Пристрій для екструзії дискретних матеріалів
Номер патенту: 35403
Опубліковано: 15.03.2001
Автори: Подлєсний Сергій Володимирович, Шахновський Олександр Олегович
Формула / Реферат
1. Пристрій для екструзії дискретних матеріалів, що містить пуансон, який заходить в контейнер, на іншому кінці якого розміщена матриця з вихідним формуючим отвором і джерелом струму, який відрізняється тим, що пристрій устаткований нагрівальними елементами, які здійснюють нагрів у локальному об'ємі та розміщуються перед вхідним формуючим отвором матриці, в заходній частині матриці або в нижній частині контейнеру.
2. Винахід за п. 1, який відрізняється тим, що нагрівальні елементи виконані з електродів, яких може бути декілька пар.
3. Винахід за п. 1, який відрізняється тим, що нагрівальним елементом є індуктор.
Текст
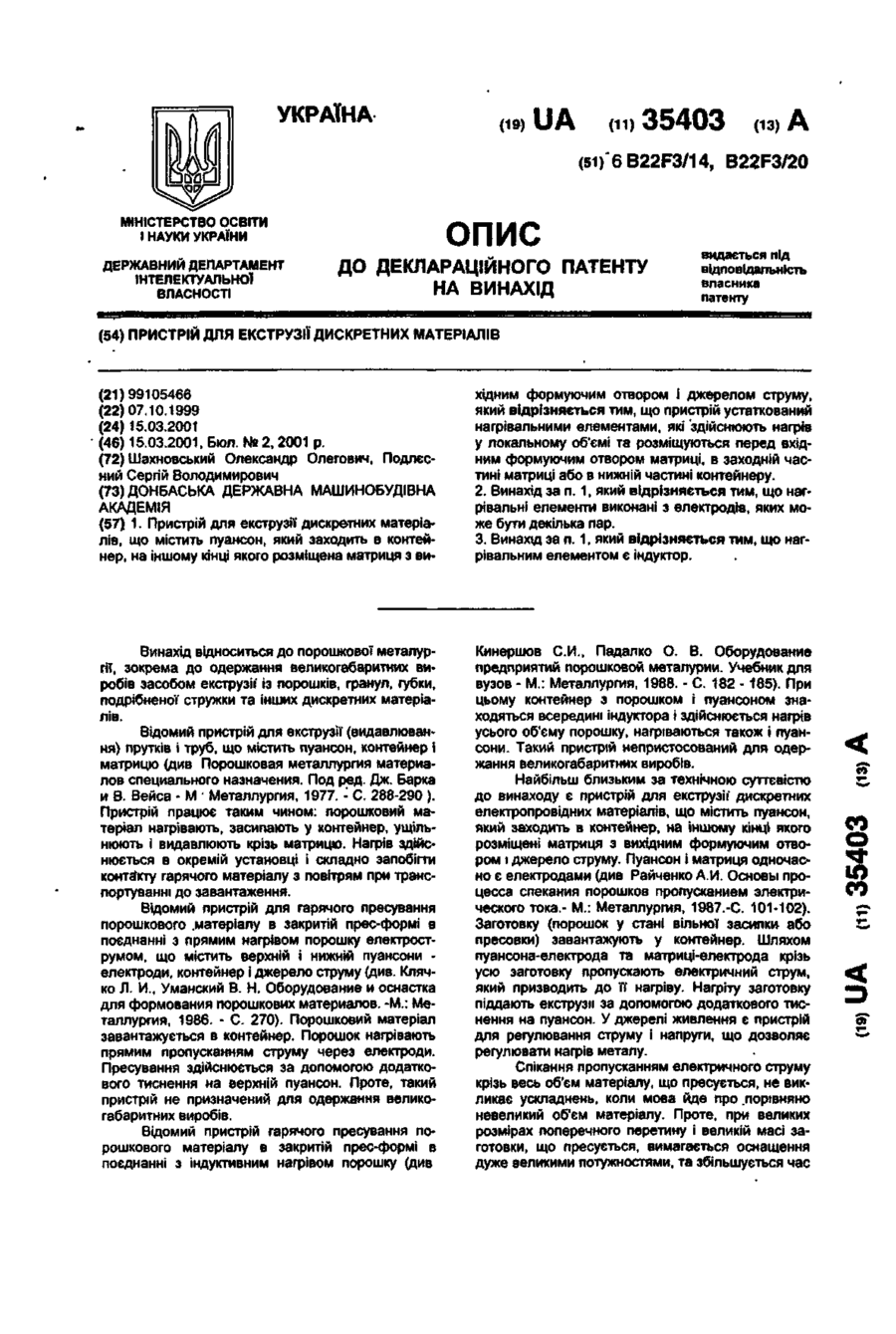
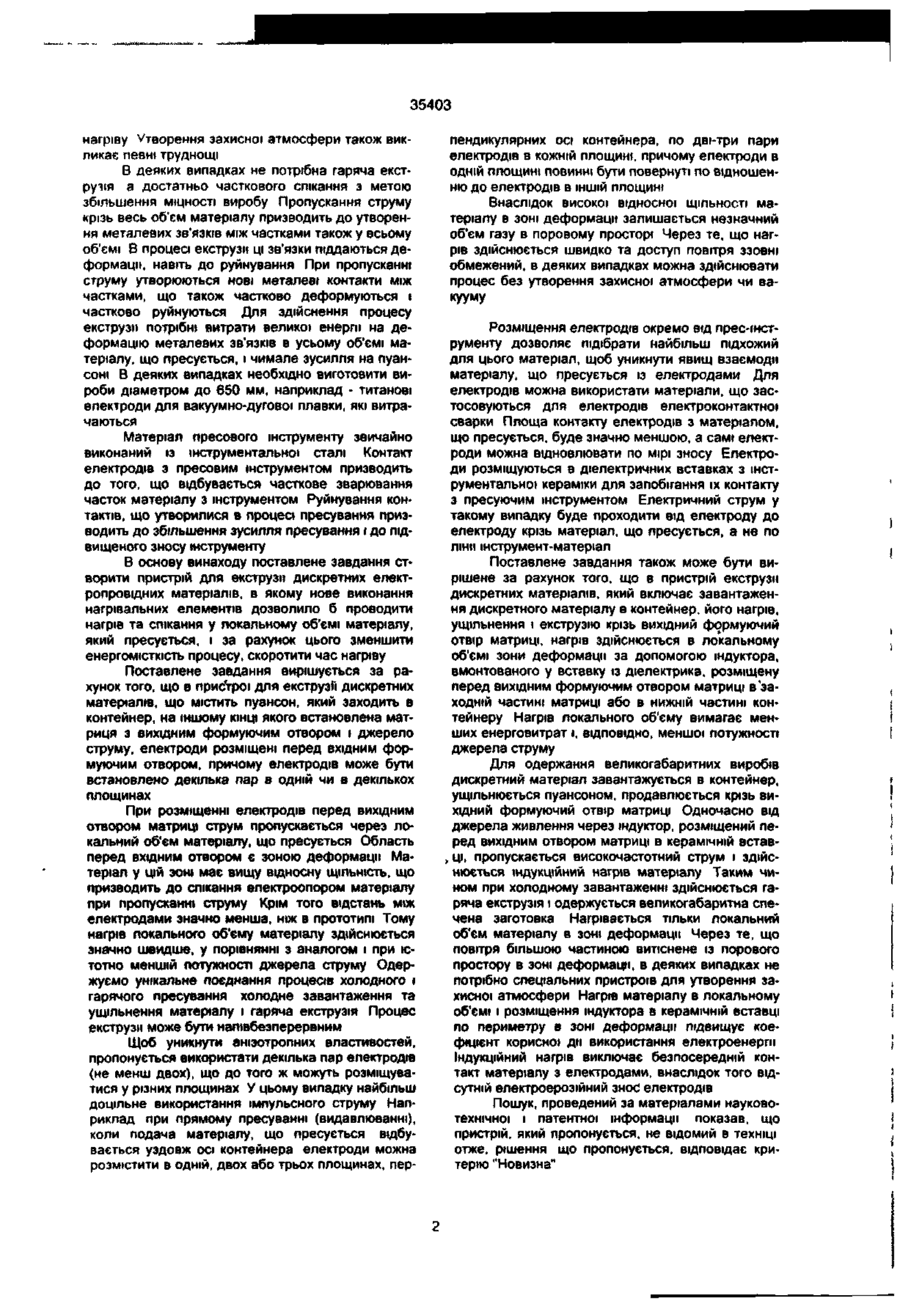
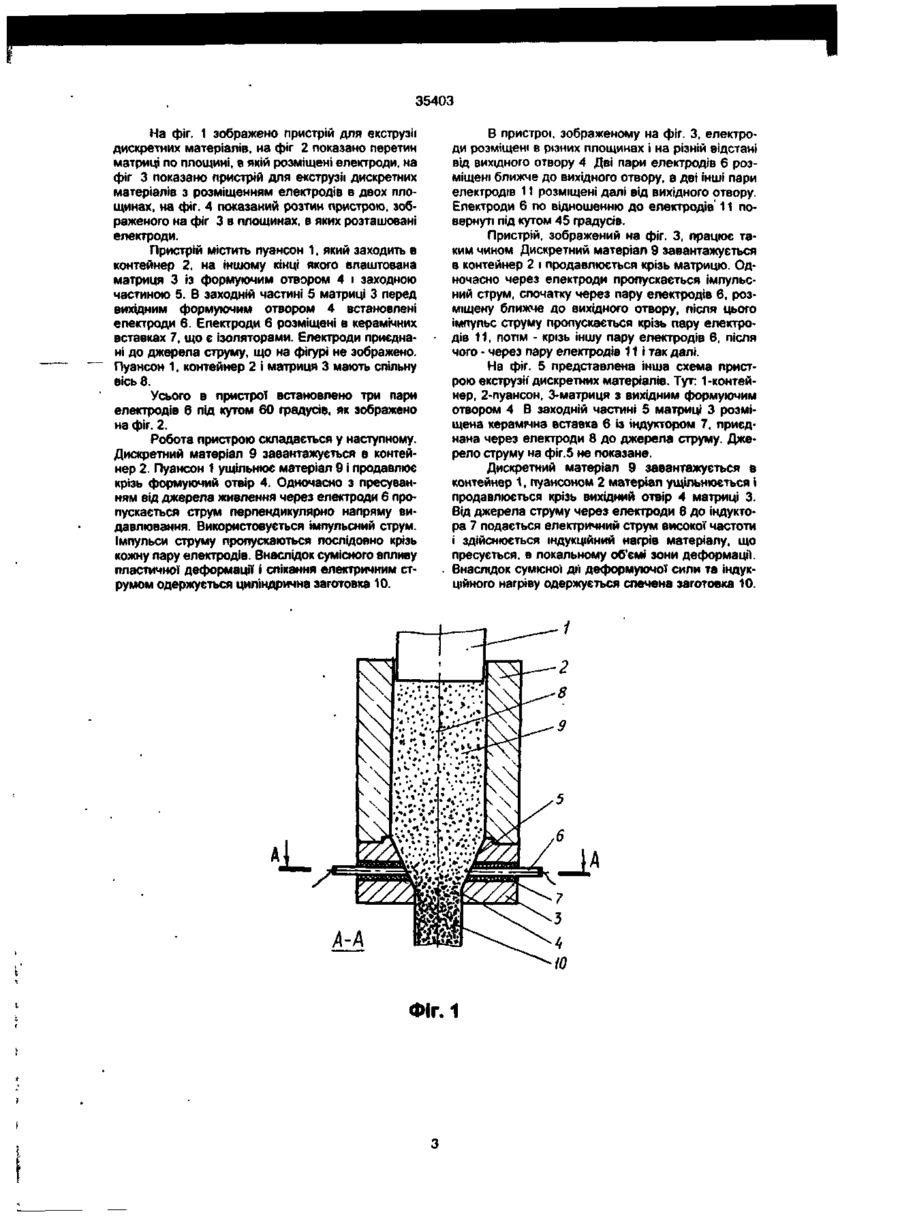
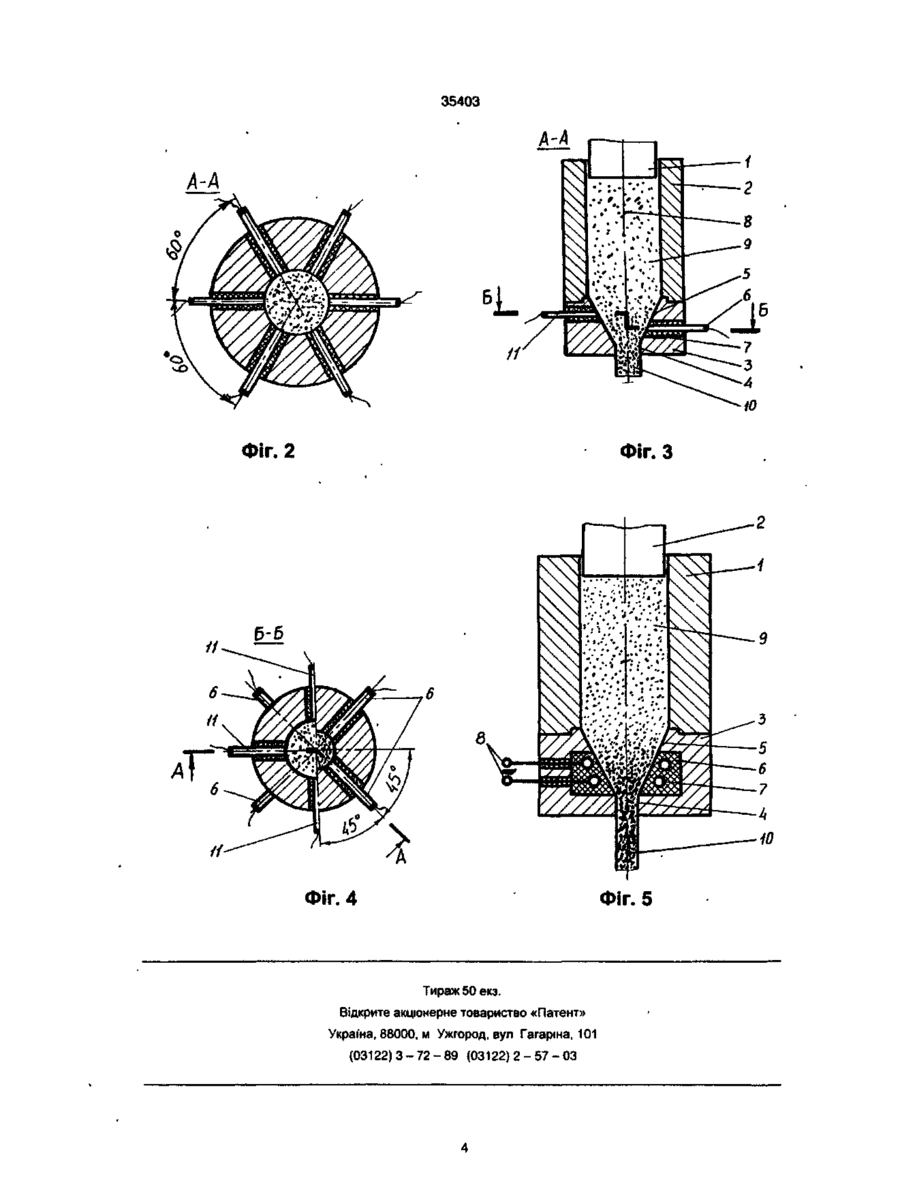
УКРАЇНА UA (и) 35403 из) А (51)*6B22F3/14, B22F3/20 МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ОПИС ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ ДО ДЕКЛАРАЦІЙНОГО ПАТЕНТУ НА ВИНАХІД видається під відповідальність власника патенту (54) ПРИСТРІЙ ДЛЯ ЕКСТРУЗІЇ ДИСКРЕТНИХ МАТЕРІАЛІВ (21)99105466 (22)07.10.1999 (24) 15.03.2001 (46) 15.03.2001, Бюл. № 2,2001 р. (72) Шахновський Олександр Олегович, Подлєсний Сергій Володимирович (73) ДОНБАСЬКА ДЕРЖАВНА МАШИНОБУДІВНА АКАДЕМІЯ (57) 1. Пристрій для екструзії дискретних матеріалів, що містить пуансон, який заходить в контейнер, на іншому кінці якого розміщена матриця з ви хідним формуючим отвором і джерелом струму, який відрізняється тим, що пристрій устаткований нагрівальними елементами, які 'здійснюють нагрів у локальному об'ємі та розміщуються перед вхідним формуючим отвором матриці, в заходній частині матриці або в нижній частині контейнеру. 2. Винахід за п. 1, який відрізняється тим, що нагрівальні елементи виконані з електродів, яких може бути декілька пар. 3. Винахід за п. 1, який відрізняється тим, що нагрівальним елементом є індуктор. Винахід відноситься до порошкової металургії, зокрема до одержання великогабаритних виробів засобом екструзії із порошків, гранул, губки, подрібненої стружки та інших дискретних матеріалів. Відомий пристрій для екструзії (видавлювання) прутків і труб, що містить пуансон, контейнер і матрицю (див Порошковая металлургия материалов специального назначения. Под ред. Дж. Барка и В. Вейса - М • Металлургия, 1977. - С. 288-290 ). Пристрій працює таким чином: порошковий матеріал нагрівають, засипають у контейнер, ущільнюють і видавлюють крізь матрицю. Нагрів здійснюється в окремій установці і складно запобігти контакту гарячого матеріалу з повітрям при транспортуванні до завантаження. Відомий пристрій для гарячого пресування порошкового .матеріалу в закритій прес-формі в поєднанні з прямим нагрівом порошку електрострумом, що містить верхній і нижній пуансони електроди, контейнер і джерело струму (див. Клячко Л. И., Уманский В. Н. Оборудование и оснастка для формования порошкових материалов. -М.: Металлургия, 1986. - С. 270). Порошковий матеріал завантажується в контейнер. Порошок нагрівають прямим пропусканням струму через електроди. Пресування здійснюється за допомогою додаткового тиснення на верхній пуансон. Проте, такий пристрій не призначений для одержання великогабаритних виробів. Відомий пристрій гарячого пресування порошкового матеріалу в закритій прес-формі в поєднанні з індуктивним нагрівом порошку (див Кинершов СИ., Падалко О. В. Оборудование предприятий порошковой металурии. Учебник для вузов - М.: Металлургия, 1988. - С. 182 - 185). При цьому контейнер з порошком і пуансоном знаходяться всередині індуктора і здійснюється нагрів усього об'єму порошку, нагріваються також і пуансони. Такий пристрій непристосований для одержання великогабаритних виробів. Найбільш близьким за технічною суттєвістю до винаходу є пристрій для екструзії" дискретних електропровідних матеріалів, що містить пуансон, який заходить в контейнер, на іншому кінці якого розміщені матриця з вихідним формуючим отвором і джерело струму. Пуансон і матриця одночасно є електродами (див Райченко А.И. Основы процесса спекания порошков пропусканием электрического тока.- М.: Металлургия, 1987.-С. 101-102). Заготовку (порошок у стані вільної засипки або пресовки) завантажують у контейнер. Шляхом пуансона-електрода та матриці-електрода крізь усю заготовку пропускають електричний струм, який призводить до її нагріву. Нагріту заготовку піддають екструзії за допомогою додаткового тиснення на пуансон. У джерелі живлення є пристрій для регулювання струму і напруги, що дозволяє регулювати нагрів металу. Спікання пропусканням електричного струму крізь весь об'єм матеріалу, що пресується, не викликає ускладнень, коли мова йде про .порівняно невеликий об'єм матеріалу. Проте, при великих розмірах поперечного перетину і великій масі заготовки, що пресується, вимагається оснащення дуже великими потужностями, та збільшується час со о *t If) CO < 35403 нагріву Утворення захисної атмосфери також викликає певні труднощі В деяких випадках не потрібна гаряча екструзія а достатньо часткового спікання з метою збільшення МІЦНОСТІ виробу Пропускання струму крізь весь об'єм матеріалу призводить до утворення металевих зв'язків МІЖ частками також у всьому об'ємі В процесі екструзії ці зв'язки піддаються деформації, навіть до руйнування При пропусканні струму утворюються нові металеві контакти між частками, що також частково деформуються і частково руйнуються Для здійснення процесу екструзії потрібні витрати великої енергії на деформацію металевих зв'язків В усьому об'ємі матеріалу, що пресується, і чимале зусилля на пуансоні В деяких випадках необхідно виготовити вироби діаметром до 650 мм, наприклад - титанові електроди для вакуумно-дугової плавки, які витрачаються Матеріал пресового інструменту звичайно виконаний із інструментальної сталі Контакт електродів з пресовим інструментом призводить до того, що відбувається часткове зварювання часток матеріалу з інструментом Руйнування контактів, що утворилися в процесі пресування приз* водить до збільшення зусилля пресування і до підвищеного зносу інструменту В основу винаходу поставлене завдання створити пристрій для екструзії дискретних електропровідних матеріалів, в якому нове виконання нагрівальних елементів дозволило б проводити нагрів та спікання у локальному об'ємі матеріалу, який пресується, і за рахунок цього зменшити енергомюткість процесу, скоротити час нагріву Поставлене завдання вирішується за рахунок того, що в пристрої для екструзії дискретних матеріалів, що містить пуансон, який заходить в контейнер, на іншому КІНЦІ ЯКОГО встановлена матриця з вихідним формуючим отвором і джерело струму, електроди розміщені перед вхідним формуючим отвором, причому електродів може бути встановлено декілька пар в одній чи в декількох площинах При розміщенні електродів перед вихідним отвором матриці струм пропускається через локальний об'єм матеріалу, що пресується Область перед вхідним отвором є зоною деформації Матеріал у цій зоні має вищу відносну ЩІЛЬНІСТЬ, ЩО призводить до спікання електроопором матеріалу при пропусканні струму Крім того відстань між електродами значно менша, ніж в прототипі Тому нагрів локального об'єму матеріалу здійснюється значно швидше, у порівнянні з аналогом і при істотно меншій потужності джерела струму Одержуємо унікальне поєднання процесів холодного і гарячого пресування холодне завантаження та ущільнення матеріалу і гаряча екструзія Процес екструзії може бути напівбезперервним Щоб уникнути анізотропних властивостей, пропонується використати декілька пар електродів (не менш двох), що до того ж можуть розміщуватися у різних площинах У цьому випадку найбільш доцільне використання імпульсного струму Наприклад при прямому пресуванні (видавлюванні), коли подача матеріалу, що пресується відбувається уздовж осі контейнера електроди можна розмістити в одній, двох або трьох площинах, пер пендикулярних осі контейнера, по дві-три пари електродів в кожній площині, причому електроди в одній площині повинні бути повернуті по відношенню до електродів в ІНШІЙ площині Внаслідок високої відносної ЩІЛЬНОСТІ матеріалу в зоні деформації залишається незначний об'єм газу в поровому просторі Через те, що нагрів здійснюється швидко та доступ повітря ззовні обмежений, в деяких випадках можна здійснювати процес без утворення захисної атмосфери чи вакууму Розміщення електродів окремо від прес-інструменту дозволяє підібрати найбільш підхожий для цього матеріал, щоб уникнути явищ взаємодії матеріалу, що пресується із електродами Для електродів можна використати матеріали, що застосовуються для електродів електроконтактної сварки Площа контакту електродів з матеріалом, що пресується, буде значно меншою, а самі електроди можна відновлювати по мірі зносу Електроди розміщуються в діелектричних вставках з інструментальної кераміки для запобігання їх контакту з пресуючим інструментом Електричний струм у такому випадку буде проходити від електроду до електроду крізь матеріал, що пресується, а не по піни інструмент-матеріал Поставлене завдання також може бути вирішене за рахунок того, що в пристрій екструзії дискретних матеріалів, який включає завантаження дискретного матеріалу в контейнер, його нагрів, ущільнення і екструзію крізь вихідний формуючий отвір матриці, нагрів здійснюється в локальному об'ємі зони деформації за допомогою індуктора, вмонтованого у вставку із діелектрика, розміщену перед вихідним формуючим отвором матриці в'заходній частині матриці або в нижній частині контейнеру Нагрів локального об'єму вимагає менших енерговитрат і, ВІДПОВІДНО, меншої потужності джерела струму Для одержання великогабаритних виробів дискретний матеріал завантажується в контейнер, ущільнюється пуансоном, продавлюється крізь вихідний формуючий отвір матриці Одночасно від джерела живлення через індуктор, розміщений перед вихідним отвором матриці в керамічній встав, ці, пропускається високочастотний струм і здійснюється індукційний нагрів матеріалу Таким чином при холодному завантаженні здійснюється гаряча екструзія і одержується великогабаритна спечена заготовка Нагрівається тільки локальним об'єм матеріалу в зоні деформації Через те, що повітря більшою частиною витіснене із порового простору в зоні деформації, в деяких випадках не потрібно спеціальних пристроїв для утворення захисної атмосфери Нагрів матеріалу в локальному об'ємі і розміщення індуктора в керамічній вставці по периметру в зоні деформації підвищує коефіцієнт корисної дії використання електроенергії Індукційний нагрів виключає безпосередній контакт матеріалу з електродами, внаслідок того відсутній електроерозійний знос електродів Пошук, проведений за матеріалами науковотехнічної і патентної інформації показав, що пристрій, який пропонується, не відомий в техніці отже, рішення що пропонується, відповідає критерію "Новизна" 35403 На фіг. 1 зображено пристрій для екструзії дискретних матеріалів, на фіг 2 показано перетин матриці по площині, в якій розміщені електроди, на фіг 3 показано пристрій для екструзії дискретних матеріалів з розміщенням електродів в двох площинах, на фіг. 4 показаний розтин пристрою, зображеного на фіг 3 в площинах, в яких розташовані електроди. Пристрій містить пуансон 1, який заходить в контейнер 2, на іншому кінці якого влаштована матриця 3 із формуючим отвором 4 і заходною частиною 5. В заходній частині 5 матриці 3 перед вихідним формуючим отвором 4 встановлені електроди 6. Електроди 6 розміщені в керамічних вставках 7, що є ізоляторами. Електроди приєднані до джерела струму, що на фігурі не зображено. Пуансон 1, контейнер 2 і матриця 3 мають спільну вісь 8. Усього в пристрої встановлено три пари електродів 6 під кутом 6 0 градусів, як зображено на фіг. 2. Робота пристрою складається у наступному. Дискретний матеріал 9 завантажується в контейнер 2. Пуансон 1 ущільнює матеріал 9 і продавлює крізь формуючий отвір 4. Одночасно з пресуванням від джерела живлення через електроди 6 пропускається струм перпендикулярно напряму видавлювання. Використовується імпульсний струм. Імпульси струму пропускаються послідовно крізь кожну пару електродів. Внаслідок сумісного впливу пластичної деформації і спікання електричним струмом одержується циліндрична заготовка 10. В пристрої, зображеному на фіг. З, електроди розміщені в різних площинах і на різній відстані від вихідного отвору 4 Дві пари електродів 6 розміщені ближче до вихідного отвору, а дві інші пари електродів 11 розміщені далі від вихідного отвору. Електроди 6 по відношенню до електродів 11 повернуті під кутом 45 градусів. Пристрій, зображений на фіг. З, працює таким чином Дискретний матеріал 9 завантажується в контейнер 2 і продавлюється крізь матрицю. Одночасно через електроди пропускається імпульсний струм, спочатку через пару електродів 6, розміщену ближче до вихідного отвору, після цього імпульс струму пропускається крізь пару електродів 11, потім - крізь іншу пару електродів 6, після чого - через пару електродів 11 і так далі. На фіг. 5 представлена інша схема пристрою екструзії дискретних матеріалів. Тут: 1-контейнер, 2-пуансон, 3-матриця з вихідним формуючим отвором 4 В заходній частині 5 матриці 3 розміщена керамічна вставка 6 із індуктором 7, приєднана через електроди 8 до джерела струму. Джерело струму на фіг.5 не показане. Дискретний матеріал 9 завантажується в контейнер 1, пуансоном 2 матеріал ущільнюється і продавлюється крізь вихідний отвір 4 матриці 3. Від джерела струму через електроди 8 до індуктора 7 подається електричний струм високої частоти і здійснюється індукційний нагрів матеріалу, що пресується, в локальному об'ємі зони деформації. Внаслідок сумісної дії деформуючої сили та індукційного нагріву одержується спечена заготовка 10. ФІГ. 1 35403 Фіг. 2 Фіг. З н Фіг. 4 Фіг. 5 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03122)3-72-89 (03122)2-57-03
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for extrusion of discrete materials
Автори англійськоюShakhnovskyi Oleksandr Olehovych, Podliesnyi Serhii Volodymyrovych
Назва патенту російськоюУстройство для экструзии дискретных материалов
Автори російськоюШахновский Александр Олегович, Подлесный Сергей Владимирович
МПК / Мітки
Мітки: матеріалів, дискретних, пристрій, екструзії
Код посилання
<a href="https://ua.patents.su/4-35403-pristrijj-dlya-ekstruzi-diskretnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для екструзії дискретних матеріалів</a>
Матриця для екструзії дискретних матеріалів
Номер патенту: 35402
Опубліковано: 15.03.2001
Автори: Подлєсний Сергій Володимирович, Казаков Сергій Олександрович
МПК: B22F 3/02
Мітки: екструзії, дискретних, матеріалів, матриця
Формула / Реферат:
1. Матриця для екструзії дискретних матеріалів, що складається із заходної (верхньої) і калібруючої (нижньої) частин, яка відрізняється тим. що на поверхні заходної частини виконані виступи, розміщені під кутом до утворюючої поверхні обертання, при цьому величина кугу знаходиться в межах від 0 до 45 градусів.2. Матриця по п. 1, відрізняється тим, що виступи виконані у вигляді тіл обертання, наприклад роликів.3. Матриця по п. 2,...
Пристрій для безперервної екструзії та видування тонких плівок пластичного матеріалу
Номер патенту: 3589
Опубліковано: 27.12.1994
Автор: Джанкарло Трамедзані
МПК: B29L 23/00, B29C 47/38
Мітки: пластичного, безперервної, плівок, екструзії, тонких, матеріалу, видування, пристрій
Формула / Реферат:
1. Устройство для непрерывной экструзии и выдувания тонких пленок пластичного материала, особенно изготовленных из порошка жесткого пол-ивинилхрорида, не содержащих пластификаторов и используемых для упаковки пищевых продуктов, выполненное в виде экструдера, содержащего цилиндрический корпус с соосно выполненным в нем выходным отверстием, закрепленную на корпусе со стороны его выходного отверстия выдувную фильеру со съемным фильтром, соосно...
Пристрій для приймання і формування пакету труб, виготовлених методом екструзії
Номер патенту: 2661
Опубліковано: 26.12.1994
Автори: Міщенко Віталій Олександрович, Дубінін Віктор Іванович, Дяченко Володимир Миколайович
МПК: B29C 47/08
Мітки: труб, методом, приймання, пакету, формування, пристрій, екструзії, виготовлених
Формула / Реферат:
Устройство для приемки и формирования пакета экструдируемых труб, содержащее неподвижную раму, V-образный приемный лоток, выполненный в виде двух формообразующих щек и установленный на раме с возможностью опрокидывания, и накопитель, отличающееся тем, что, с целью повышения производительности за счет увеличения пропускной способности, устройство снабжено дополнительным накопителем и пневмоцилиндрами для индивидуального опрокидывания...
Пристрій для передачі дискретних сигналів
Номер патенту: 28461
Опубліковано: 16.10.2000
Автори: Портнов Михайло Львович, ПОРТНОВ ЄВГЕН МИХАЙЛОВИЧ
МПК: G08C 19/28
Мітки: сигналів, передачі, пристрій, дискретних
Формула / Реферат:
Устройство для передачи дискретных сигналов, содержащее блок датчиков, включающий "n" индивидуальных датчиков, первые выходы всех датчиков объединены и подключены к шине, объединяющей первые выходы "n" узлов блока сопряжения, к которым подключены аноды первых диодов, а вторые выходы "n" узлов являются выходами блока сопряжения и подключены к "n" основным входам преобразователя параллельного кода в...
Пристрій для синхронізації передавача дискретних сигналів з розосередженими приймачами
Номер патенту: 7699
Опубліковано: 26.12.1995
Автори: Верховський Яків Маркович, Сидяк Володимир Олександрович
МПК: H04L 7/02
Мітки: дискретних, передавача, синхронізації, пристрій, приймачами, розосередженими, сигналів
Формула / Реферат:
1. Устройство для синхронизации передатчика дискретных сигналов с рассредоточенными приемниками, содержащее первый и второй регистры сдвига, блок выделения тактовой частоты, первый и второй формирователи сигналов обратной связи, первый сумматор по модулю два. коммутатор и дешифратор адреса, причем вход устройства соединен с входом блока выделения тактовой частоты, первым входом первого регистра сдвига и первым входом первого сумматора по...
Попередній патент: Матриця для екструзії дискретних матеріалів
Наступний патент: Учбовий прилад механіки
Випадковий патент: Спосіб виготовлення тонких металевих листів прокаткою у пакеті