Спосіб лиття по моделях, що газифікуються
Номер патенту: 34917
Опубліковано: 15.03.2001
Автори: Ткачук Ігор Володимирович, Шинський Олег Йосипович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Шульга Василь Тимофійович
Формула / Реферат
Спосіб лиття по моделях/що газифікуються, шляхом гравітаційної заливки розплаву через ливникову систему в порожнину вакуумованої ливарної форми, який відрізняється тим, що заливку розплаву виконують почергово через дві ливникові системи - допоміжну і основну, при цьому починають заливку через допоміжну ливникову систему і продовжують її на протязі 0,05-0,10 від загально розрахованої тривалості заливки, після чого продовжують і закінчують заливку через основну ливникову систему.
Текст
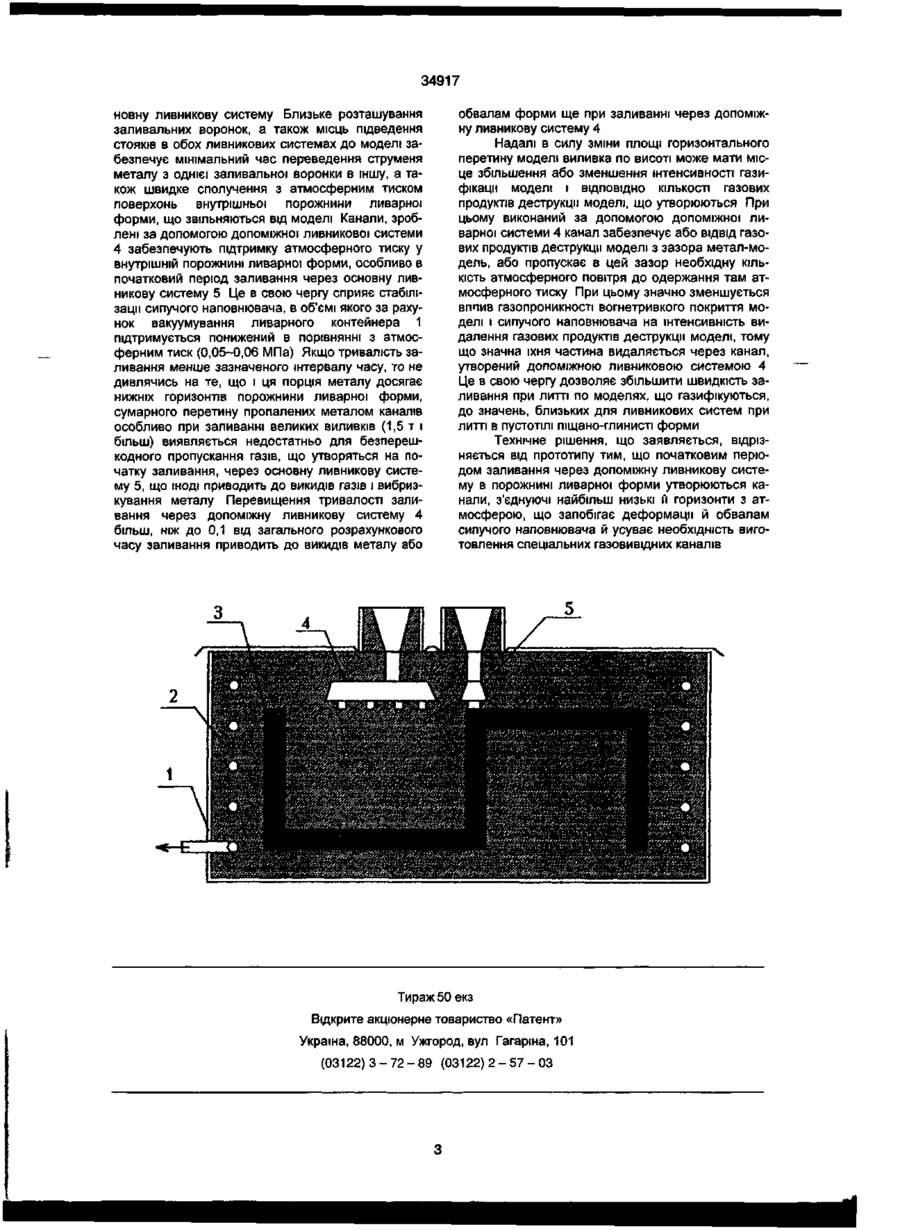
Спосіб пиття по моделях, що газифікуються, шляхом гравітаційної заливки розплаву через ливникову систему в порожнину вакуумованої ливарної' форми, який відрізняється тим, що заливку розплаву виконують почергово через дві ливникові системи - допоміжну і основну, при цьому починають заливку через допоміжну ливникову систему і продовжують її на протязі 0,05-0,10 від загально розрахованої тривалості заливки, після чого продовжують і закінчують заливку через основну ливникову систему. Винахід відноситься до галузі ливарного виробництва і може бути використаний при одержанні виливків по моделях, що газифікуються, у вакуумованих формах. Відомий спосіб одержання виливків литтям по моделях, що газифікуються, у вакуумовані форми, (А.І. Васильченко, В.Н. Самойленко. Лиття по моделях, що газифікуються, у форми, що вакуумуються, Ливарне виробництво, 1991 № 1). У цьому способі для стабілізації форми з сипучого незв'язаного наповнювача застосовується вакуумування форми з моделями, що газифікуються, у сполученні з верхнім підведенням металу. Недоліком цього способу є те, що вже в початкових стадіях заливання, коли на нижніх горизонтах порожнини ливарної форми утворився зазор метал-модель, по периметру цього зазору здійснюється видалення газових продуктів деструкції полістиролу, що утворюються, і тиск газів у цьому зазорі, як правило, завжди нижче атмосферного, на що вказує підсмоктування повітря в порожнину ливарної форми через стояк та інші елементи ливникової системи, якщо заливочна чаша по якійсь причині виявляється незаповненою. Частково це підсмок.тування може мати місце і через фільтрацію повітря через відкриті від металу бічні поверхні стояка або шлаковловлювача, але вже сам факт підсмоктування повітря свідчить про знижений у порівнянні з атмосферним тиск в зазорі метал-модель. Сипучий наповнювач завдяки віброущільненню при формуванні дрібних і середніх (до 200-300 кг) виливків має достатню міцність навіть при виготовленні коробчатих виливків при наявності консоль консольно висячих або втоплених масивів сипучого наповнювача Однак при виготовленні більш великих виливків знижений в порівнянні з атмосферним тиск у порожнин» ливарної форми, особливо на горизонтальних ділянках моделі, що газифікується, приводить до значних зусиль, що деформують, з боку підвищеного атмосферного тиску і висячі вбо втоплені масиви сипучого наповнювача також і за рахунок власної ваги можуть деформуватися або обвалюватися. Іншим важливим недоліком цього способу є те, що швидкість заливання тут обмежується швидкістю видалення газів із зазору метал-модель, що залежить від газопроникності вогнетривкої фарби, газопроникності сипучого наповнювача, ступеня розрідження при вакуумуванні в процесі заливання, а також від лінійної швидкості просування фронту термодеструкції полістиролу в процесі контакту з розплавленим металом 3 цих причин до тепер виготовлення виливків масою більше ніж 0,5 т по моделях, що газифікуються, являється надто проблематичним. Відомий спосіб лиття по моделях, що газифікуються (а. с. СРСР № 1444067, МПК4 B22D23/02, • оп. 15.12.88, бюл. № 46), що включає подачу рідкого металу у вакуумовану форму через стояк і в який із метою виключення викиду продуктів деструкції матеріалу моделі, що, як правило, супроводжується викидами металу, подачу рідкого металу в початковій стадії, рівній 0,1-0,2 від загального часу заливання, здійснюють із зниженою швидкістю, яка визначається за спеціальною формулою, після чого швидкість заливання збіль N. CD СО О) 34917 шується до величини, яка обчислюється по відомих закономірностях Так як заливання форм при литті по моделях, що газифікуються, можна здійснювати як сифонним, так і верхнім підведенням металу, то при сифонному способі заливання запропонований прийом вирішує проблему викидів лише в початковий період заливання, коли ливникова система ще не замкнена стовпом металу в стояку, однак, коли рівень металу у формі й у стояку піднімається над рівнем живильників, продукти деструкції полістиролу можуть бути видалені з зазору метал-модель тільки через пористий шар вогнетривкого покриття моделі Тому що КІЛЬКІСТЬ газових продуктів деструкції полістиролу залежить від площі горизонту дзеркала металу, що визначається геометрією виливка, наявністю кишень, приливів, на практиці в цей період заливання часто мають місце викиди металу в зв'язку з раптовими підвищеннями тиску в зазорі метал-модель При верхньому ПІДВОДІ металу, що має ряд технологічних переваг у порівнянні із сифонним, зменшенням швидкості заливання запобігти викидам металу також можливо лише частково для малогабаритних і нескладних виливків, тому що при заливанні форм великих виливків зниження швидкості заливання приводить до утворення дефектів типу незлитин і недоливів, а при заливанні складних виливків мають місце також обвали і викиди значних мас металу Як і в попередньому, у способі, що розглядається, мають місце ті ж фактори, що обмежують можливість збільшення швидкості заливання при виготовленні виливків масою більш 0,5 г Найбільш близьким до запропонованого рішення є спосіб лиття по моделях, що газифікуються (Японський патент, кл В22С9/04 № 5106016, ол 21 05 76) Спосіб передбачає використання трубки з матеріалу, що газифікується, заформованої у пісок (до упору в модель) і призначеної для видалення продуктів газифікації моделі Недоліком цього способу є те, що в моделі, що газифікується, в процесі її виготовлення або перед формуванням повинен бути зроблений спеціальний газовивідний канал, у МІСЦІ виходу якого з верхньої поверхні моделі треба під'єднати газовідвідну трубку Для того, щоб вивід газів із зазору метал-модель починався якомога раніше глибина, каналу повинна доходити до найнижчих горизонтів моделі, не дотикаючись, однак, до сипучого наповнювача Для дрібних виливків простої конфігурації такий канал може бути виконаний у процесі виготовлення моделі у прес-формі, хоча виконання даної вимоги значно ускладнює виготовлення пресформ При виготовленні більш складних і великих виливків у моделі потрібно виконати велику КІЛЬКІСТЬ каналів, що проходять через усі різновисокі перетини моделі, що зв'язано із додатковими і значними трудозатратами У зв'язку з цим в цьому способі, як і в попередньому, в початковому періоді заливання, до моменту відкриття газовивідних каналів, у зазорі метал-модель утворюється розрідження, що є причиною обвалів форми, особливо при виготовленні виливків масою більш 0,5 т, а при наявності в конструкції виливки закритих порожнин або камер, ВІДТІЛЯ важко організувати вивід газів за допомогою газовивідних трубок, при заливанні, як правило, мають місце викиди металу В основу винаходу поставлене завдання створення способу одержання виливків литтям по моделях, що газифікуються, при якому газовий зазор метал-форми, що утворився з початку і до кінця заливання має зв'язок з атмосферою Поставлене завдання вирішується тим, що в способі одержання виливків литтям по моделях, що газифікуються, шляхом гравітаційного заливання розплаву через ливникову систему в порожнину ливарної вакуумованої форми заливання проводять послідовно через дві ливникові системи допоміжну й основну, при цьому заливання починають через допоміжну ливникову систему і продовжують його впродовж 0,05-0,1 від загального розрахункового часу заливання, після чого продовжують і закінчують заливання через основну ливникову систему Допоміжна ливникова система призначена для пропалювання в стінках полістироловоі моделі каналів, якими відразу ж після початку заливання в порожнину ливарної форми засмоктується атмосферне повітря і тиск у зазорі метал-модель вирівнюється з атмосферним Після підведення струменя металу в заливальну чашу основної ливникової системи ця маса розплаву поступає в зазор металмодель, коли він вже зв'язаний з повітрям атмосфери При цьому атмосферний тиск, помножений на площу відкритої поверхні внутрішньої порожнини ливарної форми, створює зусилля, що протидіє аналогічному зусиллю з боку відкритої зовнішньої поверхні ливарної форми - поверхні сипучого наповнювача, що звичайно закривається поліетиленовою плівкою Таким чином консольно висячі або втоплені масиви сипучого наповнювача звільняються від атмосферних деформуючих навантажень, які можуть досягати до 50 кг на 100 см 2 Стабілізуючий ефект вакуумування на сипучий наповнювач при цьому забезпечує йому необхідну жорсткість і геометричні параметри виливка Границі часу заливання через допоміжну ливникову систему визначені дослідним шляхом Перенесення струменя металу на заливальну чашу основної ливникової системи необхідно робити в момент початку підсмоктування повітря через допоміжну ливникову систему, що свідчить про досягнення першими порціями металу живильників, що підводять метал безпосередньо в порожнину ливарної форми Це зв'язано з тим, що допоміжна ливникова система, як і основна, виконується рОЗШИреНОЮ (2л живильників > 'шлаковика - * гстояка) ДЄ Г — • площа У процесі дослідних заливань встановлено, що саме цей відрізок часу складає 0,05-0,1 від загального разрахункового часу заливання На фігурі наведена схема реалізації запропонованого способу лиття по моделях, що газифікуються, у вакуумовані форми У контейнері 1 за допомогою сипучого наповнювача 2 заформована полістиролова модель виливка коробчатого типу 3 Допоміжна ливникова система 4 розташована в безпосередній близькості від основної ливникової системи 5 і призначена для пропалювання каналу для зв'язку з атмосферним тиском внутрішньої порожнини ливарної форми, а також для виводу газів у процесі заливання металу через ос 34917 новну ливникову систему Близьке розташування заливальних воронок, а також місць підведення стояків в обох ливникових системах до моделі забезпечує мінімальний час переведення струменя металу з однієї заливальної воронки в іншу, а також швидке сполучення з атмосферним тиском поверхонь внутрішньої порожнини ливарної форми, що звільняються від моделі Канали, зроблені за допомогою допоміжної ливникової системи 4 забезпечують підтримку атмосферного тиску у внутрішній порожнині ливарної форми, особливо в початковий період заливання через основну ливникову систему 5 Це в свою чергу сприяє стабілізації сипучого наповнювача, в об'ємі якого за рахунок вакуумування ливарного контейнера 1 підтримується понижений в порівнянні з атмосферним тиск (0,05-0,06 МПа) Якщо тривалість заливання менше зазначеного інтервалу часу, то не дивлячись на те, що і ця порція металу досягає нижніх горизонтів порожнини ливарної форми, сумарного перетину пропалених металом каналів особливо при заливанні великих виливків (1,5 т і більш) виявляється недостатньо для безперешкодного пропускання газів, що утворяться на початку заливання, через основну ливникову систему 5, що ІНОДІ приводить до викидів газів і вибризкування металу Перевищення тривалості заливання через допоміжну ливникову систему 4 більш, ніж до 0,1 від загального розрахункового часу заливання приводить до викидів металу або обвалам форми ще при заливанні через допоміжну ливникову систему 4 Надалі в силу зміни площі горизонтального перетину моделі виливка по висоті може мати місце збільшення або зменшення інтенсивності газифікації моделі і ВІДПОВІДНО КІЛЬКОСТІ газових продуктів деструкції моделі, що утворюються При цьому виконаний за допомогою допоміжної ливарної системи 4 канал забезпечує або ВІДВІД газових продуктів деструкції моделі з зазора метал-модель, або пропускає в цей зазор необхідну КІЛЬКІСТЬ атмосферного повітря до одержання там атмосферного тиску При цьому значно зменшується вппив газопроникності вогнетривкого покриття моделі і сипучого наповнювача на інтенсивність видалення газових продуктів деструкції моделі, тому що значна їхня частина видаляється через канал, утворений допоміжною ливниковою системою 4 Це в свою чергу дозволяє збільшити швидкість заливання при литті по моделях, що газифікуються, до значень, близьких для ливникових систем при литті в пустотілі піщано-глинисті форми Технічне рішення, що заявляється, відрізняється від прототипу тим, що початковим періодом заливання через допоміжну ливникову систему в порожнині ливарної форми утворюються канали, з'єднуючі найбільш низькі її горизонти з атмосферою, що запобігає деформації й обвалам сипучого наповнювача й усуває необхідність виготовлення спеціальних газовивідних каналів Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03122)3-72-89 (03122)2-57-03
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of lost pattern casting
Автори англійськоюShynskyi Oleh Yosypovych, Shulha Vasyl Tymofiiovych, Tkachuk Ihor Volodymyrovych, Shynskyi Ihor Olehovych
Назва патенту російськоюСпособ литья по газифицируемым моделям
Автори російськоюШинский Олег Иосифович, Шульга Василий Тимофеевич, Ткачук Игорь Владимирович, Шинский Игорь Олегович
МПК / Мітки
МПК: B22C 9/04
Мітки: лиття, спосіб, газифікуються, моделях
Код посилання
<a href="https://ua.patents.su/4-34917-sposib-littya-po-modelyakh-shho-gazifikuyutsya.html" target="_blank" rel="follow" title="База патентів України">Спосіб лиття по моделях, що газифікуються</a>
Спосіб виготовлення відливків по моделях, що виплавляються, з титанових сплавів
Номер патенту: 18702
Опубліковано: 25.12.1997
Автори: Кондратов Іван Якович, Биков Ігор Дмитрович, Клочихін Валерій Григорович, Розбігаєв Ігор Альфредович, Биков Олег Ігоревич
МПК: B22D 23/00
Мітки: спосіб, виплавляються, моделях, титанових, відливків, сплавів, виготовлення
Формула / Реферат:
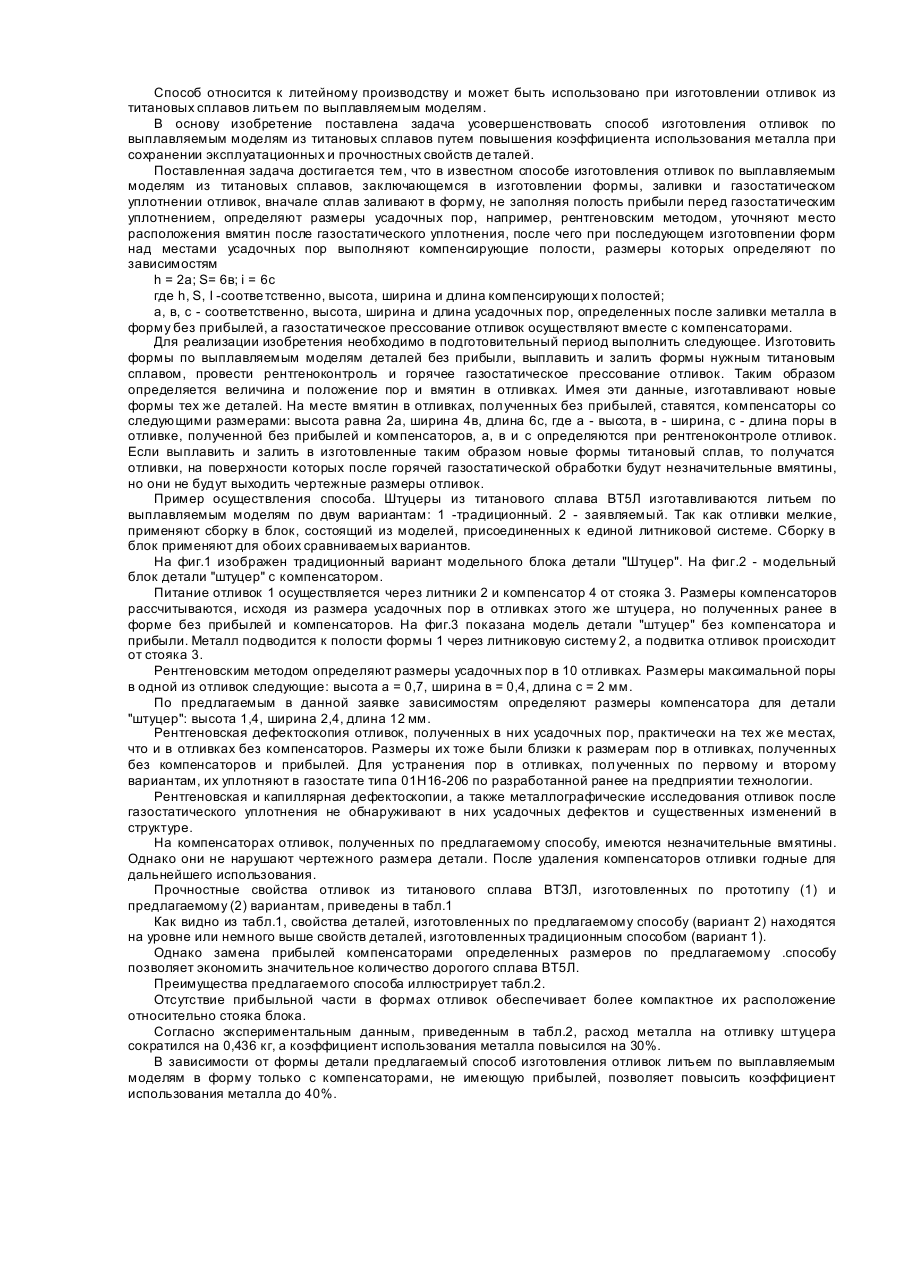
Способ изготовления отливок по выплавляемым моделям из титановых сплавов, включающий изготовление формы, заливку, газостатическое уплотнение отливок, оτличающийся тем, что вначале сплав заливают в форму, не заполняя полость прибыли перед газостатическим уплотнением определяют размеры усадочных пор, например рентгеновским методом, уточняют месторасположение вмятин после газостатического уплотнения, после чего при последующем изготовлении...
Устаткування для виготовлення виливків за моделями, що газифікуються, з кристалізацією під тиском
Номер патенту: 832
Опубліковано: 15.12.1993
Автори: Шульга Василь Тимофійович, Валігура Анатолій Іванович, Каранік Юрій Аполінарійович, Сінчугов Олександр Юр'євич, Лозенко Віктор Іванович, Шинський Олег Йосипович, Черненко Надія Георгієвна
МПК: B22D 18/06, B22D 18/00
Мітки: газифікуються, тиском, устаткування, виливків, виготовлення, кристалізацією, моделями
Формула / Реферат:
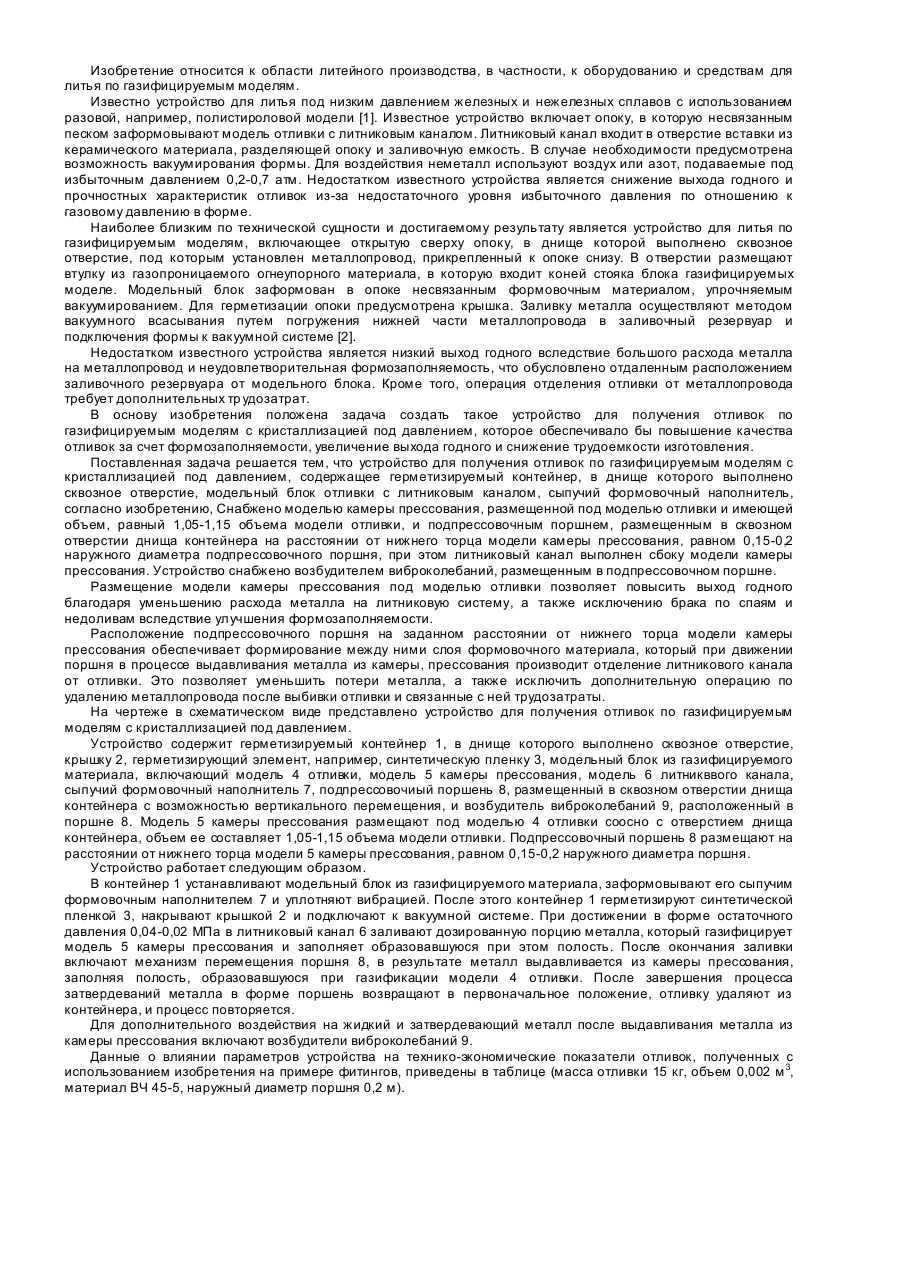
1. Устройство для получения отливок по газифицируемым моделям с кристаллизацией под давлением, содержащее герметизируемый контейнер, в днище которого выполнено сквозное отверстие, модельный блок отливки с литниковым каналом, сыпучий формовочный наполнитель, отличающееся тем, что оно снабжено моделью камеры прессования, размещенной подмоделью отливки и имеющей объем, равный 1,05-1,15 объема модели отливки, и подпрессовочным поршнем,...
Пристрій для відцентрового лиття
Номер патенту: 754
Опубліковано: 15.03.2001
Автори: Суржанський Станіслав Костянтинович, Мітрус Олександр Володимирович, Штань Ілона Владиславівна
МПК: B22D 13/06
Мітки: відцентрового, пристрій, лиття
Формула / Реферат:
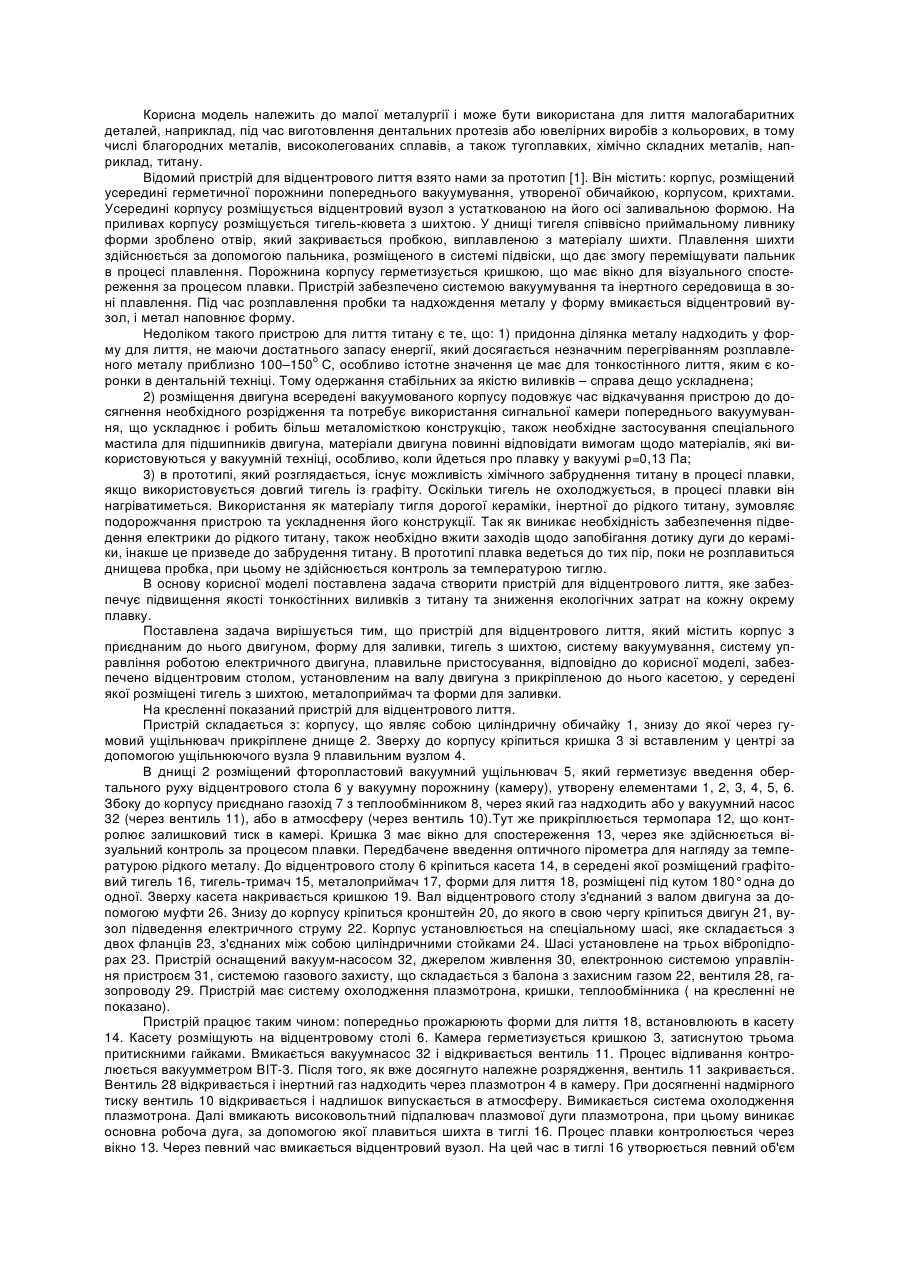
Пристрій для відцентрового лиття, що містить корпус з приєднаним до нього двигуном, форму для заливки, тигель з шихтою, систему вакуумування, систему подачі інертного газу, систему управління роботою електричного двигуна, плавильне пристосування, який відрізняється тим, що він забезпечений відцентровим столом, установленим на валу двигуна з прикріпленою до нього касетою, всередені якої розміщені тигель-тримач, тигель з шихтою, металоприймач,...
Протипригарне покриття для моделей, що газифікуються
Номер патенту: 901
Опубліковано: 15.12.1993
Автори: Шинський Олег Йосипович, Валігура Анатолій Іванович, Князєв Єгор Федорович, Черненко Надія Георгієвна, Селіванов Юрій Олександрович, Трояновська Тамарв Василівна, Сінчугов Олександр Юр'євич
МПК: B22C 3/00
Мітки: покриття, моделей, протипригарне, газифікуються
Формула / Реферат:
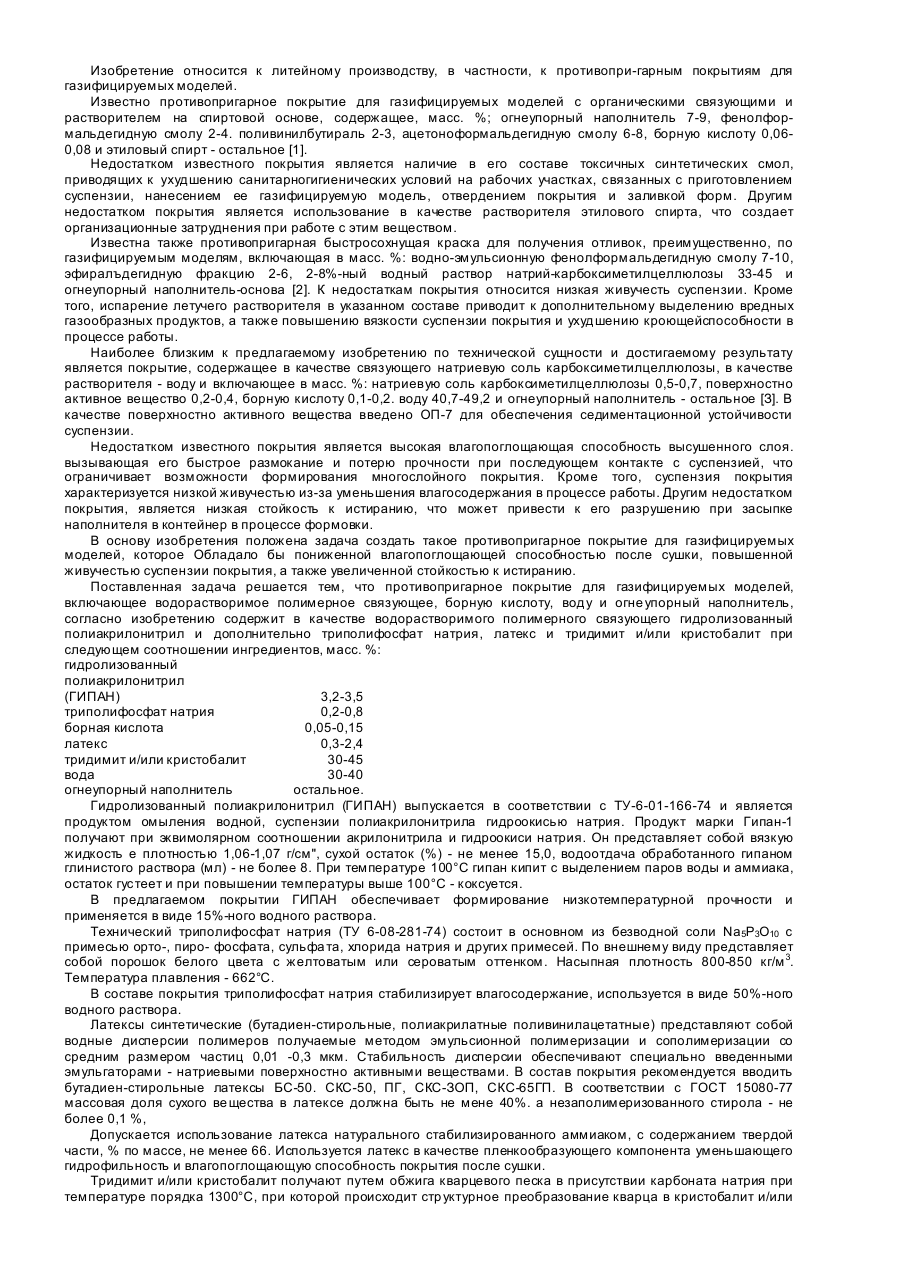
Противопригарное покрытие для газифицируемых моделей, включающее водорастворимое полимерное связующее, борную кислоту, воду и огнеупорный наполнитель, отличающееся тем, что в качестве водорастворимого полимерного связующего оно содержит гидролизованный полиак-рилонитрил и дополнительно триполифосфат натрия, латекс и тридимит и/или кристобалит при следующем соотношении компонентов, масс. %: гидролизованный полиакрилонитрил ...
Установка для виготовлення та вибивки форм із сипучого матеріалу при литті по моделям, що газифікуються
Номер патенту: 1402
Опубліковано: 25.03.1994
Автори: Шинський Олег Йосипович, Черненко Надія Георгієвна, Валігура Анатолій Іванович, Лозенко Віктор Іванович, Шульга Василь Тимофійович, Сінчугов Олександр Юр'євич, Хотян Владімір Ільіч
МПК: B22D 29/00, B22C 7/00, B22C 9/04
Мітки: установка, матеріалу, литті, сипучого, вибивки, моделям, форм, газифікуються, виготовлення
Формула / Реферат:
Установка для изготовления и выбивки форм из сыпучего материала при литье по газифицируемым моделям, содержащая от крытый с торца контейнер, бункер для песка, в днище которого выполнены отверстия, установленный над контейнером с возможностью вертикального перемещения, и зажим для модельного блока, отличающаяся тем, что она снабжена механизмом стыковки контейнера с бункером, представляющим собой направляющие, захватные органы и герметизирующий...
Попередній патент: Спосіб прогнозування перебігу гострого однобічного кохлеоневриту
Наступний патент: Теплиця-парник
Випадковий патент: Спосіб експериментального моделювання хімічного опіку стравоходу