Спосіб позапічної обробки переробного чавуну порошковим дротом з феромарганцем
Номер патенту: 34002
Опубліковано: 15.02.2001
Автори: Розумний Павло Кузьмич, Кармазін Василь Федорович, Коваль Сергій Олексійович, Остапчук Миколай Петрович, Олійник Віктор Васильович, Якін Михайло Миколайович, Бойко Володимир Семенович, Стець Павло Денисович, Харитоненко Олександр Іванович, Овчінніков Микола Олексійович, Аріх Сергій Георгійович, Стець Володимир Павлович, Могильний Олександр Петрович
Текст
Спосіб позапічної обробки переробного чавуну порошковим дротом з феромарганцем, що включає виплавку в доменній печі чавуну з малим вмістом марганцю і обробку його в ковшах кусковим феромарганцем, який відрізняється тим, що чавун обробляють порошковим дротом з феромарганцем, який вводять в чавун зі швидкістю 1,2-2,2 м/сек і інтенсивністю насичення чавуну марганцем 210-500 г/сек. (19) (21) 99052644 (22) 12.05.1999 (24) 15.02.2001 (33) UA (46) 15.02.2001, Бюл. № 1, 2001 р. (72) Стець Павло Денисович, Бойко Володимир Семенович, Овчінніков Микола Олексійович, Розумний Павло Кузьмич, Аріх Сергій Георгійович, Харитоненко Олександр Іванович, Могильний Олександр Петрович, Кармазін Василь Федорович, Якін Михайло Миколайович, Олійник Віктор Васильович, Коваль Сергій Олексійович, 34002 1330ºС (з запасом втрати), а температура внутрішньої поверхні чавуновозного ковша повинна бути (400...600)ºС. Досвід роботи показує, що таким способом можна обробити лише 50% поступаючого чавуну. В неспеціалізованих цехах, де немає кранів великої вантажної сили, застосування такого способу взагалі неможливе. (В. А. Курганов, А. Г. Кузуб, Ю. Б. Бичков, С. А. Телесов, П. Д. Стець "Відливання виливниць із доменного переробного чавуну", "Металургійна і гірничорудна промисловість". - № 4. - 1970 . – С. 5153; В. А. Курганов, П. Д. Стець, В. В. Лісовий "Освоєння оптимального хімічного складу доменного переробного чавуну і технології відливання виливниць в неспеціалізованих ливарних цехах; "Металургійна та гірничорудна промисловість", № 5. - 1979 . – С. 54-57; Курганов В. О., Лісовий В. В., "Сталь". - 1975 . – С. 890-893; Курганов В. О., Лісовий В. В. "Виробництво виливниць підвищеної довговічності із чавуну доменної плавки. – К.: cуспільство "Знання". - 1980 . – С. 19 з іл.). Відомий спосіб, що передбачає ввід силикомарганцю на дно гарячого чавуновозного ковша з послідуючою продувкою чавуну азотом з допомогою погружної фурми в вигляді фальшивого стопора (Курганов В. О., Фарафонов В. М., СтецьП. Д."Вплив продувки чавуну азотом на засвоєння феросплавів і якість виливниці". - "Металург" № 3. - 1982. – С. 32-34). Забезпечуючи велику степінь засвоєння марганцю і кремнію спосіб не дає великої однорідності чавуну по їх вмісту в об'ємі другого по наливу чавунорозливального ковша, що наповнюється чавуном через (45...50) хвилин. Головним гальмом на шляху широкого вжитку стала недостатня довговічність погружних фурм і великі затрати на їх виготовлення, а також відсутність на ділянках підготовки чавуну чистого без домішок кисню азоту. В останні роки набули широкого вжитку способи обробки сталі в сталерозливальних, або в проміжних ковшах порошковим дротом, що вміщує в собі наповнювачі із дисперсних металів, їх сплавів, або феросплавів. Параметри технології відносяться до обробки сталі (Дюдкін Д. О. Овчінніков М. О. "Використання порошкового дроту для обробки металургійних розчинів"; Овчінніков М. О., Дюдкін Д. О. "Теоретичні основи обробки металургійних розчинів порошковими дротами". Праці другого Конгресу сталеплавильників. - М.: 1994 р. – С. 240-248). "Спосіб обробки сталі в ковші” Патент Росії, № 2061762. - С. 21. - С. 7/064; Каблуковеький А. Ф., Камалов А. Р., Ябуров С. І. "Позапічна обробка сталі і чавуну порошковим дротом", Асоціація сталеплавильників, АТ "Черметінформація". Праці третього Конгресу сталеплавильників. - М.: 1994 р. – С. 246-249). Відомостей про параметри технології позапічної обробки чавуну феромарганцем у вигляді наповнювача порошкового дроту немає. В основу винаходу поставлено завдання удосконалити спосіб позапічної обробки рідкого переробного чавуну доменної плавки феромарганцем так, щоб він забезпечував досягнення заданих хімічного складу чавуну, його мікроструктуру і фізико-хімічні властивості для ви ливниць при мінімальних затратах на обслугу обладнання, максимальної ефективності їх використання, мінімальних викидах шкідливих речовин в довкілля. Суть винаходу і поставлена мета досягається тим, що переробний чавун доменної плавки з низьким вмістом марганцю оброблюється дисперсним феромарганцем у вигляді наповнювача порошкового дроту зі швидкістю (1,2...2,2) м/сек і інтенсивністю насичення чавуну марганцем (210...500) г/сек. Загальні з відомими способи обробки чавуну признаки: 1. Чавун оброблюють марганецьутримуючими добавками, погружаючи їх в чавун в твердому стані. Відмінні признаки винаходу: 1. Порошковий дріт з феромарганцем вво дять в чавун з низьким вмістом марганцю зі швидкістю (1,2...2,2) м/сек і інтенсивністю насичення (210...500) г/сек. 2. Марганецьутримуючу добавку вводять у вигляді дисперсних часток діаметром до 3 мм як наповнювач порошкового дроту. Додатковими признаками є: 1. Обробка чавуну порошковим дротом з феромарганцем забезпечує виведення із чавуну значної кількості збиткового вуглецю, що є в переробному чавуні для литва шкідливою домішкою 1, який іншими засобами не виводиться із чавуну. 2. За допомогою порошкового дроту феромарганець подасться в залежності від температури чавуну і кількості в ковші на будь-яку глибину ковша, забезпечуючи цим об’ємно-дифузійний характер реакцій взаємодії зі складовими хімічного складу, розкислення, насичення марганцем, легування та виведення із розчину газів і неметалевих частин, отримання необхідних мікроструктури і властивостей чавуну для виливниць. 3. Ввід феромарганцю в порошковім дроті забезпечує регульовану його подачу в кількості, необхідній для отримання складних термостійких карбідів. Між суттєвими признаками і технічним результатом існує причинно-наслідковий зв'язок. Сутність винаходу полягає у тому, що вводячи із заданою швидкістю в чавун дисперсні марганецьутримуючі феросплави ми забезпечуємо за короткий термін часу рівномірне насичення чавуну в об'ємі ковша феромарганцем. В цьому випадку у нас мають місце об'ємний характер насичення чавуну і реакції взаємодії із складовими хімічного складу чавуну, та спливання продуктів реакції в верхні шари чавуну і в шлак. При вводі кускових феросплавів на дно ковшів маємо послідовнодифузійний характер насичення і реакцій феросплавів із складовими хімічного складу чавуну, на здійснення яких потрібні часи і відповідна температура. Температура чавуну в ковшах неоднорідна, швидкість спливання продуктів реакції і самих реакцій теж рівні. Цим і пояснюється одна із причин недостатньої ефективності використання кускових феросплавів при обробці чавуну його неоднорідність в об'ємі чавуновозливального ковша і стінках виливниць. Крім цього, обробка чавуну марганецьутримуючими феросплавами у вигляді дис 2 34002 персного наповнювача порошкового дроту, завдяки вмісту водню, сприяє турбулізації обробки чавуну, завдяки чому і відбуваються рівномірні його перемішування. Реакції взаємодії і насичення чавуну, коагуляції неметалевих частинок і газів, їх виведення із чавуну разом зі звитковим заевтектичним графітом. Одною з переваг обробки чавуну порошковим дротом з марганецьутримуючими феросплавами с виведення збиткового заевтетичного вуглецю у вигляді графіту, який іншими засобами практично не виводиться, або виводиться із розчину в малих кількостях. Виходячи з цього були вибрані швидкість обробки чавуну дисперсним феромарганцем у вигляді наповнювача порошкового дроту. В зв'язку з цим робити швидкість вводу менш 1,2 м/сек недоцільно тому, що дріт буде діяти лише в верхніх шарах чавуну і феромарганець не прореагує з чавуном. Якщо швидкість вводу дроту зробити більш 2,2 м/сек, то процес обробки буде йти занадто бурхливо і велика кількість феромарганцю буде турбулентними потоками, або від удару об дно дроту виведена в шлак, не прореагувавши з чавуном. Зі швидкістю вводу дроту тісно зв'язана і інтенсивність насичення чавуну марганцем із феросплавів. При швидкості насичення менш ніж 210 г/сек і необхідності мати в чавуні задану кількість залишкового марганцю не забезпечується необхідні швидкість реакції, та виселення із розплаву продуктів реакції, та звиткового заевтектичного вуглецю у вигляді графіту. Крім цього частина феромарганцю з дротом не прореагувавши з чавуном по всій висоті його буде діяти лише в верхніх шарах. Робити швидкість насичення більш 500 г/сек теж недоцільно тому, що в цьому разі велика кількість феросплаву буде винесена турбулентними потоками в шлак і змішується з ним не прореагувавши з чавуном. Крім цього, при великих швидкостях (більш 2,2 м/сек) вводу дроту і інтенсивності насичення чавуну (більш 500 г/сек) завдяки великій турбулентності мають місце викиди чавуну із чавуновозного ковша, що сприяє недоцільному його використанню і підвищенню собівартості оброблюваного чавуну. Відпрацювання і впровадження технології позапічної обробки чавуну порошковим дротом з наповнювачем із дисперсного феромарганцю відбулося на Маріупольському металургійному комбінаті їм. Ілліча. Обробка чавуну порошковим дротом з наповнювачем із дисперсного феромарганцю відбувається наступним способом. Після наповнення чавуном ківш подасться на установку позадоменної десульфурації чавуну, де змірюється температура, визначається хімічний склад і кількість чавуну в чавуновознім ковші. Визначивши головні параметри, що необхідні при обробці, відбувається обробка чавуну. Порошковий дріт з дисперсним феромарганцем з допомогою трайбаппарату після вводу необхідної кількості заміряється температура і ківш подасться в фасонносталеливарний цех, де після технологічної витримки (не менш 90 хвилин) переливається в чавунорозливальний ківш для заповнення форм виливниць. Обробка чавуну порошковим дротом з марганецьутримуючим феросплавом забезпечує одержання чавуну з необхідними залишковим хімічним складом та фізико-механічними властивостями чавуну для сталерозливних виливниць. Наприклад, на установку подасться чавуновозний ківш, що вміщує 95 т переробного чавуну. Температура доставленого чавуну 1380ºС. Після заміру температури починається обробка чавуну порошковим дротом з феромарганцем. Швидкість вводу дроту 1,5 м/сек. Інтенсивність насичення чавуну феромарганцем 420 г/сек, початковий хімічний склад чавуну, %: вуглець 4,4; кремній 1,16; марганець 0,38; сірка 0,015; фосфор 0,043. Виходячи з вимог стандарту підприємства і початкового вмісту в чавуні вводили 750 кг порошкового дроту, що вміщує 0,73% феромарганцю, з яким вводиться в чавун 73% марганцю. З цією кількістю дроту ми вводимо в чавун 386 кг марганцю. Після обробки чавуну ми одержуємо в ньому 0,86% марганцю, що відповідає 95% засвоєння марганцю чавуном. При вводі в чавун феромарганцю у вигляді кусків відсоток засвоєння з продувкою азотом не перевищує 80%, без продувки 40%. Дослідження мікроструктури чавуна на пробах із стінок виливниць показало: металева основа – перлітно-феритна (вміст перліту 90%); пластівці графіті великі та однорідні з довжиною їх (750...1500) мікрон. Загальна сума включень цементіту не перевищує 2%. На основі досліджень багатьох інститутів та підприємств відомо, що оптимальними хімічним складом, мікроструктури і визначальними властивостями чавуну для виливниць є хімічний склад, %: вуглець (З,9...4,2); кремній (0,7...1,3); марганець (0,7...1,3); сірка не більш 0,075; фосфор не більш 0,15. Мікроструктура чавуна с перлітною, або перлітно-феритною. Пластини в такому чавуні однорідні і повинні мати довжину (750...2000) мікрон. Такий переробний чавун має низьку достатню для виливниць міцність (7...10) кг/мм2 модуль пружності на рівні (10000...12000) кг/мм2, досить високу теплопровідність (53...55) Вт/м град. Ростостійкість (зміна довжини зразка при термоцикліруванні при 800ºС на протязі 100 годин) та окалиностійкість (зміна маси зразка при термоциклірованні при 800ºС на протязі 100 годин) мають дуже малі показники в порівнянні з чавуном, що має вміст марганцю менш 0,5%. (В. О. Курганов, В. В. Лісовий, Н. Д. Стець, В. Л. Гуторова "Підвищення стійкості виливниць". - "Сталь", 1986. – № 6; В. О. Курганов, Л. М. Черкасов, П. Д. Отець "Вибір оптимального складу чавуну і технології відливання виливниць в неспеціалізованих ливарних цехах", "Сталь", 1973. – № 7; Л. М. Черкасов, В. О. Курганов, С. М. Вайнштейн, П. Д. Стець "Нові технічні вимоги на виливниці із доменного чавуну першої плавки і із ваграночного чавуну"; "Виливниці чавунні” Технічні вимоги, ТУ-І4-І6-26-Р9, Міністерство чорної металургії СРСР). 3 34002 Чавун з таким хімічним складом, мікроструктурою та визначальними фізико-механічними властивостями має в стінках виливниць при їх теплових навантаженнях низькі температурні напруги, що і обусловлює велику довговічність виливниць з переробного чавуну з заданим вмістом марганцю та кремнію. Це підтвердили результати експлуатаційних випробувань дослідно-промислової партії виливниць. Виливниці, що мають в хімічному складі менш 0,5% марганцю мають довговічність 88 наливів сталі, а виливниці, що мають в хімічному складі 0,7% марганцю і більш мають довговічність 116 наливів сталі. На основі цих результатів комбінатом прийнято рішення про запровадження в масове виробництва способу позапічної обробки чавуну порошковим дротом з феромарганцем, що буде сприяти підвищенню довговічності сталерозливних виливниць. ___________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for out-of-furnace processing of pig iron by powder wire from ferromanganese
Автори англійськоюStets Pavlo Denysovych, Boiko Volodymyr Semenovych, Ovchinnikov Mykola Oleksiovych, Rozumnyi Pavlo Kuzmich, Arikh Serhii Heorhiovych, Kharytonenko Oleksandr Ivanovych, Mohylnyi Oleksandr Petrovych, Karmazin Vasyl Fedorovych, Yakin Mykhailo Mykolaiovych, Oliinyk Viktor Vasyliovych, Koval Serhii Oleksiovych, Stets Volodymyr Pavlovych, Ostapchuk Mykola Petrovych
Назва патенту російськоюСпособ внепечной обработки передельного чугуна порошковой проволокой из ферромарганца
Автори російськоюСтець Павел Денисович, Бойко Владимир Семенович, Овчинников Николай Алексеевич, Розумный Павел Кузьмич, Арих Сергей Георгиевич, Харитоненко Александр Иванович, Могильный Александр Петрович, Кармазин Василий Федорович, Якин Михаил Николаевич, Олейник Виктор Васильевич, Коваль Сергей Алексеевич, Стець Владимир Павлович, Остапчук Николай Петрович
МПК / Мітки
МПК: C21C 7/06
Мітки: спосіб, позапічної, чавуну, переробного, феромарганцем, дротом, порошковим, обробки
Код посилання
<a href="https://ua.patents.su/4-34002-sposib-pozapichno-obrobki-pererobnogo-chavunu-poroshkovim-drotom-z-feromargancem.html" target="_blank" rel="follow" title="База патентів України">Спосіб позапічної обробки переробного чавуну порошковим дротом з феромарганцем</a>
Спосіб позапічної обробки чавуну магнієм
Номер патенту: 31893
Опубліковано: 15.12.2000
Автори: Бойко Володимир Семенович, Кисіленко Володимир Васильович, Хрущов Евген Іванович, Остапчук Микола Петрович, Тітієвський Володимир Маркович, Зборщик Олександр Михайлович, Овчиніков Микола Олексійович, Оніщук Віталій Прохорович, Якін Михайло Миколайович, Дюдкін Дмитро Олександрович
МПК: C21C 1/02
Мітки: магнієм, позапічної, чавуну, обробки, спосіб
Формула / Реферат:
Спосіб позапічної обробки чавуну магнієм, що включає подавання магнію в розплав у вигляді порошкового дроту, який відрізняється тим, що магній вводять в сплаві з кремнієм в співвідношенні 1:(1,5 - 3,0) та залізом, а інтенсивність подавання магнію становить 25 - 40г/с.
Порошковий дріт для позапічної десульфурації чавуну
Номер патенту: 30276
Опубліковано: 15.11.2000
Автори: Зборщик Олександр Михайлович, Дюдкін Дмитро Олександрович, Бать Сергій Юрійович, Тітієвський Володимир Маркович, Лифенко Микола Трофимович
МПК: C21C 7/00
Мітки: позапічної, десульфурації, чавуну, дріт, порошковий
Формула / Реферат:
1. Порошковий дріт для позапічної десульфурації чавуну, який складається з металевої оболонки та заповнювача, який відрізняється тим, що заповнювач дроту складається з механічної суміші 30-95% сплаву системи залізо - кремній - магній з вмістом магнію 8-30% та 5-70% речовини, яка містить оксид магнію.2. Порошковий дріт по п.1, який відрізняється тим, що оксид магнію введений до складу заповнювача у вигляді обпеченого доломіту або...
Спосіб позапічної обробки чавуну магнієм
Номер патенту: 25536
Опубліковано: 30.10.1998
Автори: Побігайло Андрій Володимирович, Бойко Володимир Семенович, Ботман Сергій Васильович, Овчінніков Микола Олексійович, Стець Павло Денисович, Фентісов Ігор Миколайович, Овсянніков Сергій Олександрович, Ларіонов Олександр Олексійович, Лоік Михайло Миколайович, Богомолов Анатолій Григорович, Остапчук Микола Петрович, Розумний Павло Кузьмович
МПК: C21C 1/00
Мітки: спосіб, чавуну, обробки, позапічної, магнієм
Формула / Реферат:
Способ внепечной обработки чугуна магнием, включающий регулируемый ввод в чугун порошковой проволоки с наполнителем, содержащим магний, отличающийся тем, что сначала чугун обрабатывают порошковой проволокой с наполнителем из кальцинированной соды в количестве (1 - 5)кг/т, а затем порошковой проволокой, наполнитель которой содержит дополнительно алюминий и титан при следующем соотношении компонентов, %: магния (55 - 95); алюминия (3 - 30),...
Спосіб позапічноі обробки чавуну магнієм
Номер патенту: 16987
Опубліковано: 29.08.1997
Автори: Тітієвський Володимир Маркович, Дюдкін Дмитро Олександрович, Бать Сергій Юрійович, Овчінніков Микола Олексійович, Писаренко Федір Олексійович, Жабкін Віктор Петрович, Шевченко Юрій Тимофійович, Оніщук Віталій Прохорович, Кочевенко Іван Іванович, Бать Юрій Ізрайлевич
МПК: C21C 1/00
Мітки: магнієм, спосіб, чавуну, обробки, позапічноі
Формула / Реферат:
Способ внепечной обработки чутуна магнием, включающий подачу магния в виде порошковой проволоки, отличающийся тем, что измеряют глубину расплава и температуру чугуна, а проволоку вводят в расплав чугуна «,о скоростью, определяемой по зависимостиз __У./іг ^^ ^ц2 '(^1350) "'] 1 І^СV - скорость подачи проволоки, м/с, Н - глубина расплава, м, Т„ - температура чугуна, град. Цельсия, К — эмперический...
Спосіб позапічноі обробки рідкої сталі
Номер патенту: 23590
Опубліковано: 02.06.1998
Автори: Дюдкін Дмитро Олександрович, Курдюков Анатолій Андрійович, Бать Юрій Ізраільович, Буга Ілля Дмитрович, Булянда Олександр Олексійович, Тітієвський Володимир Маркович, Кисіленко Володимир Васильович, Бузун Ігор Леонідович
МПК: C21C 7/00
Мітки: рідкої, спосіб, обробки, позапічноі, сталі
Формула / Реферат:
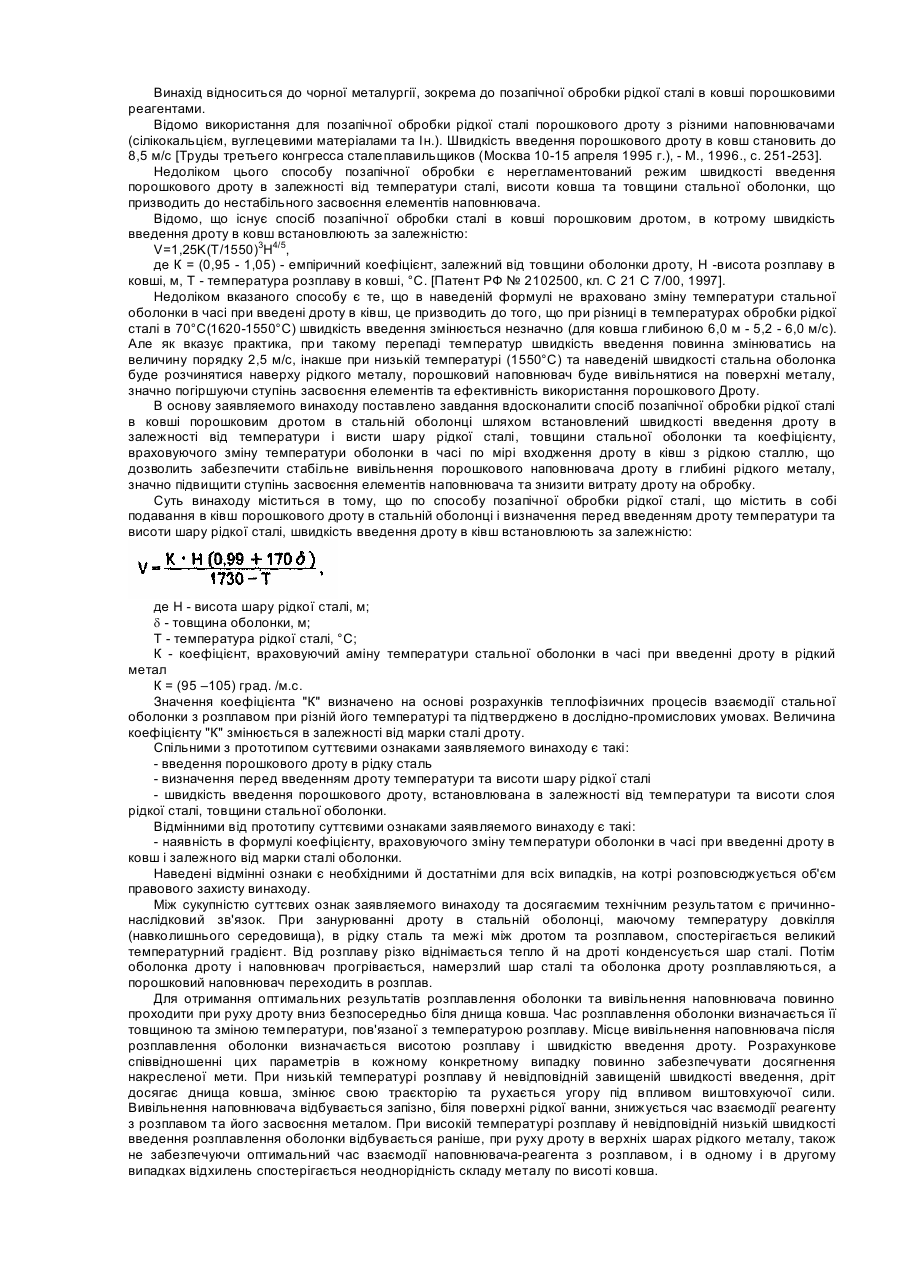
Спосіб позапічної обробки рідкої сталі, що містить у собі подавання в ківш порошкового дроту в стальній оболонці і визначення перед введенням дроту температури та висоти шару металу, який відрізняється тим, що швидкість введення дроту в ківш встановлюють за залежністю:де Н - висота шару рідкої сталі, мd - товщина оболонки, м;Т - температура рідкої сталі, °С;К - коефіцієнт, враховуючий зміну температури...
Попередній патент: Антидіарейний засіб “силоглюкан”
Наступний патент: Поршневий двигун лавіста
Випадковий патент: Навчальна модель