Пристрій для точного установлення шпинделя розточувального верстата
Номер патенту: 6659
Опубліковано: 16.05.2005
Автори: Кисельов Олександр Григорович, Цівковський Олександр Григорович, Верхолаб Микола Гордійович
Формула / Реферат
Пристрій для точного установлення шпинделя розточувального верстата, що містить корпус і розміщені на ньому осевизначник, хитний важіль і індикатор, вимірювальний наконечник якого встановлений з можливістю взаємодії через згаданий важіль з базовою поверхнею осевизначника, який відрізняється тим, що корпус оснащений хвостовиком, призначеним для закріплення пристрою в шпинделі верстата, а осевизначник виконаний у вигляді знімної втулки, при цьому одне плече хитного важеля зв'язано з корпусом пружиною стиску, а інше - виконане вигнутим і має на кінці сферичну базову поверхню, що сполучається з вимірювальною базовою поверхнею знімної втулки по точковому контакту, крізь який проходить геометрична вісь хвостовика.
Текст
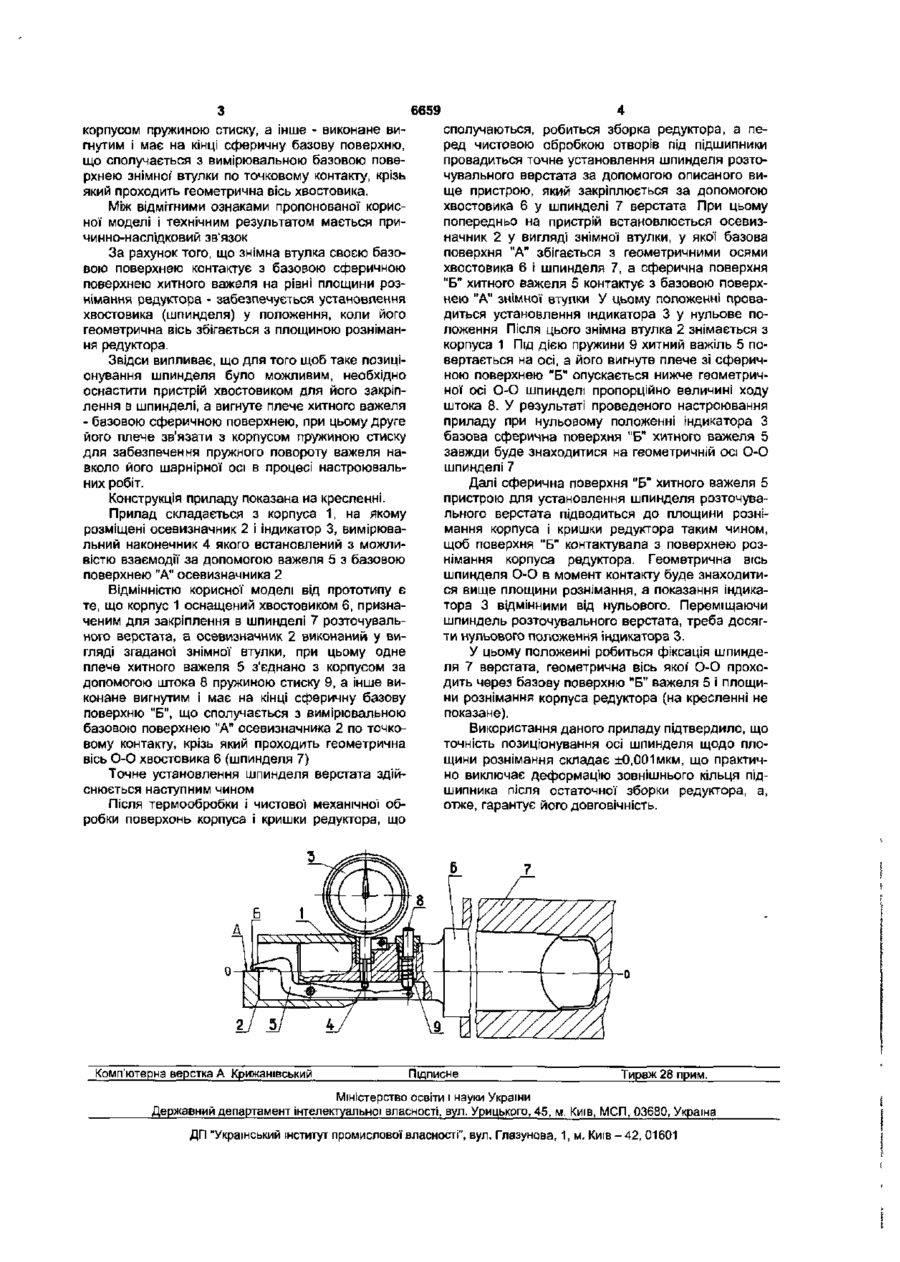
Пристрій для точного установлення шпинделя розточувального верстата, що містить корпус і розміщені на ньому осевизначник, хитний важіль і індикатор, вимірювальний наконечник якого встановлений з можливістю взаємодії' через згаданий важіль з базовою поверхнею осевизначника, який відрізняється тим, ідо корпус оснащений хвостовиком, призначеним для закріплення пристрою в шпинделі верстата, а осевизначник виконаний у вигляді знімної втулки, при цьому одне плече хитного важеля зв'язано з корпусом пружиною стиску, а інше - виконане вигнутим і має на кінці сферичну базову поверхню, що сполучається з вимірювальною базовою поверхнею знімної втулки по точковому контакту, крізь який проходить геометрична вісь хвостовика. Корисна модель відноситься до вимірювальних пристроїв розточувальних верстатів і призначена для точного установлення шпинделя при розточенні отворів з віссю, що розташована в площині рознімання поверхонь корпуса і кришки редуктора, що сполучаються. Відомий прилад для точного установлення різновисоких шпиндельних голівок [див., наприклад, опис до авторського свідоцтва СРСР №435901, В23В49/00]. Він виконаний у вигляді відлікового пристрою і пневматичної голівки, що містить плиту і хрестовину з вимірювальними соплами При цьому хрестовина пневматичної голівки жорстко з'єднана з мікрометричним гвинтом, а направляючі хрестовини встановлені на тілах котіння. Недоліком цієї конструкції є її складність, що обумовлює високу трудомісткість виготовлення. Цей недолік усунутий в іншому відомому пристрої, який приймається у якості прототипу і містить корпус з розміщеним на ньому індикатором, вимірювальний наконечник якого встановлений з можливістю взаємодії через важіль з вимірювальним наконечником осевизначника [див, наприклад, опис авторського свідоцтва СРСР №1379016, B23B49/00J У відомому пристрої і тому, що заявляється, маються наступні подібні ознаки: пристрій для точного установлення шпинделя, що містить корпус і розміщені на ньому осевизначник, хитний важіль і індикатор, вимірювальний наконечних якого встановлений з можливістю взаємодії через згаданий важіль з базовою поверхнею осевизначника. У пристрої, прийнятому у якості прототипу, вимірювальний наконечник зв'язаний через хитний важіль з наконечником осевизначника, що забезпечує визначення установлення шпинделя для розточення тільки циліндричних виробів. Це звужує технічні можливості пристрою. В основу корисної моделі покладена задача створити вимірювальний пристрій, який дозволяє робити точне установлення шпинделя при розточенні отворів з віссю, що лежить у площині рознімання поверхонь корпуса і кришки редуктора, що сполучаються. Рішення цієї задачі забезпечується за рахунок технічного результату, що полягає в можливості позиціонування шпинделя по рознімній поверхні корпуса І кришки редуктора. Для досягнення цього технічного результату в пристрої для точного установлення шпинделя розточувального верстата, що містить корпус і розміщені на ньому осевизначник, хитний важіль і індикатор, вимірювальний наконечник якого встановлений з можливістю взаємодії через згаданий важіль з базовою поверхнею осевизначника, - корпус оснащений хвостовиком, призначеним для закріплення пристрою в шпинделі верстата, а осевизначник виконаний у вигляді знімної втулки, при цьому одне плече хитного важеля зв'язано з ю 6659 корпусом пружиною стиску, а інше - виконане вигнутим і має на кінці сферичну базову поверхню, що сполучається з вимірювальною базовою поверхнею знімної" втулки по точковому контакту, крізь який проходить геометрична вісь хвостовика. Між відмітними ознаками пропонованої корисної моделі і технічним результатом мається причинно-наслідковий зв'язок За рахунок того, що знімна втулка своєю базовою поверхнею контактує з базовою сферичною поверхнею хитного важеля на рівні площини рознімання редуктора - забезпечується установлення хвостовика (шпинделя) у положення, коли його геометрична вісь збігається з площиною рознімання редуктора. Звідси випливає, що для того щоб таке позиціонування шпинделя було можливим, необхідно оснастити пристрій хвостовиком для його закріплення в шпинделі, а вигнуте плече хитного важеля - базовою сферичною поверхнею, при цьому друге його плече зв'язати з корпусом пружиною стиску для забезпечення пружного повороту важеля навколо його шарнірної осі в процесі настроювальних робіт. Конструкція приладу показана на кресленні. Прилад складається з корпуса 1, на якому розміщені осевизначник 2 і Індикатор 3, вимірювальний наконечник 4 якого встановлений з можливістю взаємодії за допомогою важеля 5 з базовою поверхнею "А" осевизначника 2 Відмінністю корисної моделі від прототипу є те, що корпус 1 оснащений хвостовиком 6, призначеним для закріплення в шпинделі 7 розточувального верстата, а осевизначник 2 виконаний у вигляді згаданої знімної втулки, при цьому одне плече хитного важеля 5 з'єднано з корпусом за допомогою штока 8 пружиною стиску 9, а інше виконане вигнутим і має на кінці сферичну базову поверхню "Б", що сполучається з вимірювальною базовою поверхнею "А" осевизначника 2 по точковому контакту, крізь який проходить геометрична вісь 0-0 хвостовика 6 (шпинделя 7) Точне установлення шпинделя верстата здійснюється наступним чином Після термообробки і чистової механічної обробки поверхонь корпуса і кришки редуктора, що Комп'ютерна верстка А Крижанівський сполучаються, робиться зборка редуктора, а перед чистовою обробкою отворів під підшипники провадиться точне установлення шпинделя розточувального верстата за допомогою описаного вище пристрою, який закріплюється за допомогою хвостовика 6 у шпинделі 7 верстата При цьому попередньо на пристрій встановлюється осевизначник 2 у вигляді знімної втулки, у якої1 базова поверхня "А" збігається з геометричними осями хвостовика 6 і шпинделя 7, а сферична поверхня "Б" хитного важеля 5 контактує з базовою поверхнею "А" знімної втупки У цьому положенні провадиться установлення індикатора 3 у нульове положення Після цього знімна втулка 2 знімається з корпуса 1 Під ДІЄЮ пружини 9 хитний важіль 5 повертається на осі, а його вигнуте плече зі сферичною поверхнею "Б" опускається нижче геометричної осі О-О шпинделі пропорційно величині ходу штока 8. У результаті проведеного настроювання приладу при нульовому положенні індикатора З базова сферична поверхня "Б" хитного важеля 5 завжди буде знаходитися на геометричній осі 0-0 шпинделі 7 Далі сферична поверхня "Б" хитного важеля 5 пристрою для установлення шпинделя розточувапьного верстата підводиться до площини рознімання корпуса і кришки редуктора таким чином, щоб поверхня "Б" контактувала з поверхнею рознімання корпуса редуктора. Геометрична вісь шпинделя 0-0 в момент контакту буде знаходитися вище площини рознімання, а показання індикатора 3 відмінними від нульового. Переміщаючи шпиндель розточувального верстата, треба досягти нульового положення індикатора 3. У цьому положенні робиться фіксація шпинделя 7 верстата, геометрична вісь якої' 0-0 проходить через базову поверхню "Б" важеля 5 і площини рознімання корпуса редуктора (на кресленні не показане). Використання даного приладу підтвердило, що точність позиціонування осі шпинделя щодо площини рознімання складає ±0,001мкм, що практично виключає деформацію зовнішнього кільця підшипника після остаточної зборки редуктора, а, отже, гарантує його довговічність. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for fine adjustment of spindle of boring machine
Автори англійськоюTsivkovskyi Oleksandr Hryhorovych, Kyseliov Oleksandr Hryhorovych
Назва патенту російськоюУстройство для точной установки шпинделя расточного станка
Автори російськоюЦивковский Александр Григорьевич, Киселев Александр Григорьевич
МПК / Мітки
МПК: B23B 49/00
Мітки: розточувального, установлення, верстата, пристрій, точного, шпинделя
Код посилання
<a href="https://ua.patents.su/2-6659-pristrijj-dlya-tochnogo-ustanovlennya-shpindelya-roztochuvalnogo-verstata.html" target="_blank" rel="follow" title="База патентів України">Пристрій для точного установлення шпинделя розточувального верстата</a>
Станина горизонтального фрезерно-розточувального верстата
Номер патенту: 32715
Опубліковано: 15.02.2001
Автори: Черевко Андрій Валерійович, Кроль Олег Соломонович, Сіндєєв Володимир Іванович
МПК: B23B 39/00, B23Q 1/00
Мітки: станина, фрезерно-розточувального, верстата, горизонтального
Формула / Реферат:
Станина горизонтального фрезерно-розточувального верстата коробчатої форми з опорною площадкою для стояка з шпиндельною бабкою та напрямними для робочого стола, розміщеними на зовнішніх та внутрішніх стінках станини, з’єднаних плоскою основою, яка відрізняється тим, що частина плоскої основи станини, яка з’єднує її зовнішні та внутрішні стінки під напрямними стола, виконана з уклоном в сторону від зони різання, а частина основи станини, яка...
Пристрій установлення розміру пиломатеріалу для стрічкопиляльного верстата
Номер патенту: 188
Опубліковано: 31.08.1998
Автор: Марічев Юрій Володимирович
МПК: B27B 27/00
Мітки: стрічкопиляльного, розміру, верстата, пристрій, пиломатеріалу, установлення
Формула / Реферат:
1. Устройство установки размера пиломатериала для ленточнопильного станка, содержащее мерную линейку и визир, закрепленные на станине и пильной рамке станка и имеющие возможность относительного вертикального перемещения, отличающееся тем, что мерная линейка закреплена на пильной рамке, а визир закреплен на станине.2. Устройство по п.1, отличающееся тем, что мерная линейка выполнена гибкой.3. Устройство по пп.1 и 2, отличающееся...
Пристрій для вимірювання кутів установлення коліс автомобіля
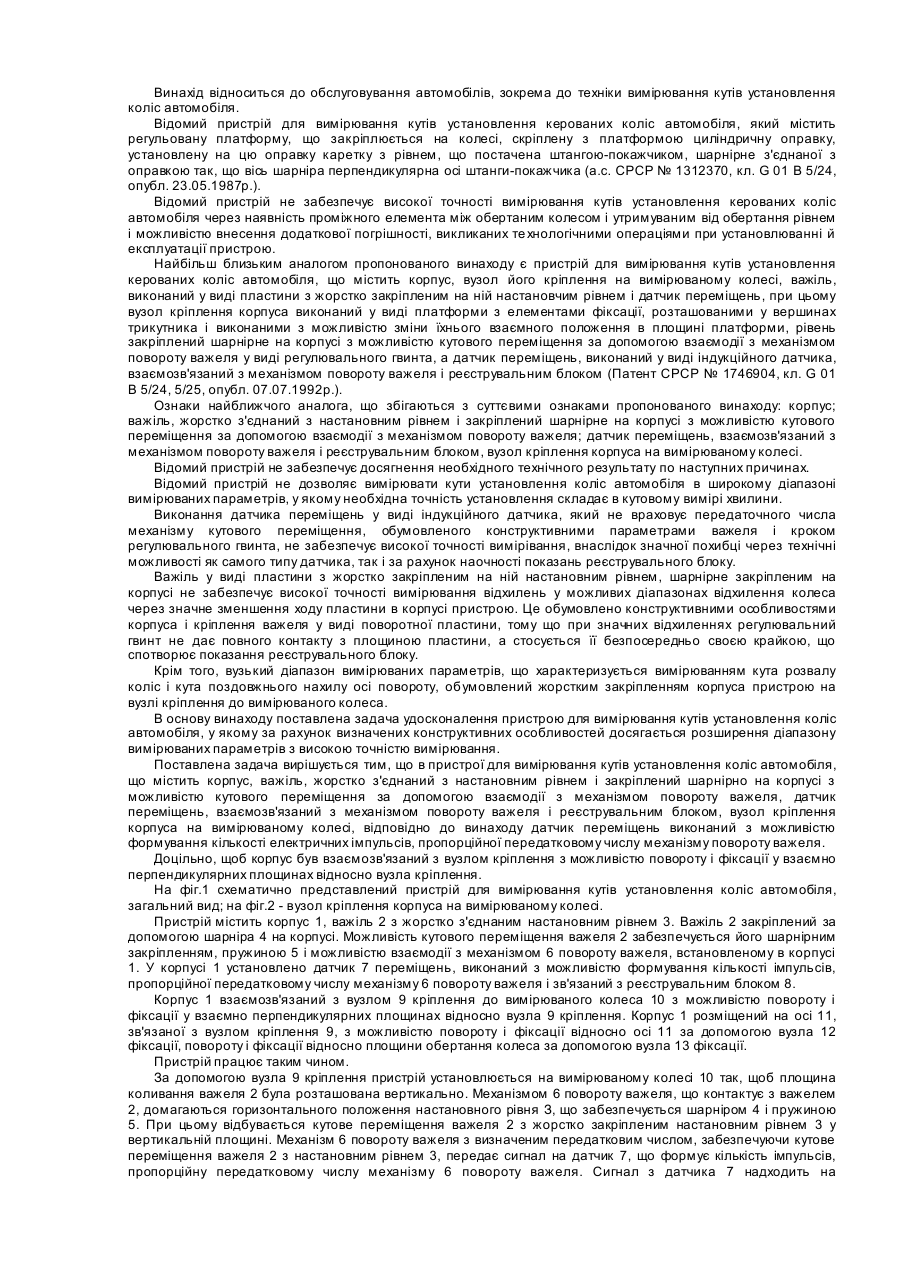
Номер патенту: 66643
Опубліковано: 17.05.2004
Автори: Хазанов Григорій Якович, Голубева Надія Юріївна
МПК: G01B 5/24
Мітки: установлення, кутів, автомобіля, коліс, пристрій, вимірювання
Формула / Реферат:
1. Пристрій для вимірювання кутів установлення коліс автомобіля, що містить корпус, важіль, жорстко з'єднаний з установним рівнем і закріплений шарнірно на корпусі з можливістю кутового переміщення за допомогою взаємодії з механізмом повороту важеля, датчик переміщень, взаємозв'язаний з механізмом повороту важеля і реєструвальним блоком, вузол кріплення корпуса на вимірюваному колесі, який відрізняється тим, що датчик переміщень виконаний з...
Пристрій для кріплення та звільнення інструмента у шпинделі верстата
Номер патенту: 56207
Опубліковано: 15.05.2003
Автор: Трактовенко Борис Срульович
МПК: B23C 5/00, B23B 31/02
Мітки: кріплення, інструмента, пристрій, звільнення, шпинделі, верстата
Формула / Реферат:
Пристрій для кріплення та звільнення інструмента у шпинделі верстата, який містить шомпол, привід переміщення шомпола та затискні пружини, який відрізняється тим, що він містить гайку, яка розміщена на шпинделі з можливістю взаємодії з затискними пружинами і шомполом, та упор, який встановлений в корпусі шпиндельного вузла з можливістю взаємодії з гайкою, при цьому приводом переміщення шомпола є привід обертання шпинделя.
Шпиндельна бабка фрезерно – свердлильного верстата
Номер патенту: 36625
Опубліковано: 16.04.2001
Автори: Сіндєєв Володимир Іванович, Кроль Олег Соломонович
МПК: B23Q 1/26, B23B 23/00
Мітки: шпиндельна, верстата, фрезерно, свердлильного, бабка
Формула / Реферат:
Шпиндельна бабка фрезерно-свердлильного верстата, яка містить затискні елементи, розміщені в розточці корпуса шпиндельної бабки верстата і виконані у вигляді двох втулок тангенціального затискача, яка відрізняється тим, що в розточці корпуса шпиндельної бабки верстата додатково розміщено рейковий зубчатий механізм для вертикального переміщення пінолю шпиндельного вузла, кінематичне узгоджений з двома втулками тангенціального затискача.
Попередній патент: Залізнична цистерна
Наступний патент: Пристрій для дренування порожнин чи ран
Випадковий патент: Спосіб проведення технічного обслуговування дизелів