступающей к валкам смазки и дисперсность ее в потоке воздуха осуществляется с помощью дозирующего устройства 22. Система подачи технологической смазки при горячей прокатке листа работает следующим образом. Охлаждающая валки вода вместе с несгоревшей технологической смазкой по магистрали, расположенной под рабочей клетью, поступает в цеховый бассейн, а затем и в отстойник сточных вод 1. По пути движения в воду попадает масло из точек смазывания оборудования прокатного стана. При движении воды в отстойник на ее поверхности образуется масляный слой, который накапливается перед плавающей перегородкой 2. Плавающая перегородка выполнена в верхней части с вырезом и удерживается в вертикальном положении направляющими укрепленными на стенках отстойника. При включении привода колеса 3, оно передвигается по перегородке 2. приводя в движение механизм 4 улавливания и отсасывания смазки, накапливающейся перед перегородкой. Для повышения устойчивости механизма 4 применен поплавок 5. При движении колеса 3 и механизма 4 в улавливающей камере 14 несколько поднимается уровень жидкости, так как масляный лоток 13 имеет заднюю и боковые стенки, воронка отсасывающего патрубка 15 погружается в жидкость (приповерхностный слой). При подаче в патрубок 19 рабочей среды в патрубке 15 возникает вакуум и начинается втягивание приповерхностного слоя масла внутрь его. Масло поступает во всасывающую камеру 16 эжектора 6, смешивается с рабочей средой в камере 17 и в виде масляного тумана направляется в диффузор 18 эжектора, а затем транспортируется к контактным устройствам 8, где распыляется по поверхности валков 9. Далее описанная последовательность повторяется. Грубое регулирование процентного содержания компонентов в масляно-воздушно-водной смеси можно осуществить с помощью изменения расхода рабочей среды дозирующим устройством 22, тонкое регулирование осуществляется путем изменения скорости движения механизма 4. При этом изменяется уровень подъема жидкости в улавливающей камере 14 и регулируется величина подсоса масла или воды (чем глубже воронка находится в жидкости, тем большее количество воды всасывается в патрубок 15). Следовательно, имеется возможность грубого и тонкого регулирования концентрации масляно-воздушно-водной смеси, поступающей на валки. Таким образом, предложенная система подачи технологической смазки при горячей прокатке листа позволяет использовать вторичную (утилизированную) смазку, очищая при этом сточные воды, уходящие из отстойника, что целесообразно экономически и весьма важнов экологическом отношении.
ДивитисяДодаткова інформація
Назва патенту англійськоюFeed system of process lubricant at hot rolling of sheet
Автори англійськоюMaksymenko Oleh Pavlovych, Hrudiev Oleksandr Petrovych, Yarova Tetiana Volodymyrovna
Назва патенту російськоюСистема подачи технологической смазки при горячей прокатке листа
Автори російськоюМаксименко Олег Павлович, Грудев Александр Петрович, Яровая Татьяна Владимировна
МПК / Мітки
МПК: B21B 45/02, B21B 27/06
Мітки: прокатці, гарячій, подачі, технологічного, мастила, система, листа
Код посилання
<a href="https://ua.patents.su/4-3300-sistema-podachi-tekhnologichnogo-mastila-pri-garyachijj-prokatci-lista.html" target="_blank" rel="follow" title="База патентів України">Система подачі технологічного мастила при гарячій прокатці листа</a>
Фільтр для очищення мастила
Номер патенту: 2847
Опубліковано: 26.12.1994
Автори: Дольберг Володимир Ісаакович, Дронін Михайло Йосипович
МПК: B01D 27/08
Мітки: очищення, мастила, фільтр
Формула / Реферат:
1. Фильтр для очистки масла, содержащий полый цилиндрический корпус, размещенный в нем фильтрующий элемент, выполненную в форме диска крышку, стопорное кольцо для ее фиксации на корпусе и уплотнительное кольцо стыка "корпус-крышка", отличающийся тем, что периферийная часть крышки выполнена с отбортовкой, с цилиндрическим и коническим участками, при этом отбортовка установлена между стопорным и уплотнительным кольцами, а последнее...
Система маслопостачання турбогенератора
Номер патенту: 3171
Опубліковано: 26.12.1994
Автори: Кадушкін Олександр Сергійович, Довгаус Олег Іванович
МПК: F01D 25/00
Мітки: система, турбогенератора, маслопостачання
Формула / Реферат:
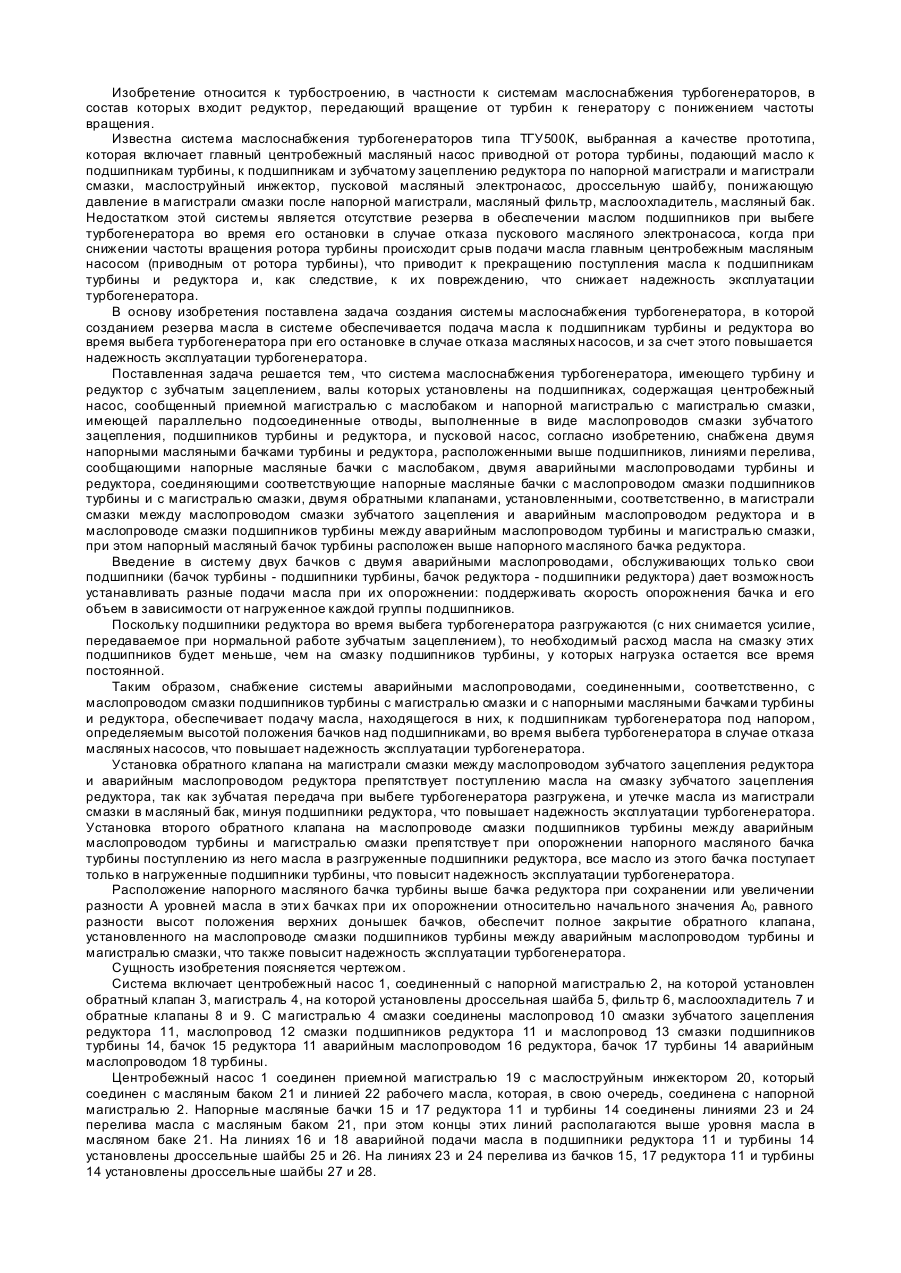
Система маслоснабжения турбогенератора, имеющего турбину и редуктор с зубчатым зацеплением, валы которых установлены на подшипниках, содержащая центробежный насос, сообщенный приемной магистралью с маслобаком и напорной магистралью с магистралью смазки, имеющей параллельно подсоединенные отводы, выполненные в виде маслопроводов смазки зубчатого зацепления, подшипников турбины и редуктора, и пусковой насос, отличающаяся тем, что она снабжена...
Система маслопостачання турбогенератора
Номер патенту: 3172
Опубліковано: 26.12.1994
Автори: Довгаус Олег Іванович, Кадушкін Олександр Сергійович
МПК: F01D 25/00, G01M 1/00
Мітки: турбогенератора, система, маслопостачання
Формула / Реферат:
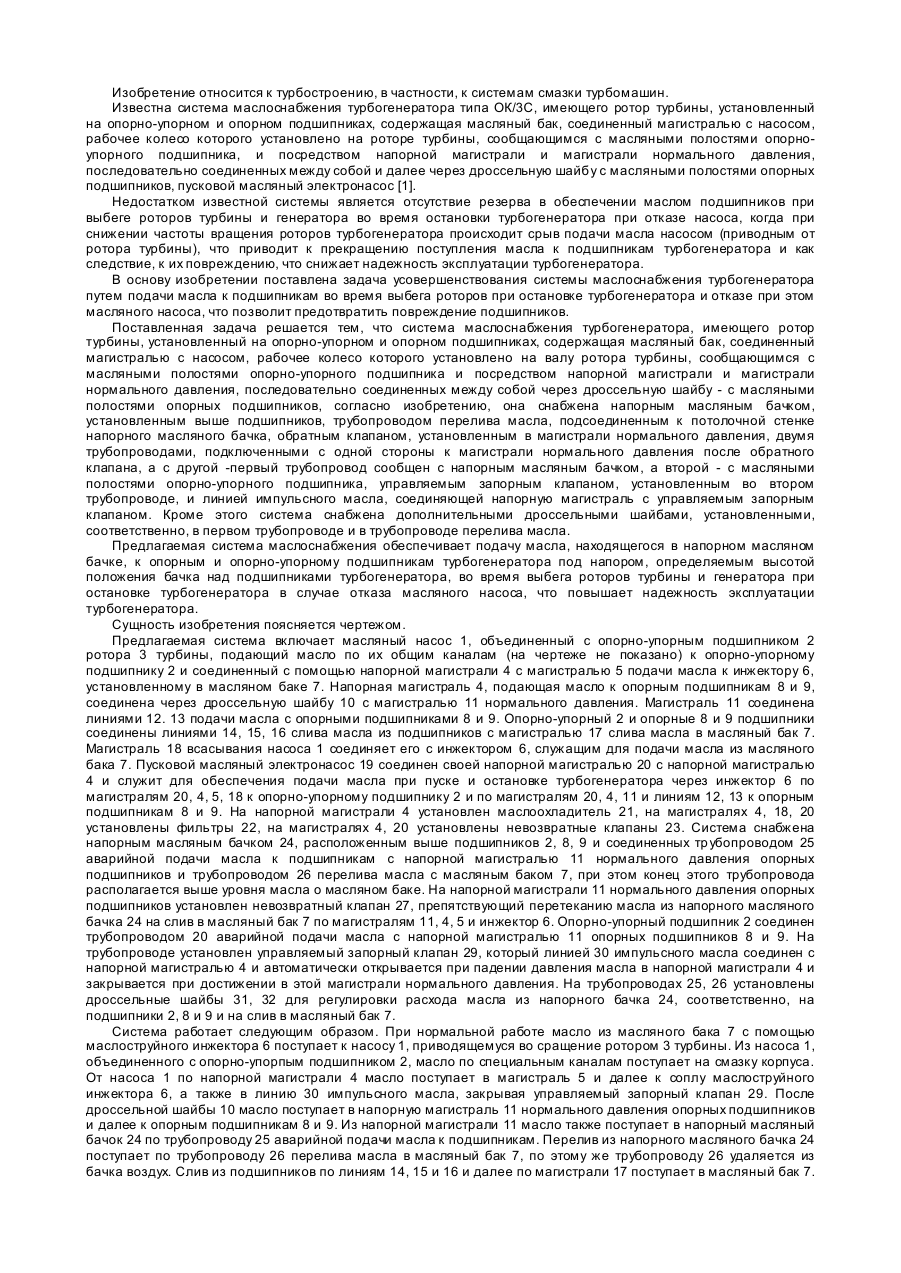
1. Система маслоснабжения турбогенератора, имеющего ротор турбины, установленный на опорно-упорном и опорном подшипниках, содержащая масляный бак, соединенный магистралью с насосом, рабочее колесо которого установлено на валу ротора турбины, сообщающимся с масляными полостями опорно-упорного подшипника и посредством напорной магистрали и магистрали нормального давления, последовательно соединенных между собой через дроссельную шайбу - с...
Пристрій для вилучення надлишка мастила з полоси

Номер патенту: 1789
Опубліковано: 25.10.1994
Автори: Нещерет Павло Олександрович, Пузенко Віктор Борисович, Морозов Вячеслав Дмитрович, Шкіренко Олег Петрович, Товстопят Олександр Петрович, Тилик Василь Трохимович
МПК: B21B 45/02, B65G 45/00
Мітки: мастила, надлишка, пристрій, вилучення, полоси
Формула / Реферат:
Устройство для удаления избытка смазки с полосы, включающее установленный поперек полосы поворотный на цапфах кронштейн, на котором смонтирована труба с равномерно расположенными по ее длине соплами, расположенными под углом к плоскости перемещения полосы и выполненными в виде двух усеченных конусов, сопряженных меньшими основаниями, отличающееся тем, что, с целью повышения эффективности удаления смазки и улучшения условий труда,...
Фільтр для очищення мастила
Номер патенту: 2848
Опубліковано: 26.12.1994
Автори: Дронін Михайло Йосипович, Дольберг Володимир Ісаакович
МПК: B01D 35/00
Мітки: фільтр, мастила, очищення
Формула / Реферат:
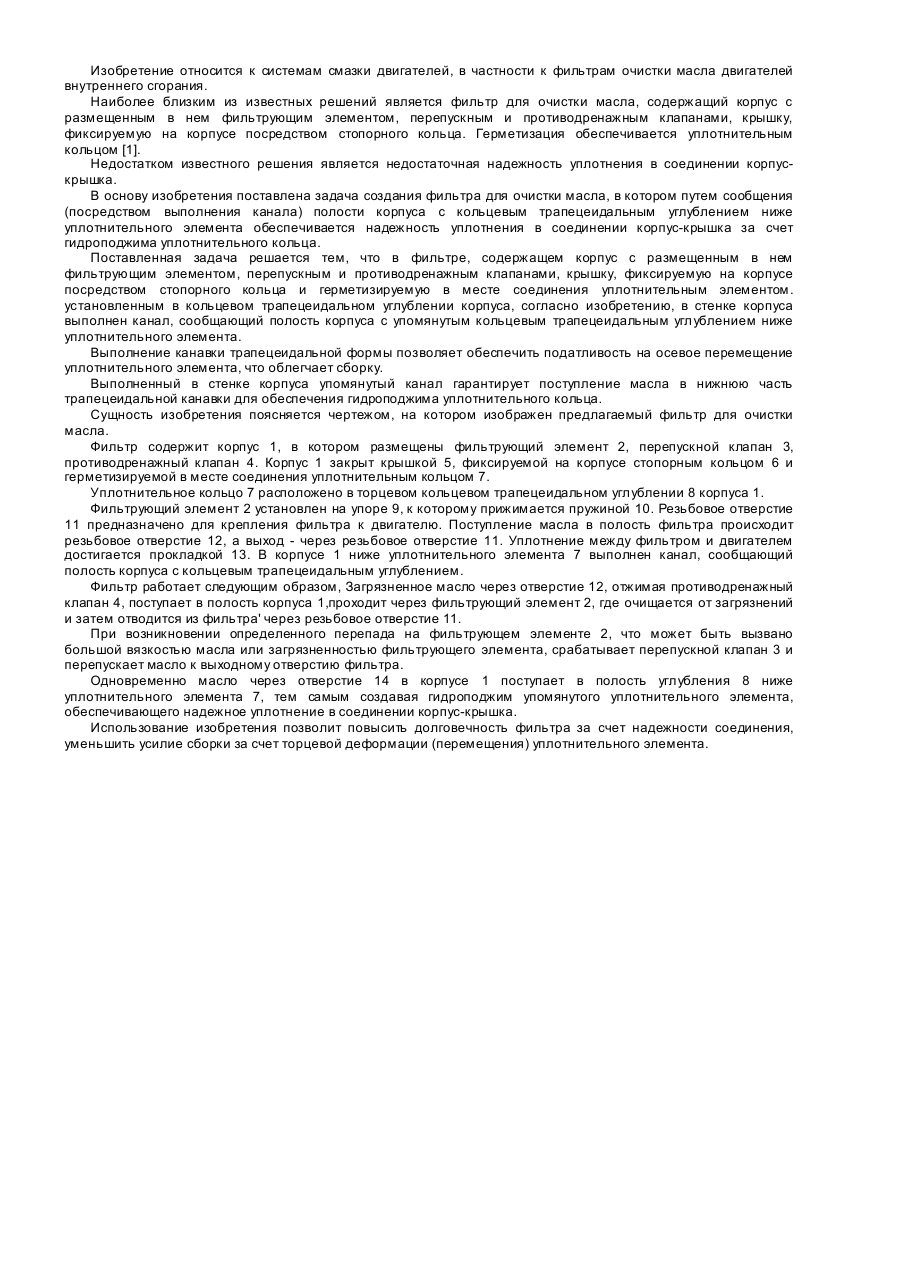
Фильтр для очистки масла, содержащий корпусе размещенными в нем фильтрующим элементом, перепускным и противодренажным клапанами, крышку, фиксируемую на корпусе посредством стопорного кольца и герметизируемую в месте соединения уплотнительным элементом, установленным в кольцевом трапецеидальном углублении корпуса, отличающийся тем, что в стенке корпуса выполнен канал, сообщающий полость корпуса с упомянутым кольцевым трапецеидальным...
Попередній патент: Спосіб електрохімікомеханічного припрацювання деталей циліндро-поршневої групи
Наступний патент: Пристрій для вимірювання кінематичних характеристик гусеничної машини
Випадковий патент: Лінія одержання кормового та харчового білків