Спосіб виготовлення зварювального плавленого флюса
Номер патенту: 35029
Опубліковано: 15.03.2001
Автори: Гурман Володимир Григорович, Репкін Микола Борисовіч, Кузьменко Володимир Григорович, Дерментлі Федір Семенович, Токарев Володимир Сергійович, Гончаров Ігор Олександрович, Притоманов Сергій Олексійович, Білий Іван Іванович, Кудін Геральд Григорович, Танічев Олексій Григорович, Боровиков Олексій Вікторович, Негляд Віктор Микитович, Куцін Володимир Семенович
Формула / Реферат
Спосіб виготовлення зварювального плавленого флюса, що включає підготовку шихти, виплавку флюсу в електропечі з вуглецевою футеровкою, грануляцію розплаву в воду, прокалювання і розсів, який відрізняється тим, що шихту підготовляють в електропечі, з сировинних матеріалів виплавляють два шлаки з різною основністю, один з яких кислий з В = 0,5-0,75, а другий основний з В = 0,85-1,2, де В - основність за формулою МІЗ, механічно змішують ці шлаки у співвідношенні від 10:90 до 90:10 і розплавляють .суміш шлаків електричною металевою дугою, а отриманий окислений скловидний шлак подають до електропечі для виплавлення пемзоподібного флюса, який має слідуючий хімічний склад (в %): SiO2 - 15,0-43,0; MnO - 19,0-34,5; Аl2O3 - 7,0-33,0; CaF2 - 5,0-16,0; TiO2 - 0,4-5,0; В2О3 - 0,01-0,5; K2O+Na2O - 0,01-2,5; CaO - 1,0-12,0; MgO - 0,1-4,0; Fе2О3 - 0,1-1,0.
Текст
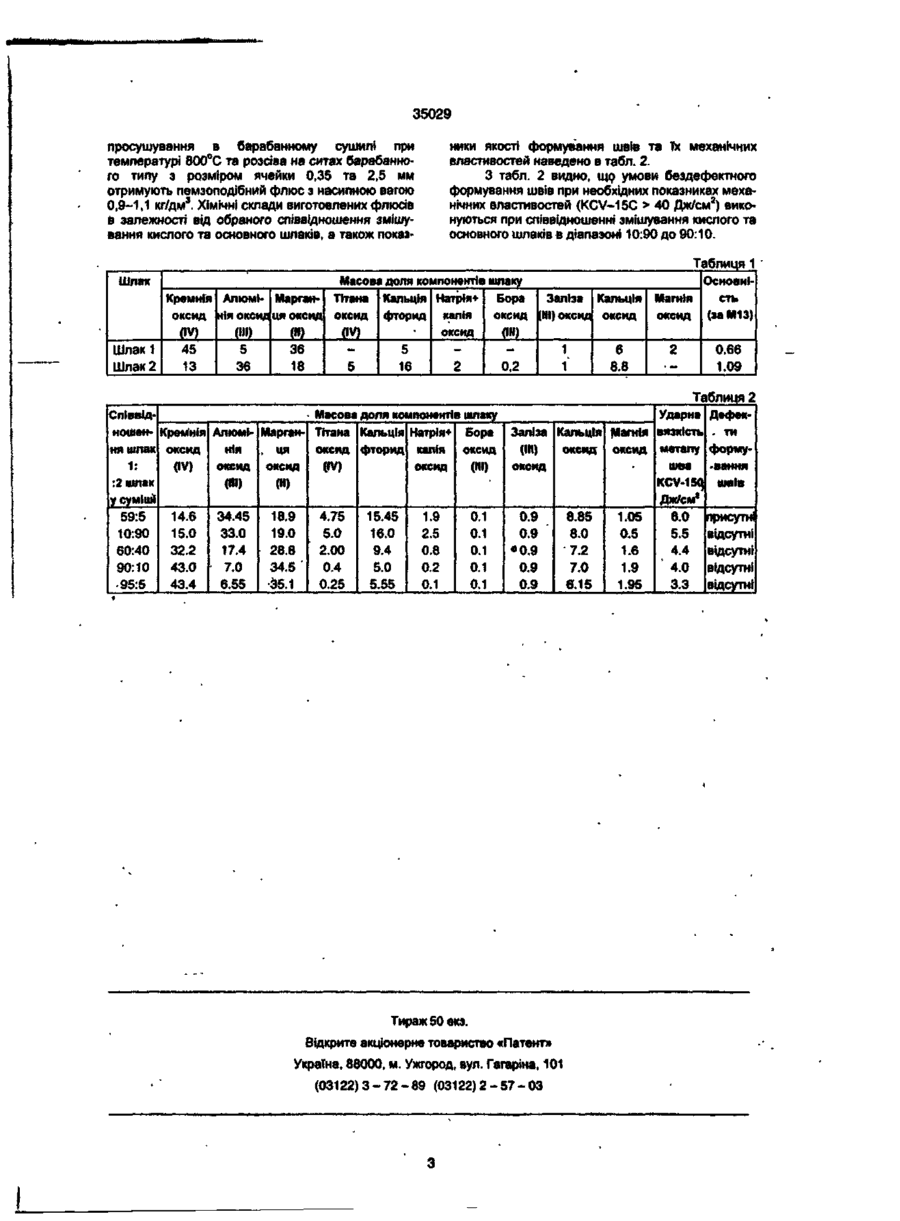
Спосіб виготовлення зварювального Плавленого флюса, що включає підготовку шихти, вип Завдяки винаходу є вдосконалення способу виготовлення зварювального флюсу за рахунок зміни технології підготовки шихти, що дозволяє отримати шихтовий матеріал з потрібним хімічним складом та основністю, пониженим вмістом арки, Ф CM о до со < 35029 фосфору та газів, і, тим самим, покращити якість виготовляємого флюса Поставлене завдання досягається тим, що в способі виготовлення зварювального плавленого флюса, що включає підготовку' шихти, виплавку флюсу в електропечі з вуглецевою, грануляцію розплава в воду, прокалювання і розсів, при якому підготовка шихти складається з виплавки в електропечі з сировинних матеріалів двох шлаків з різною основністю, один з яких кислий з В = 0,50,75, а другий основний з В = 0,85-1,2, де В - основність за формулою МІЗ, механічного змішування цих шлаків у співвідношенні від 1090 до 90:10 і розплавлення суміші електричною металевою дугою, а отриманий окислений скловидний шлак по дають до електропечі для виплавлення пемзоподібного флюсу. Зварювальний плавлений флюс, виготовлений цим спосрбом має слідуючий хімічний склад (в %)• SiO2 - 15,0-43,0; МпО - 19,034,5; АІгОз - 7,0-33,0; CaF2 - 5,0-16,0; ТЮ 2 - 0,45,0; В2Оз - 0,01-0,5; K2O+Na2O - 0,01-2,5; CaO 1,0-12,0; MgO - 0,1-4,0; Fe 2 O 3 - 0,1-1,0. Технологія підготовки шихти складається з слідуючих операцій. Спочатку з сировинних матеріалів в електропечі з вуглецевою футеровкою виплавляють два шлаки з різним рівнем основності: 1) кислий з В = 0,5-0,75; 2) основний з В = 0,85-1,2, де В - основність за формулою МІЗ. CaO + MgO + BaO + SrO + К г О + Na2O + CaF2 + 0,5(MnO + FeO) SiO2 + 0,5( AI2O3 + ТіО г + ZnOz) Промисловість розробила великий набір марок сталей та зварювальних дротів. Крім того, постійно змінюються вимоги до зварних з'єднань (в т. ч. механічних властивостей). Через обмежені можливості металургійного впливу' існуючих зварювальних флюсів на шов ці вимоги досить часто буває важко виконати. Головними вимогами до зварювальних флюсів є якісне бездефектне формування швів та забезпечення необхідного рівня механічних властивостей з'єднань. Ці вимоги взаємозаперечливі і їх виконання залежить від рівня основності використовуємих флюсів. Так, при застосуванні кислих зварювальних флюсів вдаєть- • ся досягти відмінних показників формування швів при досить низькому рівні механічних властивостей зварних з'єднань. Використання основних зварювальних флюсів, навпаки, відрізняється високим рівнем механічних властивостей зварних швів та посередніми зварювально-технологічними властивостями. Для можливості регулювання механічними властивостями зварних швів у досить широкому діапазон» потрібно мати два шлаки з різним рівнем основності. Виготовлення кислих шлаків з основністю В 1,2 недоцільно. Вибір верхньої межі основності кислого шлака (В = 0,75) та нижньої межі основності основного шлака (В - 0,85) обумовлений обмеженням діапазона регулювання металургійних властивостей зварювального флюсу, що буде отримано за даним способом. Отримання вищевказаних шлаків: кислого та основного в заданих межах основності з точки зору технології виготовлення не зустрічає ніяких перешкод. Вони плавляться при відносно низькій температурі, близькій до евтектичної. Регулювання металургійними властивостями зварювальних флюсів здійснюється таким чином. В залежності від марки сталі і дроту, що використовується при зварюванні, та необхідного рівня вимог до механічних властивостей зварних швів кислий та основний шлаки механічно змішують у співвідношенні від 10:90 до 90:10. Використання у суміші понад 90% кислого шлаку призведе до виплавки флюсу з неприпустимо низькими механічними властивостями зварних швів. При перевищенні рівня 90% основного шлака в суміші у виготовленому флюсі значно погіршується формування швів, утворюється цілий ряд дефектів, Застосовуючи концентроване джерело нагріву - електричну металеву дугу, що має температуру, яка перевищує 2000°С, розплавляють суміш шлаків, яку розміщують тонким шаром (до 100 мм) на металевій поверхні При цьому вдається досягти необхідних окислювальновідновлювальних умов, при яких значно знижується рівень вмісту сірки та фосфору (менше 0,1%), проходить дегазація розплаву. При цьому утворюється окислений скловидний шлак з вмістом оксиду заліза до 10%, який є головним компонентом шихти для подальшої виплавки флюсу за звичайною технологією. Цей шлак подають в електропіч, де під час. його розплавлення проходить відновлення заліза з оксиду. Шлак, який має однорідний хімічний склад, плавиться при відносно низькій температурі, близькій до евтектичної. При малих затратах електроенергії забезпечується швидке досягнення гомогенності розплаву. Перегрітий розплав зливають у грануляційний басейн з водою. При цьому утворюється пемзоподібний флюс, який після прокалювання та розсіва має насипну вагу 0,9-1,1 кг/дм3. Приклад. Спочатку в електропечі типу ПЕФ 1,4 з вуглецевою футеровкою виплавляють кислий та основний шлаки (Див. таб. 1). Для виготовлення зварювального флюса, що забезпечує рівень ударної в'язкості металу шва KCV-15C > 40 Дж/смг при зварюванні сталей типу X 70 зварювальним дротом типу Св-08ПНМТ обирають співвідношення, у якому механічно змішують отримані шпаки. Суміш розсипають тонким шаром (до 100 мм) на сталеву поверхню і розплавляють пучком з трьох рухомих дуг сталевим електродом безкінцевої довжини. Параметри дуг: Vi = 35В, h = 1400А, V2 = 35В, І 2 = 1250А, V3 = 45В, Із = 1050А. Швидкість руху пучка дуг 110 м/год. При цьому утворюється скловидний окислений шлак з вмістом FeO до 10%. Він відрізняється низьким вмістом сірки, фосфора та газів Цей шлак подають для плавки в електропечі типу ПЕФ 1,4. Після грануляції перегрітого розплава в воду, 35029 просушування в барабанному сушилі при температурі 800°С та розсіва на стах барабанного типу з розміром ячейки 0,35 та 2,5 мм отримують пемзоподібний флюс з насипною вагою 0,9-1,1 кг/дм3. Хімічні склади виготовлених флюсів б залежності від обраного співвідношення змішування кислого та основного шлаків, а також показ ники якості формування швів та Тх механічних властивостей наведено в табл. 2. З табл. 2 видно, що умови бездефектного формування швів при необхідних показниках механічних властивостей (KCV-15C > 40 Дж/см2) виконуються при співвідношенні змішування кислого та основного шлаків в діапазоні 10:90 до 90:10. Масова доля компонентів шлаку Кремнія АЛЮМІ- Марган- Тітана Кальція Натрія* Бора Заліза Кальція оксид НІЙ оксид ця оксид оксид фторид калія оксид (III) оксид оксид (III) (IV) оксид (III) (Я) Шлакі 1 45 36 5 5 6 0,2 1 Шлак 2 13 18 5 8.8 36 16 2 Шлак Таблиця 1 Основність Магнія оксид (за М13) 2 0.66 1.09 Таблиця 2 • Масова доля компонентів шлаку Ударна ДефекСпіввідношен- Кремнія Алюмі- Марган- Тітана Кальція Натрія* Бора Заліза Кальція Магнія ВЯЗКІСТЬ - ти ня шлак оксид иія , ця оксид фторид калія оксид оксид оксид металу формушва -ваиня оксид оксид 1: (IV) оксид оксид CIV) (НІ) KCV-isq ШВІВ :2 шлак (ЇМ) (Н) у суміші Дж/см» 4.75 14.6 34.45 18.9 15.45 1.9 59:5 0.1 8.85 1.05 0.9 6.0 присутні 16.0 10:90 15.0 33.0 19.0 5.0 2.5 0.1 0.9 8.0 0,5 5.5 відсутні 4.4 відсутні 17.4 2.00 9.4 60:40 32.2 28.8 0.1 7.2 0.8 «0.9 1.6 90:10 43.0 7.0 34.5 0.4 5.0 0.2 0.1 7.0 4.0 відсутні 0.9 1.9 43.4 35.1 0.25 5.55 0.1 0.9 95:5 6.55 0.1 6.15 3.3 відсутні 1.95 т Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 - 7 2 - 8 9 (03122) 2 - 5 7 - 0 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of welding melt flux
Автори англійськоюBilyi Ivan Ivanovych, Borovykov Oleksii Viktorovych, Honcharov Ihor Oleksandrovych, Hurman Volodymyr Hryhorovych, Dermentli Fedir Semenovych, Kudin Herald Hryhorovych, Kuzmenko Volodymyr Hryhorovych, Kutsyn Volodymyr Semenovych, Nehliad Viktor Mykytovych, Prytomanov Serhii Oleksiiovych, Repkin Mykola Borysovych, Tanichev Oleksii Hryhorovych, Tokarev Volodymyr Serhiiovych
Назва патенту російськоюСпособ изготовления сварочного плавленого флюса
Автори російськоюБилый Иван Иванович, Боровиков Алексей Викторович, Гончаров Игорь Александрович, Гурман Владимир Григорьевич, Дерментли Федор Семенович, Кудин Геральд Григорьевич, Кузьменко Владимир Григорьевич, Куцин Владимир Семенович, Негляд Виктор Никитич, Притоманов Сергей Алексеевич, Репкин Николай Борисович, Таничев Алексей Григорьевич, Токарев Владимир Сергеевич
МПК / Мітки
МПК: B23K 35/00
Мітки: флюса, зварювального, виготовлення, плавленого, спосіб
Код посилання
<a href="https://ua.patents.su/4-35029-sposib-vigotovlennya-zvaryuvalnogo-plavlenogo-flyusa.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення зварювального плавленого флюса</a>
Шихта для одержання плавленого зварювального флюсу типу ан-47
Номер патенту: 183
Опубліковано: 30.04.1993
Автори: Осіпов Микола Якович, Залевський Анатолій Васильович, Роговський Анатолій Антонович, Галініч Володимир Іларіонович, Перельська Людмила Калманівна
МПК: B23K 35/362
Мітки: шихта, одержання, зварювального, плавленого, типу, ан-47, флюсу
Формула / Реферат:
Формула изобретенияШихта для получения плавленого сварочного флюса типа АН-47, содержащая глинозем, марганцеворудный, рутиловый и циркониевый концентраты, фторид кальция, магнезит, кальций - содержащий компонент, а также кварцевый песок, о т л и ч а ю щ а я с я тем, что, с целью снижения уровня выброса загрязняющей среды, расхода энергетических ресурсов и сырьевых материалов за счет выплавки флюса в газопламенных печах, шихта...
Шихта для виплавки фторидно-окисного флюса
Номер патенту: 16409
Опубліковано: 29.08.1997
Автори: Люборець Ігор Іванович, Кривенко Олег Іванович, Кандибка Валентин Павлович, Кучер Іван Гур'євич, Кожушко Едуард Олександрович, Статива Володимир Максимович
МПК: C21C 5/54
Мітки: виплавки, флюса, фторидно-окисного, шихта
Формула / Реферат:
Шихта для выплавки фторидно-оксидного флюса, содержащая кварцевый песок, марганцевый концентрат, известь, каустический магнезит, флюоритовый концецтрат и сырье, содержащее оксид алюминия, отличающаяся тем, что, с целью стабилизации химического состава флюса и снижения затрат на его производство, в качестве сырья, содержащего оксид алюминия, она содержит отсевы шамотного порошка (каолина) с отношением в нем 5і0^ : A1^Оз " 1,0 ...1,7...
Спосіб отримання плавленого вапна
Номер патенту: 1537
Опубліковано: 25.07.1994
Автори: Єрмоленко Валерій Олексійович, Галицький Юрій Петрович, Лагунов Юрій Васильович, Жаворонков Юрій Іванович
МПК: C04B 32/00
Мітки: спосіб, отримання, вапна, плавленого
Формула / Реферат:
Способ получения плавленой извести, включающий загрузку кальцийсодержащего материала и электродуговую обработку его в рудовосстановительных электропечах, отличающийся тем, что, с целью повышения содержания оксида кальция в готовом продукте и его рафинирующей и десульфурирующей способности, кальцийсодержащий материал смешивают с углеродистым восстановителем в количестве 2,0-4,0% от его массы, а загрузку смеси в электропечь осуществляют со...
Сталь для зварювального дроту
Номер патенту: 7788
Опубліковано: 26.12.1995
Автори: Омесь Юрій Миколайович, Кекух Анатолій Володимирович, Тільга Олег Степанович, Макаров Костянтин Григорович, Любимов Іван Михайлович, Макаров Дмитро Григорович, Поляков Валерій Олександрович, Семенов Станіслав Євгенович, Вихлевщук Валерій Антонович
МПК: C22C 38/44, C22C 38/58
Мітки: сталь, дроту, зварювального
Формула / Реферат:
Сталь для сварочной проволоки, содержащая железо, углерод, марганец, кремний, хром, никель, медь, алюминий и молибден, отличающаяся тем, что она дополнительно содержит вольфрам при следующем соотношении ингредиентов, в маc. %:углерод 0,01-0,10 марганец 0,50-2,00 кремний 0,10-0,50 хром ...
Спосіб керування тиристорами джерела зварювального струму
Номер патенту: 27186
Опубліковано: 15.08.2000
Автори: Андреєв Вячеслав Валентинович, Москович Григорій Миколайович
Мітки: спосіб, джерела, зварювального, тиристорами, керування, струму
Формула / Реферат:
Формула изобретенияСпособ управления тиристорами источника сварочного тока, при котором формируют напряжение пилообразной формы, сравнивают его с заданным напряжением и формируют импульс, управляющий тиристорами источника, отличающийся тем, что, с целью повышения качества сварного соединения и увеличения быстродействия и точности стабилизации напряжения источника, дополнительно формируют вспомогательное постоянное напряжение, а момент...
Попередній патент: Термочутливий кабель
Наступний патент: Спосіб компресійного розвитку скелетних м’язів та їх судинних русел та компресійний еспандер для його здійснення (варіанти)
Випадковий патент: Бальзам "вінницький"