Напрямна втулка напрямного вузла штампу для холодного об’ємного штампування
Номер патенту: 35161
Опубліковано: 10.09.2008
Формула / Реферат
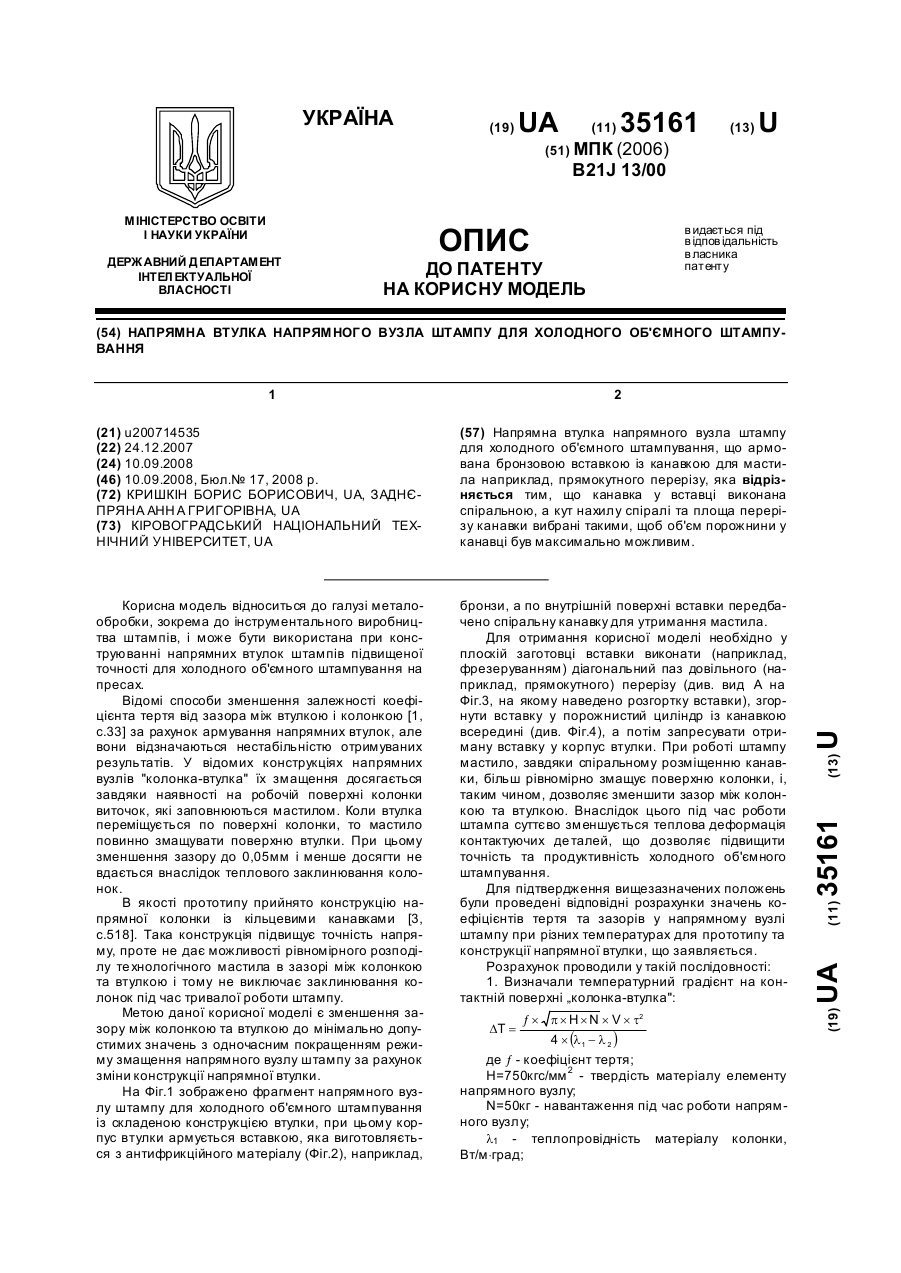
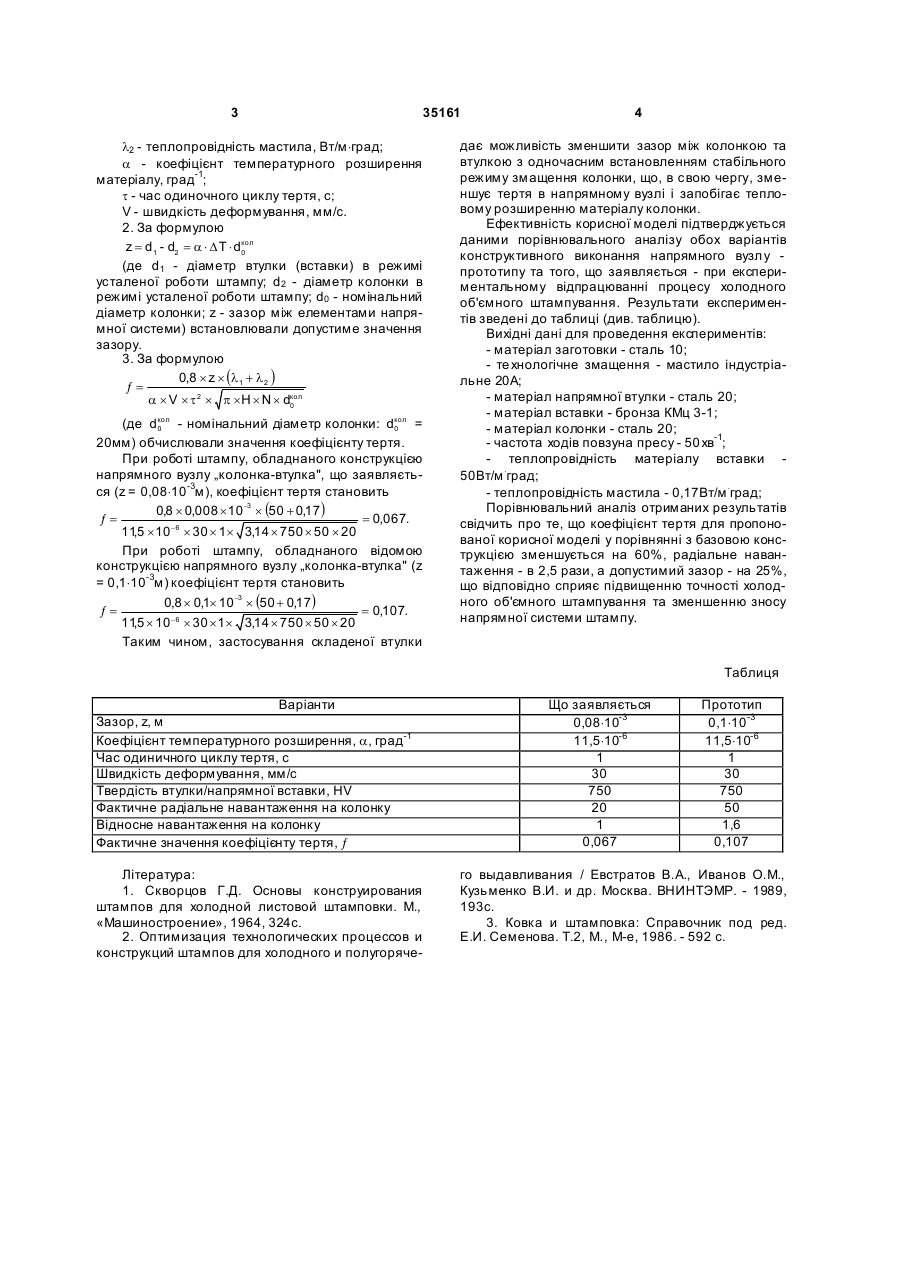
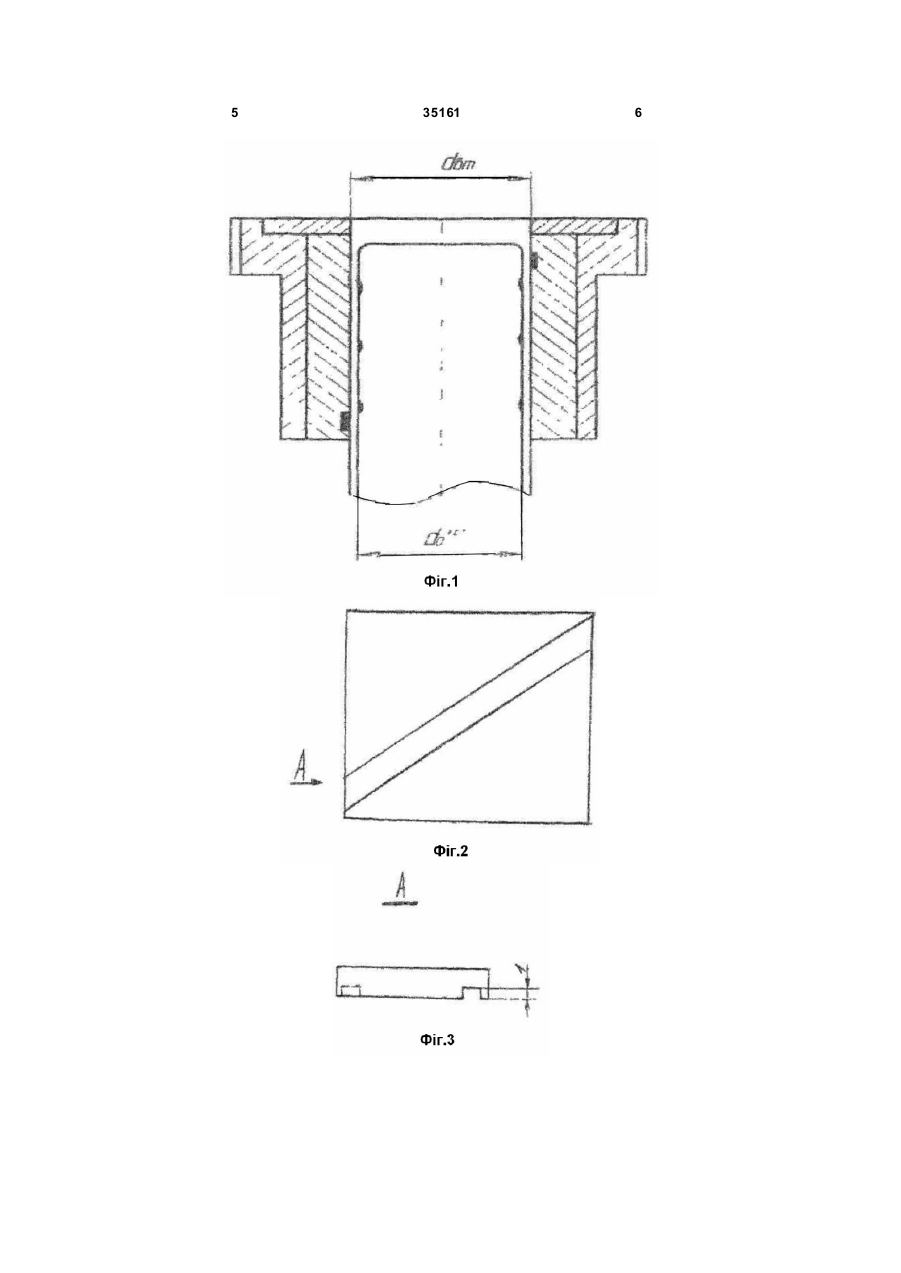
Напрямна втулка напрямного вузла штампу для холодного об'ємного штампування, що армована бронзовою вставкою із канавкою для мастила наприклад, прямокутного перерізу, яка відрізняється тим, що канавка у вставці виконана спіральною, а кут нахилу спіралі та площа перерізу канавки вибрані такими, щоб об'єм порожнини у канавці був максимально можливим.
Текст
Напрямна втулка напрямного вузла штампу для холодного об'ємного штампування, що армована бронзовою вставкою із канавкою для мастила наприклад, прямокутного перерізу, яка відрізняється тим, що канавка у вставці виконана спіральною, а кут нахилу спіралі та площа перерізу канавки вибрані такими, щоб об'єм порожнини у канавці був максимально можливим. (19) (21) u200714535 (22) 24.12.2007 (24) 10.09.2008 (46) 10.09.2008, Бюл.№ 17, 2008 р. (72) КРИШКІН БОРИС БОРИСОВИЧ, UA, ЗАДНЄПРЯНА АНН А ГРИГОРІВНА, UA (73) КІРОВОГРАДСЬКИЙ НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ, UA 3 35161 l2 - теплопровідність мастила, Вт/м×град; a - коефіцієнт температурного розширення матеріалу, град-1; t - час одиночного циклу тертя, с; V - швидкість деформування, мм/с. 2. За формулою z = d1 - d2 = a × D T × dкол 0 (де d1 - діаметр втулки (вставки) в режимі усталеної роботи штампу; d2 - діаметр колонки в режимі усталеної роботи штампу; d0 - номінальний діаметр колонки; z - зазор між елементами напрямної системи) встановлювали допустиме значення зазору. 3. За формулою 0,8 ´ z ´ (l 1 + l 2 ) ¦= a ´ V ´ t 2 ´ p ´ H ´ N ´ dкол 0 (де dкол - номінальний діаметр колонки: dкол = 0 0 20мм) обчислювали значення коефіцієнту тертя. При роботі штампу, обладнаного конструкцією напрямного вузлу „колонка-втулка", що заявляється (z = 0,08×10-3м), коефіцієнт тертя становить -3 0,8 ´ 0,008 ´ 10 ´ (50 + 0,17 ) ¦= = 0,067. -6 11 5 ´ 10 ´ 30 ´ 1 ´ 3,14 ´ 750 ´ 50 ´ 20 , При роботі штампу, обладнаного відомою конструкцією напрямного вузлу „колонка-втулка" (z = 0,1×10-3м) коефіцієнт тертя становить -3 0,8 ´ 0,1´ 10 ´ (50 + 0,17 ) ¦= = 0,107. -6 11 5 ´ 10 ´ 30 ´ 1 ´ 3,14 ´ 750 ´ 50 ´ 20 , Таким чином, застосування складеної втулки 4 дає можливість зменшити зазор між колонкою та втулкою з одночасним встановленням стабільного режиму змащення колонки, що, в свою чергу, зменшує тертя в напрямному вузлі і запобігає тепловому розширенню матеріалу колонки. Ефективність корисної моделі підтверджується даними порівнювального аналізу обох варіантів конструктивного виконання напрямного вузлу прототипу та того, що заявляється - при експериментальному відпрацюванні процесу холодного об'ємного штампування. Результати експериментів зведені до таблиці (див. таблицю). Вихідні дані для проведення експериментів: - матеріал заготовки - сталь 10; - те хнологічне змащення - мастило індустріальне 20A; - матеріал напрямної втулки - сталь 20; - матеріал вставки - бронза КМц 3-1; - матеріал колонки - сталь 20; - частота ходів повзуна пресу - 50 хв-1; - теплопровідність матеріалу вставки 50Вт/м ×град; - теплопровідність мастила - 0,17Вт/м ×град; Порівнювальний аналіз отриманих результатів свідчить про те, що коефіцієнт тертя для пропонованої корисної моделі у порівнянні з базовою конструкцією зменшується на 60%, радіальне навантаження - в 2,5 рази, а допустимий зазор - на 25%, що відповідно сприяє підвищенню точності холодного об'ємного штампування та зменшенню зносу напрямної системи штампу. Таблиця Варіанти Зазор, z, м Коефіцієнт температурного розширення, a, град-1 Час одиничного циклу тертя, с Швидкість деформування, мм/с Твердість втулки/напрямної вставки, HV Фактичне радіальне навантаження на колонку Відносне навантаження на колонку Фактичне значення коефіцієнту тертя, ¦ Література: 1. Скворцов Г.Д. Основы конструирования штампов для холодной листовой штамповки. M., «Машиностроение», 1964, 324с. 2. Оптимизация технологических процессов и конструкций штампов для холодного и полугоряче Що заявляється 0,08×10-3 11,5×10-6 1 30 750 20 1 0,067 Прототип 0,1×10-3 11,5×10-6 1 30 750 50 1,6 0,107 го выдавливания / Евстратов В.А., Иванов О.М., Кузьменко В.И. и др. Москва. ВНИНТЭМР. - 1989, 193с. 3. Ковка и штамповка: Справочник под ред. Е.И. Семенова. Т.2, M., М-е, 1986. - 592 с. 5 35161 6 7 Комп’ютерна в ерстка А. Крулевський 35161 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюGuiding bush of guiding unit of die for cold volumetric punching
Автори англійськоюKryshkin Borys Borysovych, Zadniepriana Anna Hryhorivna
Назва патенту російськоюНаправляющая втулка направляющего узла штампа для холодного объемного штампования
Автори російськоюКрышкин Борис Борисович, Заднепряная Анна Григорьевна
МПК / Мітки
МПК: B21J 13/00
Мітки: напрямного, напрямна, штампування, втулка, вузла, холодного, штампу, об`ємного
Код посилання
<a href="https://ua.patents.su/4-35161-napryamna-vtulka-napryamnogo-vuzla-shtampu-dlya-kholodnogo-obehmnogo-shtampuvannya.html" target="_blank" rel="follow" title="База патентів України">Напрямна втулка напрямного вузла штампу для холодного об’ємного штампування</a>
Направляюча пара тертя штампу
Номер патенту: 45227
Опубліковано: 15.03.2002
Автори: Гудь Віктор Зіновійович, Гупка Богдан Васильович, Гевко Іван Богданович, Гупка Василь Васильович
МПК: B21D 37/00
Мітки: пара, направляюча, штампу, тертя
Формула / Реферат:
Направляюча пара тертя штампа, яка виконана у вигляді колонки і втулки, що охоплює колонку по зовнішній поверхні, колонка, яка виконана з внутрішнім глухим отвором з боку втулки, жорстко прикріплена верхнім кінцем до верхньої плити, а втулка жорстко прикріплена до нижньої плити, причому в нижній частині втулки встановлено підпружинений плунжер з можливістю осьового переміщення, яка відрізняється тим, що у верхній частині внутрішнього отвору...
Мастило для холодного штампування металів
Номер патенту: 8312
Опубліковано: 29.03.1996
Автори: Кравченко Юрій Володимирович, Вязовська Світлана Сергіївна, Василевич Геннадій Миколайович, Мовшович Вілорд Соломонович, Шарамок Сергій Іванович, Сазонова Марія Юхимівна, Тилик Василь Трохимович
МПК: C10N 40/24, C10M 173/00, C10M 149/00
Мітки: мастило, металів, штампування, холодного
Формула / Реферат:
Смазка для холодной штамповки металлов на основе воды, минерального масла и продукта конденсации синтетических жирных кислот с три-этаноламином, отличающаяся тем, что она дополнительно содержит гидрогенизированиое термоуплотненное растительное масло, триэтаноламиновые мыла жирных кислот растительных масел, хлопковое масло, в качестве синтетических жирных кислот смазка содержит кислоты фракции С10-C20, а в качестве минерального масла - масло...
Спосіб виробництва стабілізованої алюмінієм низьковуглецевої сталі для холодного штампування
Номер патенту: 6943
Опубліковано: 31.03.1995
Автори: Жаворонков Юрій Іванович, Никитін Валентин Миколайович, Куликов Ігор Вячеславович, Булянда Олександр Олексійович, Вяткін Юрій Федорович, Зац Євгенія Львівна, Панковець Василь Іванович, Кологривова Лідія Миколаївна, Пономаренко Олександр Георгійович, Наконечний Анатолій Якович, Табунщиков Віталій Юрійович, Лазько Валентина Григоровна, Гизатулін Генадій Зинатович, Литвинов Віктор Іванович, Литвиненко Денис Онуфрійович, Афонін Серафим Захарович, Ларіонов Олександр Олексійович, Гуров Микола Олексійович, Троянський Олександр Анатолійович, Толимбеков Манат Жаксибергенович, Радченко Володимир Миколайович
МПК: C21C 7/06
Мітки: штампування, виробництва, низьковуглецевої, спосіб, холодного, сталі, стабілізованої, алюмінієм
Формула / Реферат:
Формула изобретения1. Способ производства стабилизированной алюминием низкоуглеродистой стали для холодной штамповки, включающий выпуск металла в ковш с присадками шлакообразующих по ходу выпуска, продувку аргоном, подачу марганецсодержащих материалов, ввод алюминия двумя порциями, отличающийся тем, что, с целью повышения качества стали и экономичности способа, в качестве марганецсодержащих материалов используют марганцевый агломерат,...
Штамп для холодного зворотного видавлювання
Номер патенту: 35731
Опубліковано: 16.04.2001
Автори: Корольов Дмитро Олександрович, Качанов Анатолій Петрович
МПК: B21D 22/00
Мітки: видавлювання, зворотного, штамп, холодного
Формула / Реферат:
Штамп для холодного зворотного видавлювання, який складається із пуансона-плунжера, який за допомогою пуансонотримача закріплено в верхній плиті, та притиснуто кільцем до сферичних та циліндричних опор, матриці, яку запресовано в бандажне кільце і закріплено за допомогою матрицетримача в нижній плиті опори матриці, яку запресовано в нижню плиту, виштовкувача, який має можливість вільно рухатись в вертикальному напрямку в матриці, який...
Напрямна частина багатоступеневого радіального нагнітача

Номер патенту: 55644
Опубліковано: 15.11.2006
Автори: Олефіренко Ольга Іванівна, Олефіренко Анатолій Іванович, Бондаренко Герман Андрійович
МПК: F04D 17/00
Мітки: частина, напрямна, радіального, багатоступеневого, нагнітача
Формула / Реферат:
1. Напрямна частина багатоступеневого радіального нагнітача, яка складається з корпусу, вхідного і вихідного пристроїв, напрямного апарата, який складається з дифузорів, поворотних колін, зворотних напрямних апаратів та кільцевих конфузорів, та пристроїв ущільнення, яка відрізняється тим, що напрямний апарат за допомогою підшипників закріплений на валу ротора і має можливість обертатися, вихідний пристрій розміщений з боку першого ступеня...
Попередній патент: Берегозахисна споруда для запобігання розмивам берегів річок, лиманів, озер та інших природних і штучно створених водоймищ
Наступний патент: Спосіб визначення координат насінин, що пролітають в потоці
Випадковий патент: Робоче колесо турбомашини