Спосіб повного відстроювання від впливу проміжку у вихорострумовій дефектоскопії феромагнітних виробів
Номер патенту: 34933
Опубліковано: 15.03.2001
Автори: Трушаков Дмитро Володимирович, Ващенко Борис Іванович
Формула / Реферат
Спосіб повного відстроювання від впливу проміжку у вихорострумовій дефектоскопії феромагнітних виробів, полягаючий у тому, що вимірюють сигнал, отриманий від увімкненого в вимірювальний коливальний контур накладного вихорострумового перетворювача, який збуджується сигналом автогенератора синусоїдальної напруги і встановлений на поверхню феромагнітного виробу з деяким заважаючим проміжком, відрізняється тим, що з метою підвищення точності контролю у вимірювальну систему, яка містить вимірювальний коливальний контур, додатково вводять еталонний коливальний контур, виконаний ідентичним вимірювальному і розташований поза поверхнею феромагнітного виробу, порівнюють сигнали від еталонного; і вимірювального коливальних контурів, отриманий сигнал непогодження використовують для керування частотою автогенератора.
Текст
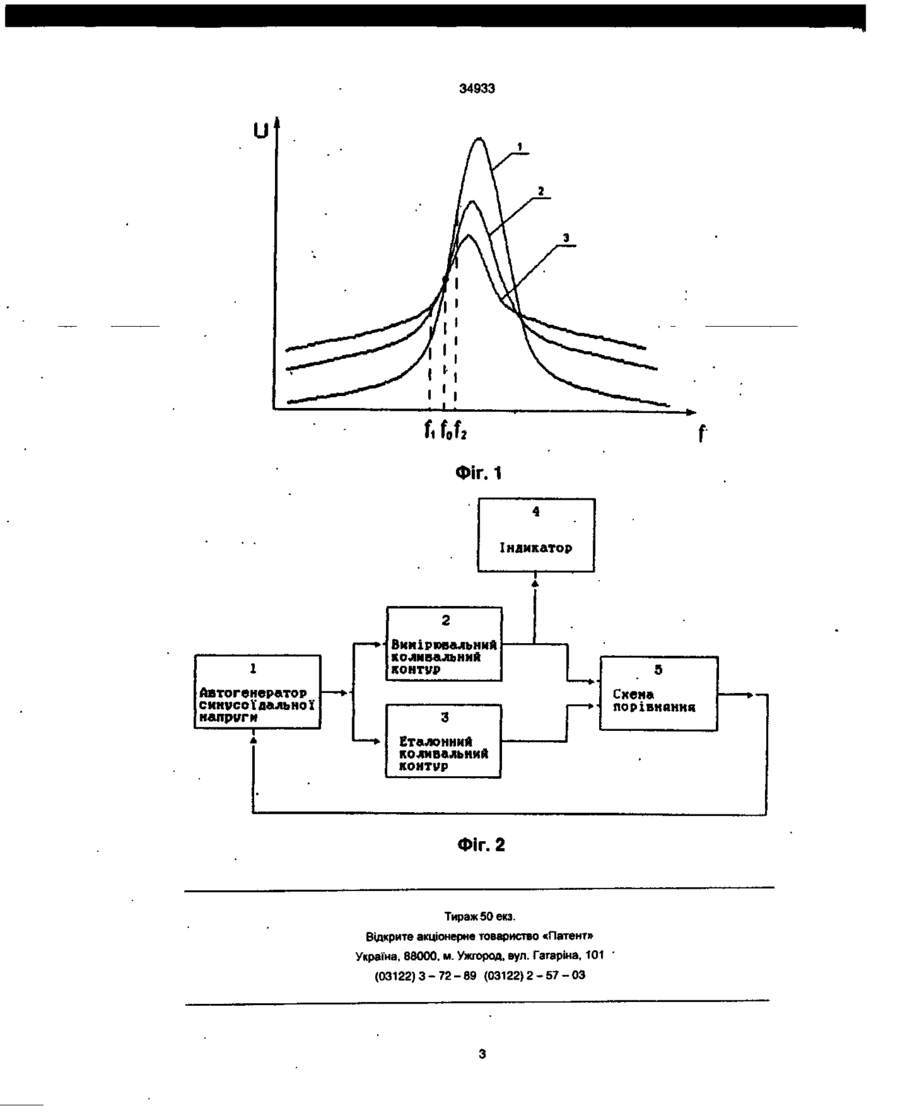
Спосіб повного відстроювання від впливу проміжку у вихорострумовій дефектоскопії феромагнітних виробів полягаючий у тому, що вимірюють сигнал, отриманий від увімкненого в вимірюваль Винахід відноситься до контрольно-вимірювальної техніки і може бути використаний для вихорострумової (електромагнітної) дефектоскопи феромагнітних виробів Відомо, ЩО Є фазовий і амплітудно-фазовий способи відстроювання від впливу проміжку у вихорострумовій дефектоскопії металевих виробів [Дорофеев А Л , Лихачев Р И , Никитин А И Теория и промышленное применение метода вихревых токов М. Машиностроение, 1969, стр 23 26] Ці способи полягають у тому, що лінії, які характеризують зміну опору котушки індуктивності коливального контуру на комплексній площині, внаслідок зміни електропровідності, товщини виробу і проміжку між металевим виробом і котушкою індуктивності мають різні напрямки Вимірювальна система містить два однакові коливальні контури, один з яких є вимірювальним, котушка індуктивності котрого є накладним вихорострумовим перетворювачем, а інший призначено для компенсації вимірювальної напруги Первинні обмотки котушок індуктивності коливальних контурів увімкнені послідовно злагоджено, а вторинні • послідовно назустріч При балансі вимірювальної системи повна напруга на її виході буде дорівнювати нулю, так як напруги на вторинних обмотках котушок індуктивності будуть рівними за величиною і протилежними за фазою При дефектоскопії металевих виробів за допомогою цих способів вимірюєть ний коливальний контур накладного вихорострумового перетворювача, який збуджується сигналом автогенератора синусо«дальноі напруги і встановлений на поверхню феромагнітного виробу з деяким заважаючим проміжком, відрізняється тим, що з метою підвищення точності контролю у вимірювальну систему, яка містить вимірювальний коливальний контур, додатково вводять еталонний коливальний контур, виконаний ідентичним вимірювальному і розташований поза поверхнею феромагнітного виробу, порівнюють сигнали від еталонного^ вимірювального коливальних контурів, отриманий сигнал непогодження використовують для керування частотою автогенератора ся як амплітуда так і фаза напруги непогодження, яка виникає на виході системи коливальних контурів Вимірювальна система настроюється таким чином, щоб вона не реагувала на приріст напруги, який обумовлено зміною проміжку між накладним вихорострумовим перетворювачем і поверхнею металевих виробів Недоліком цих способів є зменшення розрізнювальної здатності тобто можливості виявляти дрібні дефекти при великих коливаннях проміжку, який виникає внаслідок забруднення і нерівності поверхні, що контролюється Найбільш близьким до винаходу є резонансний спосіб відстроювання від впливу проміжку у вихорострумовій дефектоскопії металевих виробів [Дорофеев А Л , Лихачев Р И Никитин А И Теория и промышленное применение метода вихревых токов М Машиностроение, 1969, стр 26 28] Він полягає у виборі робочої точки на схилі резонансної кривої При цьому способі використовуються властивості коливального контуру Резонансна частота і добротність паралельного коливального контуру залежать як від зміни проміжку, так і від зміни характеристик матеріалу виробу Зміна проміжку між накладним вихорострумовим перетворювачем і поверхнею металевого виробу буде змінювати величину взаємного зв'язку між ними і, таким чином, змінювати імпеданс коливаль СО со О со o> 34933 ного контуру Принцип дії способу полягає у тому, що вимірюють сигнал, отриманий від увімкненого в вимірювальний коливальний контур накладного вихорострумового перетворювача, який збуджується сигналом автогенератора синусоїдальної напруги і встановлений на поверхню феромагнітного виробу з деяким заважаючим проміжком. При певній настройці коливального контуру цей спосіб дозволяє виключити або значно послабити вплив проміжку. Для цього робоча точка обирається на схилі резонансної кривої вимірювального коливального контуру. При наближенні і встановленні перетворювача на струмопровідну феромагнітну поверхню його активний опір та індуктивність збільшуються. В результаті цього резонансна частота вимірювального коливального контуру зменшується і добротність його також трохи зменшується Внаслідок цього резонансна крива зсувається у бік більш низьких частот і стає більш пологою Резонансна крива вимірювального коливального контуру, який знаходиться поза поверхнею феромагнітного виробу перетинається з резонансними кривими вимірювального коливального контуру, які відповідають станам при наближенні і встановленні накладного вихорострумового перетворювача на феромагнітну поверхню, відповідно, у точці, яка характеризується певною частотою Якщо вимірювальний коливальний контур живити змінним струмом цієї частоти, амплітуда напруги у контурі буде залишатися практично незмінною при малих змінах проміжку між перетворювачем і поверхнею феромагнітного виробу. Однак і цей спосіб не забезпечує повного відстроювання від впливу проміжку у вихорострумовій дефектоскопії феромагнітних виробів, так як при перевищенні певного проміжку інформаційні сигнали, що викликані наявністю дефекту і наявністю проміжку, можуть співпадати. В основу винаходу поставлено задачу підвищення точності контролю, тобто спосіб повного відстроювання від впливу проміжку у вихорострумовій дефектоскопії феромагнітних виробів шляхом відстроювання від впливу коливань проміжку між накладним вихорострумовим перетворювачем і контрольованою поверхнею. Це досягається підтримкою постійним значення частоти коливань у вимірювальному коливальному контурі, при якій амплітуда напруги у цьому контурі не залежить від величини коливань проміжку. Запропонований спосіб здійснений наступним чином. У вимірювальну систему, яка містить вимірювальний коливальний контур, додатково вводять еталонний коливальний контур, виконаний ідентичним вимірювальному і розташований поза поверхнею феромагнітного виробу. Порівнюють сигнали від еталонного і вимірювального коливальних контурів, отриманий сигнал непогодження використовують для керування частотою автогенератора, що виробляє частоту f 0 , при якій амплітуда напруги у вимірювальному коливальному контурі не залежить від величини проміжку Робоча частота f0 обирається на лівому схилі характеристики вимірювального коливального контуру. Здійснення способу представлено графічними матеріалами, де на фіг. 1 зображені резонансні характеристики вимірювального коливального контуру в різних режимах роботи; на фіг. 2 - структурна схема вихорострумового дефектоскопа для контролю феромагнітних виробів. На фіг. 1 відповідно крива 1 - резонансна характеристика еталонного коливального контуру і збіжна з нею характеристика вимірювального коливального контуру, який знаходиться поза поверхнею феромагнітного виробу. Криві 2 І 3 - резонансні характеристики вимірювального коливального контуру, які відповідають станам при наближенні і встановленні накладного вихорострумового перетворювача на поверхню феромагнітного виробу, відповідно. Частота f0 -робоча частота вимірювального коливального контуру, ft і f2 частоти, на яких амплітуда напруги у еталонному коливальному контурі менше, ніж у вимірювально-' му коливальному контурі і більше, відповідно. Резонансні криві 1, 2 і 3 перетинаються у точці, яка відповідає частоті f0 На фіг. 2 структурна схема пояснює .принцип дії запропонованого способу. Відповідно елемент 1 - автогенератор синусоїдальної напруги, елемент 2 - вимірювальний коливальний контур, елемент 3 - еталонний коливальний контур, елемент 4 - індикатор, елемент 5 - схема порівняння. Вихід автогенератора 1 підключено паралельно до входів вимірювального 2 і еталонного 3 коливальних контурів. Вихід вимірювального коливального контуру 2 підключено до індикатора 4. Крім того виходи вимірювального 2 і еталонного 3 коливальних контурів приєднані до входів'схеми порівняння 5. Вихід схеми порівняння 5 приєднано до керуючого входу автогенератора 1. Вихорострумовий дефектоскоп працює наступним чином. Автогенератор 1, що є джерелом синусоїдальної напруги, збуджує підключені до його виходу вимірювальний 2 та еталонний 3 коливальні контури. В початковому стані вимірювальний 2 і еталонний 3 коливальні контури знаходяться поза поверхнею феромагнітного виробу, що контролюється, і виконані таким чином, що їх характеристики ідентичні. В робочому стані, коли накладний вихорострумовий перетворювач установлено на поверхню феромагнітного виробу, частота автогенератора може бути fi менше f0 або h більше fo, як видно з фіг. 1 В цих двох випадках, пристроєм порівняння 5 виробляється сигнал непогодження, який використовується для керування частотою автогенератора 1. В результаті автогенератор 1 виробляє частоту fo, при якій амплітуда напруги у вимірювальному . коливальному контурі не залежить від величини проміжку між накладним вихорострумовим перетворювачем і контрольованою поверхнею феромагнітного виробу, який є заважаючим фактором у вихорострумовій дефектоскопії. Запропонований спосіб може бути використаний для забезпечення більш точного визначення дефектів типу "тріщина" при виготовленні та експлуатації' феромагнітних виробів незалежно від впливу проміжку між накладним вихорострумовим перетворювачем і поверхнею феромагнітного виробу, що контролюється. 34933 Індикатор Вимірювальний коливальний контур Автогенератор синусо ї дальної напруги Схема ПОРІВНЯННЯ Еталонний коливальний контур Фіг. 2 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна. 88000. м. Ужгород, вул. Гагаріна, 101 (03122)3-72-89 (03122)2-57-03
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for complete de-jamming from gap effect in vortex-current defectoscopy of ferromagnetic articles
Автори англійськоюVaschenko Borys Ivanovych, Trushakov Dmytro Volodymyrovych
Назва патенту російськоюСпособ полного отстраивания от влияния промежутка в вихре-токовой дефектоскопии ферромагнитных изделий
Автори російськоюВащенко Борис Иванович, Трушаков Дмитрий Владимирович
МПК / Мітки
МПК: G01N 27/90
Мітки: виробів, спосіб, проміжку, дефектоскопії, повного, відстроювання, впливу, феромагнітних, вихорострумовий
Код посилання
<a href="https://ua.patents.su/4-34933-sposib-povnogo-vidstroyuvannya-vid-vplivu-promizhku-u-vikhorostrumovijj-defektoskopi-feromagnitnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб повного відстроювання від впливу проміжку у вихорострумовій дефектоскопії феромагнітних виробів</a>
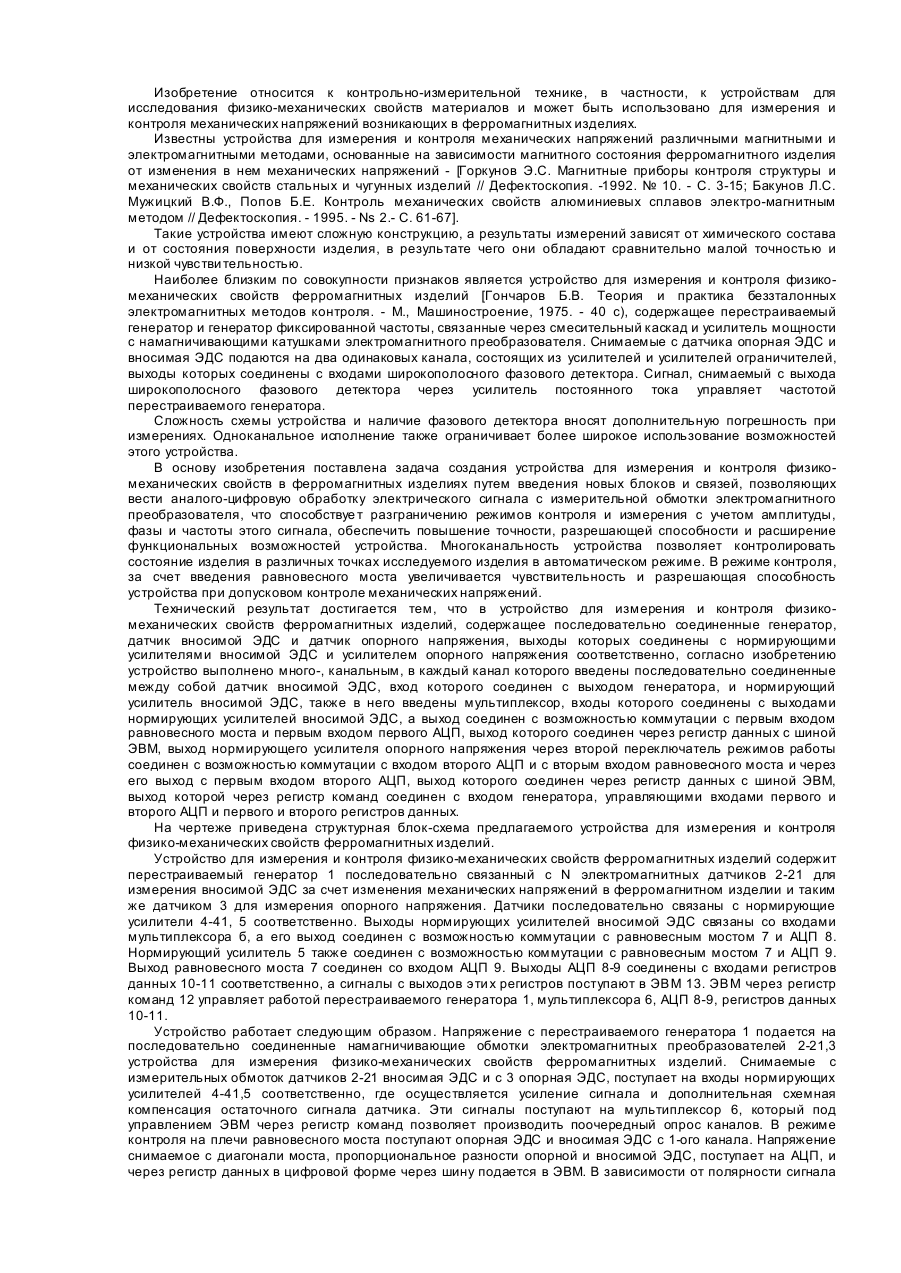
Пристрій для вимірювання та контролю фізико-механічних властивостей феромагнітних виробів
Номер патенту: 20922
Опубліковано: 07.10.1997
Автори: Себко Вадим Пантелейович, Фролов Валентин Олексійович, Бредіхін Володимир Михайлович
МПК: G01B 7/00, G01N 27/00
Мітки: фізико-механічних, виробів, феромагнітних, пристрій, вимірювання, властивостей, контролю
Формула / Реферат:
Устройство для измерения и контроля физико-механических свойств ферромагнитных изделий, содержащее генератор, выход которого соединен с каналом, состоящим из последовательно соединенных датчика вносимой ЭДС и нормирующего усилителя, и датчика опорного напряжения, выход которого соединен со входом нормирующего усилителями опорного напряжения, соответственно, отличающееся тем, что устройство выполнено многоканальным, каждый канал которого...
Спосіб одержання хлібобулочних виробів
Номер патенту: 35197
Опубліковано: 15.03.2001
Автор: Обрубінський Геннадій Вікторович
МПК: A21D 8/06
Мітки: хлібобулочних, одержання, виробів, спосіб
Формула / Реферат:
Спосіб одержання хлібобулочних виробів, який передбачає піддання тістових заготовок дії вакууму, який відрізняється тим, що тістові заготовки піддають дії вакууму під тиском 0,76-38 мм рт. ст.
Спосіб визначення температури кюрі поверхні феромагнітних матеріалів
Номер патенту: 31050
Опубліковано: 15.12.2000
Автори: Філіппов Олександр Сергійович, Васильєв Михайло Олексійович, Сидоренко Сергій Іванович
МПК: G01R 33/12, G01K 13/00
Мітки: матеріалів, феромагнітних, кюрі, спосіб, температури, поверхні, визначення
Текст:
...Кюрі визначається шляхом аналізу характерних особливостей на графіках залежності вимірюваной характеристики від температури, шо обумовлені переходом матеріалу з феромагнітного до парамагнітного стану. Недоліками такого способу також є необхідність використання для вимірювань зразків порівняно великої маси (декілька грамів і більше), неможливість проведення визначення температури Кюрі в м ікрооб'смах речовини, наприклад у тонких...
Спосіб обробки скляних виробів та листового скла
Номер патенту: 28933
Опубліковано: 16.10.2000
Автор: Магєрамов Рафік Іскандеровіч
МПК: C03C 15/00, C03C 23/00
Мітки: виробів, листового, обробки, скляних, спосіб, скла
Формула / Реферат:
Спосіб обробки скляних виробів та листового скла, що полягає у хімічній обробці поверхневої плівки скляного виробу, який відрізняється тим, що скляні вироби та листове скло обробляють у насиченому лужному розчині при температурі за Цельсієм від 76 до 80 градусів з урахуванням витримки виробу у розчині при зазначеній температурі від 6 до 8 годин.
Спосіб дугового зварювання з короткими замиканнями дугового проміжку та пристрій для його здійснення
Номер патенту: 27165
Опубліковано: 15.08.2000
Автори: Сараєв Юрій Миколаєвич, Тімошенко Анатолій Кірілович, Князьков Анатолій Федорович, Заруба Ігор Іванович
Мітки: зварювання, короткими, дугового, спосіб, замиканнями, здійснення, пристрій, проміжку
Формула / Реферат:
Формула изобретения1. Способ дуговой сварки с короткими замыканиями дугового промежутка, осуществляемый от источника постоянного тока, содержащего сглаживающий дроссель, при котором производят кратковременное снижение тока перед коротким замыканием и к моменту разрыва перемычки, отличающийся тем, что, с целью повышения производительности процесса сварки за счет сокращения длительности короткого замыкания, сглаживающий дроссель...
Попередній патент: Спосіб лікування парасистолії
Наступний патент: Вихорострумовий дефектоскоп для контролю феромагнітних виробів
Випадковий патент: Мобільна гідравлічна електрична станція