Пристрій для електроконтактного наварювання
Номер патенту: 32379
Опубліковано: 15.12.2000
Автори: Сироватка Василь Васильович, Гончарук Дмитро Олександрович, Кучеренко Володимир Олександрович
Текст
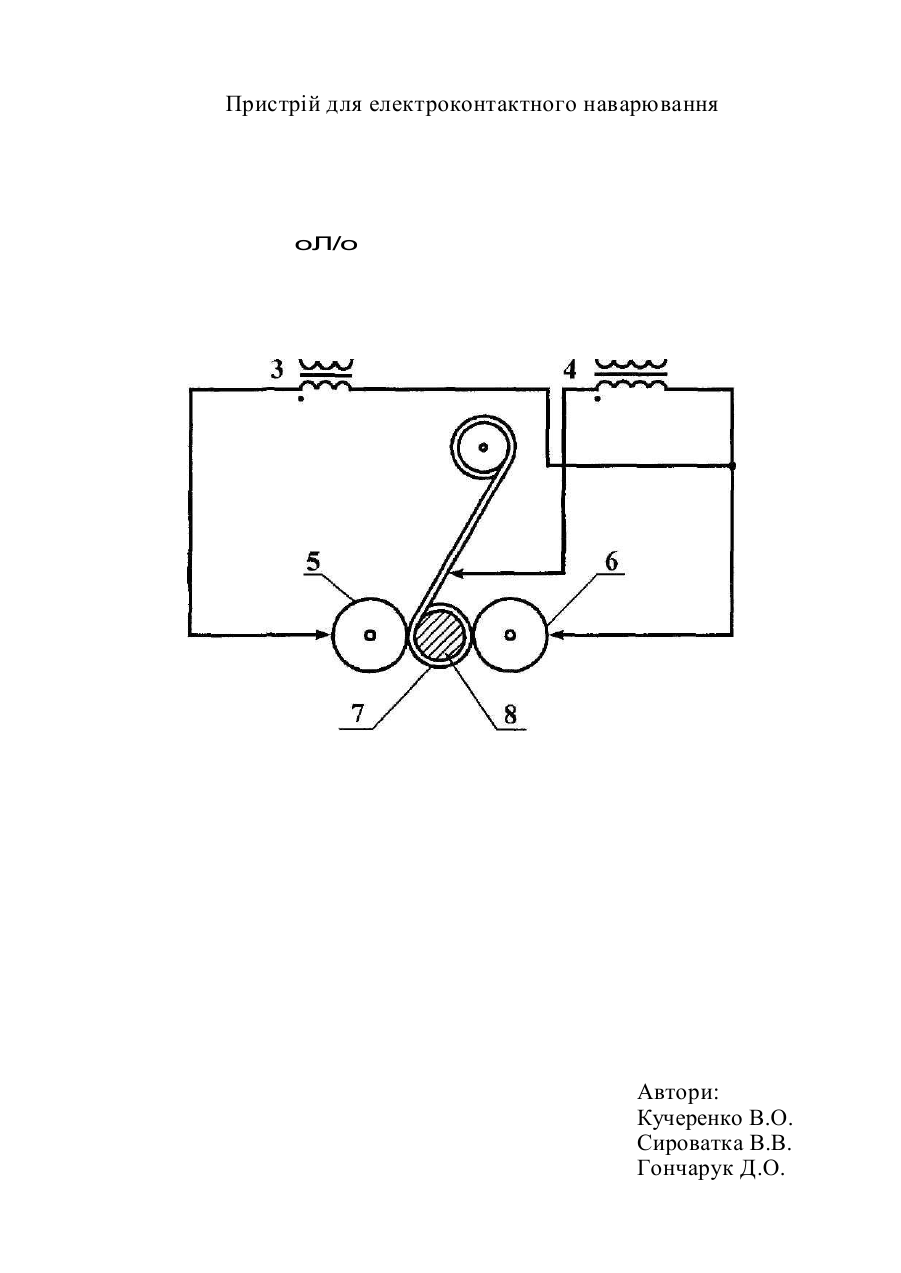
no j МПК6В23К11^6 ПРИСТРІЙ ДЛЯ ЕЛЕКТРОКОНТАКТНОГО НАВАРЮВАННЯ Винахід, що пропонується, має відношення до області контактного зварювання стисненням в частині електроконтактної наплавки. Відомо пристрій для контактної наплавки (Клименко Ю.В. Электроконтактная наплавка. М, "Металлургия", 1978, 128с), який забезпечує електроконтактну наплавку. Вказаний пристрій складається із зварювального трансформатора, дроту, що наплавляється, роликаелектрода, деталі, що наплавляється, та регулятора струму. Недоліком даного пристрою є швидке руйнування ролика електрода через високу щільність зварювального струму, зумовлену технологічними вимогами до якості процесу електроконтактної наплавки. Найбільш близьким за технологічною суттю є пристрій, виконаний за двоточковою схемою (А.С. №407678 МКИ6 В23К1106 Клименко Ю.В.). Принципова відмінність його, це введення деталі до ланцюга струму наплавки. При цьому струм в зону наплавки підводиться через два напла вляючи х ролика . Не долік ом ц ього п ристрою є те, що теплоутворення відбувається на незначній площі метала основи, що викликає деформацію деталі, що наплавляється, та призводить до швидкого руйнування наплавляючих роликів, так як весь струм послідовно проходить через них. Це погіршує якість наплавки та вимагає додаткових витрат на виправлення дефектів наплавки та часту заміну наплавляючих роликів. В основу винаходу поставлено задачу створити пристрій для електроконтактного наварювання з покращеною якістю деталі, що наплавляється, та підвищеною стійкістю наплавляючих роликів, шляхом подачі зварювального струму з двох напрямків до точки наплавки, яка підключена до трансформаторів з низьким та високим значенням напруги холостого ходу. Поставлена задача досягається у запропонованому пристрої тим, що він включає два однофазні зварювальні трансформатори, один з яких виконано на підвищене значення напруги холостого ходу і зменшений зварювальний струм, а другий - на низьку напругу холостого ходу та високий рівень зварювального струму. Кожен із цих трансформаторів підключений до мережі живлення через регулятор струму, ролик-електрод і ролик-сателіт, наплавочний дріт та деталь, що наварюється, причому вторинна обмотка зварювального трансформатора із зменшеним значенням напруги холостого ходу та великим зварювальним струмом підключена початком до ролика електрода, а кінцем - до ролика-сателіта та до кінця вторинної обмотки трансформатора із підвищеною напругою 2 холостого ходу та зменшеним рівнем зварювального струму, початок якої підключений до дроту, що наплавляється. На креслені зображена принципова електрична схема пристрою для електроконтактного наварювання. Пристрій для електроконтактного наварювання включає: два регулятори струму 1, 2, зварювальний трансформатор, виконаний на збільшений зварювальний струм та зменшену напругу холостого ходу З, зварювальний трансформатор, виконаний на підвищену напругу холостого ходу та зменшений рівень зварювального струму 4, ролик-електрод 5, ролик-сателіт 6, дріт, що наплавляється 7, деталь, що наплавляється 8. Зварювальний трансформатор з низьким значенням напруги холостого ходу і великим струмом наварювання 3 підключений через регулятор струму 1 до мережі живлення, вторинна обмотка цього трансформатора підключена початком до ролика-електрода 5, а кінцем до ролика-сателіта 6 та до кінця вторинної обмотки трансформатора 4 з підви щеною напругою холостого ходу та змен шеним рівнем зварювального струму, початок якої підключений до дроту, що наварюється 7 на деталь 8. Первинна обмотка трансформатора 4 через регулятор струму 2 підключена до мережі живлення. Пристрій, що розглядається, працює наступним чином. Зварювальний струм вторинної обмотки зварювального трансформатора З подається на ролик-електрод 5, а зварювального трансформатора 4 - на дріт, що наварюється 7 і через деталь, що наварюється та ролик-сателіт 6 кола вторинних обмоток трансформаторів 3 та 4 замикаються. Так як трансформатор 3 характеризується низьким значенням напруги холостого ходу і великим зварювальним струмом, а трансформатор 4 - високим значенням напруги холостого ходу і зменшеним рівнем зварювального струму, то при нормальних умовах наварювання дроту 7 ці два трансформатора сумісно підтримують струм в точці наварювання. Коли виникають умови порушення процесу наварювання, тоді стабільність наварювання підтримує трансформатор 4. Рівень струму наварювання та співвідношення зварювальних струмів трансформаторів 3 та 4 регулюється за допомогою регуляторів струму 1 та 2. Завдяки такому сумісному з'єднанню зварювальних трансформаторів з різними зовнішніми характеристиками досягається значна стабільність процесу електроконтактного наварювання. В основу винаходу поставлено задачу підвищення якості деталі, що наплавляється та стійкості наплавляючого ролика. Головною перевагою запропонованого винаходу є запобігання руйнуванню ролика електрода, підвищення якості наплавки та відповідно зменшення вартості технологічного процесу електроконтактної наплавки. Підвищення стійкості ролика-електрода досягається завдяки застосуванню з принципово нової схеми подачі зварювального струму до точки наплавки не з одного напрямку, тільки через ролик-електрод. В запропонованій схемі зварювальний струм до точки наплавки подається з двох напрямків, через ролик-електрод 5 та через дріт, що наварюється 7, що дозволило знизити навантаження на ролик-електрод та запобігти його руйнуванню. Відповідно це призвело до виключення необхідності частої заміни роликаелектрода та підвищило якість самого технологічного процесу електроконтактної наплавки завдяки збереженням геометричних параметрів ролика-електрода, попереднього підігріву дроту, що наплавляється, прохідним струмом трансформатора 4 та можливістю проводити наплавку необмеженої довжини деталі, тоді як у відомих пристроях час наплавки обмежений через досить швидкий початок руйнування ролика-електрода, що викликає зміну геометричних параметрів ролика, що в свою чергу призводить до зміни щільності струму в точці наплавки і відповідно до погіршення показників якості формування наплавленого шару. Запропонований винахід забезпечує покращення якості наплавленого металу за рахунок можливості реалізувати більш стабільні показники процесу наплавки. Вина хід, що пропон ується , дозволяє отримати значний економічний ефект за рахунок зниження витрат активних матеріалів, а також підвищення продуктивності праці при використанні його у виробництві. Так, вартість активних матеріалів знижується в 4 рази (у порівнянні з відомими пристроями для електроконтактного наварювання). Економія активних матеріалів при використанні запропонованого винаходу складає 800 кг. Потреба таких пристроїв електроконтактного наварювання тільки в Україні складає біля 200 штук. Економія активних матеріалів на рік складає приблизно 160 т. Річний економічний ефект від запровадження одного пристрою даного типу у народне господарство дорівнює 6800 грн. Пристрій для електроконтактного наварювання, що пропонується, може бути використаний в усіх галузях народного господарства, де використовується технологія відновлення деталей машин та механізмів, особливо зважаючи на екологічну безпечність запропонованого винаходу у порівнянні з дуговими, плазмовими та газополум'яними технологіями відновлення поверхонь. Пристрій для електроконтактного наварювання оЛ/о Автори: Кучеренко В.О. Сироватка В.В. Гончарук Д.О.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for electric-contact hard-facing
Автори англійськоюKucherenko Volodymyr Oleksandrovych, Syrovatka Vasyl Vasyliovych, Honcharuk Dmytro Oleksandrovych
Назва патенту російськоюУстройство для электроконтактной наплавки
Автори російськоюКучеренко Владимир Александрович, Сыроватка Василий Васильевич, Гончарук Дмитрий Александрович
МПК / Мітки
МПК: B23K 11/06
Мітки: пристрій, електроконтактного, наварювання
Код посилання
<a href="https://ua.patents.su/4-32379-pristrijj-dlya-elektrokontaktnogo-navaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для електроконтактного наварювання</a>
Склад сплаву для наварювання
Номер патенту: 16243
Опубліковано: 29.08.1997
Автори: Лещинський Леонід Кимович, Домбровський Фелікс Стефанович, Чігарєв Валерій Васильович
МПК: C22C 38/50, B23K 35/30
Мітки: сплаву, склад, наварювання
Формула / Реферат:
1. Состав сплава для наплавки, содержащий углерод, марганец, кремний, хром, молибден,ванадий, титан, ниобий) РЗМ и железо, отличающийся тем, что, с целью повытения долговечности наплавленного металла путем увеличения сопротивления развитию усталостных трещин после высокого отжига, состав содержит компоненты в следующем соотношении, мас.%: Углерод 0,13-0,25 Марганец 0,6-0,8...
Засіб наварювання виробів
Номер патенту: 7933
Опубліковано: 26.12.1995
Автори: Лещинський Леонід Кимович, Домбровський Фелікс Стефанович, Буланов Леонід Володимирович, Яковлєв Віктор Васильович, Нісковських Віталій Максимович, Лєпіхов Леонід Сергійович, Кравченко Анатолій Петрович
МПК: B23K 9/04
Мітки: наварювання, засіб, виробів
Формула / Реферат:
1. Способ наплавки изделий, преимущественно роликов машин непрерывного литья заготовок, включающий наплавку поверхностного слоя отдельными валиками, выдерживая зазор между ними не менее суммарной величины протяженности зон термического влияния соседних валиков, отличающийся тем, что, с целью повышения долговечности роликов за счет торможения трещин термомеханической усталости, валики выполняют с шириной 11 £ (A K2Iccos) - 5,...
Пристрій для автоматичної наплавки внутрішніх циліндричних і конічних поверхонь
Номер патенту: 14650
Опубліковано: 20.01.1997
Автори: Поліщук Микола Олександрович, Сенцюк Богдан Володимирович, Єфремов Михайло Васильович, Стасишин Петро Іванович
МПК: B23K 9/04
Мітки: пристрій, циліндричних, внутрішніх, автоматичної, конічних, наплавки, поверхонь
Формула / Реферат:
Пристрій для автоматичної наплавки внутрішніх циліндричних і конічних поверхонь, який містить станину, електродвигун, планшайбу для кріплення та обертання деталі, що наплавляється, зварювальну головку з кареткою і механізм переміщення, який відрізняється тим, що станина виконана з двох стінок, причому на одній з них кріпиться планшайба, оснащена штангою, що має можливість обертатись, а на іншій - механізм переміщення, оснащений...
Керамічний флюс для наварювання
Номер патенту: 16242
Опубліковано: 29.08.1997
Автори: Степнов Ксенофонт Ксенофонтович, Лещинський Леонід Кимович, Крайник Ярослав Іванович, Хілько Владіслав Ігнатович, Супруненко Володимир Васильович, Фільчаков Олександр Антонович, Бендрик Валерій Григорович
МПК: B23K 35/362
Мітки: керамічний, наварювання, флюс
Формула / Реферат:
Керамический флюс для наплавки, содержащий глиноаєм, феррохром, хром металлический, феррованадий, ферромолибден, фторид кальция, оксиды циркония, компонент, содержащий фториды РЗМ, отличающийся тем, что, с цельюповышения трещиностойкости и качества наплавленногометалла, а также улучшения отделимости шлаковой корки, фторид кальция и оксиды циркония введены в виде шлакакальциево-термического...
Керамічний флюс для наварювання
Номер патенту: 16244
Опубліковано: 29.08.1997
Автори: Фільчаков Олександр Антонович, Міхнєвич Василь Іванович, Налча Георгій Іванович, Хілько Віталій Ігнатович, Ковальчук Олексій Васильович, Степнов Ксенофонт Ксенофонтович, Бендрик Валерій Григорович, Олдаковський Андрій Іванович, Лещинський Леонід Кимович
МПК: B23K 35/362
Мітки: наварювання, флюс, керамічний
Формула / Реферат:
1. Керамический флюс для наплавки, содержащий магнезит, глинозем, феррохром, хром металлический, феррованадий, плавиковый шпат, молибденовый концентрат, отличающийся тем, что, с целью повышения качества и износостойкости наплавленного металла, а также повышения сварочно-технологических свойств, он содержит синтетический калиевый фторцирконатный шлак и фтористый церий при следующем соотношении компонентов флюса, мас.%...
Попередній патент: Спосіб дехромування шкіряних відходів
Наступний патент: Миюча композиція
Випадковий патент: Спосіб та установка для обробки сирового твердого палива