Спосіб одержання пінополістиролу та пристрій для його здійснення
Номер патенту: 35329
Опубліковано: 15.03.2001
Автори: Котов Олександр Валентинович, Кийко Володимир Димитрович

Формула / Реферат
1. Спосіб одержання пінополістиролу, який включає спінення, дозрівання, формування пінополістирольних виробів, при цьому спінення полімеру виконують за допомогою його теплової обробки теплоносієм, який відрізняється тим, що три етапи виконують в одному реакторі за 5-15 хвилин при обробці теплоносієм з температурою 100-120 °С, при постійному перемішуванні.
2. Пристрій для одержання пінополістиролу, що містить корпус з розміщеними у ньому теплообмінником і патрубками для підводу та відводу газів, який відрізняється тим, що він виконаний у вигляді закритої ємкості з пустотілими гранями, виконаними у вигляді парових камер, причому дві протилежні перша і друга вхідні камери у геометричному центрі мають вузли обертання у вигляді аксіальної осі, механічно зв'язаної за допомогою підшипників з корпусом і з вихідним ланцюгом приводу, з можливістю реверсування, а пневматичне та/або гідравлічно - з системою теплогазопостачання, внутрішні сторони першої і другої вхідних камер обладнані першими вхідними та вихідними форсунками орієнтованими усередину ємкості, причому друга парова камера зі сторони форсунок орієнтованих всередину ємкості містить додаткову парову камеру, що сполучається з атмосферою шляхом других вихідних форсунок та герметично ізольовану від цієї парової камери, при цьому інші периферійні 4 камери пиевматично та/або гідравлічно зв'язані з торцевою частиною другої вхідної камери, а шляхом других вихідних форсунок зв'язані з атмосферою, причому одна з периферійних камер має завантажувальну горловину.
Текст
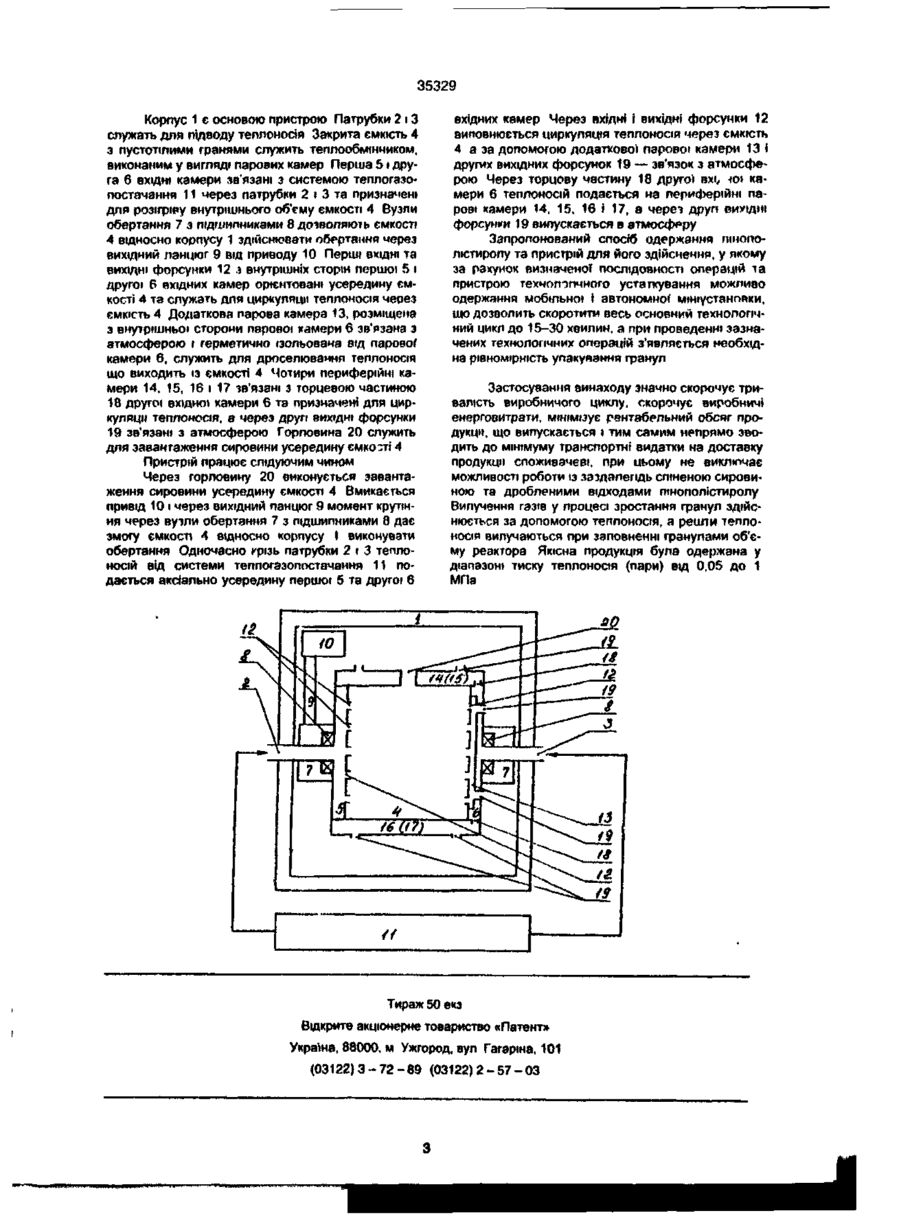
1 Спосіб одержання пінополістиролу, який включає спіненмя, дозрівання, формування пінополістиропьних виробів, при цьому спінення полімеру виконують за допомогою його теплової обробки теплоносієм, який відрізняється тим, що три етапи виконують в одному реакторі за 5 15 хвилин при обробці теплоносієм з температурою 1 0 0 - 1 2 0 "С, при постійному перемішуванні. 2. Пристрій для одержання пінополістиролу, що містить корпус з розміщеними у ньому теплообмінником і патрубками для підводу та відводу газів, який відрізняється тим, що він виконаний у вигляді закрито? ємкості з пустотілими гранями, викона Винахід відноситься до способів та пристроїв для гранулювання матеріалів в обертаючих реакторах форсуночного типу шляхом змішення газів чи парів з твердою речовиною, зокрема до одержання матеріалів, що виробляються тепловою обробкою шляхом спінення гранульованих матеріалів, та може бути використано для виготовлення пінополістирольних виробів. Відомий спосіб одержання пінополістиролу (Ост 6-05-202-83, додаток 2). який включає три стадії: 1. - попереднє спінення (передспінеиня); 2. - дозрівання (від декількох годин до декількох діб при кімнатній температурі чи продуванні підігрітим повітрям чи азотом при температурі не більше 40'С); 3. - формування пінополістирольних виробів (термоспікання передспінених часток) потрібно! конфігурації. У якості теплоносія застосовується пара, гаряче повітря чи струми високої частоти (СтрВЧ). Попереднє спіненчя полімеру виконується з допомогою його теплової обробки до необхідної насипної маси (і/л) при температурі ( 9 8 - 106) а С у лередспінювачах періодичної чи безупинної дії тилу Родман, Раушер, Трусіома. Дозрі ними у вигляді парових камер, причому дві протилежні перша і друга вхідні камери у геометричному центрі мають вузли обертання у вигляді аксіальної осі, механічно зв'язаної за допомогою підшипників з корпусом і з вихідним ланцюгом приводу, з можливістю реверсування, а пневматично та/або гідравлічно - з системою теплогазопостачання, внутрішні сторони першої і другої вхідних камер обладнані першими вхідними та вихідними форсунками орієнтованими усередину ємкості, причому друга парова камера зі сторони форсунок орієнтованих всередину ємкості містить додаткову парову камеру, що сполучається з атмосферою шляхом других вихідних форсунок та герметично ізольовану від цієї парової камери, при цьому інші периферійні 4 камери пневматично та/або гідравлічно зв'язані з торцевою частиною другої вхідної камери, а шляхом других вихідних форсунок зв'язані з атмосферою, причому одна з периферійних камер має завантажувальну горловину. вання здійснюється у силосних баштах або бункерах, що складаються з металевого каркасу, обтягнутого бронзовою чи оцинкованою сіткою чи ПОЙГГрепроникаючою тканиною. Формування (термоспікання) пінополістирольних виробів виробляють за допомогою теплової обробки передспіненого полімеру при температурі (100-120)*С. Одержання тепло- та звукоізоляційних пяит безупинним методом здійснюється на машинах гипу "Бернер", "Сан-Габен" та інших типів. Одержання блоків І плит для тепло- та звукоізоляції періодичним методом здійснюється у крупногабаритних формах типу Ъухман", "Джі. є Джі" з розмірами 4100x1070x540 мм та ін. Для одержання плит застосовується також автоклавний спосіб (низькопродуктивний, неаетоматизований). Фасонні пінополістирольні вироби виробляються на автоматах типу "Стіромат 500", "Стіромат 1000", "Ізоколор" та ін. Проте існуючий спосіб ніяк здійснити на мобільних мінїустановках. Крім того на його здійснення потрібні магістральні системи з тепло- та газопостачанням і вага однієї одиниці устаткування, Ф CM со ю СО 35329 наприклад, для формування, - від 2 до 10 тонн Перші два етапи складають майже 95% від вартості всього устаткування При переході вод етапу до етапу витрачається час і енерговитрати на транспортування від одного виду устаткування до іншого Використовуючи узвичаєний спосіб на виконання кожного етапу потребується значний час 1 етап займає від 30 хв до 1 години, 2 етап - від 20 годин до декількох діб 3 етап - 10-30 хв + і година вистоювання у формі + б (один термостабілізації після витягування з форми На викорисго вуваному устаткуванні зазначеного вище способу немає можливості значно скорої и ги час всього технологічного циклу виготовлення без збитків для якості кінцевого продукту Відомий пристрій для загартування газів піролізу вуглеводи»» (АсСРСР N 4Г>318? МКВ - В 01 J 1/00 опубл 15 12 74 Бюл N 46 ) що має корпус із псевдоскрапленим шаром зернистого матеріалу, обладнаний змійовиковим теплообмінником і патрубками для підводу та відводу газів піролізу та загартовочного агенту, що відрізняється тим, що, з метою підвищення ефективності загартування, па грубки для запровадження газів піролізу та загартовочного агенту встановлені соосно назустріч один одному і патрубок для вводу зэгартовочного агенту переходить у такий що ширшає до низу копус, що утворює з днищем корпусу кільцевий зазор, що охоплюється насадкою з різновисоких концентричних кілець Недостатком наданого пристрою є неможливість виготовлення пінополістирольних виробів Задачею винаходу є одержати спосіб одержання пінополістиролу та пристрій для його здійснення у якому за рахунок визначеної послідовності операцій та конструктивних особливостей технологічного устаткування можливо було би одержати пінополістирольні вироби з мінімальними енергетичними та часовими витратами Дана задача досягається тим, що спосіб одержання пінополістіролу та пристрій для його здійснення, включаючий спінення дозрівання, формування пінополістирольних виробів, при цьому спінення полімеру виконують за допомогою його теплової обробки теплоносієм а три етапи виконують в одному реакторі за 5-15 хвилин при обробці теплоносієм з температурою 100-120Т, при постійному перемішуванні Пристрій, що містить корпус з розміщеними у ньому теплообмінником і патрубками для підводу та відводу газів виконаний у вигляді закритої ємкості з пустотілими гранями, виконаними у вигляді парових камер, причому дв» протилежні перша і друга ВХІДНІ камери у геометричному центрі мають вузли обертання у вигляді аксіально( осі, механічно зв'язаної за допомогою підшипників з корпусом і з вихідним ланцюгом приводу, з можливістю реверсування, а пневматично та/або гідравлічно з системою теплогазопостачання, внутрішні сторони першої і другої вхідних камер обладнані першими вхідними та вихідними форсунками орієнтованими усередину ємкості, причому друга парова камера зі сторони форсунок орієнтованих всередину ємкості містить додаткову парову камеру, що сполучається з атмосферою шляхом других вихідних форсунок та герметично ізольовану від цієї парової камери, при цьому інші периферійні 4 ка мери пневматично та/або гідравлічно зв'язані з торцовою частиною другої вхідно» камери, а шляхом других вихідних форсунок зв'язані з атмосферою причому одна з периферійних камер має завантажувальну горловину Технологічний процес включає наступні стадії завантаження сировини (0,5-1 хвилина), розігрів гранул (5-15 хвилин), при цьому температуру периферійних камер витримують у діапазон», наприклад, 100-110еС, з першої вхідно» парової камери у діапазоні, наприклад. 110- 120Х при поступовій ЗМІНІ температури від верхнього до нижнього значення, догрів (1-3 хвилини) починають в момент припинення виходу теплоносія з першої парової вхідної камери через дронажі в другій вхід ній паровій камері в атмосферу при якому теплоносгй в першу вхщну парову камеру не подають, а температуру в периферійних парових камерах витримують в діапазоні 100-110 X , охолодження ( 1 5 хвилин) стислим повітрям чи водою вивантаження блоку (0 5-1 хвилина), вистоювання блоку (4-6 годин) Для рівномірного розподілу температури в процес» розігріву гранул, догрів» та охоподжеииі реактору надають обертальний рух При розігріві гранули постійно перемішуюгься і, рівномірно розігріваючись, заряджуються КІЛЬКІСТЮ теплоти необхідною та достатньою для росту і повного запоенення обсягу реактора При догріві відбувається теплообмін між внутрішніми стінками периферійних камер та зформованим блоком, а гранули що знаходяться всередині блоку та зарядженні теплом продовжують зростання і видавлюють із міжгранульного простору гази та вологу, що, у свою чергу, виходять з реактора крізь другі ВИХІДНІ форсунки При необхідності температуру камер регулюють дроселюванням теплоносія або доданням в теплоносій стислого повітря чи води При роботі зі спіненою традиційним методом сировиною, а також із дробленими відходами пінополістиролу температурні і часові параметри витримують приблизно такими ж, як і в основному технологічному процесі, за винятком етапу розігріву, який скорочений до 2-3 хвилин При цьому температура не повинна перевищувати 120*С У порівнянні з прототипом, в якому необхідно проводити попереднє спінення, дозрівання та формування що призводить до значно тривалого технологічного процесу, здійснення у винаході, що пропонує спінення дозрівання та формування в одному реакторі при постійному перемішуванні за 5-15 хвилин дозволило одержати пінополістирольні вироби з мінімальними енергетичними та часовими витратами Пристрій (фіг 1) містить корпус .1 із розміщеними у ньому теплообмінником та патрубками 2 і 3, закриту ємкість 4 з пустотілими гранями, виконаними у вигляді парових камер, першу 51 другу в вхідні камери, вузол обертання 7, підшипники 8, вихідний ланцюг 9 приводу 10, систему теплогазопостачання 11, перші ВХІДНІ та вихідні форсунки 12, додаткову парову камеру 13, чотири периферійні камери 14, 15, 16 та 17, торцову частину 18 другої вхідної камери в, друп вихідні форсунки 19 J горловину 20 35329 Корпус 1 є основою пристрою Патрубки 21 З служать для підводу теплоносія Закрита ємкість 4 3 пустотілими гранями служить теплообмінником, виконаним у вигляді парових камер Перша 51 друга 6 ВХІДНІ камери зв'язані з системою теплогазопостачання 11 через патрубки 2 і 3 та призначені для розігріву внутрішнього об'єму ємкості 4 Вузли обертання 7 з підшипниками 8 дозволяють ємкості 4 відносно корпусу 1 здійснювати обертання через вихідний ланцюг 9 від приводу 10 Перші ВХІДНІ та ВИХІДНІ форсунки 12 з внутрішніх сторін першої 5 і другої б вхідних камер орієнтовані усередину ємкості 4 та служать для циркуляції теплоносія через ємкість 4 Додаткова парова камера 13, розміщена з внутрішньої сторони парової камери 6 зв'язана з атмосферою і герметично ізольована від парової камери 6, служить для дроселювання теплоносія що виходить із ємкості 4 Чотири периферійні камери 14, 15, 16 і 17 зв'язані з торцевою частиною 18 другої вхідної камери 6 та призначені для циркуляції теплоносія, а через другі ВИХІДНІ форсунки 19 зв'язані з атмосферою Горловина 20 служить для завантаження сировини усередину ємкотгі 4 Пристрій працює слідуючим чином Через горловину 20 виконується завантаження сировини усередину ємкості 4 Вмикається привід 10 і через вихідний панцюг 9 момент крутіння через вузли обертання 7 з підшипниками 8 дає змогу ємкості 4 відносно корпусу 1 виконувати обертання Одночасно крізь патрубки 2 і 3 теплоносій від системи теппогазопостачання 11 подається аксіально усередину першої 5 та другої 6 вхідних камер Через вхідні і вихідні форсунки 12 виповнюється циркуляція теплоносія через емкгсгь 4 а за допомогою додатково) парової камери 13 і других вихідних форсунок 19 — зв'язок з атмосферою Через торцову частину 18 друго) вхі, юі камери 6 теплоносій подається на периферійні парові камери 14. 15, 16 і 17, а через другі ВИУІДНІ форсунки 19 випускається в атмосферу Запропонований спосіб одержання пінополістиролу та пристрій для його здійснення, у якому за рахунок визначеної ПОСЛІДОВНОСТІ операцій та пристрою технологічного устаткування можливо одержання мобільної і автономної мініустановки, що дозволить скоротити весь основний технологічний цикл до 15-30 хвилин, а при проведенні зазначених технологічних операцій з'являється необхідна рівномірність упакування гранул Застосування винаходу значно скорочує тривалість виробничого циклу, скорочує виробничі енерговитрати, мінімізує рентабельний обсяг продукції, що випускається і тим самим непрямо зводить до мінімуму транспортні видатки на доставку продукції споживачеві, при цьому не виключає можливості роботи із заздалегідь спіненою сировиною та дробленими відходами пінополістиролу Вилучення газів у процесі зростання гранул здійснюється за допомогою теплоносія, а решти теплоносія вилучаються при заповненні гранулами об'єму реактора Якісна продукція була одержана у діапазоні тиску теплоносія (пари) вщ 0,05 до 1 МПа Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна, 88000. м Ужгород, вул Гагаріна, 101 ( 0 3 1 2 2 ) 3 - 7 2 - 8 9 (03122)2-57-03
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for obtaining of cellular polystyrene
Автори англійськоюKyiko Volodymyr Dymytrovych, Kotov Oleksandr Valentynovych
Назва патенту російськоюСпособ получения пенополистирола и устройство для его осуществления
Автори російськоюКийко Владимир Димитриевич, Котов Александр Валентинович
МПК / Мітки
МПК: C04B 20/00, B01J 19/26
Мітки: здійснення, пристрій, пінополістиролу, одержання, спосіб
Код посилання
<a href="https://ua.patents.su/4-35329-sposib-oderzhannya-pinopolistirolu-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання пінополістиролу та пристрій для його здійснення</a>
Спосіб одержання гранул з розплавів і пристрій для його здійснення

Номер патенту: 32649
Опубліковано: 15.02.2001
Автори: Родін Євген Володимирович, Климковський Броніслав Мечеславович, Чакін Петро Олександрович
МПК: B22F 9/08, B22F 9/06, B22D 25/00, B22D 23/00
Мітки: розплавів, пристрій, спосіб, одержання, гранул, здійснення
Текст:
...на дози і подача заданих доз в формоутворюючі ємкості забезпечує одержання гранул, маса яких визначається кількістю розплаву в дозі. При цьому, для одержання гранул немає необхідності в повному заповненні розплавом формоутворюючих ємкостей, як це передбачає прототип, що дозволяє змінювати розміри гранул в залежності від величини дози розплаву. Таким чином, за рахунок зміни кількості розплаву в дозі, яка подається в формоутворюючу ємкість,...
Спосіб одержання сорбенту і установка для його здійснення
Номер патенту: 29264
Опубліковано: 16.10.2000
Автор: Костенко Ніна Володимирівна
МПК: B01J 20/18, B01J 20/12
Мітки: сорбенту, спосіб, здійснення, установка, одержання
Формула / Реферат:
1. Спосіб одержання сорбенту, який включає попередню підсушку сировини, її подрібнення, термоактивацію і фракціонування, який відрізняється тим, що подрібнення проводять в акустичне вихровому потоці газу до крупності 0,1-2,0 мм з одночасною механічною активацією матеріалу, а термоактивацію здійснюють перегрітим паром з температурою 130-150°С, причому одержаний сорбент розділяють на фракції постадійно.2. Установка одержання сорбенту,...
Спосіб одержання сирих окатишів і пристрій для його здійснення
Номер патенту: 23880
Опубліковано: 31.08.1998
Автори: Добровенська Ольга Сергіївна, Кальницький Олександр Михайлович, Постаногов Владислав Вадимович, Каварма Ігор Іванович
МПК: C22B 1/24
Мітки: спосіб, здійснення, одержання, сирих, пристрій, окатишів
Формула / Реферат:
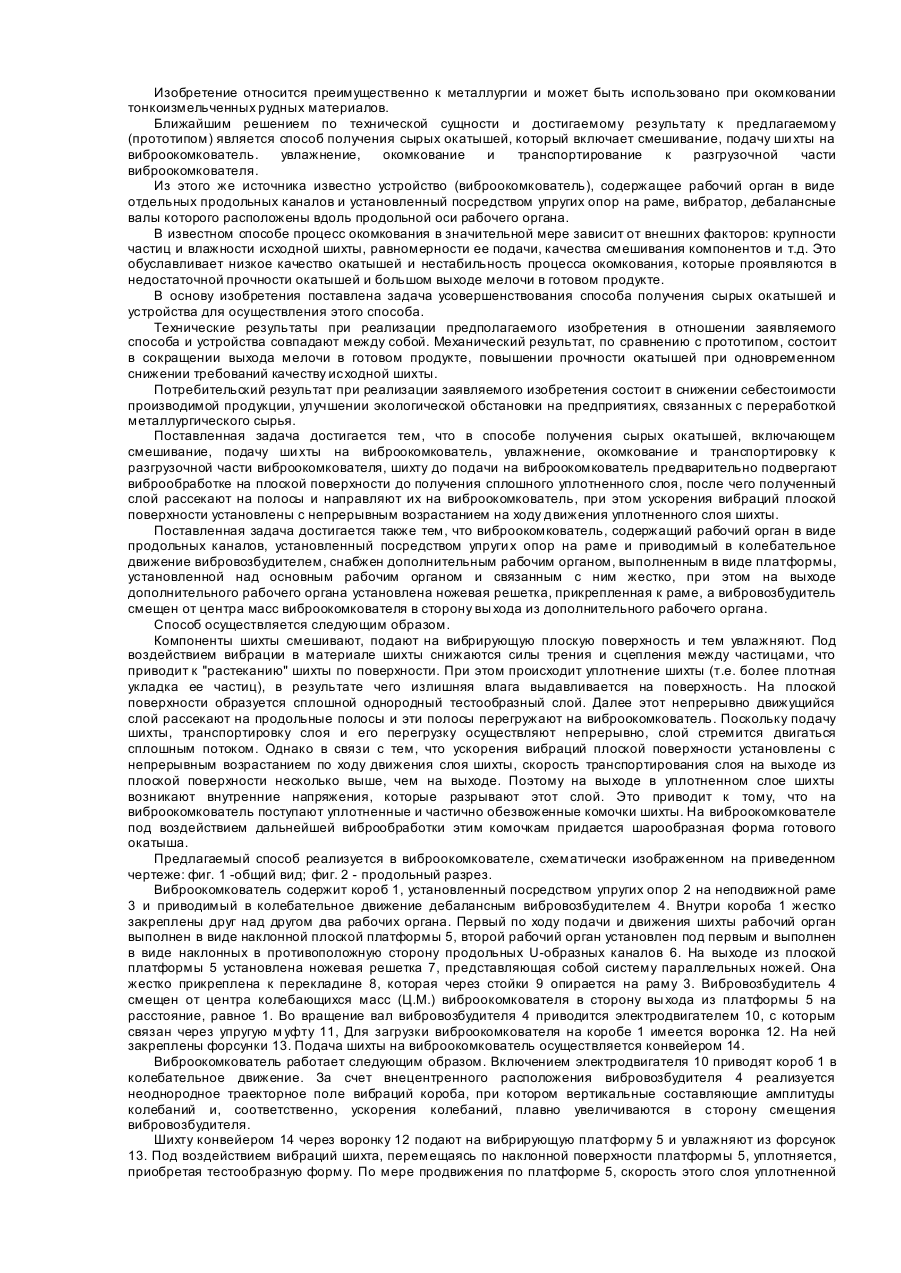
1. Способ получения сырых окатышей, включающий смешивание шихты, ее увлажнение и окомкование на виброокомкователе, отличающийся тем, что перед окомкованием шихту предварительно подвергают виброобработке на плоской поверхности до получения сплошного уплотнения .слоя, после чего полученный слой рассекают на полосы и направляют их на виброокомкователь, при этом ускорения вибраций плоской поверхности установлены с непрерывным возрастанием по ходу...
Спосіб одержання енергії та пристрій для його здійснення
Номер патенту: 28069
Опубліковано: 16.10.2000
Автор: Дзівенко Олексій Анатолійович
МПК: F02B 43/00
Мітки: здійснення, одержання, енергії, спосіб, пристрій
Текст:
...процесс ведут в двух реакторах, работающих параллельно и поочередно в режимах термического разложения исходного жидкого топлива и удаления кокса, образовавшегося в реакторе, а исходное топливо перед подачей в реактор нагревают теплотой отработавших газов и/или за счет охлаждения теплонапряженных поверхносте й теплоси ло во й устан о вки (п а т. RU № 2043516). Известен способ термохимического разложения воды на Нг и О в каталитической трубе,...
Спосіб одержання чавуну з металічних руд і пристрій для його здійснення

Номер патенту: 27529
Опубліковано: 15.09.2000
Автори: Вулетіч Богдан, Вулетич Боян, Вулетич Владан
МПК: C21B 13/14, C21B 11/00
Мітки: спосіб, здійснення, пристрій, руд, чавуну, одержання, металічних
Текст:
...материала, и путем управления скорости выгрузки посредством выгружающего шнека на нижнем конце восстановительного агрегата, причем соотношение отдельных фракций поддерживается в заданном соотношении, подобранном в соответствии с количеством восстановительного газа, и другими параметрами процесса Продукт восстановления, выгружаемый из восстановительного агрегата, может передаваться в установку для горячего брикетирования, где он брикетируется...
Попередній патент: Спосіб лікування загострення хронічного панкреатиту
Наступний патент: Спосіб зондування електричних параметрів в шарах атмосфери і іоносфери
Випадковий патент: Пристрій для швидкого дійсного перетворення хартлі-фур'є