Пристрій для електроконтактного наварювання
Номер патенту: 36735
Опубліковано: 16.04.2001
Автори: Кучеренко Володимир Олександрович, Гончарук Дмитро Олександрович
Текст
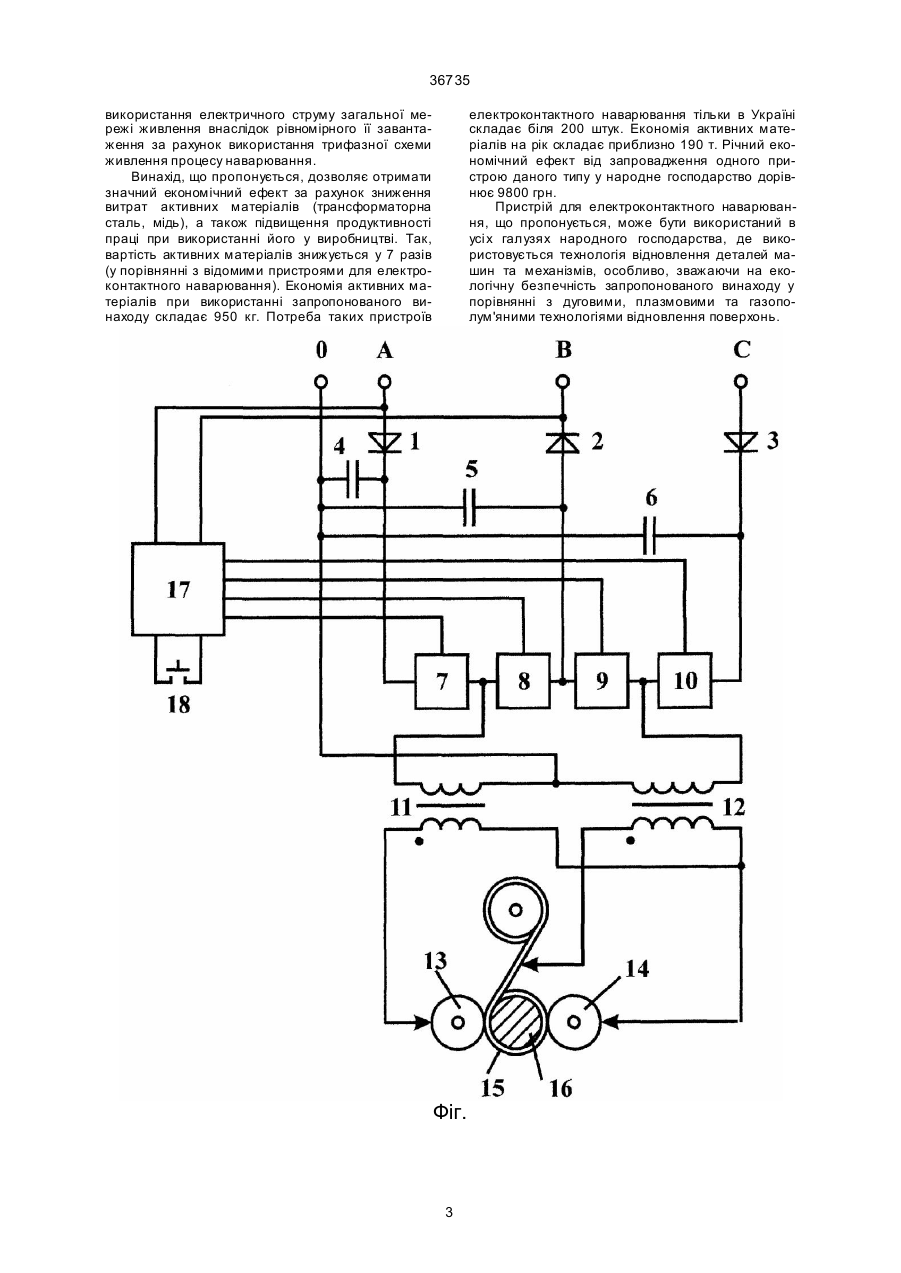
Пристрій для електроконтактного наварювання, що містить ролик-електрод, ролик-сателіт, який відрізняє ться тим, що до пристрою додатково введено: вхідні діоди з виходами для підключення до трифазної мережі живлення, вхідні фільтриконденсатори, безконтактні ключі, високочастотні зварювальні трансформатори, вторинна обмотка високочастотного зварювального трансформатора, який первинною обмоткою підключений через 36735 да, а кінцем - спільно до ролика-сателіта та кінця вторинної обмотки трансформатора, який первинною обмоткою підключений через ключі до катоду вхідного діода, до якого під'єднана первинна обмотка іншого трансформатора, вторинна обмотка якого призначена для підключення дроту, що наварюється, при цьому кінці первинних обмоток зварювальних трансформаторів призначені спільно для підключення до нульового дроту мережі живлення. Причинно-наслідковий зв'язок між сукупністю ознак винаходу і технічним результатом полягає в тому, що введення вищенаведених нових ознак разом з відомими ознаками забезпечує подачу зварювального струму з двох напрямків до точки наварювання, рівномірне навантаження трифазної мережі живлення та підвищену стійкість наплавляючих роликів. На фігурі зображена принципова електрична схема пристрою для електроконтактного наварювання. Пристрій для електроконтактного наварювання включає: вхідні діоди 1, 2, 3, вхідні фільтр-конденсатори 4, 5, 6, безконтактні керовані ключі 7, 8, 9, 10, високочастотні зварювальні трансформатори 11, 12, ролик-електрод 13, ролик-сателіт 14, дріт, що наварюється 15, деталь, що наварюється 16, блок керування 17, кнопка 18. Високочастотний зварювальний трансформатор 11 підключений через ключі 7 та 8 до фільтрконденсаторів 4, 5 та діодів 1, 2, ви ходи яких призначені для підключення спільно до фаз мережі живлення, кінець обмотки призначений для підключення спільно до конденсаторів 4, 5, 6 та нульового дроту, вторинна обмотка цього трансформатора підключена початком до ролика-електрода 13, а кінцем - до ролика-сателіта 14. Трансформатор 12 підключений через ключ 9 до фільтр-конденсатора 5 та анода діода 2, а через ключ 10 - до фільтр-конденсатора 6 та до катода діода 3, виходи діодів 2, 3 призначені для підключення до фаз мережі живлення, кінець цієї обмотки призначений для підключення спільно до кінця первинної обмотки трансформатора 11, фільтр-конденсаторів 4, 5, 6 та н ульового дроту мережі живлення. Вторинна обмотка трансформатора 12 підключена початком до дроту, що наварюється, а кінцем - спільно до кінця вторинної обмотки трансформатора 11 та до ролика-сателіта. Пристрій, що розглядається, працює наступним чином. При натисканні кнопки 18 блок керування 17 починає генерувати керуючі імпульси, забезпечуючи періодичне та почергово вмикання та вимикання ключів 7, 8, 9, 10. При цьому по первинних обмотках зварювальних трансформаторів 11 та 12 починають протікати високочастотні імпульси змінного струму, частота яких задається блоком керування. При надходженні керуючого імпульсу на ключ 7 він відкривається, і струм починає рух по колу: катод діода 1, ключ 7, первинна обмотка трансформатора 11, конденсатор 4, нульовий дріт. Після цього блок керування 17 забезпечує закриття ключа 7 та вмикання ключа 8. При цьому струм в обмотці трансформатора 11 змінює напрямок, перемагнічуючи магнітну системи і рухається по колу: нульовий дріт, конденсатор 5, первинна обмотка трансформатора 11, ключ 8, анод діода 2. Після цього блок керування забезпечує закриття ключа 8 та вмикання ключа 9 і струм починає рух по колу: н ульовий дріт, конденсатор 5, первинна обмотка трансформатора 12, анод діода 2. Після цього блок керування забезпечує закриття ключа 9 і вмикання ключа 10. При цьому струм в первинній обмотці трансформатора 12 змінює напрямок, перемагнічуючи магнітну систему і рухається по колу: катод діода 3, конденсатор 6, ключ 10, первинна обмотка трансформатора 12, нульовий дріт трифазної мережі живлення. Зварювальні струми у вторинних обмотках трансформаторів 11 та 12 при нормальних умовах наварювання дроту 15 на деталь 16 сумісно підтримують струм в точці наварювання. Коли виникають збурення процесу наварювання, тоді стабільність наварювання підтримує трансформатор 12 та ключі 9, 10. Рівень струму наварювання та співвідношення зварювальних струмів трансформаорів 11 та 12 регулюються блоком керування 17 за допомогою ключів 7, 8, 9, 10 плавно - зміною частоти керуючих імпульсів, які генеруються блоком керування 17 та проміжком часу, на протязі якого кожний з ключів знаходиться у відкритому стані. Завдяки такому сумісному з'єднанню високочастотних зварювальних трансформаторів з різними зовнішніми характеристиками та керованими ключами досягається можливість плавно змінювати зварювальний струм у широкому діапазоні, що значно покращує якість наварювання за рахунок більш точного підбору режимів наварювання, а також внаслідок практично безінерційного керування струму в точці наварювання в разі корегування режиму під впливом збурюючих дій. Головною перевагою запропонованого винаходу є запобігання руйнуванню ролика електроду, підвищення якості наплавки та, відповідно, зменшення вартості технологічного процесу електроконтактного наварювання. Підвищення стійкості ролика-електрода досягається завдяки застосуванню принципово нової схеми подачі зварювального струму до точки наплавки не з одного напрямку, тільки через ролик-електрод. В запропонованій схемі зварювальний струм до точки наплавки подається з двох напрямків, через роликелектрод 13 та через дріт, що наварюється 15, що дозволило знизити навантаження на ролик-електрод та запобігти його руйнуванню. Відповідно, це призвело до виключення необхідності частої заміни ролика-електрода та підвищило якість самого технологічного процесу електроконтактної наплавки, завдяки збереженням геометричних параметрів ролика-електрода, попереднього підігріву наплавочного дроту, прохідним струмом трансформатора 12 та можливістю проводити наварювання необмеженої довжини деталі, тоді як у відомих пристроях час наварювання обмежений через досить швидкий початок руйнування ролика-електрода, що викликає зміну геометричних параметрів ролика, що в свою чергу призводить до зміни щільності струму в точці наварювання і, відповідно, до погіршення показників якості формування навареного шару. Запропонований винахід забезпечує покращення якості металу, що наварений, за рахунок можливості реалізувати більш стабільні показники процесу наварювання, а також покращення якості 2 36735 використання електричного струму загальної мережі живлення внаслідок рівномірного її завантаження за рахунок використання трифазної схеми живлення процесу наварювання. Винахід, що пропонується, дозволяє отримати значний економічний ефект за рахунок зниження витрат активних матеріалів (трансформаторна сталь, мідь), а також підвищення продуктивності праці при використанні його у виробництві. Так, вартість активних матеріалів знижується у 7 разів (у порівнянні з відомими пристроями для електроконтактного наварювання). Економія активних матеріалів при використанні запропонованого винаходу складає 950 кг. Потреба таких пристроїв електроконтактного наварювання тільки в Україні складає біля 200 штук. Економія активних матеріалів на рік складає приблизно 190 т. Річний економічний ефект від запровадження одного пристрою даного типу у народне господарство дорівнює 9800 грн. Пристрій для електроконтактного наварювання, що пропонується, може бути використаний в усі х галузях народного господарства, де використовується технологія відновлення деталей машин та механізмів, особливо, зважаючи на екологічну безпечність запропонованого винаходу у порівнянні з дуговими, плазмовими та газополум'яними технологіями відновлення поверхонь. Фіг. 3 36735 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus for electroarc welding-on
Автори англійськоюKucherenko Volodymyr Oleksandrovych, Honcharuk Dmytro Oleksandrovych
Назва патенту російськоюУстройство для электроконтактной сварки
Автори російськоюКучеренко Владимир Александрович, Гончарук Дмитрий Александрович
МПК / Мітки
МПК: B23K 11/24, B23K 11/06
Мітки: пристрій, наварювання, електроконтактного
Код посилання
<a href="https://ua.patents.su/4-36735-pristrijj-dlya-elektrokontaktnogo-navaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для електроконтактного наварювання</a>
Пристрій для електроконтактного наварювання
Номер патенту: 36535
Опубліковано: 16.04.2001
Автори: Кучеренко Володимир Олександрович, Гончарук Дмитро Олександрович
МПК: B23K 11/06
Мітки: наварювання, електроконтактного, пристрій
Текст:
...напрямків - через ролик-електрод 3 та через дріт, що наварюється, 5, що дозволило знизити навантаження на ролик-електрод та запобігти його руйнуванню. Відповідно, це призвело до виключення необхідності частої заміни роликаелектрода та підвищило якість самого технологіч ного процесу електроконтактної наплавки завдяки збереженням геометричних параметрів роликаелектрода, попереднього підігріву наплавочного дроту, прохідним струмом та можливістю...
Пристрій для електроконтактного наварювання

Номер патенту: 36606
Опубліковано: 16.04.2001
Автор: Кучеренко Володимир Олександрович
МПК: B23K 11/06
Мітки: електроконтактного, пристрій, наварювання
Текст:
...струму наварювання та співвідношення зварювальних струмів трансформаторів 5 та 4 регулюється за допомогою високочастотних перетворювачів 2 та 3. Завдяки такому сумісному з'єднанню зварювальних трансформаторів та перетворювачів проміжної високої частоти з різними зовнішніми характеристиками досягається значна стабільність процесу електроконтактного наварювання. В основу винаходу поставлено задачу підвищення якості деталі, що наплавляється,...
Пристрій для електроконтактного наварювання
Номер патенту: 32379
Опубліковано: 15.12.2000
Автори: Гончарук Дмитро Олександрович, Сироватка Василь Васильович, Кучеренко Володимир Олександрович
МПК: B23K 11/06
Мітки: пристрій, електроконтактного, наварювання
Текст:
...до дроту, що наварюється 7 на деталь 8. Первинна обмотка трансформатора 4 через регулятор струму 2 підключена до мережі живлення. Пристрій, що розглядається, працює наступним чином. Зварювальний струм вторинної обмотки зварювального трансформатора З подається на ролик-електрод 5, а зварювального трансформатора 4 - на дріт, що наварюється 7 і через деталь, що наварюється та ролик-сателіт 6 кола вторинних обмоток трансформаторів 3 та 4...
Спосіб електроконтактного наварювання

Номер патенту: 35882
Опубліковано: 16.04.2001
Автори: Черниш Валерій Павлович, Михед Анатолій Михайлович, Корнійко Віктор Олексійович
МПК: B23K 11/06
Мітки: спосіб, електроконтактного, наварювання
Формула / Реферат:
Спосіб електроконтактного наварювання дроту на поверхню циліндричної деталі по гвинтовій лінії двома роликовими електродами шляхом пропускання імпульсу зварювального струму від першого електрода через дріт та деталь до другого електродиа з одночасним сумісним деформуванням дроту та деталі від зусилля стиснення електродів, який відрізняється тим, що наварювання проводять з одночасною подачею під кожен з електродів окремої дротини і...
Спосіб електроконтактного наварювання дроту на поверхню деталі
Номер патенту: 33316
Опубліковано: 15.02.2001
Автори: Сироватка Василь Васильович, Михед Анатолій Михайлович, Черниш Валерій Павлович
МПК: B23K 11/06
Мітки: наварювання, деталі, дроту, спосіб, електроконтактного, поверхню
Текст:
...що збільшує енерговнесення в деталь та знижує продуктивність процесу. Технічним завданням винаходу є стабілізація міцності зчеплення дроту з деталлю та підвищення міцності зчеплення бокових поверхонь дротин між собою при мінімальному енерговнесенні в деталь, що в свою чергу підвищує якість утвореного зварного з'єднання. Згідно з винаходом, технічне завдання вирішується тим, що між електродом та деталлю подають декілька дротин, які розташовують...
Попередній патент: Змішувач гідродинамічний
Наступний патент: Аморфний тонкоплівковий фоточутливий сіліконовий сплав
Випадковий патент: Спосіб фарбування поліакрилонітрильних матеріалів