Пристрій для гасіння коливань шпинделя металорізального верстата
Номер патенту: 36676
Опубліковано: 10.11.2008
Автори: Аралкіна Ксенія Анатоліївна, Аралкін Анатолій Сергійович, Поліщук Кирило Миколайович
Формула / Реферат
1. Пристрій для гасіння коливань шпинделя металорізального верстата, який містить шпиндельний вал, індуктивний датчик, порівняльний пристрій, задавальний пристрій і підсилювач електричного сигналу, який відрізняється тим, що індуктивний датчик виконано у вигляді чотирьох індуктивних котушок, які охоплюють із зазором шпиндельний вал металорізального верстата, з'єднаних між собою за диференціальною мостовою схемою, при цьому датчик містить додаткові індуктивні котушки, установлені в кожне плече мостової схеми, які виконано з можливістю регулювання індуктивного опору кожного плеча мостової схеми, оснащено фільтром електричного сигналу, при цьому фільтр, порівняльний пристрій і підсилювач електричного сигналу виконано з можливістю формування керувального сигналу у вигляді негативного зворотного зв'язку і подачі його на автоматизовану схему керування приводом металорізального верстата.
2. Пристрій за п. 1, який відрізняється тим, що фільтр, порівняльний пристрій і підсилювач електричного сигналу виконано з можливістю формування керувального сигналу у вигляді негативного зворотного зв'язку і подачі його на додатковий силовий індуктивний генератор, який виконано у вигляді чотирьох індуктивних силових котушок, що охоплюють шпиндельний вал верстата і генерують коливання шпиндельного вала в протилежній фазі його змушених пружних коливань.
Текст
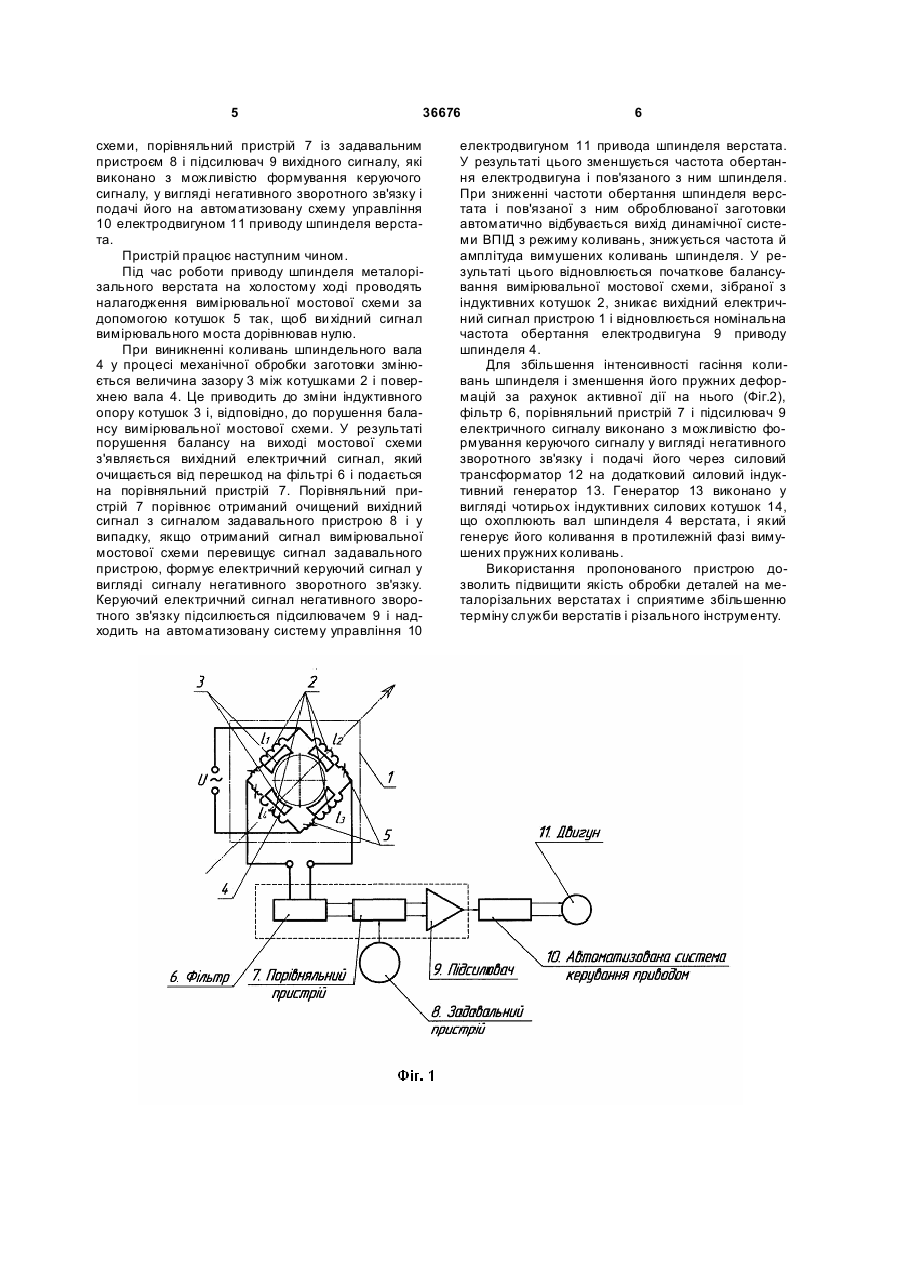
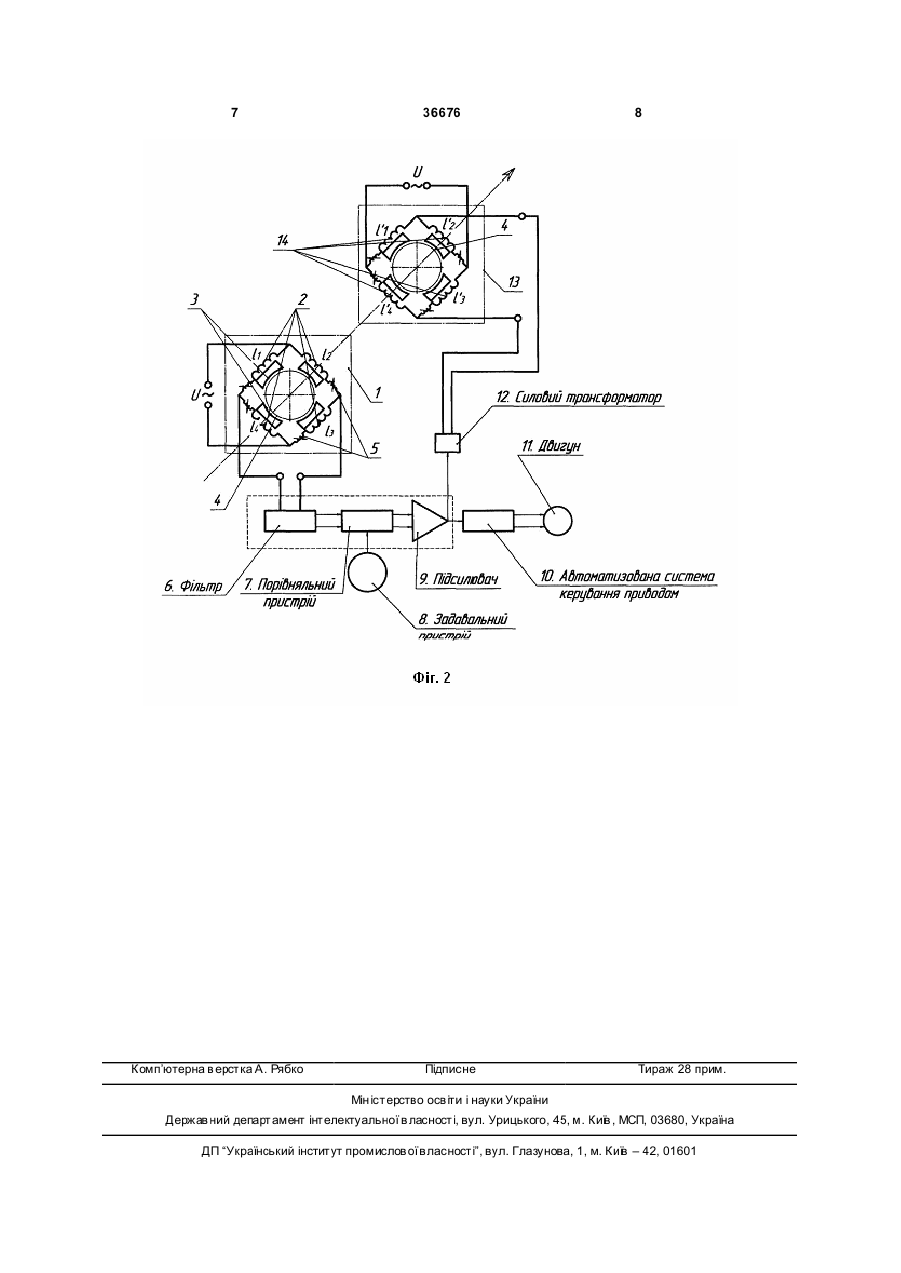
1. Пристрій для гасіння коливань шпинделя металорізального верстата, який містить шпиндельний вал, індуктивний датчик, порівняльний пристрій, задавальний пристрій і підсилювач електричного сигналу, який відрізняється тим, що індуктивний датчик виконано у вигляді чотирьох індуктивних котушок, які охоплюють із зазором шпиндельний вал металорізального верстата, з'єднаних між собою за диференціальною мостовою схемою, при цьому датчик містить додаткові індуктивні котушки, установлені в кожне плече мо 3 36676 притискний пристрій. Пристрій оснащено кільцями і регулювальними гвинтами. Кільця виконані із пружного матеріалу розміщені в борштанзі і охоплюють диски. Між кільцями і дисками у діаметрально протилежних точках встановлені пружини. Регулювальні гвинти взаємодіють із кільцями по зовнішньому діаметру. Пружини і регулювальні гвинти розташовані у взаємно перпендикулярних площинах. Недоліком відомого пристрою є складність конструкції і неможливість його установки на шпинделі верстата, тому що при цьому необхідно змінювати конструкцію самого шпинделя та виконувати розбирання шпиндельної бабки для настроювання відомого пристрою. Крім того, відомий пристрій не може компенсувати всі вимушені коливання шпинделя верстата, тому що спектр частот його коливань залежить від частоти власних коливань системи "Верстат-пристосуванняінструмент-деталь" (ВПІД), яка змінюється під час механічної обробки заготовки за рахунок зміни складових сил різання, точки прикладення цих сил, маси заготовки, яка обертається та її геометричних розмірів, а настроювання пристрою здійснюється однократно, перед початком роботи верстата. Найбільш близьким до пропонованого пристрою за технічною сутністю та результатом, який досягається, є пристрій автоматичної компенсації пружних коливань шпинделя металорізального верстата, що містить шпиндельний вал, індуктивний датчик, порівняльний пристрій, задавальний пристрій і підсилювач електричного сигналу [П уш В.Э. Конструирование металлорежущи х станков. М.: Машиностроение, 1977. - с.125]. Датчик закріплено на пружному різцетримачі і вимірює складову сили різання. Таким чином датчик побічно фіксує значення пружних переміщень шпинделя, виробляючи при цьому електричний сигнал. Електричний сигнал від датчика надходить у порівняльний пристрій, а виявлена при цьому неузгодженість сигналу із сигналом задавального пристрою, подається на підсилювач електричного сигналу. Підсилений електричний сигнал подається на привід корегуючих переміщень, який містить електродвигун з редуктором. Привід корегуючих переміщень здійснює мікропереміщення супорта із пружним різцетримачем у напрямку, який забезпечує зниження пружних деформацій шпинделя. Недоліком відомого пристрою є те, що датчик встановлюють на пружному різцетримачі, який уже з самого початку знижує жорсткість системи ВПІД, і, таким чином, приводить до зменшення точності обробки заготовки. Мікропереміщення супорта і пов'язаного з ним різцетримача в поперечному напрямку щодо осі шпинделя буде приводити до зміни товщини шару матеріалу, який знімається з оброблюваної поверхні і, таким чином, до появи мікронерівностей на поверхні заготовки. У відомому пристрої передбачається достатньо велика кількість послідовно сполучених механічних елементів - пружний різцетримач, електродвигун, муфти, редуктор з приводом мікропереміщень, які знижують надійність верстата. Усі ці елементи кінематичного ланцюга мають зазори в з'єднаннях 4 і маси, що обертаються, мають додатковий маховий момент, який зменшує точність регулювання пружних деформацій шпинделя. Задачею корисної моделі є вдосконалення конструкції пристрою для гасіння коливань шпинделя за рахунок того, що індуктивний датчик виконано у вигляді чотирьох індуктивних котушок, які охоплюють із зазором шпиндельний вал металорізального верстата, з'єднаних між собою за диференціальною мостовою схемою. Крім того індуктивний датчик включає додаткові індуктивні котушки, установлені в кожне плече мостової схеми, що дозволяє вивести динамічну систему ВПІД з режиму коливань і знизити частоту й амплітуду змушених коливань шпинделя. Поставлена задача розв'язується за рахунок того, що пристрій автоматичної компенсації пружних коливань шпинделя металорізального верстата містить шпиндельний вал, індуктивний датчик, порівняльний пристрій, задавальний пристрій і підсилювач електричного сигналу. Відповідно до корисної моделі індуктивний датчик виконано у вигляді чотирьох індуктивних котушок, які охоплюють із зазором шпиндельний вал металорізального верстата, з'єднаних між собою за диференціальною мостовою схемою, при цьому датчик включає додаткові індуктивні котушки, установлені в кожне плече мостової схеми, які виконано з можливістю регулювання індуктивного опору кожного плеча мостової схеми, оснащено фільтром електричного сигналу, при цьому фільтр, порівняльний пристрій і підсилювач електричного сигналу виконано з можливістю формування керуючого сигналу у вигляді негативного зворотного зв'язку і подачі його на автоматизовану схему керування приводом металорізального верстата. Для збільшення інтенсивності гасіння коливань шпинделя й зменшення його пружних деформацій за рахунок активного впливу на шпиндель, фільтр, порівняльний пристрій і підсилювач електричного сигналу виконано з можливістю формування керуючого сигналу у вигляді негативного зворотного зв'язку і подачі його на додатковий силовий індуктивний генератор, який виконано у вигляді чотирьох індуктивних силових котушок, що охоплюють шпиндельний вал верстата і генерують коливання шпиндельного вала в протилежній фазі його змушених пружних коливань. Конструкція пристрою пояснюється схемами, де на Фіг.1 представлено принципову схему пристрою для гасіння коливань шпинделя; на Фіг.2 схему цього пристрою з додатковим силовим індуктивним генератором. Пристрій для гасіння коливань шпинделя металорізального верстата (Фіг.1) містить індуктивний датчик 1, виконаний у вигляді чотирьох індуктивних котушок 2, що охоплюють із зазором 3 вал шпинделя 4. Індуктивні котушки 2 сполучені між собою за диференціальною мостовою схемою. Пристрій включає додаткові індуктивні котушки 5, які встановлено в кожне плече вимірювальної мостової схеми і які виконано з можливістю регулювання індуктивного опору кожного плеча мостової схеми. Пристрій містить також фільтр 6 вихідного електричного сигналу вимірювальної мостової 5 36676 схеми, порівняльний пристрій 7 із задавальним пристроєм 8 і підсилювач 9 вихідного сигналу, які виконано з можливістю формування керуючого сигналу, у вигляді негативного зворотного зв'язку і подачі його на автоматизовану схему управління 10 електродвигуном 11 приводу шпинделя верстата. Пристрій працює наступним чином. Під час роботи приводу шпинделя металорізального верстата на холостому ході проводять налагодження вимірювальної мостової схеми за допомогою котушок 5 так, щоб ви хідний сигнал вимірювального моста дорівнював нулю. При виникненні коливань шпиндельного вала 4 у процесі механічної обробки заготовки змінюється величина зазору 3 між котушками 2 і поверхнею вала 4. Це приводить до зміни індуктивного опору котушок 3 і, відповідно, до порушення балансу вимірювальної мостової схеми. У результаті порушення балансу на виході мостової схеми з'являється вихідний електричний сигнал, який очищається від перешкод на фільтрі 6 і подається на порівняльний пристрій 7. Порівняльний пристрій 7 порівнює отриманий очищений вихідний сигнал з сигналом задавального пристрою 8 і у випадку, якщо отриманий сигнал вимірювальної мостової схеми перевищує сигнал задавального пристрою, формує електричний керуючий сигнал у вигляді сигналу негативного зворотного зв'язку. Керуючий електричний сигнал негативного зворотного зв'язку підсилюється підсилювачем 9 і надходить на автоматизовану систему управління 10 6 електродвигуном 11 привода шпинделя верстата. У результаті цього зменшується частота обертання електродвигуна і пов'язаного з ним шпинделя. При зниженні частоти обертання шпинделя верстата і пов'язаної з ним оброблюваної заготовки автоматично відбувається вихід динамічної системи ВПІД з режиму коливань, знижується частота й амплітуда вимушених коливань шпинделя. У результаті цього відновлюється початкове балансування вимірювальної мостової схеми, зібраної з індуктивних котушок 2, зникає вихідний електричний сигнал пристрою 1 і відновлюється номінальна частота обертання електродвигуна 9 приводу шпинделя 4. Для збільшення інтенсивності гасіння коливань шпинделя і зменшення його пружних деформацій за рахунок активної дії на нього (Фіг.2), фільтр 6, порівняльний пристрій 7 і підсилювач 9 електричного сигналу виконано з можливістю формування керуючого сигналу у вигляді негативного зворотного зв'язку і подачі його через силовий трансформатор 12 на додатковий силовий індуктивний генератор 13. Генератор 13 виконано у вигляді чотирьох індуктивних силових котушок 14, що охоплюють вал шпинделя 4 верстата, і який генерує його коливання в протилежній фазі вимушених пружних коливань. Використання пропонованого пристрою дозволить підвищити якість обробки деталей на металорізальних верстатах і сприятиме збільшенню терміну служби верстатів і різального інструменту. 7 Комп’ютерна в ерстка А. Рябко 36676 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for suppression of oscillations of cutting machine spindle
Автори англійськоюAralkin Anatolii Serhiiovych, Aralkina Ksenia Anatoliivna, Polischuk Kyrylo Mykolaiovych
Назва патенту російськоюУстройство для гашения колебаний шпинделя металлорезательного станка
Автори російськоюАралкин Анатолий Сергеевич, Аралкина Ксения Анатольевна, Полищук Кирилл Николаевич
МПК / Мітки
МПК: F16F 7/00, F16F 15/10
Мітки: верстата, гасіння, шпинделя, металорізального, коливань, пристрій
Код посилання
<a href="https://ua.patents.su/4-36676-pristrijj-dlya-gasinnya-kolivan-shpindelya-metalorizalnogo-verstata.html" target="_blank" rel="follow" title="База патентів України">Пристрій для гасіння коливань шпинделя металорізального верстата</a>
Пристрій для точного установлення шпинделя розточувального верстата
Номер патенту: 6659
Опубліковано: 16.05.2005
Автори: Верхолаб Микола Гордійович, Цівковський Олександр Григорович, Кисельов Олександр Григорович
МПК: B23B 49/00
Мітки: шпинделя, точного, розточувального, пристрій, установлення, верстата
Формула / Реферат:
Пристрій для точного установлення шпинделя розточувального верстата, що містить корпус і розміщені на ньому осевизначник, хитний важіль і індикатор, вимірювальний наконечник якого встановлений з можливістю взаємодії через згаданий важіль з базовою поверхнею осевизначника, який відрізняється тим, що корпус оснащений хвостовиком, призначеним для закріплення пристрою в шпинделі верстата, а осевизначник виконаний у вигляді знімної втулки, при...
Коробка швидкостей металорізального верстата
Номер патенту: 8592
Опубліковано: 15.08.2005
Автори: Ковальов Віктор Дмитрович, Домнікова Юлія Валеріївна, Мельник Максим Сергійович, Бабін Олег Фавійович
МПК: B23Q 5/00
Мітки: коробка, металорізального, верстата, швидкостей
Формула / Реферат:
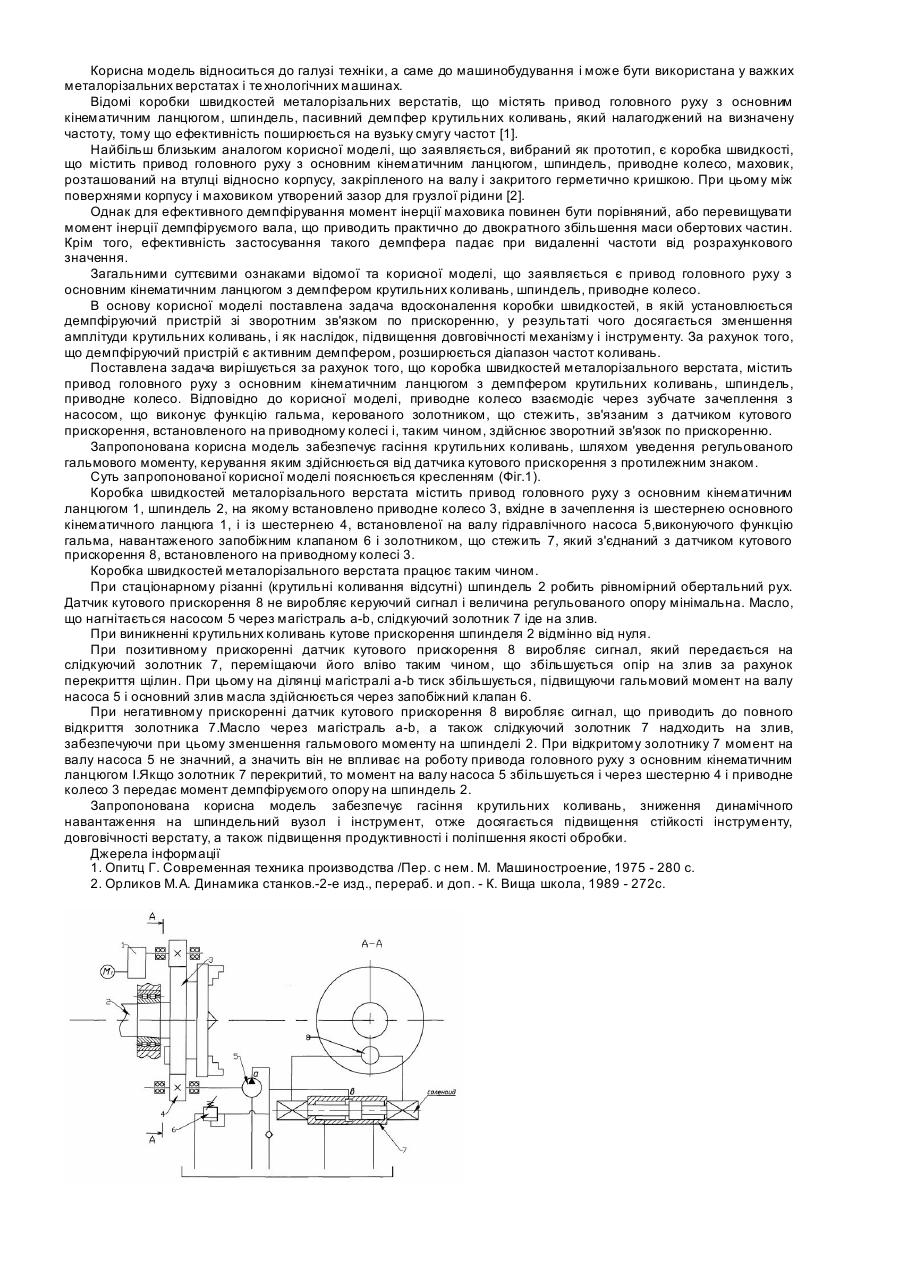
Коробка швидкостей металорізального верстата, що містить привід головного руху з основним кінематичним ланцюгом з демпфером крутильних коливань, шпиндель, привідне колесо, яка відрізняється тим, що привідне колесо взаємодіє через зубчасте зачеплення з насосом, що виконує функцію гальма, керованого слідкуючим золотником, зв'язаним з датчиком кутового прискорення, встановленим на привідному колесі, і таким чином здійснюючи зворотний зв'язок по...
Шпиндель металорізального верстата
Номер патенту: 18116
Опубліковано: 16.10.2006
Автори: Крамаренко Віталій Сергійович, Коротун Микола Миколайович
МПК: B23B 19/00
Мітки: шпиндель, металорізального, верстата
Формула / Реферат:
Шпиндель металорізального верстата, що містить вал та встановлений на ньому маховик, усередині якого співвісно розміщений збалансований диск з можливістю вільного обертання, який відрізняється тим, що маховик обладнаний кришкою, установленою з можливістю осьового переміщення, на якій з боку збалансованого диска закріплена накладка, а співвісно з нею, на збалансованому диску, розміщена друга накладка, притому накладки виконані з фрикційного...
Пристрій для гасіння коливань
Номер патенту: 67227
Опубліковано: 15.06.2004
Автори: Басов Генадій Григорьйович, Горбунов Микола Іванович, Найш Наум Михайлович, Кашура Олександр Леонідович, Попов Сергій Валерійович, Малохатко Андрій Олександрович, Могила Валентин Іванович
МПК: F16F 7/00
Мітки: гасіння, пристрій, коливань
Формула / Реферат:
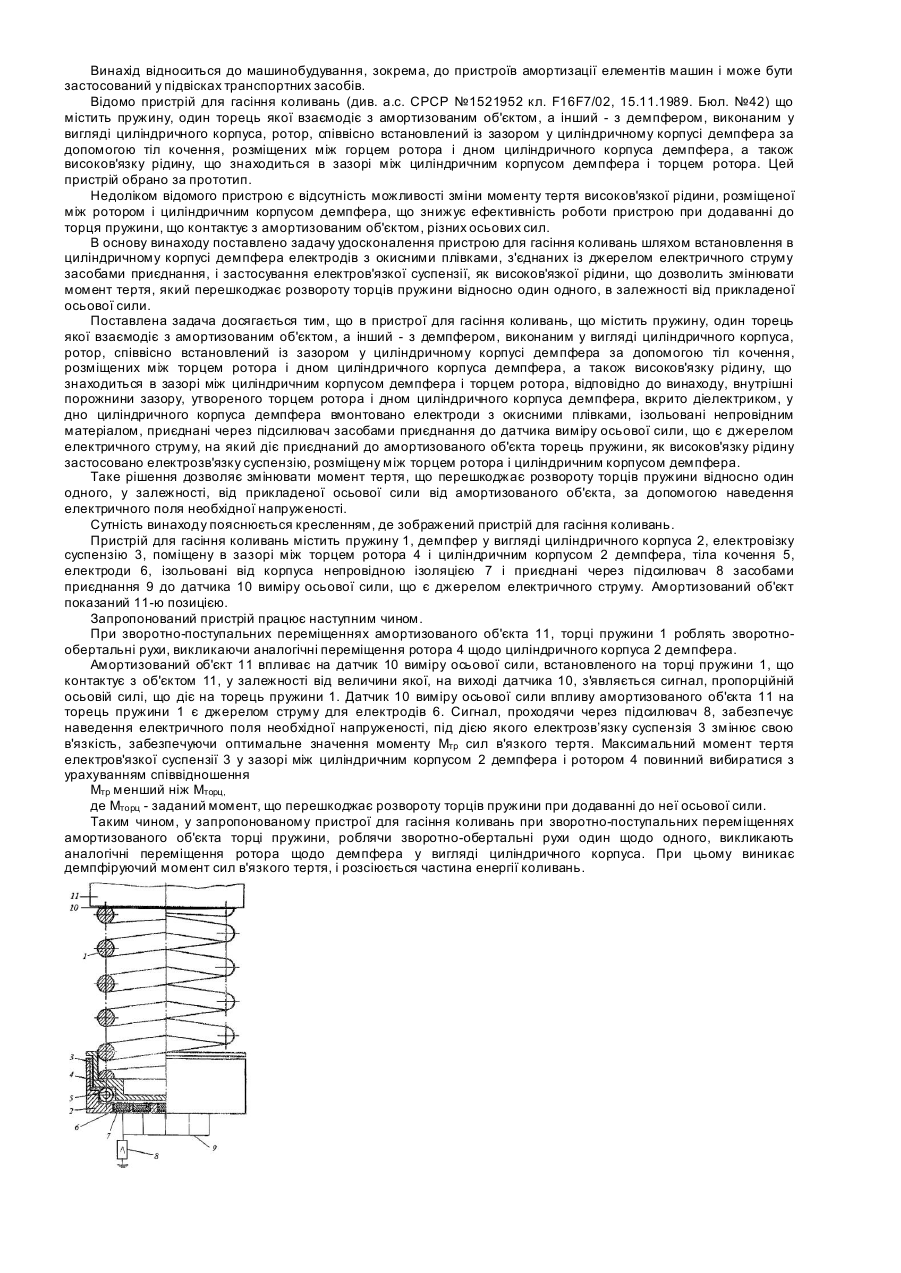
Пристрій для гасіння коливань, що містить пружину, один торець якої взаємодіє з амортизованим об'єктом, а інший - з демпфером, виконаним у вигляді циліндричного корпусу, ротор, співвісно встановлений із зазором у циліндричному корпусі демпфера за допомогою тіл кочення, розміщених між торцем ротора і дном циліндричного корпусу демпфера, а також високов'язку рідину, що знаходиться в зазорі між циліндричним корпусом демпфера і торцем ротора,...
Віброізолююча опора металорізального верстата
Номер патенту: 36389
Опубліковано: 27.10.2008
Автори: Братан Сергій Михайлович, Рапацький Юрій Леонідович, Владецька Катерина Олександрівна, Харченко Олександр Олегович
МПК: B23Q 1/00
Мітки: опора, віброізолююча, металорізального, верстата
Формула / Реферат:
Віброізолююча опора металорізального верстата, що містить регулювальний гвинт з гайкою, основу з гумовим елементом, що має пази, ребра жорсткості, верхню кришку і гофровану пружину, яка відрізняється тим, що нижня частина регулювального гвинта виконана у вигляді штока зі встановленим на ньому поршнем з каліброваним отвором і кульковим клапаном стиснення, розміщеними в циліндрі, заповненому робочою рідиною, а у верхній частині циліндра...
Попередній патент: Система водопостачання з поверхневих водних джерел
Наступний патент: Спосіб автоматичного керування ферментером
Випадковий патент: Полімерно-композиційна суміш для футерувальних плит