Багатошпиндельний токарний автомат
Номер патенту: 35910
Опубліковано: 10.10.2008
Автори: Пухов Олександр Семенович, Кузнєцов Юрій Миколайович

Формула / Реферат
1. Багатошпиндельний токарний автомат, що містить шпиндельний барабан, механізм повороту і фіксації шпинделів, завантажувальний пристрій, затискні механізми з патронами і механізм керування циклом, який відрізняється тим, що патрони виконані багатофункціональними з можливістю повороту-довороту затиснутої заготовки відносно осі, перпендикулярній осі шпинделя, а автомат оснащений системою програмного керування положенням заготовки з приводами її затиску і фіксації в заданому кутовому положенні від одного силового органа із відповідними поршнями і штоками, розташованими один в одному.
2. Багатошпиндельний токарний автомат за п.1, який відрізняється тим, що гідропривід механізму повороту-довороту заготовки розташований на кожному шпинделі всередині гідропривода механізму затиску, циліндр якого жорстко зв'язаний з циліндром механізму повороту-довороту через шпиндель на його кінці.
3. Багатошпиндельний токарний автомат за п.1, який відрізняється тим, що на нижній основі розташований супорт з можливістю поступового переміщення в горизонтальній площині по двох координатах.
4. Багатошпиндельний токарний автомат за п.1, який відрізняється тим, що механізми затиску-розтиску виконані з геометричним замкненням, у яких муфти затиску через важільну передачу з'єднані із штоком гідроциліндра, розташованого співвісно з віссю шпиндельного барабана, а важіль виконаний з можливістю повороту навколо цієї осі для взаємодії з муфтою затиску в заданій системою керування позиції.
Текст
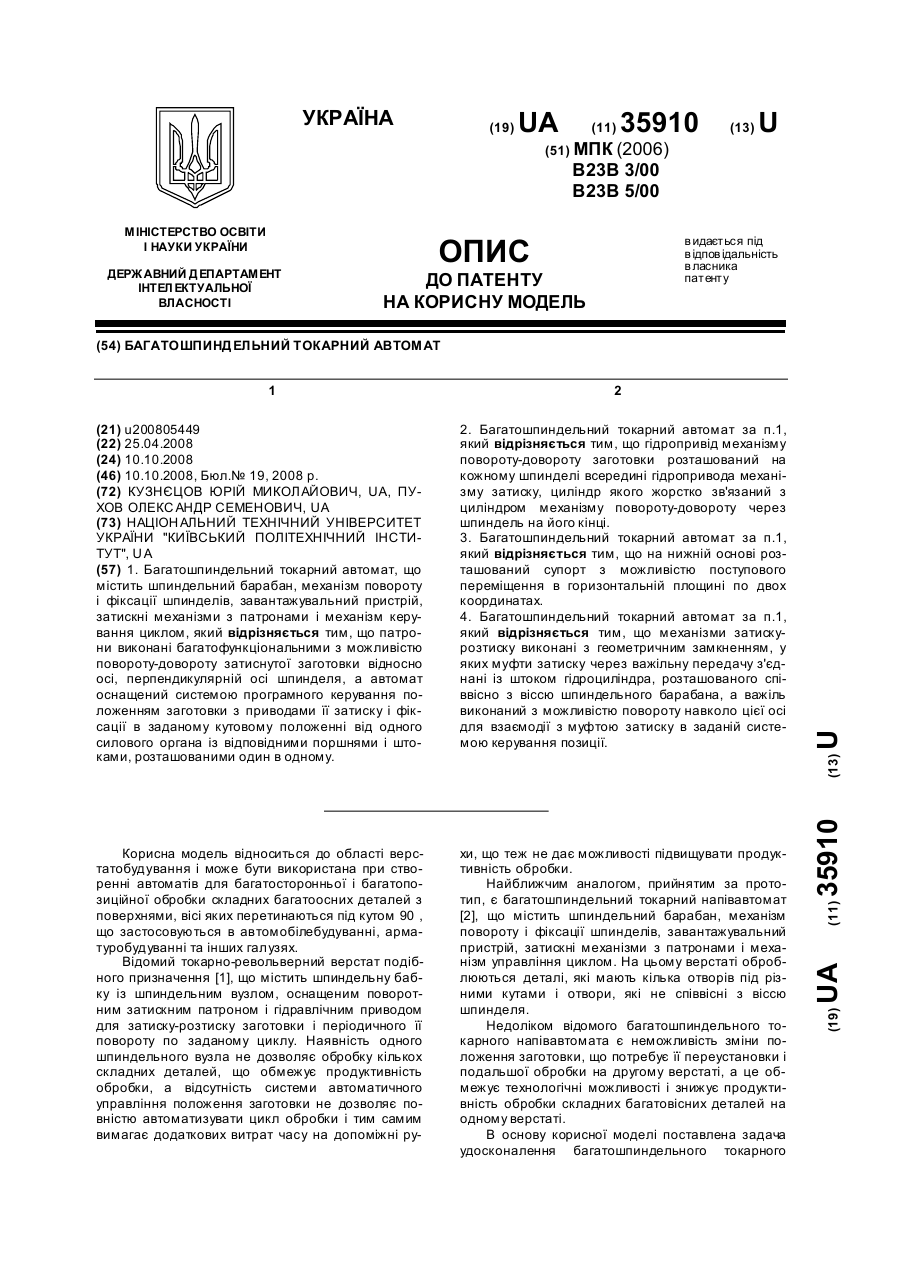
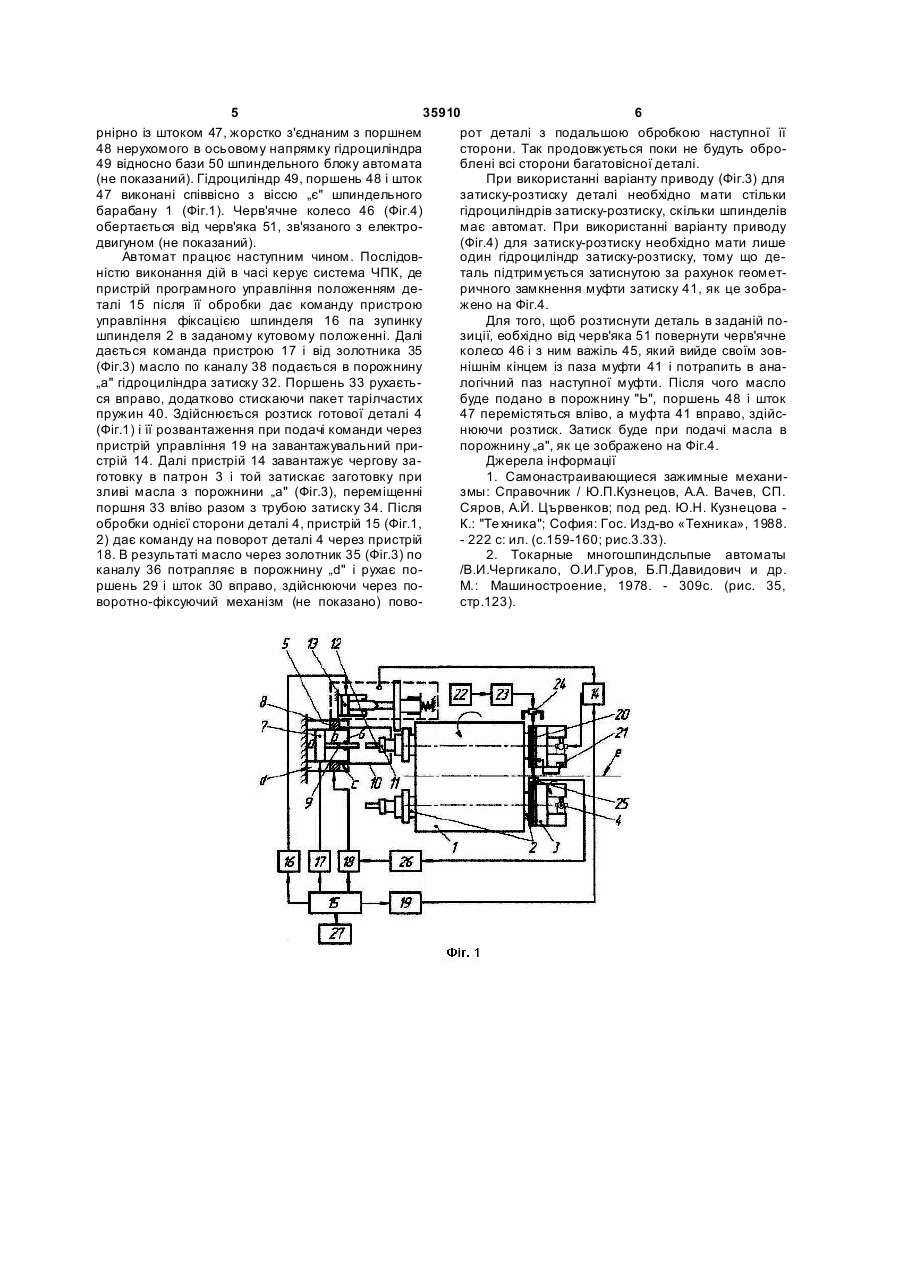
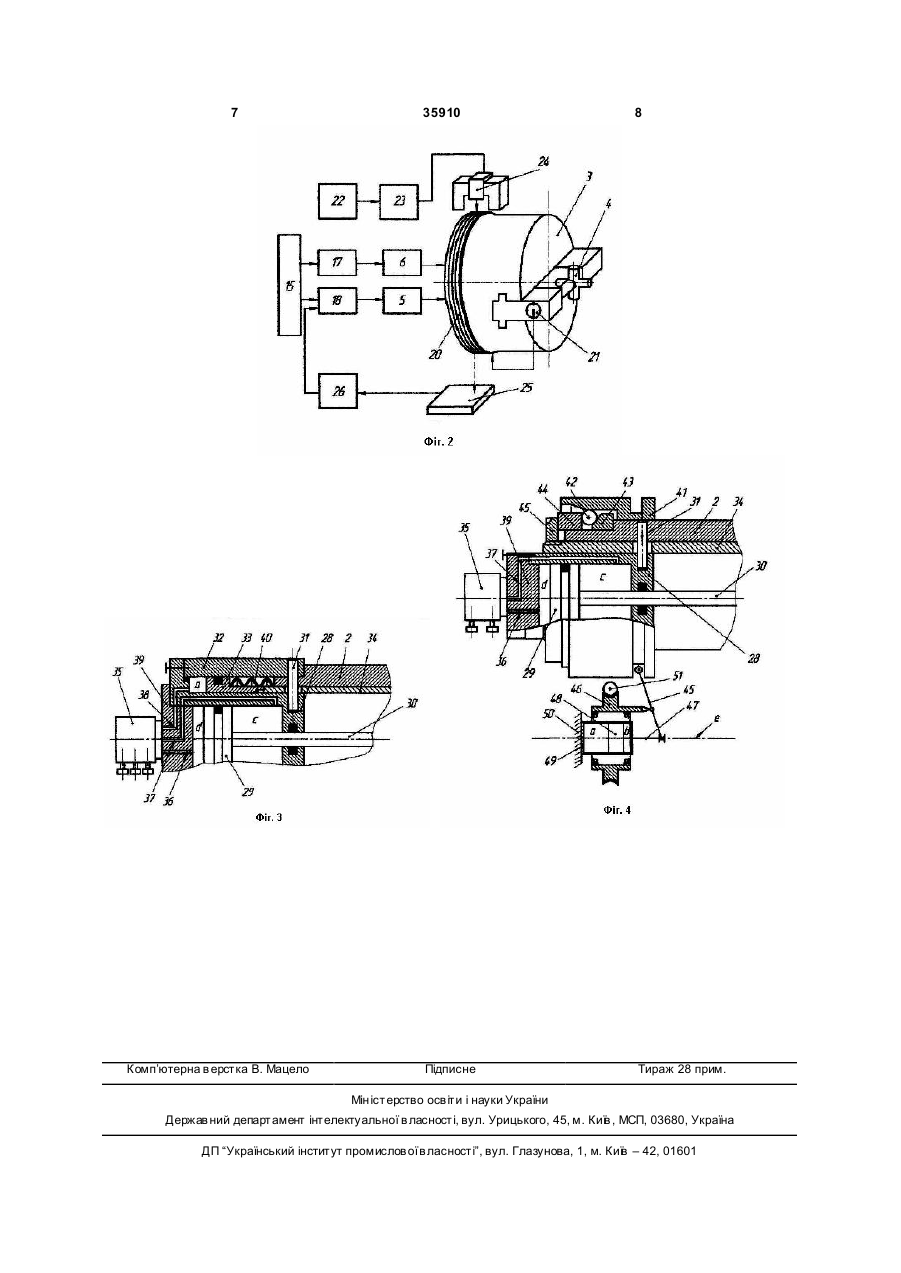
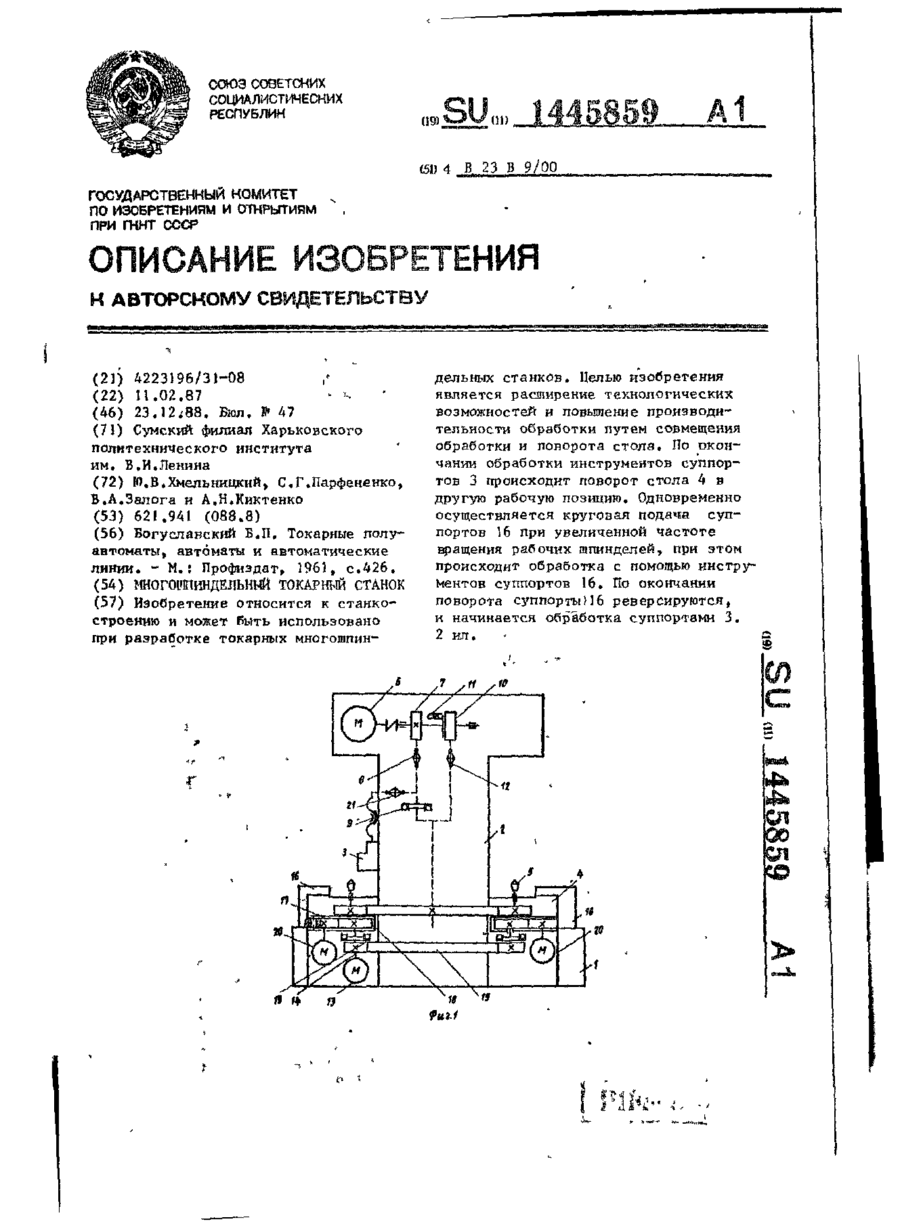
1. Багатошпиндельний токарний автомат, що містить шпиндельний барабан, механізм повороту і фіксації шпинделів, завантажувальний пристрій, затискні механізми з патронами і механізм керування циклом, який відрізняється тим, що патрони виконані багатофункціональними з можливістю повороту-довороту затиснутої заготовки відносно осі, перпендикулярній осі шпинделя, а автомат оснащений системою програмного керування положенням заготовки з приводами її затиску і фіксації в заданому кутовому положенні від одного силового органа із відповідними поршнями і штоками, розташованими один в одному. U 2 (19) 1 3 35910 4 автомата шляхом того, що патрони виконані багаЗапропонований багатошпиндельний токарний тофункціональними з можливістю поворотуавтомат містить поворотний шпиндельний барадовороту затиснутої заготовки відносно вісі, пербан 1 (Фіг.1) з віссю повороту „є" (стрілкою показапендикулярної вісі шпинделя, а автомат оснащений напрямок повороту), шпинделі 2, на передний системою програмного керування положенням ньому кінці яких розташовані поворотні затискні заготовки з приводами її затиску і фіксації в задапатрони 3 під складні багатоосні деталі 4 (Фіг.1, 2). ному кутовому положенні із відповідними поршняНа задньому кінці шпинделя 3 розташовані привоми і штоками, розташованими один в одному, що ди повороту 5 і затиску 6 деталі (Фіг.1) від одного дозволяє досягнути технічний результат - розшигідравлічного силового органа з відповідними порити технологічні можливості і підвищити продукршнями 7 і 8, штоками 9 і 10, розташованими один тивність обробки. в одному. Шток 10 гідроциліндра повороту взаєРозв'язання поставленої задачі досягається модіє із тягою поворота 11, а шток 9 гідроциліндру тим, що в багато шпиндельному токарному автозатиску - із тягою (трубою) затиску 12. Гідроциматі, який містить шпиндельний барабан, механізм ліндр затиску містить нештокову „а" і штокову „b" повороту і фіксації шпинделів, завантажувальний порожнини, а гідроциліндр повороту-довороту пристрій, затискні механізми з патронами і механіштокову „с" і не штокову „d" порожнини, в які через зми управління циклом, згідної корисної моделі розподільчий золотник по командах (не показано) новим є те, що патрони виконані багатофункціонаподається масло під тиском або з яких воно злильними з можливістю повороту-довороту затиснувається в бак гідросистеми (не показано). тої заготовки відносно вісі, перпендикулярної вісі В завантажувально-розвантажувальної позиції шпинделя, а автомат оснащений системою проверстата передбачений механізм фіксації 13 шпиграмного керування положенням заготовки з принделя, дія якого пов'язана з завантажувальним водами її затиску і фіксації в заданому кутовому пристроєм 14 для розвантаження готової деталі і положенні від одного силового органа із відповідзавантаження чергової заготовки. ними поршнями і штоками, розташованими один в Система програмного керування положенням одному. Завдяки використанню багатофункціоназаготовки 4 включає (Фіг.1,2): пристрій програмнольних патронів виникає можливість обробки склаго управління положенням 15, пристрій управління дних багатоосьових деталей з однієї установки в фіксацією шпинделя 16, пристрій управління затиодному автоматі, що значно розширює його техском деталі 17, пристрій управління поворотом нологічні можливості, а за рахунок скорочення деталі 18, пристрій управління завантаженням часу на допоміжні рухи повороту деталі в патроні заготовок 19, навитку зв'язку 20 на зовнішній подля нової позиції обробки без її знімання з верставерхні корпусу поворотного патрону 4, датчик пота досягається підвищення продуктивності обробложення деталі 21, генератор гармонічних колики. вань 22, підсилювач потужності 23, індуктор 24, Крім того, для скорочення часу допоміжних рублок індукційних датчиків 25, релейний підсилювач хів гідропривід механізму повороту-довороту заго26 і пристрій індикації положення деталі 27 в позитовки розташований на кожному шпинделі всереціях автомата. дині гідропривода механізму затиску, циліндр Можливі різні варіанти виконання приводів поякого жорстко зв'язаний з циліндром механізму вороту і затиску деталі, крім зображеного на Фіг.1. повороту-довороту через шпиндель на його кінці. Всередині може бути привід повороту гідравлічний Ще більша швидкодія допоміжних рухів на заз гідроциліндром 28 (Фіг.3), поршнем 29 і штоком тиск-розтиск досягається тим, що механізми зати30. Гідроциліндр 28 жорстко зв'язаний за допомоску-розтиску викопані з геометричним замкненням, гою штифта 31 з гідроциліндром 32, поршень 33 у яких м уфти затиску через важільну передачу якого за допомогою різьби жорстко зв'язаний з зв'язані із штоком гідроциліндра, розташованого трубою затиску 34, розташованій всередині шпинспіввісно з віссю шпиндельного барабана, а важіль деля 2 (Фіг.1, 3). Масло через розподільниковий виконаний з можливістю повороту навколо цієї вісі золотник 35 (Фіг.3), канали 36, 37, 38 потрапляє для взаємодії з муфтою затиску в заданій систевідповідно в не штокову порожнину „d" і штокову мою управління позиції. порожнину „с" гідроциліндра 28, а також в не штоТаким чином, завдяки запропонованим рішенкову порожнину „а" гідроциліндра 32. Канали для ням досягається бажаний технічний результат підводу масла виконані в кришці 39 гідроциліндра розширення технологічних можливостей і підви28 і в ньому самому. щення продуктивності обробки складних багатоміДля затиску деталі під час її обробки може висних деталей. користовуватись пружний силовий привід у вигляді Суть корисної моделі пояснюється кресленняпакета тарілчастих пружин 40 (Фіг.3) або привід з ми, де на Фіг.1 зображена принципова схема багагеометричним замкненням (Фіг.4), який містить тошпиндельного токарного автомата з числовим муфту затиску 41, тіла кочення 42, що взаємодіють програмним управлінням ; Фіг.2 - блок-схема сисз одного боку з конічною втулкою 43, а з другого теми автоматичного управління положенням дециліндричною втулкою 44 і через неї з регулююталі в багатофункціональному поворотному затисчою гайкою 45, нагвинченою на трубу затиску 34. кному патроні; Фіг.3 - варіант гідромеханічного Муфта затиску 41 має всередині фасонний проприводу затиску-розтиску, повороту і фіксації дефіль -конічний для натягу системи і циліндричний талі в патроні; Фіг.4 - варіант гідромеханічного для геометричного замкнення. приводу затиску-розтиску деталі з механізмом пеПереміщення муфти 41 здійснюється від вареводу важільної передачі в іншу позицію шпинжеля 45, вісь якого розташована на торці черв'ячдельного барабана. ного колеса 46, а другий кінець його зв'язаний ша 5 35910 6 рнірно із штоком 47, жорстко з'єднаним з поршнем рот деталі з подальшою обробкою наступної її 48 нерухомого в осьовому напрямку гідроциліндра сторони. Так продовжується поки не будуть обро49 відносно бази 50 шпиндельного блоку автомата блені всі сторони багатовісної деталі. (не показаний). Гідроциліндр 49, поршень 48 і шток При використанні варіанту приводу (Фіг.3) для 47 виконані співвісно з віссю „є" шпиндельного затиску-розтиску деталі необхідно мати стільки барабану 1 (Фіг.1). Черв'ячне колесо 46 (Фіг.4) гідроциліндрів затиску-розтиску, скільки шпинделів обертається від черв'яка 51, зв'язаного з електромає автомат. При використанні варіанту приводу двигуном (не показаний). (Фіг.4) для затиску-розтиску необхідно мати лише Автомат працює наступним чином. Послідоводин гідроциліндр затиску-розтиску, тому що деністю виконання дій в часі керує система ЧПК, де таль підтримується затиснутою за рахунок геометпристрій програмного управління положенням деричного замкнення муфти затиску 41, як це зобраталі 15 після її обробки дає команду пристрою жено на Фіг.4. управління фіксацією шпинделя 16 па зупинку Для того, щоб розтиснути деталь в заданій пошпинделя 2 в заданому кутовому положенні. Далі зиції, еобхідно від черв'яка 51 повернути черв'ячне дається команда пристрою 17 і від золотника 35 колесо 46 і з ним важіль 45, який вийде своїм зов(Фіг.3) масло по каналу 38 подається в порожнину нішнім кінцем із паза муфти 41 і потрапить в ана„а" гідроциліндра затиску 32. Поршень 33 рухаєтьлогічний паз наступної муфти. Після чого масло ся вправо, додатково стискаючи пакет тарілчастих буде подано в порожнину "Ь", поршень 48 і шток пружин 40. Здійснюється розтиск готової деталі 4 47 перемістяться вліво, а муфта 41 вправо, здійс(Фіг.1) і її розвантаження при подачі команди через нюючи розтиск. Затиск буде при подачі масла в пристрій управління 19 на завантажувальний припорожнину „а", як це зображено на Фіг.4. стрій 14. Далі пристрій 14 завантажує чергову заДжерела інформації готовку в патрон 3 і той затискає заготовку при 1. Самонастраивающиеся зажимные механизливі масла з порожнини „а" (Фіг.3), переміщенні змы: Справочник / Ю.П.Кузнецов, А.А. Вачев, СП. поршня 33 вліво разом з трубою затиску 34. Після Сяров, А.Й. Цървенков; под ред. Ю.Н. Кузнецова обробки однієї сторони деталі 4, пристрій 15 (Фіг.1, К.: "Те хника"; София: Гос. Изд-во «Техника», 1988. 2) дає команду на поворот деталі 4 через пристрій - 222 с: ил. (с.159-160; рис.3.33). 18. В результаті масло через золотник 35 (Фіг.3) по 2. Токарные многошпиндсльпые автоматы каналу 36 потрапляє в порожнину „d" і рухає по/В.И.Чергикало, О.И.Гуров, Б.П.Давидович и др. ршень 29 і шток 30 вправо, здійснюючи через поМ.: Машиностроение, 1978. - 309с. (рис. 35, воротно-фіксуючий механізм (не показано) повостр.123). 7 Комп’ютерна в ерстка В. Мацело 35910 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMultispindle automatic lathe
Автори англійськоюKuznietsov Yurii Mykolaiovych, Pukhov Oleksandr Semenovych
Назва патенту російськоюМногошпиндельный токарный автомат
Автори російськоюКузнецов Юрий Николаевич, Пухов Александр Семенович
МПК / Мітки
Мітки: токарний, автомат, багатошпиндельний
Код посилання
<a href="https://ua.patents.su/4-35910-bagatoshpindelnijj-tokarnijj-avtomat.html" target="_blank" rel="follow" title="База патентів України">Багатошпиндельний токарний автомат</a>
Багатошпиндельний токарний автомат

Номер патенту: 33680
Опубліковано: 15.02.2001
Автори: Вагі Ала Сухель Ель Тахер, Скляров Руслан Анатолійович, Кузнєцов Юрій Миколайович
МПК: B23B 9/00
Мітки: багатошпиндельний, автомат, токарний
Текст:
...із затисненою в патроні 14 заготовкою (на фіг. 3 не показано) здійснюється від електродвигуна 15 (Мс) через зубчасту ремінну передачу 16. При необхідності забезпечення точного кутового положення шпинделя 5, використовують механізм кутової фіксації, який виконаний у вигляді зубчастого фіксуючого диску 17. Рух верхніх салазок 4 по координаті Z здійснюється від електродвигуна 18 (Мz) через зубчасту ремінну передачу 19 і кулькову гвинтову...
Вертикальний одношпиндельний токарний автомат

Номер патенту: 29105
Опубліковано: 10.01.2008
Автор: Безуглий Леонід Іванович
МПК: B23B 7/00
Мітки: автомат, вертикальний, одношпиндельний, токарний
Формула / Реферат:
1. Вертикальний одношпиндельний токарний автомат для обробки деталей типу дисків, кілець, фланців з феромагнітного матеріалу, які мають припуск перемінного перерізу трикутної або фасонної форми, який містить станину, електропривод, шпиндель, кінематично зв'язаний з кулачковим валом, керуючим різанням; супорт з різцем; затискний пристрій, який відрізняється тим, що кулачок, керуючий подачею, має робочий профіль, який забезпечує постійність...
Багатошпиндельний токарний верстат
Номер патенту: 14099
Опубліковано: 25.04.1997
Автори: Хмельницький Юрій Володимирович, Парфененко Сергій Геннадійович, Залога Вільям Олександрович, Кіктенко Анатолій Миколайович
МПК: B23B 9/00
Мітки: токарний, верстат, багатошпиндельний
Формула / Реферат:
Многошпиндельный токарный станок, содержащий основание, центральную колонну с суппортами, стол с рабочими шпинделями, установленный на основании с возможностью поворота, привод поворота стола и привод главного движения, отличающийся тем, что, с целью расширения технологических возможностей и повышения производительности путем совмещения обработки и поворота стола, станок снабжен дополнительными тангенциальными суппортами с приводами,...
Багатошпиндельний токарний верстат
Номер патенту: 1026
Опубліковано: 30.12.1993
Автори: Торопов Олександр Іванович, Стукало Олександр Павлович, Захарченко Валерій Федорович
МПК: B23B 9/00
Мітки: багатошпиндельний, верстат, токарний
Формула / Реферат:
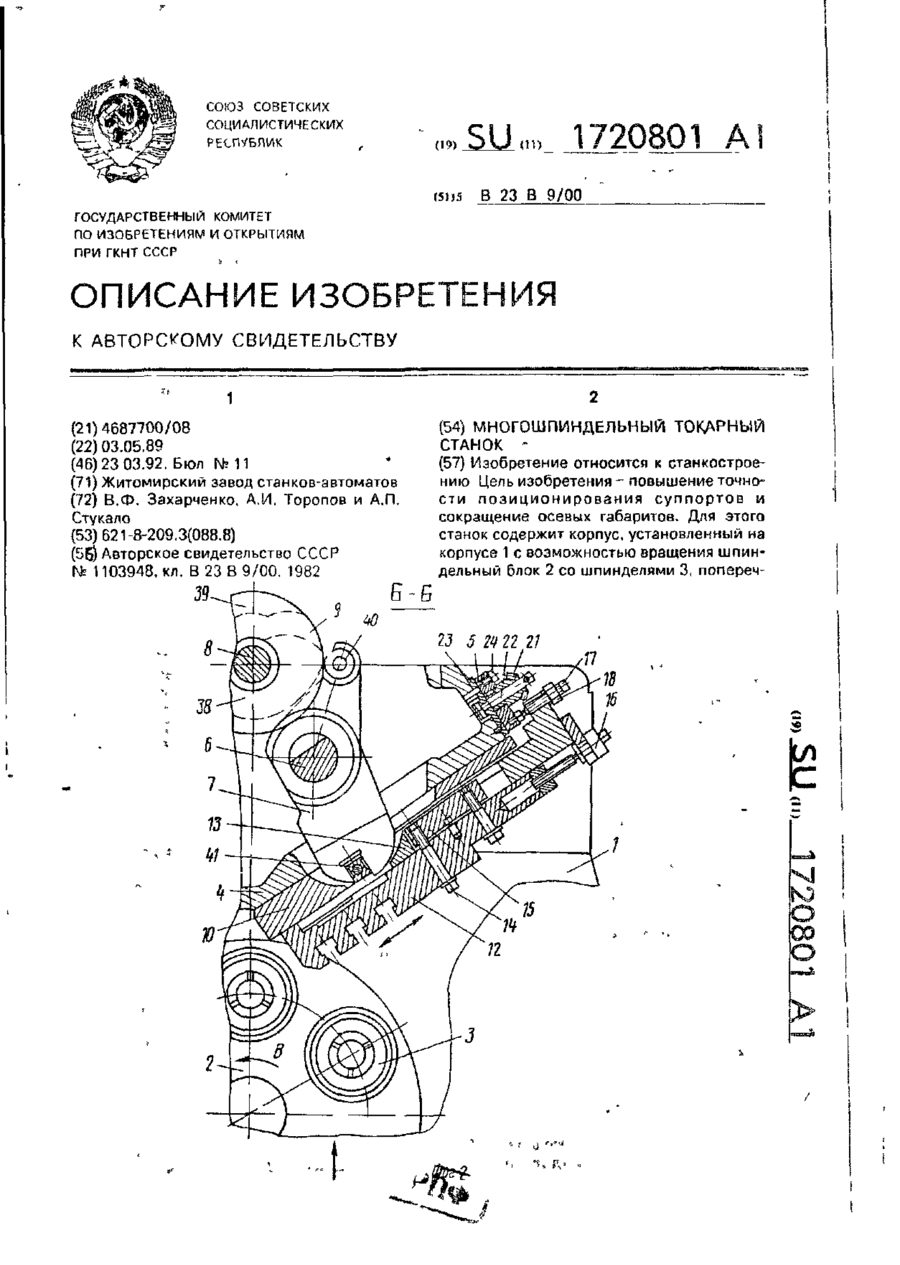
Формула изобретенияМногошпиндельный токарный станок, содержащий установленный в корпусе шпиндельный барабан со шпинделями, оснащенные ползунами поперечные суппорты, каждый из которых кинематически связан с установленным на корпусе с возможностью поворота на оси барабаном, упоров, имеющих возможность последовательного взаимодействия с упором поперечного суппорта, а также приводы подачи суппортов и поворота барабана упоров, отличающийся...
Цвяховий автомат
Номер патенту: 5470
Опубліковано: 15.03.2005
Автори: Глущенко Володимир Миколайович, Оробей Леонід Дмитрович, Ведмедь Юрій Петрович
МПК: B21G 3/00
Формула / Реферат:
Цвяховий автомат, який містить колінчастий вал, механізми відрізу -загострення, висадки, подачі та затиску, який відрізняється тим, що в центрі колінчастого вала закріплено кулачок, який кінематично зв'язаний з повзуном висадки, з двох сторін від кулачка колінчастий вал має кривошип, кінематично зв'язаний за допомогою тяги через кулачок з рухомою затискною матрицею, а другий - з верхнім барабаном механізму відрізу - загострення, який за...
Попередній патент: Черв’ячний осцилюючий змішувач для полімерних матеріалів
Наступний патент: Спосіб лікування перитоніту
Випадковий патент: Спосіб акустичного зондування атмосфери