Спосіб визначення оброблюваності каменю
Номер патенту: 33227
Опубліковано: 10.06.2008
Автори: Сидорко Володимир Ігоревич, Пегловський Вячеслав Віталійович, Ляхов Василь Никифорович, Поталико Олена Матвіївна
Формула / Реферат
1. Спосіб визначення оброблюваності каменю, який включає обробку зразків каменю абразивним інструментом при постійній величині зусилля питомого притискання цього інструменту до досліджуваного зразка, вимірювання технологічної продуктивності алмазної обробки каменю, за якою визначають оброблюваність каменю, який відрізняється тим, що технологічну продуктивність оцінюють по об'єму зносу зразка при обробці його шліфувальним інструментом відносно об'єму зносу еталонного каменю, а оброблюваність k визначають за наступним співвідношенням:
k=QЕ/QД,
де QE - технологічна продуктивність обробки еталонного зразка
QД - технологічна продуктивність обробки дослідного зразка.
2. Спосіб за п. 1, який відрізняється тим, що як еталонний камінь приймають мармуровий онікс.
3. Спосіб за п. 1, який відрізняється тим, що обробку зразків каменю шліфувальним інструментом здійснюють при зусиллі питомого притискання інструменту до досліджуваного зразка 0,6 КПа, а результати вимірювання технологічної продуктивності оцінюють в розрахунку на шлях тертя 1000 м.
4. Спосіб за п. 1, який відрізняється тим, що процес визначення оброблюваності здійснюють при стабілізації зносу інструменту з використанням змащувально-охолоджувальної рідини.
Текст
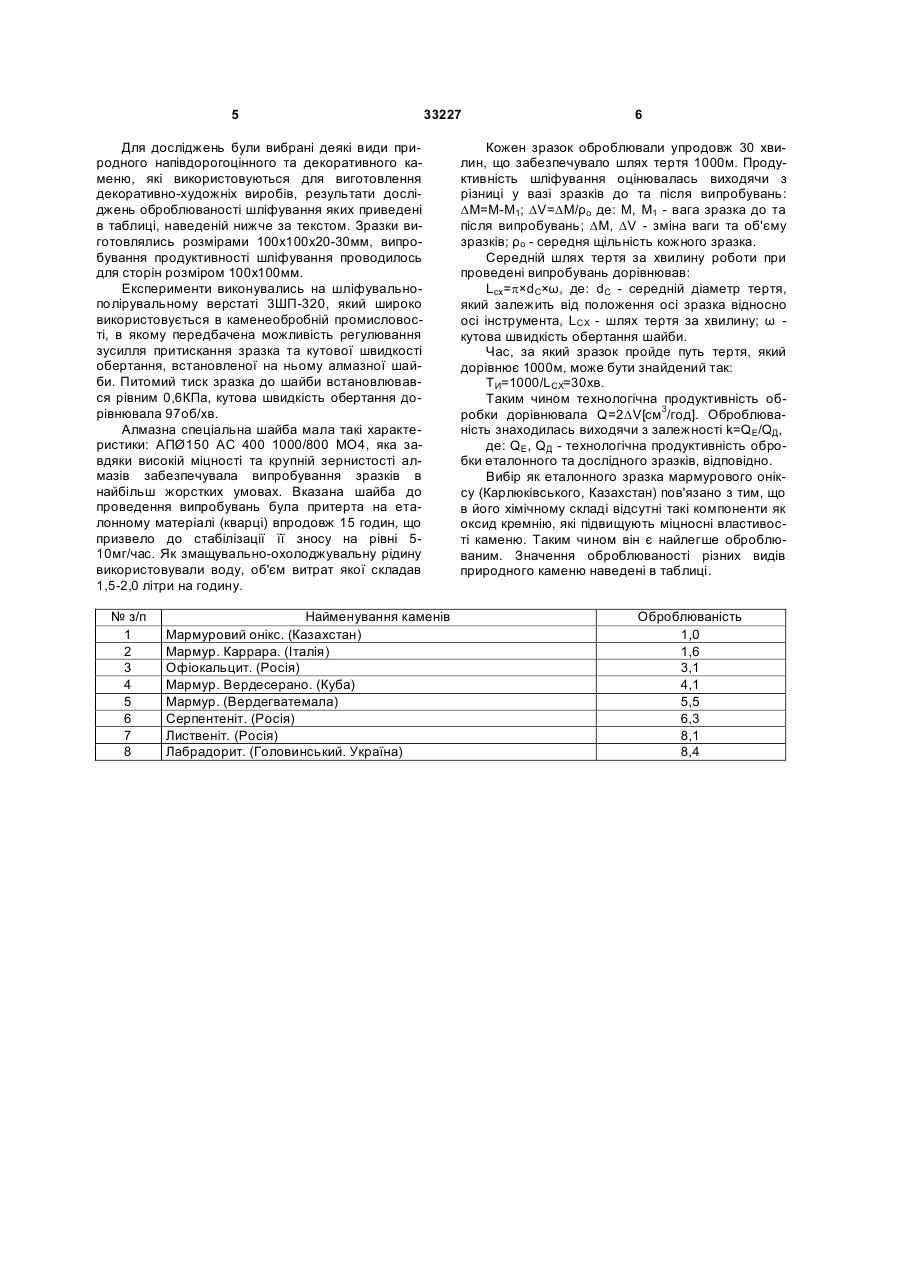
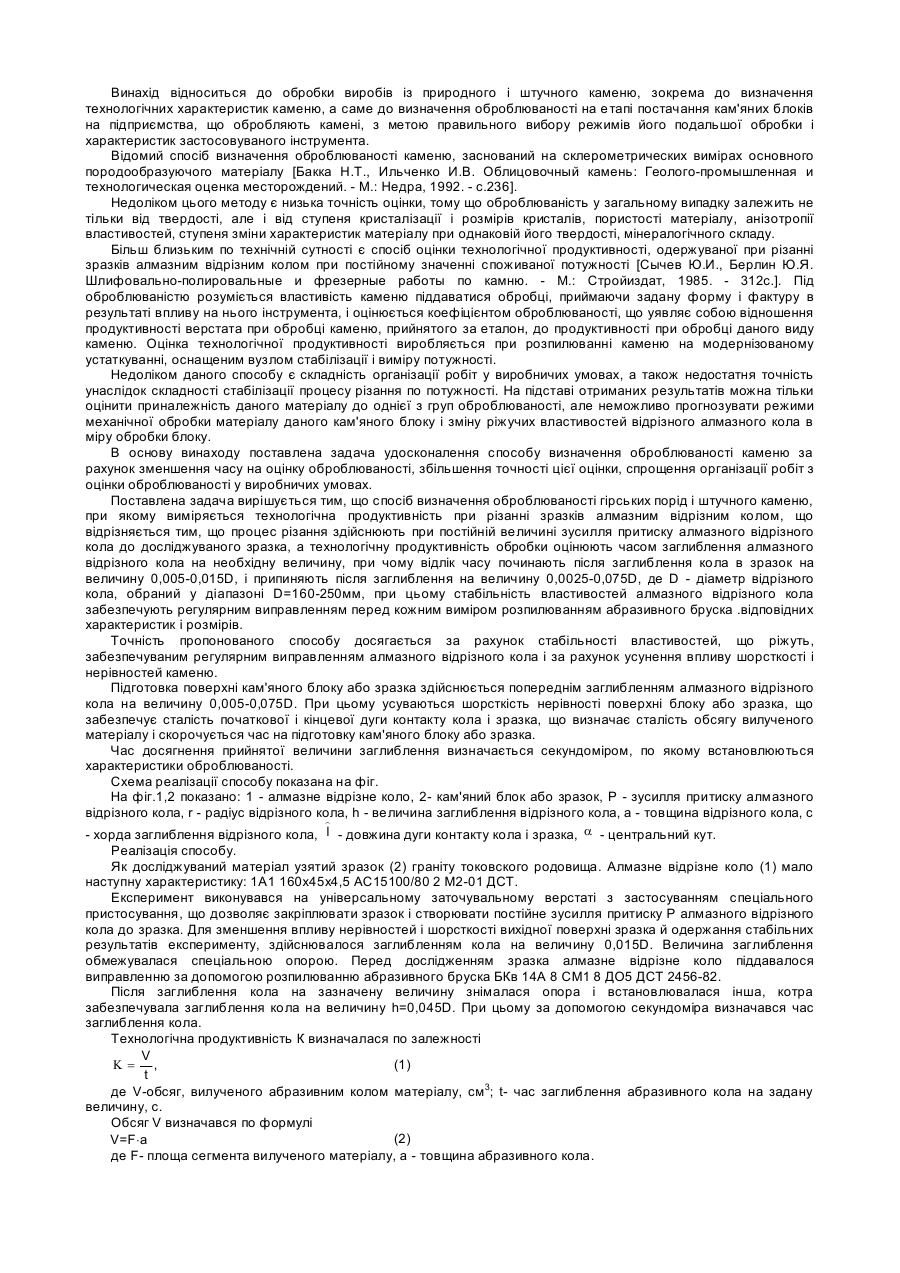
1. Спосіб визначення оброблюваності каменю, який включає обробку зразків каменю абразивним інструментом при постійній величині зусилля питомого притискання цього інструменту до досліджуваного зразка, вимірювання технологічної продуктивності алмазної обробки каменю, за якою визначають оброблюваність каменю, який відрізняється тим, що технологічну продуктивність оці U 1 3 кремнію або кварцевий пісок сам піддається зносу, що не дозволяє встановити цей показник. Крім того дані, які отриману за допомогою сухого тертя з застосуванням вільного абразиву, не відповідають реальним умовам обробки природного каменю, особливо тих його видів, які можливо обробляти виключно за допомогою алмазного інструменту. Відомий найбільш близький за технічною суттю до способу, що заявляється, спосіб визначення оброблюваності гірських порід і штучного каменю [Деклараційний патент. 63487 А. Україна (UA), МПК 7 B28D1/00, C04B41/00 В28D1/00, Опубл.15.01.2004, Бюл.№1, 2004p.], який передбачає обробку зразків каменю абразивним інструментом при постійній величині зусилля питомого притискання цього інструменту до досліджуваного зразка, яку оцінюють по часу заглиблення алмазного відрізного круга в зразок на обумовлену величину (від 0,005-0,015 до 0,0025-0,075D), вимірювання технологічної продуктивності алмазної обробки каменю, за якою визначають оброблюваність каменю, причому стабільність властивостей круга забезпечують регулярною правкою перед кожним розпилюванням та вимірюванням. Даний спосіб дає можливість вимірювати продуктивність обробки каменю алмазним інструментом на технологічних операціях, пов'язаних з його розпилюванням, але не дає можливості оцінювати продуктивність на основних технологічних операціях (шліфування та формоутворення), які також виконуються алмазним інструментом та займають провідне місце в загальному циклі виготовлення виробів із каменю. Крім того даний спосіб не дає можливості точного вимірювання продуктивності технологічного процесу. Це пов'язано зі складністю точного визначення величини заглиблення відрізного круга в зразок, а також тим, що проведення правки круга перед випробуванням кожного зразка не визначено конкретними параметрами, а саме часом роботи круга до вимірив, часом правки круга та співвідношенням часу правки до часу обробки. Відсутність таких даних може призвести до викривлення результатів вимірів. В основу корисної моделі покладено завдання такого удосконалення способу вимірювання продуктивності алмазної обробки каменю, яке забезпечить можливість визначення оброблюваності на операціях пов'язаних зі шліфуванням природного каменю та формоутворенням виробів з нього, що значно розширює технологічні можливості процесу визначення оброблюваності. Це завдання забезпечується тим, що в способі визначення оброблюваності каменю, який включає обробку зразків каменю абразивним інструментом при постійній величині зусилля питомого притискання цього інструменту до досліджуваного зразка, вимірювання технологічної продуктивності алмазної обробки каменю, за якою визначають оброблюваність каменю, згідно корисної моделі технологічну продуктивність оцінюють по об'єму зносу зразка при обробці його шліфувальним інструментом відносно об'єму зносу еталонного каменю, а оброблюваність k визначають за наступним співвідношенням: 33227 4 k=QE/QД, де QЕ - технологічна продуктивність обробки еталонного зразку Qд - технологічна продуктивність обробки дослідного зразку, при цьому як еталонний камінь приймають мармуровий онікс; обробку зразків каменю шліфувальним інструментом здійснюють при зусиллі питомого притискання інструменту до досліджуваного зразка 0,6КПа, а результати вимірювання технологічної продуктивності оцінюють в розрахунку на путь тертя 1000м; процес визначення оброблюваності здійснюють при стабілізації зносу інструменту з використанням змащувальноохолоджувальної рідини. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляється і технічними результатами, які досягаються внаслідок її реалізації, полягає у наступному. Завдяки вимірюванню технологічної продуктивності по загальному обсягу зносу зразка при обробці його шліфувальним інструментом досягається можливість визначити оброблюваність каменю, наблизити результати вимірювання до реальних особливостей процесу шліфування природного каменю та формоутворенню виробів з нього, що в свою чергу надасть можливість більш точно обирати алмазний інструмент, назначати технологічні режими процесу шліфування, та визначати необхідні норми продуктивності праці на операціях шліфування та формоутворення виробів. Використання загальноприйнятого при шліфуванні зразків значення тиску 0,6КПа, а також перерахунок продуктивності на 1000м тертя дає можливість співставити умови проведення випробувань та оцінки шліфування природного каменю з аналогічними випробуваннями будівельних матеріалів, наприклад бетонів, а також штучного каменю та кераміки при їх стиранні із застосуванням вільного абразиву у вигляді карбіду кремнію, або кварцевого піску та металевої (чавунної) шайби. Використання для проведення випробувань шліфувального інструменту із стабілізованим зносом (притертого), а також змащувальноохолоджувальної рідини (води) приводить до наближення умов випробування продуктивності та умов виробництва і, як наслідок, до зростання точності вимірювання. Корисну модель проілюстровано кресленням, де представлено загальну схему реалізації даного способу. Схема включає: зразок каменю 1, оправку 2, трафарет 3, палець 4, алмазну шайбу 5, кулачки фіксації шайби 6, поворотний стіл 7. Пропонований спосіб обробки здійснюється таким чином. Зразок каменю 1 розміщений в трафареті 3 оправки 2 встановлюється на алмазну шайбу 5, яка кріпиться кулачками 6 на столі 7, який обертається навколо своєї осі з потрібною регульованою кутовою швидкістю ω. Потрібне зусилля притискання регулюється та передається за допомогою пальця 4. Положення центру оправки 2, в якій розташований зразок 1 відносно осі обертання інструменту 5 та поворотного столу 7 регулюється. 5 33227 Для досліджень були вибрані деякі види природного напівдорогоцінного та декоративного каменю, які використовуються для виготовлення декоративно-художніх виробів, результати досліджень оброблюваності шліфування яких приведені в таблиці, наведеній нижче за текстом. Зразки виготовлялись розмірами 100x100x20-30мм, випробування продуктивності шліфування проводилось для сторін розміром 100x100мм. Експерименти виконувались на шліфувальнополірувальному верстаті 3ШП-320, який широко використовується в каменеобробній промисловості, в якому передбачена можливість регулювання зусилля притискання зразка та кутової швидкості обертання, встановленої на ньому алмазної шайби. Питомий тиск зразка до шайби встановлювався рівним 0,6КПа, кутова швидкість обертання дорівнювала 97об/хв. Алмазна спеціальна шайба мала такі характеристики: АПØ150 АС 400 1000/800 МО4, яка завдяки високій міцності та крупній зернистості алмазів забезпечувала випробування зразків в найбільш жорстких умовах. Вказана шайба до проведення випробувань була притерта на еталонному матеріалі (кварці) впродовж 15 годин, що призвело до стабілізації її зносу на рівні 510мг/час. Як змащувально-охолоджувальну рідину використовували воду, об'єм витрат якої складав 1,5-2,0 літри на годину. № з/п 1 2 3 4 5 6 7 8 Найменування каменів Мармуровий онікс. (Казахстан) Мармур. Каррара. (Італія) Офіокальцит. (Росія) Мармур. Вердесерано. (Куба) Мармур. (Вердегватемала) Серпентеніт. (Росія) Лиственіт. (Росія) Лабрадорит. (Головинський. Україна) 6 Кожен зразок оброблювали упродовж 30 хвилин, що забезпечувало шлях тертя 1000м. Продуктивність шліфування оцінювалась виходячи з різниці у вазі зразків до та після випробувань: ∆M=М-М1; ∆V=∆M/ρо де: М, М1 - вага зразка до та після випробувань; ∆M, ∆V - зміна ваги та об'єму зразків; ρо - середня щільність кожного зразка. Середній шлях тертя за хвилину роботи при проведені випробувань дорівнював: Lсx=p×dC×ω, де: dC - середній діаметр тертя, який залежить від положення осі зразка відносно осі інструмента, LСХ - шлях тертя за хвилину; ω кутова швидкість обертання шайби. Час, за який зразок пройде путь тертя, який дорівнює 1000м, може бути знайдений так: ТИ=1000/LСХ=30хв. Таким чином технологічна продуктивність обробки дорівнювала Q=2∆V[см3/год]. Оброблюваність знаходилась виходячи з залежності k=QЕ/QД, де: QЕ, QД - технологічна продуктивність обробки еталонного та дослідного зразків, відповідно. Вибір як еталонного зразка мармурового оніксу (Карлюківського, Казахстан) пов'язано з тим, що в його хімічному складі відсутні такі компоненти як оксид кремнію, які підвищують міцносні властивості каменю. Таким чином він є найлегше оброблюваним. Значення оброблюваності різних видів природного каменю наведені в таблиці. Оброблюваність 1,0 1,6 3,1 4,1 5,5 6,3 8,1 8,4 7 Комп’ютерна верстка М. Мацело 33227 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of determining workability of stone
Автори англійськоюSydorko Volodymyr Ihorevych, Pehlovskyi Viacheslav Vitaliiovych, Liakhov Vasyl Nykyforovych, Potalyko Olena Matviivna
Назва патенту російськоюСпособ определения обрабатываемости камня
Автори російськоюСидорко Владимир Игоревич, Пегловский Вячеслав Витальевич, Ляхов Василий Никифорович, Поталико Елена Матвеевна
МПК / Мітки
МПК: B28D 1/00
Мітки: каменю, спосіб, визначення, оброблюваності
Код посилання
<a href="https://ua.patents.su/4-33227-sposib-viznachennya-obroblyuvanosti-kamenyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення оброблюваності каменю</a>
Спосіб визначення оброблюваності гірських порід і штучного каменю
Номер патенту: 63487
Опубліковано: 15.01.2004
Автори: Польченко Віктор Васильович, Михайлов Олександр Миколайович, Горобець Ігор Олексійович, Байков Анатолій Вікторович, Рибіна Світлана Анатоліївна
МПК: B28D 1/00, C04B 41/00
Мітки: гірських, визначення, штучного, оброблюваності, спосіб, порід, каменю
Формула / Реферат:
Спосіб визначення оброблюваності гірських порід і штучного каменю, при якому виміряється технологічна продуктивність при різанні зразків алмазним відрізним кругом, який відрізняється тим, що процес різання здійснюють при постійній величині зусилля притиску алмазного відрізного круга до досліджуваного зразка, а технологічну продуктивність обробки оцінюють часом заглиблення алмазного відрізного круга на необхідну величину, причому відлік часу...
Спосіб визначення відносної оброблюваності матеріалів
Номер патенту: 67468
Опубліковано: 15.06.2004
Автори: Клименко Сергій Анатолійович, Муковоз Юрій Олександрович, Копєйкіна Марина Юріївна, Мельнійчук Юрій Олексійович
МПК: G01N 3/58
Мітки: спосіб, оброблюваності, визначення, відносної, матеріалів
Формула / Реферат:
Спосіб визначення відносної оброблюваності матеріалів, який полягає в тому, що здійснюють силове навантаження матеріалу, визначають силу опору переміщенню індентора і за параметром, що характеризує сукупність значень цієї сили, визначають оброблюваність матеріалів, який відрізняється тим, що одночасно із силовим навантаженням матеріалу здійснюють відносне поздовжнє переміщення індентора і матеріалу, як силу опору переміщенню індентора...
Спосіб визначення відносної оброблюваності матеріалів
Номер патенту: 47712
Опубліковано: 15.07.2002
Автори: Пасечник Анатолій Андрійович, Кузьменко Анатолій Григорович, Баннов Генадій Михайлович
Мітки: відносної, спосіб, визначення, оброблюваності, матеріалів
Формула / Реферат:
Спосіб визначення відносної оброблюваності матеріалів по швидкості різання V60, який відрізняється тим, що відносна оброблюваність визначається способом тертя ковзання по моделі зношування інструментального матеріалу за якою досліджують один зразок і визначають величину зношування інструментального матеріалу від шляху тертя по двох точках S21, S22, а потім розраховують параметри моделі зношування і шлях тертя , який порівнюють з шляхом тертя...
Спосіб досліджування оброблюваності матеріалів різанням
Номер патенту: 67679
Опубліковано: 15.06.2004
Автори: Засименко Оксана Вячеславівна, Вислоух Сергій Петрович, Пилипенко Анжела Михайлівна
МПК: B23Q 15/00
Мітки: оброблюваності, досліджування, різанням, матеріалів, спосіб
Формула / Реферат:
Спосіб досліджування оброблюваності матеріалів різанням, який полягає у встановленні значень критеріїв оптимальності продуктивності і собівартості шляхом виміру в сформованих часових інтервалах в процесі різання температури і вібрації, визначення ступеня зносу, який відрізняється тим, що проводять короткочасні експериментальні досліди в довільних умовах тільки над досліджуваним зразком матеріалу, реєструють в сформованих часових інтервалах...
Спосіб визначення оброблюваності матеріалів різанням

Номер патенту: 51856
Опубліковано: 16.12.2002
Автор: Антонюк Віктор Степанович
МПК: G01N 3/58
Мітки: матеріалів, різанням, оброблюваності, спосіб, визначення
Формула / Реферат:
Способ определения обрабатываемости материалов резанием, заключающийся в том, что образец материала, имеющий цилиндрическую поверхность, вращают с постоянной скоростью, производят радиальную подачу режущего инструмента, осуществляют резание цилиндрической поверхности образца, ломают стружку с помощью стружколомающего приспособления и определяют параметры процесса резания, по которым судят об обрабатываемости, отличающийся тем, что, с целью...
Попередній патент: Спосіб визначення контактних тисків при хонінгуванні конічних отворів
Наступний патент: Система охолодження робочих стінок кристалізатора машини безперервного лиття заготовок
Випадковий патент: Спосіб виробництва морозива плодово-ягідного