Спосіб виробництва сталі
Номер патенту: 35039
Опубліковано: 15.03.2001
Автори: Анісімов Леонід Олександрович, Мухін Олександр Дмитрович, Чуб Євген Петрович, Чуб Петро Іванович, Моцний Валерій Васильович, Учитель Лев Михайлович
Формула / Реферат
Спосіб виробництва сталі, вміщуючий плавлення введених матеріалів, доводку, часткове попереднє розкислення розплаву в сталеплавильному агрегаті, додаткове розкислення перед і в початковий період випуску із сталеплавильного агрегату і остаточне в сталерозливному ковші стандартними феросплавами, легуючими, шлако-металевими флюсами, який відрізняється тим, що в сталерозливний ківш на струмінь металу при рівні 1/8 висоти розплаву в ковші вводять стандартні феросплави, а потім шлакометалевий флюс, зокрема алюмотитановий, у кількості 6,6-8,9 кг/т сталі до рівня 1/2 висоти розплаву в ковші при відповідному еквіваленті алюмотитанового флюсу і металу (0,0083-0,012) т/с до (0,19-0,37) т/с.
Текст
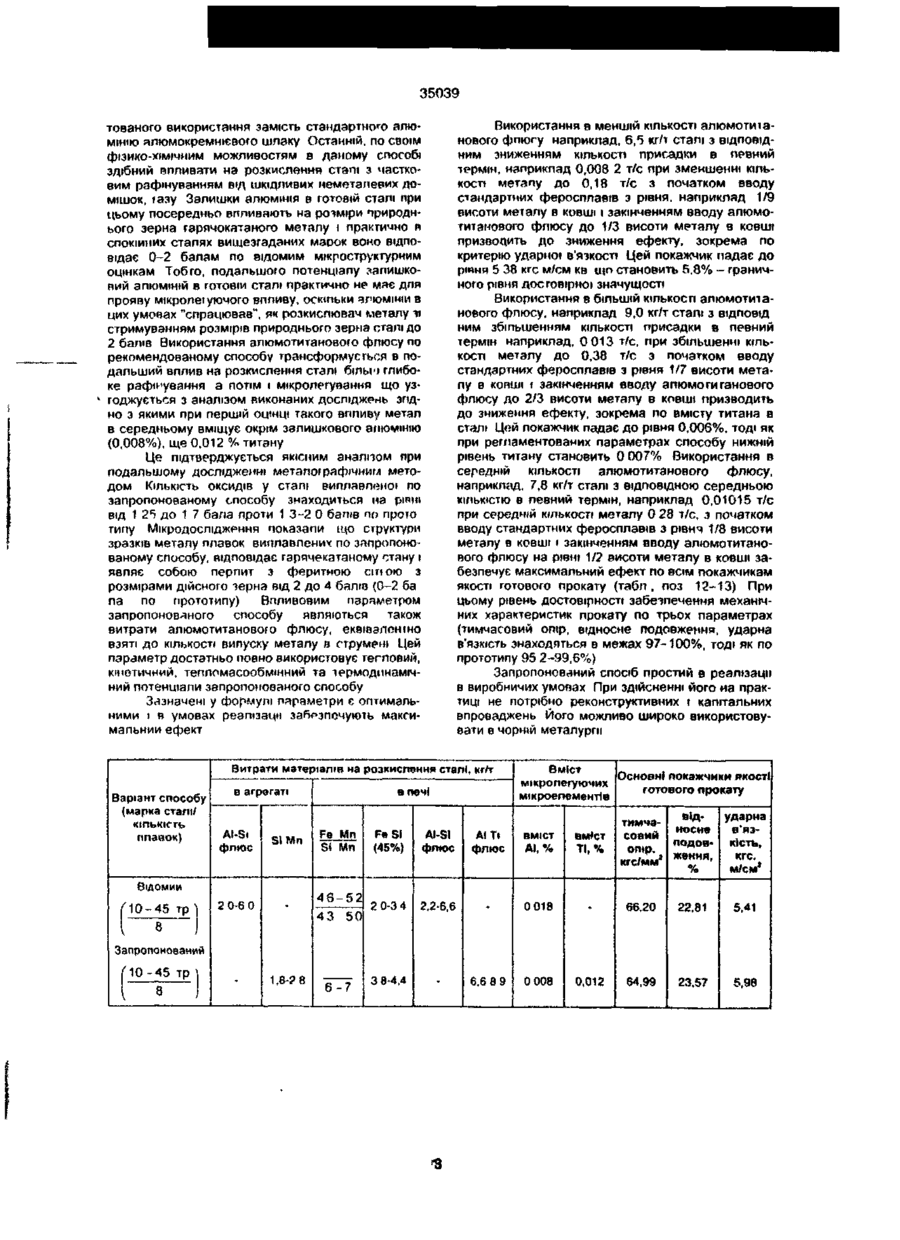
Спосіб виробництва сталі, вміщуючий плавлення введених матеріалів, доводку, часткове Винахід стосується металургії чорних металів, а саме удосконалення розкислення сталі з використанням стандартних і нетрадиційних матеріалів Відомий спосіб виробництва сталі в мартенівській печі, що поєднує в собі плавлення шихтових матеріалів, доводку з подальшим розкисленням розплаву до його випуску із печі в сталерозливний ківш з використанням по регламенту відходів виробництва силікомарганцю, алюмокремнієвого флюсу, а також стандартних феросплавів і пегуючих матеріалів (а с. СРСР № 859460, кл. С21С5/04, 1981 p.). Реалізація способу дає можливість в певній мірі зменшити витрати дефіцитних феросплавів, підвищити якість сталі за рахунок рафінування в період комплексного розкиспення феросплавами і флюсами Але для відомого способу характерні деякі технічні і організаційні недоліки, серед яких головним являється часова віддаленість вводу необхідних матеріалів в піч Так, у випадках присадки в піч, наприклад, відходів виробництва сілікомарганцю за 20 хвилин до випуску, при затяжному випуску плавки із печі (25-40 хвилин) значна кількість корисних розкислюючих елементів вигоряє додатково через збільшення загального окислювального періоду Наслідком цього може бути прорахунок з хімічним складом сталі по окремим елементам і переведення її в нижчу марку, неекономічна витрата частини розкислювачів Найбільш близьким по технічній суті і здобутому ефекту до запропонованого являється спосіб виробництва сталі, який містить плавлення введе попереднє розкислення розплаву в сталеплавильному агрегаті, додаткове розкислення перед і в початковий період випуску із сталеплавильного агрегату і остаточне в сталерозливному ковші стандартними феросплавами, легуючими, шпакометалевими флюсами, який відрізняється тим, що в сталерозливний ківш на струмінь металу при рівні V8 висоти розплаву в ковші вводять стандартні феросплави, а потім шлакометалевии флюс, зокрема алюмотитановий, у кількості 6,6-8,9 кг/г сталі до рівня 1/2 висоти розплаву в ковші при відповідному еквіваленті алюмотитанового флюсу і металу (0,0083-0,012) т/с до (0.19-0,37) т/с. них матеріалів, доводку, часткове попереднє розкислення розплаву в сталеплавильному агрегаті, додаткове розкислення перед і в початковий період випуску із сталеплавильного агрегату і остаточне в сталерозливному ковші стандартними феросплавами, легуючими, шлакометалевими флюсами Він частково передбачає усунення недоліків попереднього технічного рішення. Це за рахунок того, що для часткового розкислення розплаву в сталеплавильному агрегаті в нього на шлакометалевии розплав в період до 10 хвилин до початку випуску плавки, або до 5 хвилин після початку випуску вводять 2 - 6 кг/т сталі алюмокремнієвий флюс (патент A Ne 18995A, С21С5/04, С21С7/06, 25.12 97) При такому способі зменшуються витрати стандартних феросплавів, легуючих, а якість t талі зростає Та для відомого способу характерні недоліки, які проявляються пізніше, в період остаточного розкислення металу в ковші стандартними феросплавами і алюмокремнієвим флюсом. В сталі після її розкислення запишається значна кількість неметалевих домішок, переважно алюмосилікатного походження Це не сприяє покращенню відносного подовження та ударної в'язкості в порівнянні з аналогом Для суттєвого зниження неметалевих домішок в сталі недостачає присутності з відповідним впливом специфічно діючих окремих елементів. Безперечно, прояв таких елементів в комплексі і взаємодії з другими, що присутні в феросплавах та легуючих був би ефективний та покращив би рафінуючий вплив на метал, його о т о ю со 35039 якість Відсутність же технічного рішення для ВІДПОВІДНОГО ефективного забезпечення фізикоХІМІЧНОГО впливу ня метал залишає цю проблему відкритою а тому наведений спосіб виробництва сталі в цій категорії аналізу має значний недопік В основу винаходу поставлена задача удосконалення способу виробництва сталі зокрема в період розкислення відомими і нетрадиційними матеріалами з якісно новим рівнем використання теплофізичного, масообмінного потенціалів металу та фізико-хімічних властивостей алюмотитанового флюсу поєднаних у взаємодію регламентованими параметрами, що дає можливість виробництва матеріало-економічної сталі з підвищеною якістю Рішення поставленої задачі досягають тим, що в способі виробництва сталі, вміщуючому плавлення введених матеріалів, доводку, частково попереднє розкислення розплаву в сталеплавильному агрегаті і остаточне в сталерозливному ковші стандартними феросплавами легуючими, шлакометалевими ф л ю с а м и згідно з винаходом в сталерозливний ківш на струмінь металу при рівні 1/8 висоти розплаву в ковші вводять стандартні феросплави, а потім шлакометалевий флюс, зокрема апюмотитановий у КІЛЬКОСТІ 6 6-8 9 кг/т стал» до рівня 1/2 висоти розплаву в ковші при відповідному еквіваленті алюмотитанового флюсу і металу (0,0083-0 012)т/с до (0,19-0 37)т/с Удосконалення розкислення сталі досягають за рахунок оптимізаци основних параметрів технологи в тому числі тривалості та КІЛЬКОСТІ вводу вибраних матеріалів з поєднанням в комплексну взаємодію кінетичного і тепломасообмінного потенціалів струменю металу з фізико-хімічним потенціалом алюмотитанового флюсу При цьому, чітко враховують поетапність розкислення металу - частково в сталеплавильному аі регаті і остаточно в ковші добиваючись цим самим помірного зниження окислення металу і підготовки його до надійного рафінування переважно від кисню та неметалевих домішок що досягається завдяки фізико-хімічному прояву взаємодії введеного алюмотитанового флюсу з комплексом тепло- і масообмінного потенціалів струменю металу При цьому випливає ефективне використання продуктів взаємодії алюмотитанового флюсу з потенціалом струменю сталі виражене через еквівалентне співвідношення мас флюсу до металу Подальший вплив получених фізико-хімічних властивостей трансформувався в підвищення якості сталі завдяки зниженню вмісту неметалевих домішок та мікролегуючому впливу титану що знайшло своє відображення в зменшенні природнього зерна, підтвердженого мікроструктурним аналізом Зниження вмісту неметалевих домішок в сталі, переважно алюмосилікатного походження пояснюється тим, що при введенні титану в метал в КІЛЬКОСТІ 0,01-0 04 % продукт розкислення FeTiO2 має порівняно невисоку густину що дозволяє при спливанні адсорбувати ІНШІ неметалеві домішки Такі умови найбільш сприятливо впливають на економію стандартних та ефективне використання запропонованих матеріалів, на підвищення якості сталі Запропонований спосіб пройшов випробування в дослідно-промислових умовах Сталь виплавляли в основних 500-т мартенівських печах, опалюваних природним газом і мазутом, з продув кою шихтових матеріалів киснем зверху Після розппавпення шихтових матеріалів, поліровки, доводки отримували шпакометалевии розплав, відповідаючий вимогам параметрів діючої технологічної інструкції, зокрема періоду попереднього часткового розкислення в печі і подальшого випуску плавки з остаточним розкисленням в сталерозливному ковші За цих умов в піч для часткового розкислення сталі за 5 хвилин до випуску плавки, присаджували сілікомарганець в КІЛЬКОСТІ ДО 25% від загального вводу на плавку марганецьвміщуючих феросплавів Потім плавку випускали в два сталерозливні ковші МІСТКІСТЮ ПО 250 т кожний В період випуску плавки, при наповненні кожного з ковшів металом на 1/8 висоти на струмінь присаджували необхідну КІЛЬКІСТЬ марганецькремнійвміщуючих феросплавів, а потім алюмотитановий флюс закінчуючи присадку його до 1/2 висоти металу в ковшах Алюмотитановий флюс вводили в КІЛЬКОСТІ 6 8-8,9 кг/т сталі, фракції 5=50 мм, сухий Цей матеріал являється другорядним продуктом виробництва феротитану способом алюмотермн В його двухфазному складі металева частина (1525%) складається з металевих вкраплень алюмінію і титану Шлакова частина вміщує оксиди,% SiO? - 15,0 Т1О2 - 25,0, MgO - 4,4, АЫЭз - 26,8; CaO - 1,0 СагОз - 3.7, MnO - 0,6 За фізичним впливом флюсу на продукти плавки в ковші спостерігали візуально По закінченні випуску плавки сталь розливали сифонним способом в розширені дороги глуходонні виливниці, з масою зливків до 8 3 т Подальші технологічні операції переділу сталь-прокат виконувались по діючим ТІ Виготовлені зливки трубних (40-45 тр ) сталей прокатувались на круглу заготовку діаметром 90-270 мм В перюд дослідницькою опробування 8 плавок відпрацьовувались всі параметри технологи Рекомендовано перед частковим розкисленням металу в печі мати температуру металу на 5-10°С вище установленої по ТІ Основними критеріями оцінки якості получено* сталі були покажчики фізико-хімічного аналізу, металографічних досліджень механічних характеристик прокату, які відповідали вимогам нормативних документів Для порівняння брали покажчики 8 плавок сталі виплавлених в аналогічних умовах і розкислених по регламенту технологи прототипа Основні результати розкислення сталі по запропонованому способу і прототипу наведені в табпиі \\ Аналіз поданих у табпиці даних свідчить про практичне досягнення рішення поставленої задачі Так установлено що реалізуючи запропоноване технічне рішення, досягають комплексної взаємодії рекомендованих параметрів технологи з акумулюванням в ефект розкислення рафінування та мікролегування сталі Це стало можливим завдяки використанню в способі достатньо потенційного двофазного матеріалу, фізико-хімічні особливості якого при взаємодії з фізико-хімічними властивостями струменю металу а потім сталі в сталерозливному ковші забезпечують якісно новий ефект Для визнання загального впливу технологічного забезпечення рекомендованого способу на розвиток фізико-хімічних особливостей металевого розплаву необхідно послідовно диференційно визначити складові ефекту Так в технологічному плані найбільш удосконалений спосіб виробництва сталі по прототипу розкриває ефект розкислення і частового рафінування сталі за рахунок регламен 35039 тованого використання замість стандартного алюмінію ялюмокремнієвого шлаку Останній, по своїм фізико-хімічним можливостям в даному способі здібний впливати на розкислення етапі з частковим рафінуванням від шкідливих неметалевих домішок, газу Залишки алюмінія в готовій сталі при цьому посередньо впливають на розміри природнього зерна гарячекатаного металу і практично п спокійних сталях вищезгаданих марок воно відповідає 0-2 балам по відомим мікроструктурним оцінкам Тобто, подальшою потенціалу залишковий алюміній в готовій сталі практично не має для прояву мікролеіуючого впливу, оскільки алюміній в цих умовах "спрацював", як розкислювач металу v стримуванням розмірів природнього зерна сталі до 2 балів Використання алюмотитанового флюсу по рекомендованому способу трансформується в подальший вплив на розкислення сталі більи глибоке рафінування а потім і мікролегування що узгоджується з аналізом виконаних досліджень згідно з якими при першій ОЦІНЦІ такого впливу метал в середньому вміщує окрім залишкового алюмінію (0,008%), ще 0,012 % титану Це підтверджується якісним аналізом при подальшому дослідженні метаноїрафічним методом КІЛЬКІСТЬ ОКСИДІВ у етапі виплавленої по запропонованому способу знаходиться \ча рідні від 1 2*7 до 1 7 бала проти 1 3 - 2 0 бапів по про то типу Мікродосліджрння показали що структури зразків металу плавок виплавлених по запропонованому способу, відповідає гарячекатаному стану і являє собою перпит з феритною с т о ю з розмірами дійсного зерна від 2 до 4 балів (0-2 ба ла по прототипу) Впливовим параметром запропонованого способу являються також витрати алюмотитанового флюсу, еквівалентно взяті до КІЛЬКОСТІ випуску металу в струмені Цей параметр достатньо повно використовує тегловий, кінетичний, тепломасообмжний та іермодинамічний потенціали запропонованого способу Зазначені у формулі параметри є оптимальними і в умовах реалізації забезпечують максимальний ефект Використання в меншій КІЛЬКОСТІ алюмотитанового фпюгу наприклад, 6,5 кг/т сталі з ВІДПОВІДНИМ зниженням КІЛЬКОСТІ присадки в певний термін, наприклад 0,008 2 т/с при зменшенні КІЛЬКОСТІ металу до 0,18 т/с з початком вводу стандартних феросплавів з рівня, наприклад 1/9 висоти металу в ковші і закінченням вводу алюмотитанового флюсу до 1/3 висоти металу в ковші призводить до зниження ефекту, зокрема по критерію ударної в'язкості Цей покажчик падає до рідня 5 38 кгс м/см кв що становить 5,8% - граничного рівня достовірної значущості Використання в більшій КІЛЬКОСТІ алюмотитанового флюсу, наприклад 9,0 кг/т сталі з ВІДПОВІД ним збільшенням КІЛЬКОСТІ присадки в певний термін наприклад. 0 013 т/с, при збільшенні КІЛЬКОСТІ металу до 0,38 т/с з початком вводу стандартних феросплавів з рівня 1/7 висоти металу в ковші і закінченням вводу алюмо ги гайового флюсу до 2/3 висоти металу в ковші призводить до зниження ефекту, зокрема по вмісту титана в сталі Цей покажчик падає до рівня 0,006%, тоді як при регламентованих параметрах способу нижній рівень титану становить 0 007% Використання в середній КІЛЬКОСТІ алюмотитанового флюсу, наприклад. 7,8 кг/т сталі з ВІДПОВІДНОЮ середньою КІЛЬКІСТЮ в певний термін, наприклад 0,01015 т/с при середній КІЛЬКОСТІ металу 0 28 т/с, з початком вводу стандартних феросплавів з рівня 1/8 висоти металу в ковші і закінченням вводу алюмотитанового флюсу на рівні 1/2 висоти металу в ковші забезпечує максимальний ефект по всім покажчикам якості готового прокату (табл , поз 12-13) При цьому рівень достовірності забезпечення механічних характеристик прокату по трьох параметрах (тимчасовий опір, відносне подовження, ударна в'язкість знаходяться в межах 97-100%, тоді як по прототипу 95 2-99,6%) Запропонований спосіб простий в реалізації в виробничих умовах При здійсненні його на практиці не потрібно реконструктивних і капітальних впроваджень Його можливо широко використовувати в чорній металургії Витрати матеріалів на розкислення сталі, кг/т Варіант cnocof (марка сталі/ КІЛЬКІСТЬ в агрегаті Al-Si флюс планок) і N 8 " 2 0-6 0 Fe Mn Si Mn Si (45%) Al-Si флюс 46-52 43~~50 SiMn Відомий (10-45 тр в печі 2 0-3 4 2.2-6,6 FA AITi флюс Вміст Основні покажчи КИ ЯКОСТІ мікропегуючих готового про кату мікроелементів ВМІСТ АІ, % ВМІСТ ТІ, % від- ударна тимчав'язсовий носне опір, подов- кість, кгс. кгс/мм* ження, 2 % м/см 66.20 0 018 22,81 5,41 64,99 23.57 5,98 Запропоновану й ( 1 0 - 4 5 тр і в 1.8-Р8 6-7 3 8-4,4 6.6 8 9 0 008 0.012 35039 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 - 7 2 - 8 9 (03122) 2 - 5 7 - 0 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for steel production
Автори англійськоюAnisimov Leonid Oleksandrovych, Chub Petro Ivanovych, Uchytel Lev Mykhailovych, Motsnyi Valerii Vasyliovych, Mukhin Oleksandr Dmytrovych, Chub Yevhen Petrovych
Назва патенту російськоюСпособ производства стали
Автори російськоюАнисимов Леонид Александрович, Чуб Петр Иванович, Учитель Лев Михайлович, Моцный Валерий Васильевич, Мухин Александр Дмитриевич, Чуб Евгений Петрович
МПК / Мітки
Мітки: спосіб, сталі, виробництва
Код посилання
<a href="https://ua.patents.su/4-35039-sposib-virobnictva-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва сталі</a>
Спосіб виробництва сталі
Номер патенту: 18995
Опубліковано: 25.12.1997
Автори: Заікіна Валентина Яківна, Бродський Сергій Сергійович, Цегельнюк Ігор Володимирович, Чуб Петро Іванович, Моцний Валерій Васильович, Сітало Олександр Олексійович
Мітки: виробництва, сталі, спосіб
Формула / Реферат:
Спосіб виробництва сталі, вміщуючий плавлення введених матеріалів, доводку, розкислення розплаву в сталеплавильному агрегаті стандартними феросплавами, легуючими, алюмокремнієвим шлаком і/або оксидними матеріалами, який відрізняється тим, що при розкисленні розплаву алюмокремнієвий шлак вводять у кількості 2-6 кг/т сталі у сталеплавильний агрегат на шлакометалевий розплав в період до 10 хвилин до початку випуску плавки або до 5 хвилин після...
Спосіб виробництва сталі (варіанти)
Номер патенту: 35140
Опубліковано: 15.03.2001
Автори: Єгоров Олександр Валентинович, Кандибка Сергій Павлович, Беліков Юрій Юрійович, Бялик Гаррі Абрамович, Улітенко Олександр Миколайович, Волік Володимир Валентинович, Лейбензон Вадим Олександрович
МПК: C21C 5/52
Мітки: виробництва, сталі, варіанти, спосіб
Формула / Реферат:
1. Спосіб виробництва сталі, що включає завалку, розплавлення, регулювання активності кисню в печі за рахунок присадки кускового алюмінію, рафінування із частковим скачуванням шлаку періоду плавлення і наведенням нового шлаку з порошку феросиліцію у суміші з вапном і коксом, розкислення силікокальцієм перед випуском плавки у ковш, випуск, остаточне розкислення, продувку метала у ковші інертним газом, який відрізняється тим, що при розкисленні...
Споcіб виробництва заготовок із боровмісної сталі
Номер патенту: 27657
Опубліковано: 15.09.2000
Автори: Парусов Володимир Васильович, Кутаков Олександр Вікторович, Сичков Олександр Борисович, Парусов Олег Володимирович, Деревянченко Ігор Вітальович, Олійник Вадим Анатолійович, Олійник Анатолій Опанасович, Богданов Микола Олександрович, Старов Ромуальд Вікторович, Нестеренко Анатолій Михайлович
МПК: C21C 7/076, C21C 5/28, C21C 1/06
Мітки: боровмісної, виробництва, заготовок, споcіб, сталі
Текст:
...ковша до половини, що вимагає повного розкислення металу в сталеплавильному агрегаті - інакше при випуску нерозкислеиого металу елементи з високим спорідненням до кисню - В, Ті, РЗМ, Si, АІ - окислюються. При розкисленні метапу у сталеплавильному агрегаті подовжується цикл плавки , знижується продуктивність і відбувається рефосфорація металу. В зв'язку з цим, задачею заявленого винаходу являється розробка способу виробництва заготівок із...
Спосіб розкислення сталі у ковші
Номер патенту: 23218
Опубліковано: 19.05.1998
Автори: Челпан Леонід Миколайович, Чуб Петро Іванович, Несвіт Володимир Васильович, Бродський Сергій Сергійович, Моцний Валерій Васильович
МПК: C21C 7/064, C21C 7/076, C21C 7/06, B22D 27/00
Мітки: ковші, сталі, спосіб, розкислення
Формула / Реферат:
Спосіб розкислення сталі у ковші, що включає використання відомих стандартних розкислювачів, легуючих, шлакометалевих і/або оксидних матеріалів, газоподібних реагентів, способи їх вводу і контролю, який відрізняється тим що алюмокремнісвий шлак використовується в дві стадії з загальною витратою в межах 2,2 - 6,4кг/т сталі, при цьому на першій стадії в період сходу металу із сталеплавильного агрегату в ківш на струмінь вводять алюмокремнієвий...
Спосіб виробництва сталі
Номер патенту: 33807
Опубліковано: 15.02.2001
Автори: Попандопуло Іван Кирилович, Небога Борис Володимирович, Лавринішин Сергій Антонович, Ларіонов Олександр Олексійович, Кисіленко Володимир Васильович, Побегайло Андрій Володимирович, Дюдкін Дмитро Олександрович
МПК: C21C 7/06
Мітки: сталі, виробництва, спосіб
Формула / Реферат:
Спосіб виробництва сталі, що містить в собі виплавку її в сталеплавильному агрегаті випуск в ківш та розкиснення алюмінієм, відрізняється тим, що 40 – 55% алюмінію вводять в ківш під час випуску металу, а 60 – 45% алюмінію вводять в повний ківш у вигляді алюмінієвого блоку, встановленому на занурюваній фурмі одночасно з продувкою інертним газом, причому інтенсивність продувки спочатку введення алюмінію складає 0,0033 – 0,0066м3/хв×кгAL,...
Попередній патент: Спосіб переробки високотоксичних речовин
Наступний патент: Спосіб підготовки води для лікеро-горілчаного виробництва
Випадковий патент: Агрегат для поверхневого внесення твердих мінеральних добрив