Пристрій для формування виробів із пінобетонів
Номер патенту: 35968
Опубліковано: 15.09.2003
Автори: Олехнович Каземір Олександрович, Шахов Сергій Олександрович, Шахов Олександр Миколайович, Лемешко Андрій Миколайович
Формула / Реферат
Пристрій для формування виробів із пінобетонів, що містить встановлену за допомогою ресорного чотириланкового механізму рухому раму, яка опирається на пружні прокладки, що розміщені по її поздовжній осі симетрії на опорній рамі, і взаємодіє з кулачковими штовхачами, які розміщені на цій же осі в розривах між пружними прокладками, який відрізняється тим, що всередині опорних коробів під кулачковими штовхачами розташована пневматична камера, а на валах привідних електродвигунів та принаймні з одного боку кулачкових штовхачів встановлені маховики.
Текст
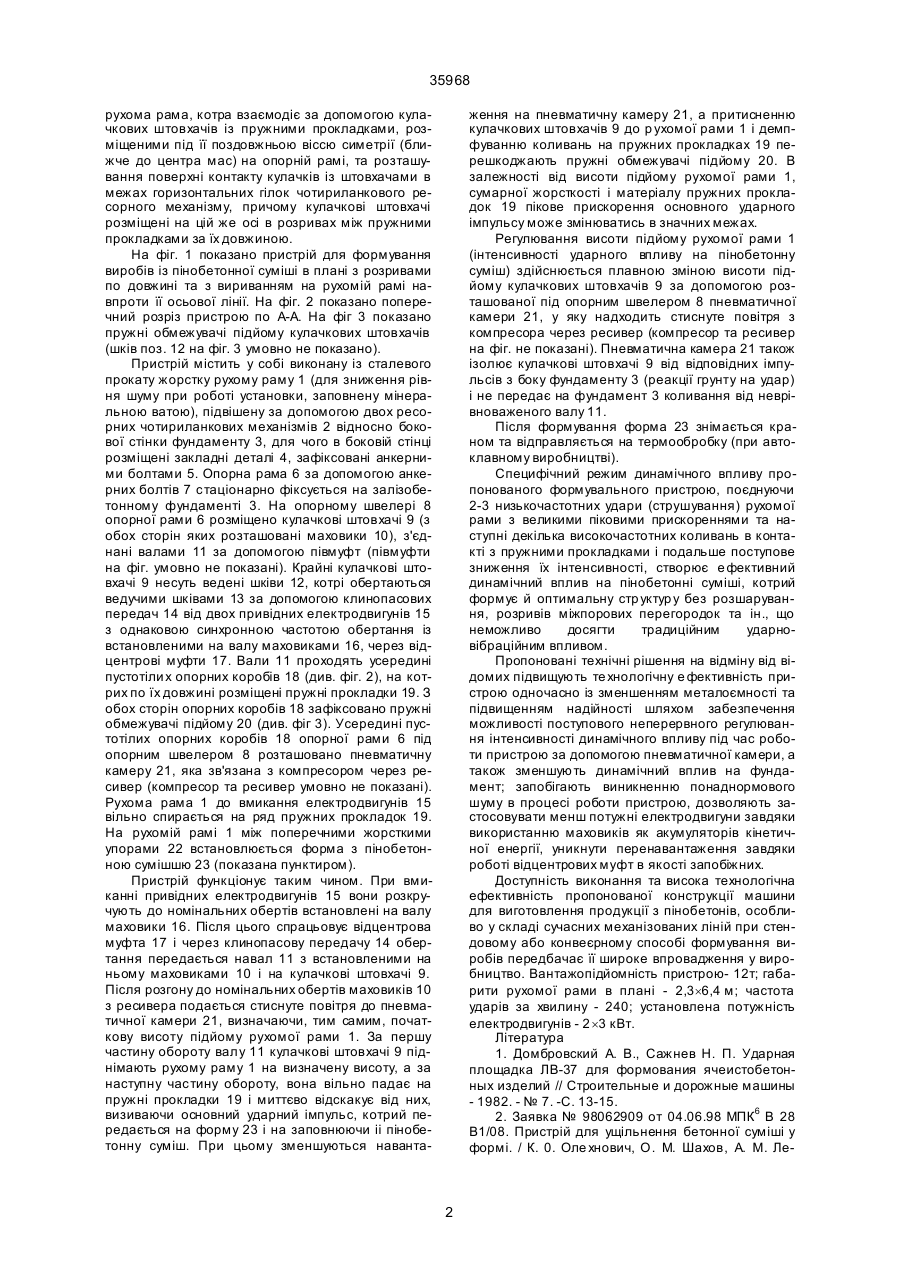
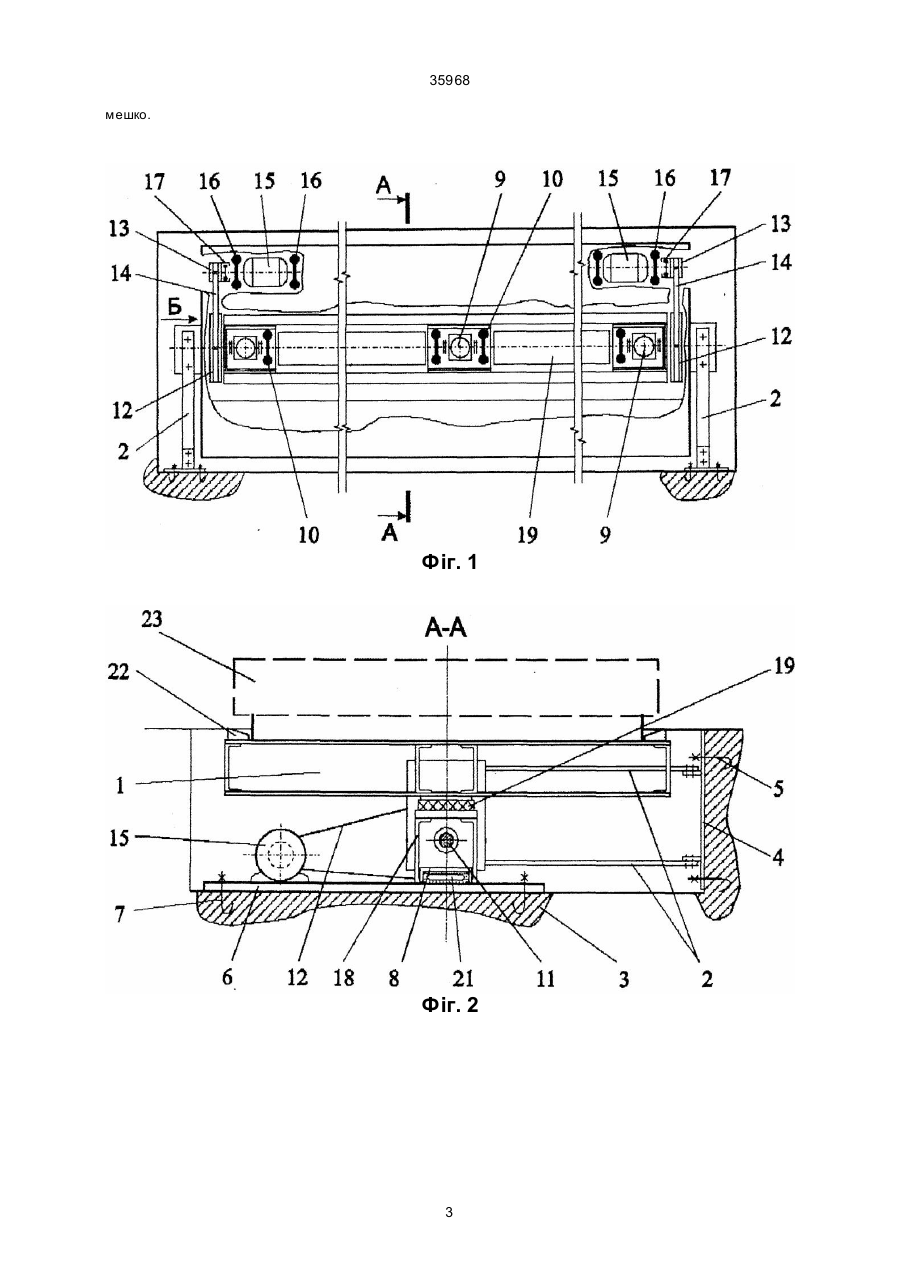
Пристрій для формування виробів із пінобето 35968 рухома рама, котра взаємодіє за допомогою кулачкових штовхачів із пружними прокладками, розміщеними під її поздовжньою віссю симетрії (ближче до центра мас) на опорній рамі, та розташування поверхні контакту кулачків із штовхачами в межах горизонтальних гілок чотириланкового ресорного механізму, причому кулачкові штовхачі розміщені на цій же осі в розривах між пружними прокладками за їх довжиною. На фіг. 1 показано пристрій для формування виробів із пінобетонної суміші в плані з розривами по довжині та з вириванням на рухомій рамі навпроти її осьової лінії. На фіг. 2 показано поперечний розріз пристрою по А-А. На фіг 3 показано пружні обмежувачі підйому кулачкових штовхачів (шків поз. 12 на фіг. 3 умовно не показано). Пристрій містить у собі виконану із сталевого прокату жорстку рухому раму 1 (для зниження рівня шуму при роботі установки, заповнену мінеральною ватою), підвішену за допомогою двох ресорних чотириланкових механізмів 2 відносно бокової стінки фундаменту 3, для чого в боковій стінці розміщені закладні деталі 4, зафіксовані анкерними болтами 5. Опорна рама 6 за допомогою анкерних болтів 7 стаціонарно фіксується на залізобетонному фундаменті 3. На опорному швелері 8 опорної рами 6 розміщено кулачкові штовхачі 9 (з обох сторін яких розташовані маховики 10), з'єднані валами 11 за допомогою півмуфт (півмуфти на фіг. умовно не показані). Крайні кулачкові штовхачі 9 несуть ведені шківи 12, котрі обертаються ведучими шківами 13 за допомогою клинопасових передач 14 від двох привідних електродвигунів 15 з однаковою синхронною частотою обертання із встановленими на валу маховиками 16, через відцентрові муфти 17. Вали 11 проходять усередині пустотіли х опорних коробів 18 (див. фіг. 2), на котрих по їх довжині розміщені пружні прокладки 19. З обох сторін опорних коробів 18 зафіксовано пружні обмежувачі підйому 20 (див. фіг 3). Усередині пустотілих опорних коробів 18 опорної рами 6 під опорним швелером 8 розташовано пневматичну камеру 21, яка зв'язана з компресором через ресивер (компресор та ресивер умовно не показані). Рухома рама 1 до вмикання електродвигунів 15 вільно спирається на ряд пружних прокладок 19. На рухомій рамі 1 між поперечними жорсткими упорами 22 встановлюється форма з пінобетонною сумішшю 23 (показана пунктиром). Пристрій функціонує таким чином. При вмиканні привідних електродвигунів 15 вони розкручують до номінальних обертів встановлені на валу маховики 16. Після цього спрацьовує відцентрова муфта 17 і через клинопасову передачу 14 обертання передається навал 11 з встановленими на ньому маховиками 10 і на кулачкові штовхачі 9. Після розгону до номінальних обертів маховиків 10 з ресивера подається стиснуте повітря до пневматичної камери 21, визначаючи, тим самим, початкову висоту підйому рухомої рами 1. За першу частину обороту валу 11 кулачкові штовхачі 9 піднімають рухому раму 1 на визначену висоту, а за наступну частину обороту, вона вільно падає на пружні прокладки 19 і миттєво відскакує від них, визиваючи основний ударний імпульс, котрий передається на форму 23 і на заповнюючи іі пінобетонну суміш. При цьому зменшуються наванта ження на пневматичну камеру 21, а притисненню кулачкових штовхачів 9 до р ухомої рами 1 і демпфуванню коливань на пружних прокладках 19 перешкоджають пружні обмежувачі підйому 20. В залежності від висоти підйому рухомої рами 1, сумарної жорсткості і матеріалу пружних прокладок 19 пікове прискорення основного ударного імпульсу може змінюватись в значних межах. Регулювання висоти підйому рухомої рами 1 (інтенсивності ударного впливу на пінобетонну суміш) здійснюється плавною зміною висоти підйому кулачкових штовхачів 9 за допомогою розташованої під опорним швелером 8 пневматичної камери 21, у яку надходить стиснуте повітря з компресора через ресивер (компресор та ресивер на фіг. не показані). Пневматична камера 21 також ізолює кулачкові штовхачі 9 від відповідних імпульсів з боку фундаменту 3 (реакції грунту на удар) і не передає на фундамент 3 коливання від неврівноваженого валу 11. Після формування форма 23 знімається краном та відправляється на термообробку (при автоклавному виробництві). Специфічний режим динамічного впливу пропонованого формувального пристрою, поєднуючи 2-3 низькочастотних удари (струшування) рухомої рами з великими піковими прискореннями та наступні декілька високочастотних коливань в контакті з пружними прокладками і подальше поступове зниження їх інтенсивності, створює е фективний динамічний вплив на пінобетонні суміші, котрий формує й оптимальну стр уктур у без розшарування, розривів міжпорових перегородок та ін., що неможливо досягти традиційним ударновібраційним впливом. Пропоновані технічні рішення на відміну від відомих підвищують те хнологічну е фективність пристрою одночасно із зменшенням металоємності та підвищенням надійності шляхом забезпечення можливості поступового неперервного регулювання інтенсивності динамічного впливу під час роботи пристрою за допомогою пневматичної камери, а також зменшують динамічний вплив на фундамент; запобігають виникненню понаднормового шуму в процесі роботи пристрою, дозволяють застосовувати менш потужні електродвигуни завдяки використанню маховиків як акумуляторів кінетичної енергії, уникнути перенавантаження завдяки роботі відцентрових муфт в якості запобіжних. Доступність виконання та висока технологічна ефективність пропонованої конструкції машини для виготовлення продукції з пінобетонів, особливо у складі сучасних механізованих ліній при стендовому або конвеєрному способі формування виробів передбачає її широке впровадження у виробництво. Вантажопідйомність пристрою- 12т; габарити рухомої рами в плані - 2,3´6,4 м; частота ударів за хвилину - 240; установлена потужність електродвигунів - 2 ´3 кВт. Література 1. Домбровский А. В., Сажнев Н. П. Ударная площадка ЛВ-37 для формования ячеистобетонных изделий // Строительные и дорожные машины - 1982. - № 7. -С. 13-15. 2. Заявка № 98062909 от 04.06.98 МПК6 В 28 В1/08. Пристрій для ущільнення бетонної суміші у формі. / К. 0. Оле хнович, О. М. Шахов, А. М. Ле 2 35968 мешко. Фіг. 1 Фіг. 2 3 35968 Фіг. 3 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюPlant for molding articles from foam concretes
Автори англійськоюShakhov Oleksandr Mykolaiovych, Olekhnovych Kazemir Oleksandrovych, Shakhov Serhii Oleksandrovych
Назва патенту російськоюУстройство для формования изделий из пенобетонов
Автори російськоюШахов Александр Николаевич, Олехнович Каземир Александрович, Шахов Сергей Александрович
МПК / Мітки
МПК: B28B 1/08
Мітки: формування, пінобетонів, виробів, пристрій
Код посилання
<a href="https://ua.patents.su/4-35968-pristrijj-dlya-formuvannya-virobiv-iz-pinobetoniv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для формування виробів із пінобетонів</a>
Пристрій для формування трубчастих виробів із бетонних сумішей
Номер патенту: 30766
Опубліковано: 17.06.2002
Автори: Орисенко Олександр Вікторович, Шахов Сергій Олександрович, Нестеренко Микола Петрович
МПК: B28B 21/02
Мітки: бетонних, виробів, формування, трубчастих, пристрій, сумішей
Формула / Реферат:
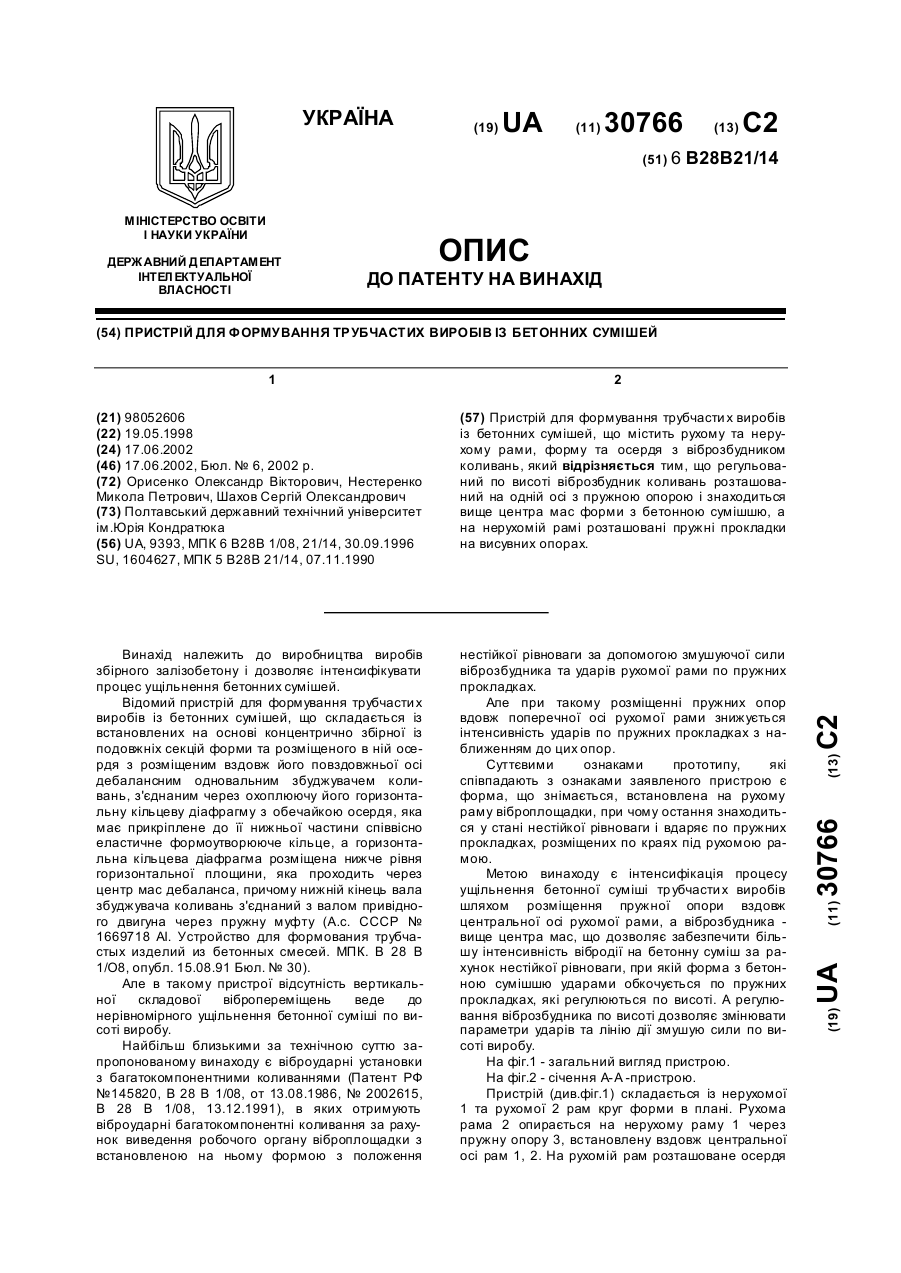
Пристрій для формування трубчастих виробів із бетонних сумішей, що містить рухому та нерухому рами, форму та осердя з віброзбудником коливань, який відрізняється тим, що регульований по висоті віброзбудник коливань розташований на одній осі з пружною опорою і знаходиться вище центра мас форми з бетонною сумішшю, а на нерухомій рамі розташовані пружні прокладки на висувних опорах.
Пристрій для формування виробів з термопластичного листового матеріалу
Номер патенту: 44114
Опубліковано: 15.01.2002
Автор: Абзіанідзе Георгій Павлович
МПК: B29C 51/10, B29C 51/26, B29C 51/18
Мітки: матеріалу, термопластичного, листового, пристрій, виробів, формування
Формула / Реферат:
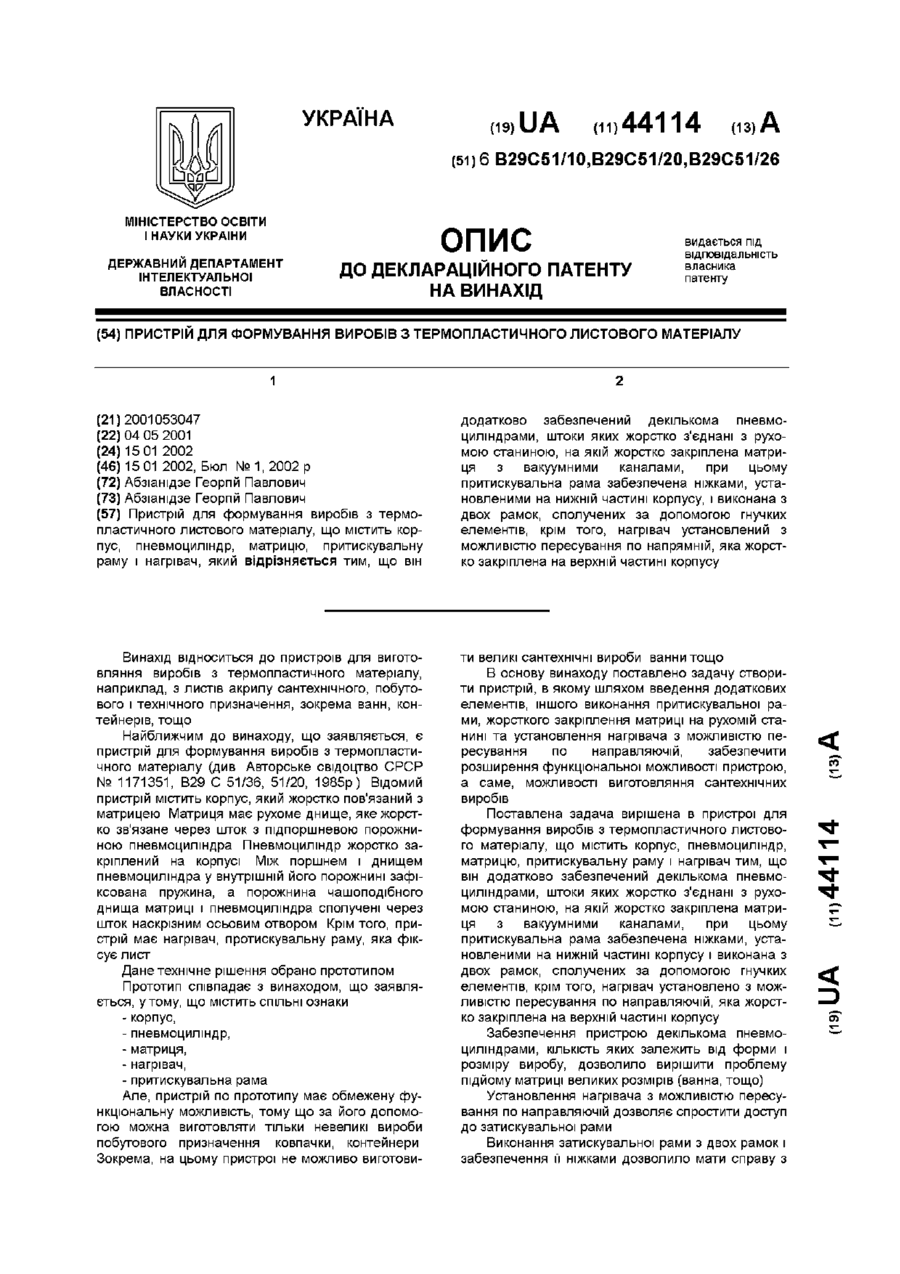
Пристрій для формування виробів з термопластичного листового матеріалу, що містить корпус, пневмоциліндр, матрицю, притискувальну раму і нагрівач, який відрізняється тим, що він додатково забезпечений декількома пневмоциліндрами, штоки яких жорстко з'єднані з рухомою станиною, на якій жорстко закріплена матриця з вакуумними каналами, при цьому притискувальна рама забезпечена ніжками, установленими на нижній частині корпусу, і виконана з двох...
Пристрій для формування виробів з бетонних сумішей
Номер патенту: 33971
Опубліковано: 15.02.2001
Автори: Зайченко Стефан Володимирович, Гарнець Володимир Миколайович
МПК: B28B 13/00
Мітки: сумішей, пристрій, виробів, формування, бетонних
Текст:
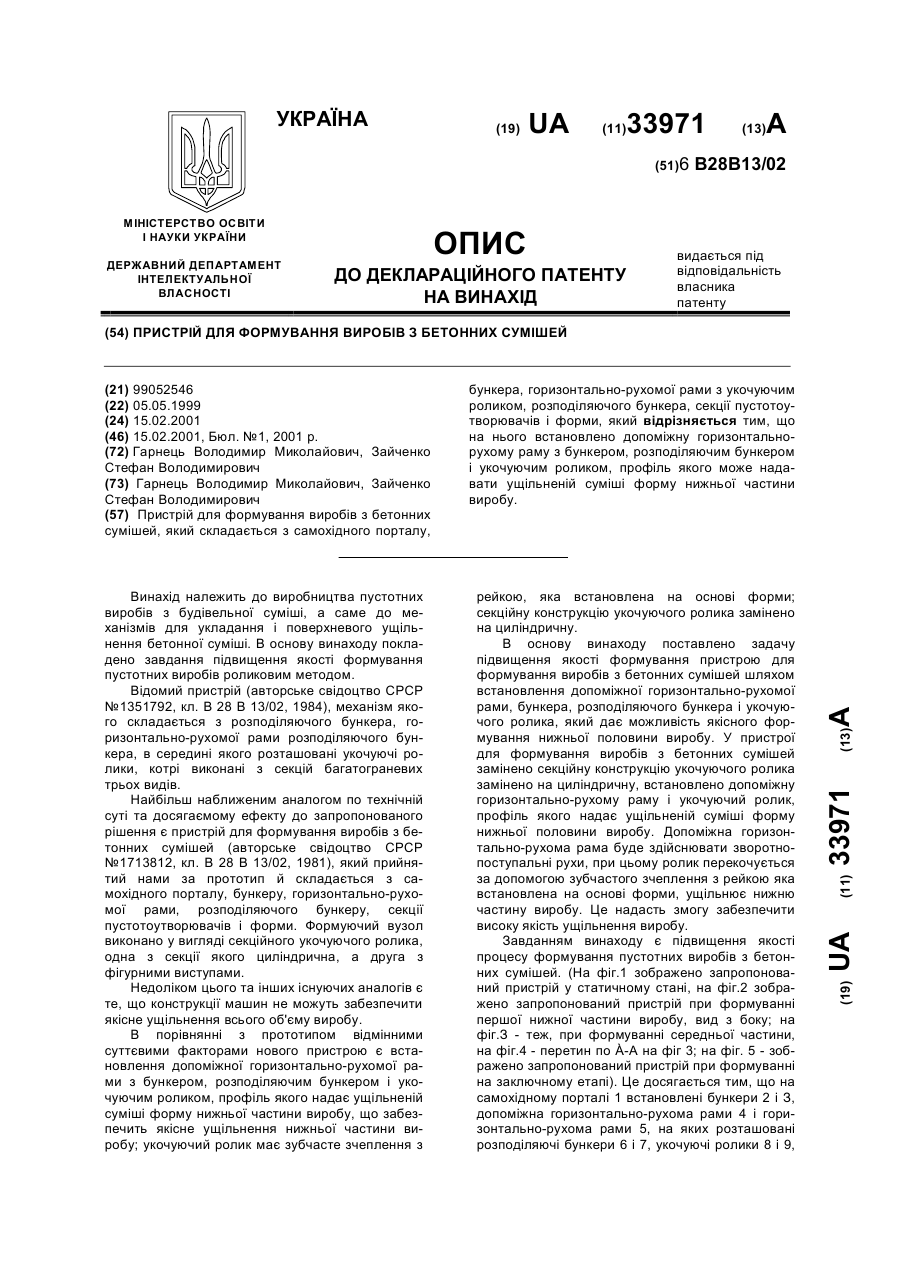
...14. До збігання рукава розподіляючого бункеру 7 з початком форми, стінка форми 12 збирається повністю, після чого починається другий етап формування, який супроводжується поданням бетонної суміші з бункеру 3 крізь розподіляючий бункер 5 у форму 11, після чого вмикається гідроциліндр 15 приводу горизонтально рухомої рами 5, на якій розташовано укочуючий ролик 9. Горизонтально-рухома рама 5 разом з укочуючим роликом 9 здійснює...
Пристрій для формування виробів з термопластичної плівки
Номер патенту: 28116
Опубліковано: 16.10.2000
Автори: Коваль Микола Іванович, Смирнова Валентина Семенівна, Глаголєв Сергій Євгенович, Литвиненко Олександр Васильович, Свєчкін Юрій Федорович, Литвиненко Володимир Олександрович
МПК: B29C 51/26
Мітки: пристрій, плівки, термопластичної, формування, виробів
Формула / Реферат:
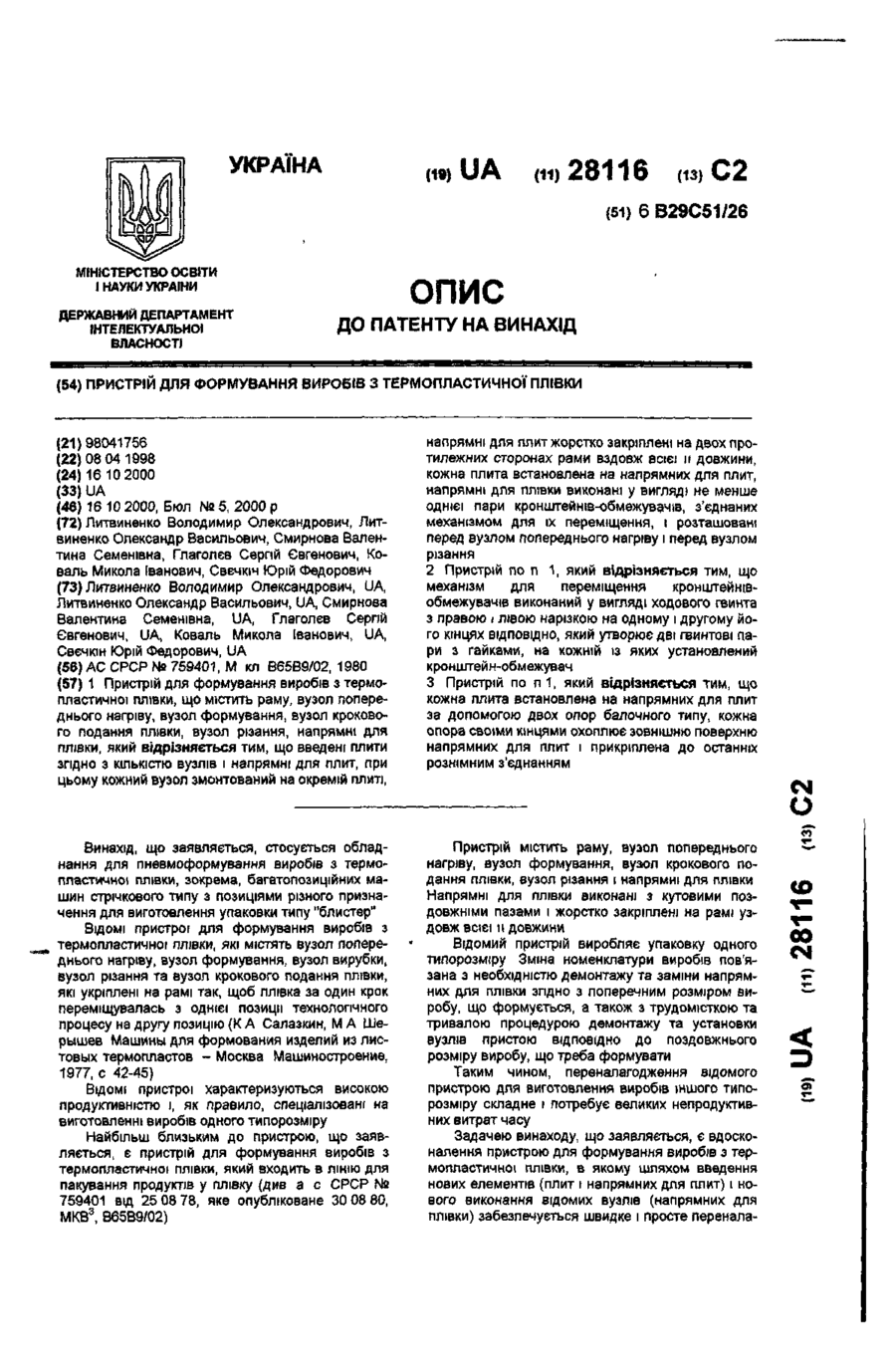
1. Пристрій для формування виробів з термопластичної плівки, що містить раму, вузол попереднього нагріву, вузол формування, вузол крокового подання плівки, вузол різання, напрямні для плівки, який відрізняється тим, що введені плити згідно з кількістю вузлів і напрямні для плит, при цьому кожний вузол змонтований на окремій плиті, напрямні для плит жорстко закріплені на двох протилежних сторонах рами вздовж всієї її довжини, кожна плита...
Пристрій для формування виробів з бетонних сумішей
Номер патенту: 30776
Опубліковано: 15.12.2000
Автори: Зайченко Стефан Володимирович, Гарнець Володимир Миколайович
МПК: B28B 13/00
Мітки: виробів, формування, пристрій, бетонних, сумішей
Текст:
...6 накочується на грань 9, внаслідок чого основний ролик 4 у зоні контакту з підпресовуючим роликом 6 набуває форму циліндричного. Зубчасте зчеплення ролика, який укочує 4, з рейкою 5 запобігає від проковзування роликів відносно суміші. Продуктивність роботи бетоноформувального агрегату збільшується за рахунок збільшення споживання бетонної суміші. Фіг. 1 2 30776 Фіг. 2 __________________________________________________________ ДП...
Попередній патент: Суперпрецизійна лінійна напрямна
Наступний патент: Композиційний матеріал для захисного одягу
Випадковий патент: Спосіб діагностики розвитку атеросклерозу