Вертикальний одношпиндельний токарний автомат

Формула / Реферат
1. Вертикальний одношпиндельний токарний автомат для обробки деталей типу дисків, кілець, фланців з феромагнітного матеріалу, які мають припуск перемінного перерізу трикутної або фасонної форми, який містить станину, електропривод, шпиндель, кінематично зв'язаний з кулачковим валом, керуючим різанням; супорт з різцем; затискний пристрій, який відрізняється тим, що кулачок, керуючий подачею, має робочий профіль, який забезпечує постійність поперечного перерізу шару металу, зрізуваного за кожний оберт оброблюваної деталі, наприклад, при трикутній формі перерізу припуску і радіальному напрямку подачі до осі обертання деталі для здійснення цієї умови кулачок повинен мати робочий профіль, виконаний по закону зростаючої показникової функції:
![]() ,
,
при якому обробка починається, коли ![]() , при протилежному ж напрямку подачі профіль кулачка виконується по закону інвертованої вищезгаданої функції
, при протилежному ж напрямку подачі профіль кулачка виконується по закону інвертованої вищезгаданої функції
![]() ,
,
при якому обробка починається, коли ![]() ,
,
де ![]() - поточний радіус кулачка (радіус-вектор);
- поточний радіус кулачка (радіус-вектор);
![]() ,
, ![]() - деякі постійні коефіцієнти;
- деякі постійні коефіцієнти;
![]() - основа натуральних логарифмів;
- основа натуральних логарифмів;
![]() - кут повороту кулачка;
- кут повороту кулачка;
![]() - нульовий радіус кулачка;
- нульовий радіус кулачка;
![]() - максимальний радіус кулачка,
- максимальний радіус кулачка,
а кулачок, керуючий частотою обертання деталі, має робочий профіль, який шляхом змінення потенціометром напруги в якірній обмотці електродвигуна забезпечує обернено пропорційну залежність між частотою обертання деталі і діаметром оброблюваної поверхні і, таким чином, - постійність швидкості різання.
2. Вертикальний одношпиндельний токарний автомат за п. 1, який відрізняється тим, що робочі профілі обох кулачків розташовані в однакових секторах з кутом ![]() , а їх початки - в одній площині, причому перепад радіусів кулачка, керуючого частотою обертання деталі, а відтак і довжину потенціометра визначають в залежності від опору, потрібного для підтримання постійності швидкості різання.
, а їх початки - в одній площині, причому перепад радіусів кулачка, керуючого частотою обертання деталі, а відтак і довжину потенціометра визначають в залежності від опору, потрібного для підтримання постійності швидкості різання.
3. Вертикальний одношпиндельний токарний автомат за п. 1, який відрізняється тим, що кінематичний зв'язок між шпинделем і кулачковим валом виконаний у вигляді змішаної зубчастої передачі з передаточним числом
![]() ,
,
де ![]() - площа перерізу припуску;
- площа перерізу припуску;
![]() - площа поперечного перерізу шару металу, зрізуваного за кожний оберт деталі
- площа поперечного перерізу шару металу, зрізуваного за кожний оберт деталі ![]() .
.
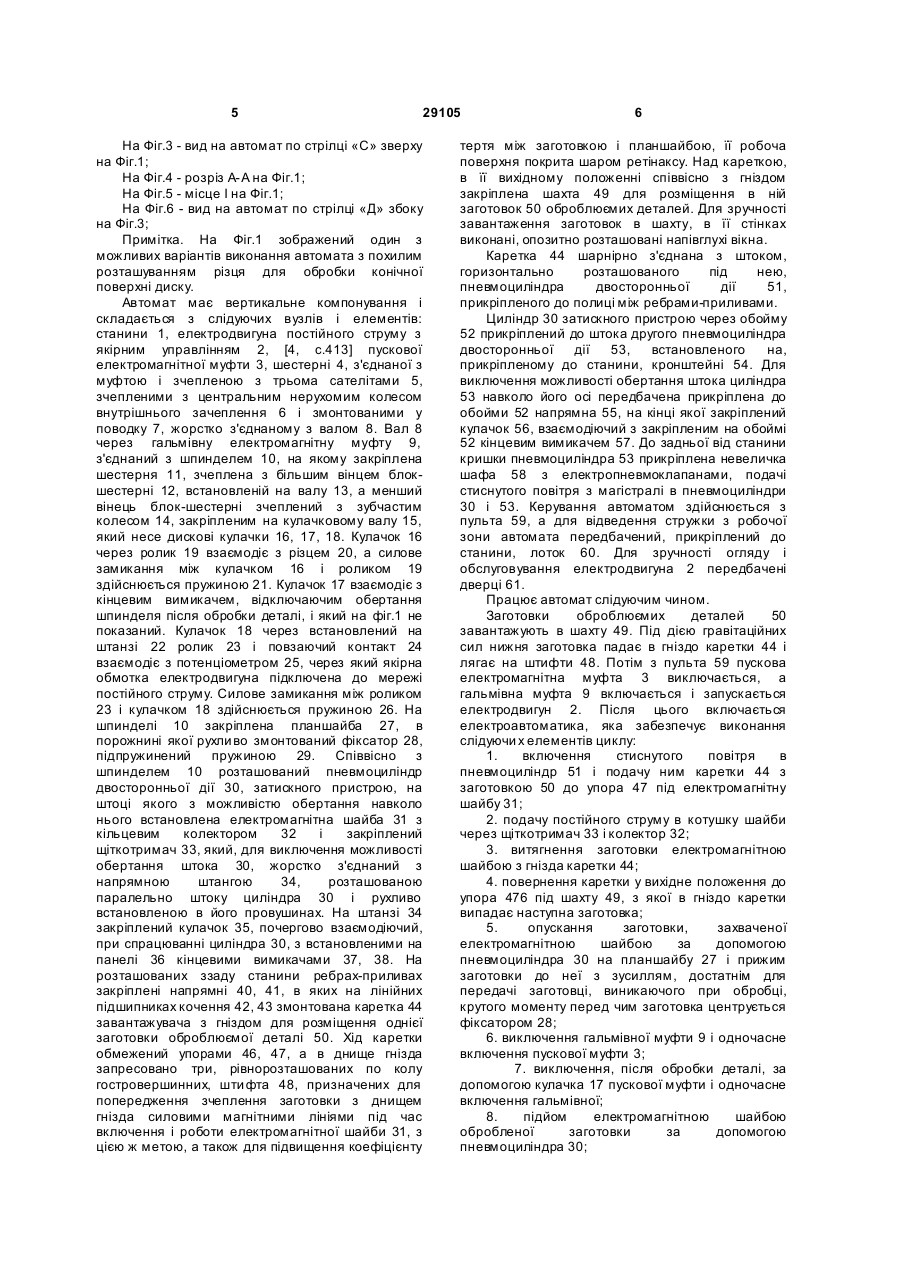
4. Вертикальний одношпиндельний токарний автомат за п. 1, який відрізняється тим, що він має завантажувач заготовок, виконаний у вигляді змонтованої в напрямних на лінійних підшипниках кочення каретки з розрахованим на одну заготовку гніздом, розташованим у вихідному положенні каретки під розвантажувальним отвором, прикріпленої до станини шахти, і має пневмопривод, виконаний у вигляді горизонтально розташованого під кареткою пневмоциліндра двосторонньої дії.
5. Вертикальний одношпиндельний токарний автомат за п. 1, який відрізняється тим, що затискний пристрій виконаний у вигляді вертикально розташованого пневмоциліндра двосторонньої дії, на штоці якого з можливістю обертання навколо нього встановлена електромагнітна шайба, яка разом з циліндром прикріплена до штока другого горизонтально розташованого пневмоциліндра двосторонньої дії, виконуючого функцію розвантажувача оброблених деталей.
6. Вертикальний одношпиндельний токарний автомат за п. 1, який відрізняється тим, що його електропривод виконаний у вигляді електродвигуна постійного струму з якірним керуванням.
Текст
1. Вертикальний одношпиндельний токарний автомат для обробки деталей типу дисків, кілець, фланців з феромагнітного матеріалу, які мають припуск перемінного перерізу трикутної або фасонної форми, який містить станину, електропривод, шпиндель, кінематично зв'язаний з кулачковим валом, керуючим різанням; супорт з різцем; затискний пристрій, який відрізняється тим, що кулачок, керуючий подачею, має робочий профіль, який забезпечує постійність поперечного перерізу шар у металу, зрізуваного за кожний оберт оброблюваної деталі, наприклад, при трикутній формі перерізу припуску і радіальному напрямку подачі до осі обертання деталі для здійснення цієї умови кулачок повинен мати робочий профіль, виконаний по закону зростаючої показникової функції: 2 3 29105 6. Вертикальний одношпиндельний токарний автомат за п. 1, який відрізняється тим, що його електропривод виконаний у вигляді Корисна модель стосується верстатобудування, а саме токарних автоматів для обробки різанням деталей типу дисків, кілець, фланців з феромагнітних матеріалів, заготовки яких мають припуски перемінного перерізу, наприклад, трикутної, або фасонної форми. Одношпиндельні токарні, наприклад, фасонновідрізні, автомати досить відомі [1, с.60, 61]. Всі вони мають механізми головного руху, подачі, супорти, оснащенні різцями, затискні пристрої, електроприводи. Одним з недоліків таких автоматів є неможливість змінювання в процесі обробки параметрів режиму різання по стимулюючим продуктивність законам. Також відомий прийнятий за прототип вертикальний одношпиндельний токарний напівавтомат для обробки деталей типу дисків, кілець, фланців, Напівавтомат має супорти, гідропривід, забезпечуючий безступінчасте регулювання подачі, двохшвидкісний електродвигун, штекерну систему дискретного програмування параметрів режиму різання, затискний пристрій [2, с.114, 115]. Недоліком верстата є: 1. неможливість одночасного змінювання в процесі обробки подачі і частоти обертання оброблюємо!" деталі по стимулюючим продуктивність законам. встановлюємим в залежності від форми перерізу припуску оброблюємої деталі; 2. відсутність механізмів автоматичного перезарядження робочої позиції верстата. Метою даного винаходу є підвищення продуктивності обробки за рахунок профілювання кулачків кулачкового валу по стимулюючим продуктивність законам і одночасного керування, в процесі обробки, кулачками за цими законами подачею і частотою обертання шпинделя, а також за рахунок оснащення автомата механізмами завантаження і розвантаження його робочої позиції. Ця мета досягається завдяки тому, що: 1. кулачок подачі має робочий профіль, який забезпечує постійність поперечного перерізу шару металу, зрізаємого за кожний оберт оброблюємої деталі, наприклад, при трикутній формі перерізу припуску і радіальному напрямку подачі до осі обертання деталі для здійснення цієї умови кулачок повинен мати робочий профіль, виконаний по закону зростаючої показникової функції r = Ae aj [3, с.128-130], при якому обробка починається коли r ³ r 0 , при протилежному ж напрямку подачі профіль кулачка виконується по закону інвертованої вищезгаданої функції 4 електродвигуна керуванням. постійного струму з якірним 1 , Ae aj при якому обробка починається коли r = r max , r= де r - поточний радіус кулачка; A , a - деякі постійні коефіцієнти; e - основа натуральних логарифмів; r 0 - нульовий радіус кулачка; r max - максимальний радіус кулачка, а кулачок, керуючий частотою обертання деталі має робочий профіль, який шляхом змінювання потенціометром напруги в якірній обмотці електродвигуна забезпечує оберненопропорційну залежність між частотою обертання деталі і діаметром оброблюємої поверхні і, таким чином, - постійність швидкості різання; 2. робочі профілі обох кулачків розташовані в однакових секторах з кутом b
ДивитисяДодаткова інформація
Назва патенту англійськоюVertical single-spindel automatic lathe
Автори англійськоюBezuhlyi Leonid Ivanovych
Назва патенту російськоюВертикальный одношпиндельный токарный автомат
Автори російськоюБезуглый Леонид Иванович
МПК / Мітки
МПК: B23B 7/00
Мітки: одношпиндельний, токарний, автомат, вертикальний
Код посилання
<a href="https://ua.patents.su/5-29105-vertikalnijj-odnoshpindelnijj-tokarnijj-avtomat.html" target="_blank" rel="follow" title="База патентів України">Вертикальний одношпиндельний токарний автомат</a>
Багатошпиндельний токарний автомат

Номер патенту: 33680
Опубліковано: 15.02.2001
Автори: Кузнєцов Юрій Миколайович, Скляров Руслан Анатолійович, Вагі Ала Сухель Ель Тахер
МПК: B23B 9/00
Мітки: багатошпиндельний, автомат, токарний
Текст:
...із затисненою в патроні 14 заготовкою (на фіг. 3 не показано) здійснюється від електродвигуна 15 (Мс) через зубчасту ремінну передачу 16. При необхідності забезпечення точного кутового положення шпинделя 5, використовують механізм кутової фіксації, який виконаний у вигляді зубчастого фіксуючого диску 17. Рух верхніх салазок 4 по координаті Z здійснюється від електродвигуна 18 (Мz) через зубчасту ремінну передачу 19 і кулькову гвинтову...
Цвяховий автомат
Номер патенту: 5470
Опубліковано: 15.03.2005
Автори: Глущенко Володимир Миколайович, Ведмедь Юрій Петрович, Оробей Леонід Дмитрович
МПК: B21G 3/00
Формула / Реферат:
Цвяховий автомат, який містить колінчастий вал, механізми відрізу -загострення, висадки, подачі та затиску, який відрізняється тим, що в центрі колінчастого вала закріплено кулачок, який кінематично зв'язаний з повзуном висадки, з двох сторін від кулачка колінчастий вал має кривошип, кінематично зв'язаний за допомогою тяги через кулачок з рухомою затискною матрицею, а другий - з верхнім барабаном механізму відрізу - загострення, який за...
Токарний патрон

Номер патенту: 15246
Опубліковано: 15.06.2006
Автори: Ломідзе Кирило Олександрович, Ель-Дахабі Фарук Вахід, Кузнєцов Юрій Миколайович
МПК: B23B 31/12
Формула / Реферат:
Токарний патрон, що містить корпус з радіально розташованими в ньому кулачками, зв'язаними через шток з тягою, двоплечі важелі, одне з плечей яких зв'язано з кулачками, друге - із зрівноважувальним вантажем, а середня частина - з корпусом, при цьому опорні поверхні важеля виконані сферичними, який відрізняється тим, що в пазу другого плеча важеля розміщено на осі ролик, поверхня якого взаємодіє з клиновою поверхнею штока.
Токарний верстат з числовим програмним керуванням для обробки полігональних поверхонь
Номер патенту: 25411
Опубліковано: 10.08.2007
Автори: Самойленко Олексій Васильович, Кузнєцов Юрій Миколайович, Кулаков Іван Сергійович
МПК: B23B 41/00, B23B 5/00
Мітки: програмним, полігональних, верстат, поверхонь, числовим, токарний, керуванням, обробки
Формула / Реферат:
Токарний верстат з числовим програмним керуванням для обробки полігональних поверхонь, що містить робочий шпиндельний вузол, розміщений в передній бабці та оснащений приводом обертання і датчиком кутового положення заготовки, а також супорт, що встановлений з можливістю переміщення щонайменше вздовж поздовжньої та поперечної осей, оснащений датчиками положення вздовж цих осей, який відрізняється тим, що супорт містить інструментальний...
Токарний різець
Номер патенту: 65918
Опубліковано: 15.04.2004
Автори: Русаков Анатолій Володимирович, Баранов Олександр Михайлович, Носков Віталій Васильович
МПК: B23B 27/16
Формула / Реферат:
Токарний різець, що включає державку і з'єднану з нею за допомогою кріпильного елемента знімну ріжучу голівку, яка оснащена ріжучою пластиною і контактує циліндричною поверхнею, на якій виконані дрібнозубі шліци, з відповідною поверхнею державки, який відрізняється тим, що згадані циліндричні поверхні державки і ріжучої голівки виконані з умови збігу їх спільної геометричної осі з робочою крайкою ріжучої пластини, а подовжня вісь кріпильного...
Попередній патент: Точково-контактний газовий сенсор
Наступний патент: Навісна задня поперечна рама гідравлічного екскаватора
Випадковий патент: Похідні діоксабіцикло[3,2,1]октан-2,3,4-тріолу