Спосіб виготовлення закладної деталі залізобетонної конструкції
Номер патенту: 36790
Опубліковано: 10.11.2008
Автори: Фішман Олександр Юрійович, Марочка Віталій Владиславович, Білярчик Вадим Романович, Хазак Михайло Олександрович
Формула / Реферат
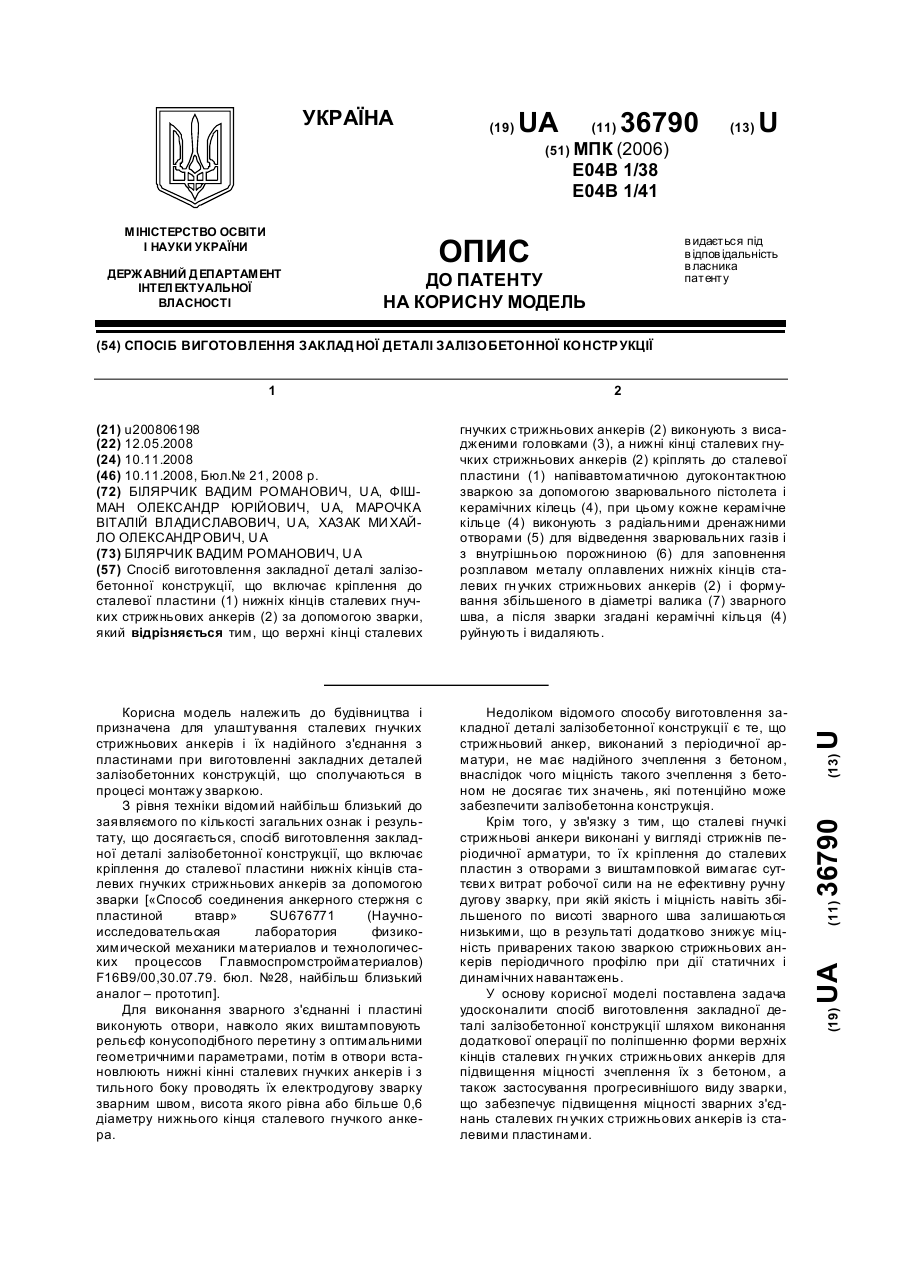
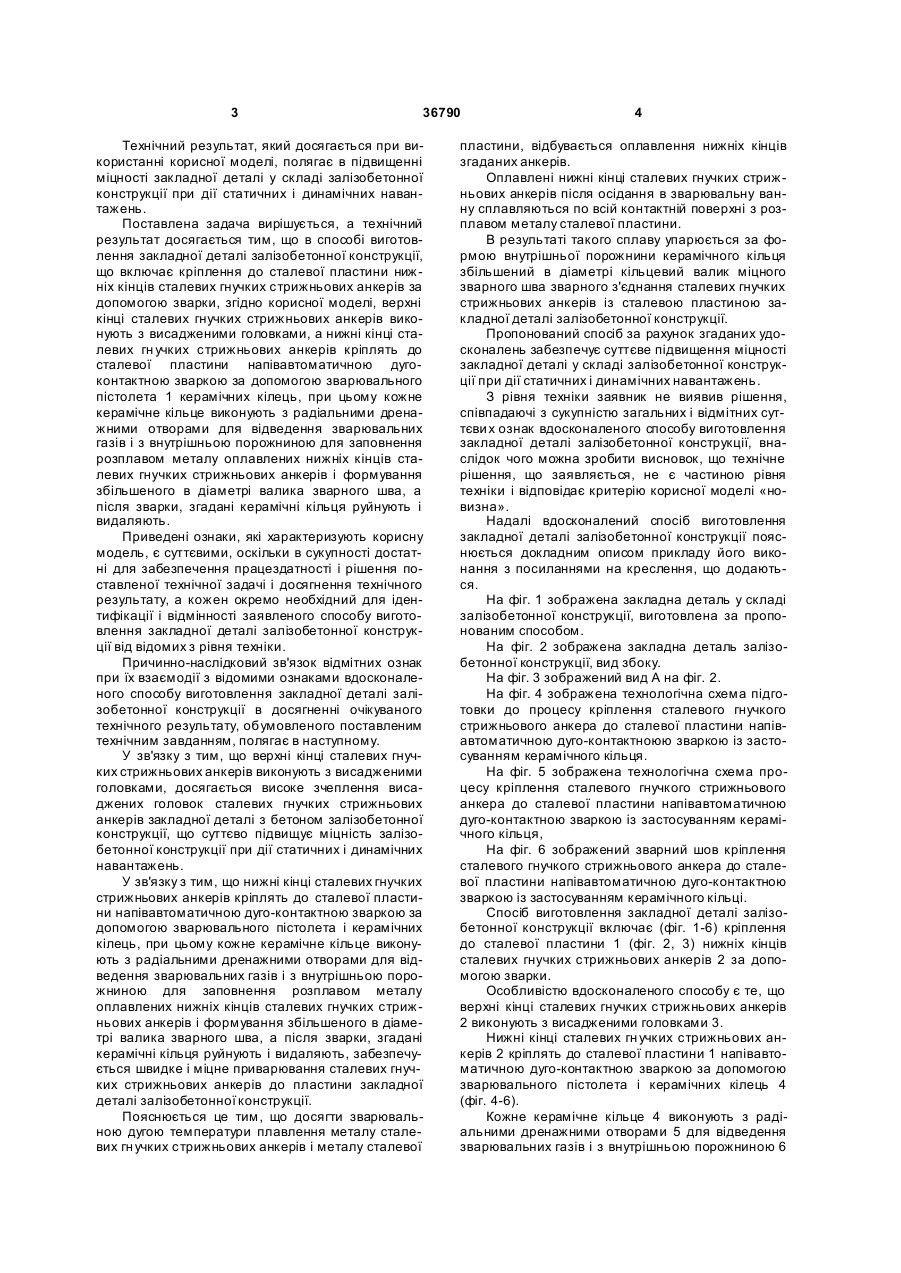
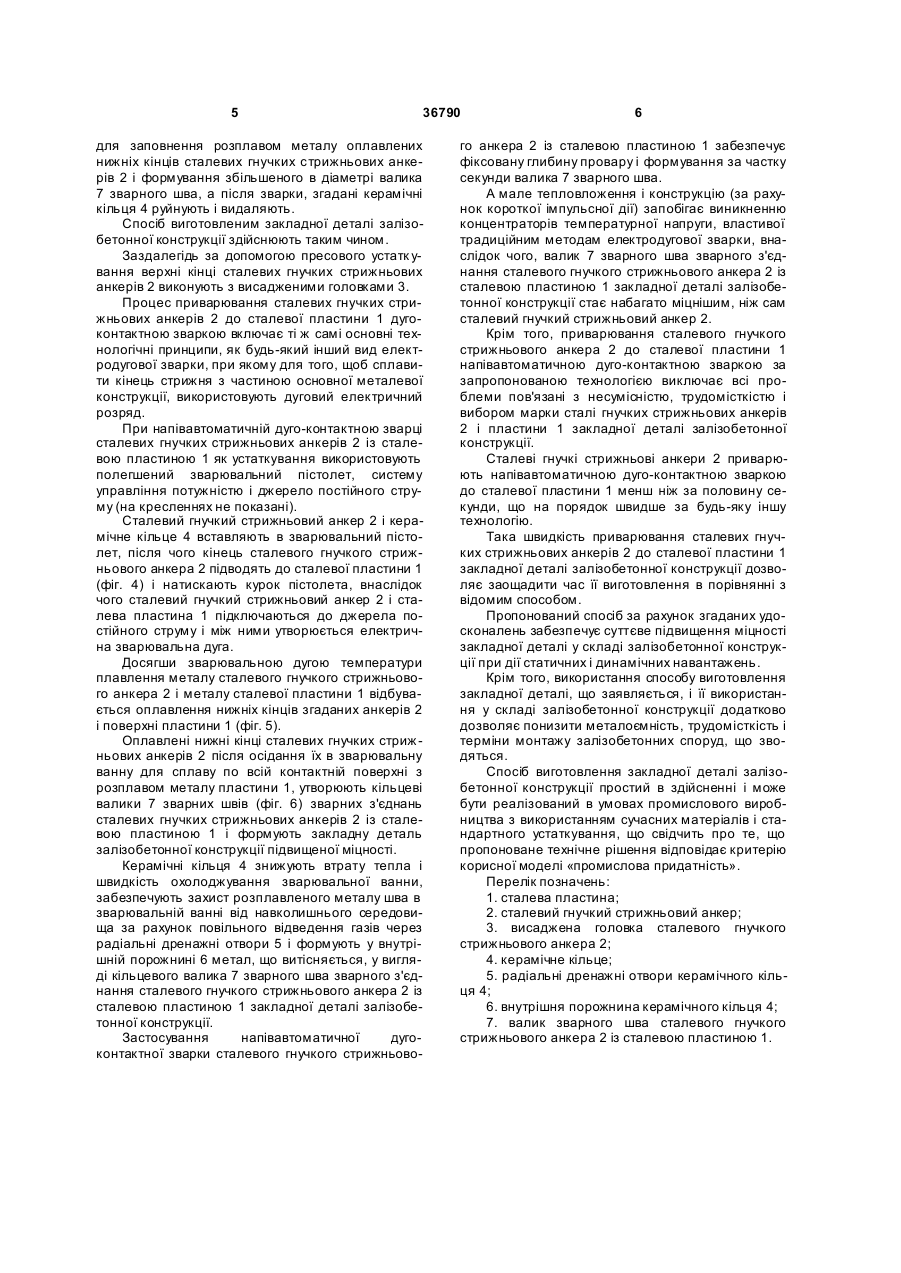
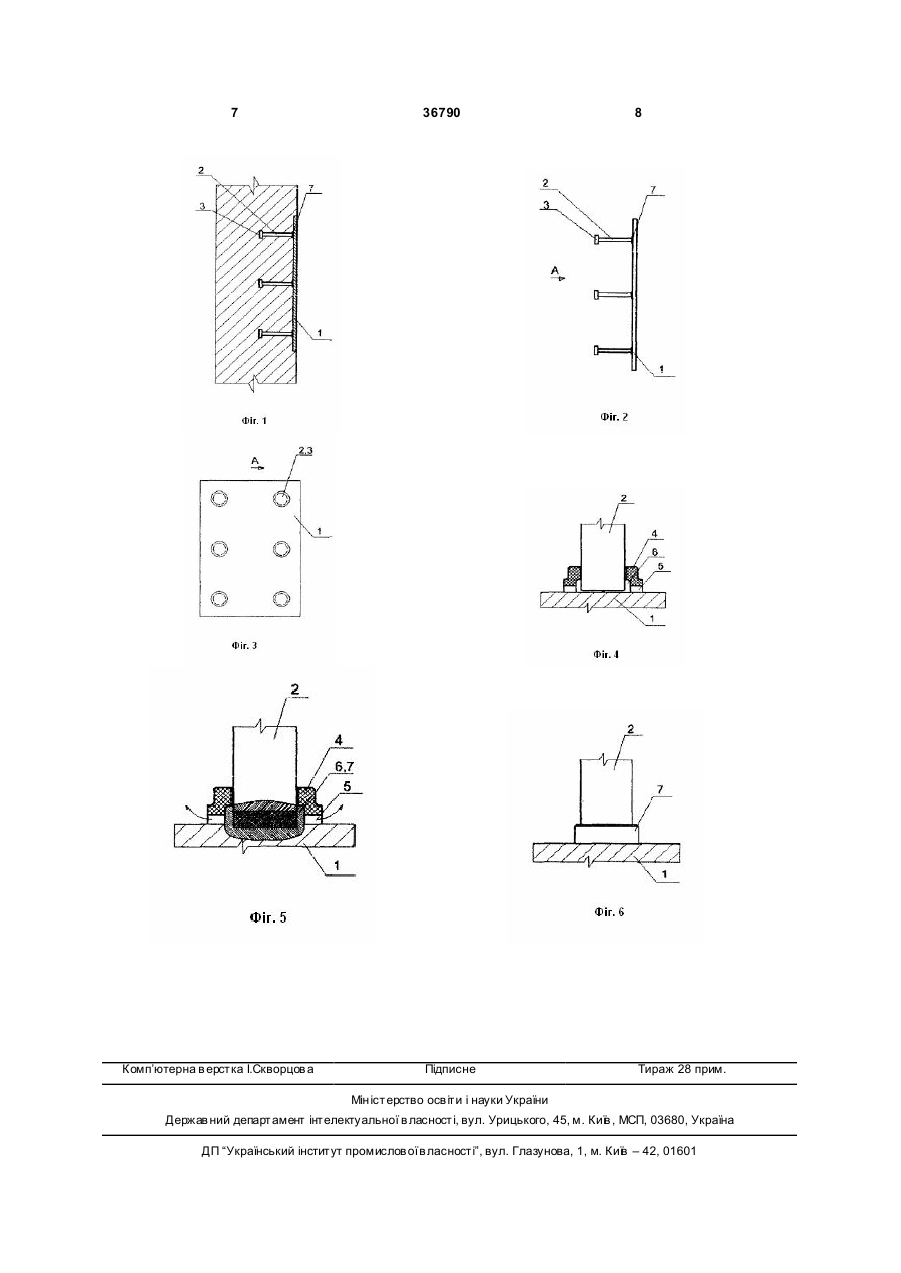
Спосіб виготовлення закладної деталі залізобетонної конструкції, що включає кріплення до сталевої пластини (1) нижніх кінців сталевих гнучких стрижньових анкерів (2) за допомогою зварки, який відрізняється тим, що верхні кінці сталевих гнучких стрижньових анкерів (2) виконують з висадженими головками (3), а нижні кінці сталевих гнучких стрижньових анкерів (2) кріплять до сталевої пластини (1) напівавтоматичною дугоконтактною зваркою за допомогою зварювального пістолета і керамічних кілець (4), при цьому кожне керамічне кільце (4) виконують з радіальними дренажними отворами (5) для відведення зварювальних газів і з внутрішньою порожниною (6) для заповнення розплавом металу оплавлених нижніх кінців сталевих гнучких стрижньових анкерів (2) і формування збільшеного в діаметрі валика (7) зварного шва, а після зварки згадані керамічні кільця (4) руйнують і видаляють.
Текст
Спосіб виготовлення закладної деталі залізобетонної конструкції, що включає кріплення до сталевої пластини (1) нижніх кінців сталевих гнучких стрижньових анкерів (2) за допомогою зварки, який відрізняється тим, що верхні кінці сталевих 3 36790 Технічний результат, який досягається при використанні корисної моделі, полягає в підвищенні міцності закладної деталі у складі залізобетонної конструкції при дії статичних і динамічних навантажень. Поставлена задача вирішується, а технічний результат досягається тим, що в способі виготовлення закладної деталі залізобетонної конструкції, що включає кріплення до сталевої пластини нижніх кінців сталевих гнучких стрижньових анкерів за допомогою зварки, згідно корисної моделі, верхні кінці сталевих гнучких стрижньових анкерів виконують з висадженими головками, а нижні кінці сталевих гн учких стрижньових анкерів кріплять до сталевої пластини напівавтоматичною дугоконтактною зваркою за допомогою зварювального пістолета 1 керамічних кілець, при цьому кожне керамічне кільце виконують з радіальними дренажними отворами для відведення зварювальних газів і з внутрішньою порожниною для заповнення розплавом металу оплавлених нижніх кінців сталевих гнучких стрижньових анкерів і формування збільшеного в діаметрі валика зварного шва, а після зварки, згадані керамічні кільця руйнують і видаляють. Приведені ознаки, які характеризують корисну модель, є суттєвими, оскільки в сукупності достатні для забезпечення працездатності і рішення поставленої технічної задачі і досягнення технічного результату, а кожен окремо необхідний для ідентифікації і відмінності заявленого способу виготовлення закладної деталі залізобетонної конструкції від відомих з рівня техніки. Причинно-наслідковий зв'язок відмітних ознак при їх взаємодії з відомими ознаками вдосконаленого способу виготовлення закладної деталі залізобетонної конструкції в досягненні очікуваного технічного результату, обумовленого поставленим технічним завданням, полягає в наступному. У зв'язку з тим, що верхні кінці сталевих гнучких стрижньових анкерів виконують з висадженими головками, досягається високе зчеплення висаджених головок сталевих гнучких стрижньових анкерів закладної деталі з бетоном залізобетонної конструкції, що суттєво підвищує міцність залізобетонної конструкції при дії статичних і динамічних навантажень. У зв'язку з тим, що нижні кінці сталевих гнучких стрижньових анкерів кріплять до сталевої пластини напівавтоматичною дуго-контактною зваркою за допомогою зварювального пістолета і керамічних кілець, при цьому кожне керамічне кільце виконують з радіальними дренажними отворами для відведення зварювальних газів і з внутрішньою порожниною для заповнення розплавом металу оплавлених нижніх кінців сталевих гнучких стрижньових анкерів і формування збільшеного в діаметрі валика зварного шва, а після зварки, згадані керамічні кільця руйнують і видаляють, забезпечується швидке і міцне приварювання сталевих гнучких стрижньових анкерів до пластини закладної деталі залізобетонної конструкції. Пояснюється це тим, що досягти зварювальною дугою температури плавлення металу сталевих гн учких стрижньових анкерів і металу сталевої 4 пластини, відбувається оплавлення нижніх кінців згаданих анкерів. Оплавлені нижні кінці сталевих гнучких стриж ньових анкерів після осідання в зварювальну ванну сплавляються по всій контактній поверхні з розплавом металу сталевої пластини. В результаті такого сплаву упарюється за формою внутрішньої порожнини керамічного кільця збільшений в діаметрі кільцевий валик міцного зварного шва зварного з'єднання сталевих гнучких стрижньових анкерів із сталевою пластиною закладної деталі залізобетонної конструкції. Пропонований спосіб за рахунок згаданих удосконалень забезпечує суттєве підвищення міцності закладної деталі у складі залізобетонної конструкції при дії статичних і динамічних навантажень. З рівня техніки заявник не виявив рішення, співпадаючі з сукупністю загальних і відмітних суттєви х ознак вдосконаленого способу виготовлення закладної деталі залізобетонної конструкції, внаслідок чого можна зробити висновок, що технічне рішення, що заявляється, не є частиною рівня техніки і відповідає критерію корисної моделі «новизна». Надалі вдосконалений спосіб виготовлення закладної деталі залізобетонної конструкції пояснюється докладним описом прикладу його виконання з посиланнями на креслення, що додаються. На фіг. 1 зображена закладна деталь у складі залізобетонної конструкції, виготовлена за пропонованим способом. На фіг. 2 зображена закладна деталь залізобетонної конструкції, вид збоку. На фіг. 3 зображений вид А на фіг. 2. На фіг. 4 зображена технологічна схема підготовки до процесу кріплення сталевого гнучкого стрижньового анкера до сталевої пластини напівавтоматичною дуго-контактноюю зваркою із застосуванням керамічного кільця. На фіг. 5 зображена технологічна схема процесу кріплення сталевого гнучкого стрижньового анкера до сталевої пластини напівавтоматичною дуго-контактною зваркою із застосуванням керамічного кільця, На фіг. 6 зображений зварний шов кріплення сталевого гнучкого стрижньового анкера до сталевої пластини напівавтоматичною дуго-контактною зваркою із застосуванням керамічного кільці. Спосіб виготовлення закладної деталі залізобетонної конструкції включає (фіг. 1-6) кріплення до сталевої пластини 1 (фіг. 2, 3) нижніх кінців сталевих гнучких стрижньових анкерів 2 за допомогою зварки. Особливістю вдосконаленого способу є те, що верхні кінці сталевих гнучких стрижньових анкерів 2 виконують з висадженими головками 3. Нижні кінці сталевих гн учких стрижньових анкерів 2 кріплять до сталевої пластини 1 напівавтоматичною дуго-контактною зваркою за допомогою зварювального пістолета і керамічних кілець 4 (фіг. 4-6). Кожне керамічне кільце 4 виконують з радіальними дренажними отворами 5 для відведення зварювальних газів і з внутрішньою порожниною 6 5 36790 для заповнення розплавом металу оплавлених нижніх кінців сталевих гнучких стрижньових анкерів 2 і формування збільшеного в діаметрі валика 7 зварного шва, а після зварки, згадані керамічні кільця 4 руйнують і видаляють. Спосіб виготовленим закладної деталі залізобетонної конструкції здійснюють таким чином. Заздалегідь за допомогою пресового устатк ування верхні кінці сталевих гнучких стрижньових анкерів 2 виконують з висадженими головками 3. Процес приварювання сталевих гнучких стрижньових анкерів 2 до сталевої пластини 1 дугоконтактною зваркою включає ті ж самі основні технологічні принципи, як будь-який інший вид електродугової зварки, при якому для того, щоб сплавити кінець стрижня з частиною основної металевої конструкції, використовують дуговий електричний розряд. При напівавтоматичній дуго-контактною зварці сталевих гнучких стрижньових анкерів 2 із сталевою пластиною 1 як устаткування використовують полегшений зварювальний пістолет, систему управління потужністю і джерело постійного струму (на кресленнях не показані). Сталевий гнучкий стрижньовий анкер 2 і керамічне кільце 4 вставляють в зварювальний пістолет, після чого кінець сталевого гнучкого стрижньового анкера 2 підводять до сталевої пластини 1 (фіг. 4) і натискають курок пістолета, внаслідок чого сталевий гнучкий стрижньовий анкер 2 і сталева пластина 1 підключаються до джерела постійного струму і між ними утворюється електрична зварювальна дуга. Досягши зварювальною дугою температури плавлення металу сталевого гнучкого стрижньового анкера 2 і металу сталевої пластини 1 відбувається оплавлення нижніх кінців згаданих анкерів 2 і поверхні пластини 1 (фіг. 5). Оплавлені нижні кінці сталевих гнучких стриж ньових анкерів 2 після осідання їх в зварювальну ванну для сплаву по всій контактній поверхні з розплавом металу пластини 1, утворюють кільцеві валики 7 зварних швів (фіг. 6) зварних з'єднань сталевих гнучких стрижньових анкерів 2 із сталевою пластиною 1 і формують закладну деталь залізобетонної конструкції підвищеної міцності. Керамічні кільця 4 знижують втрату тепла і швидкість охолоджування зварювальної ванни, забезпечують захист розплавленого металу шва в зварювальній ванні від навколишнього середовища за рахунок повільного відведення газів через радіальні дренажні отвори 5 і формують у внутрішній порожнині 6 метал, що витісняється, у вигляді кільцевого валика 7 зварного шва зварного з'єднання сталевого гнучкого стрижньового анкера 2 із сталевою пластиною 1 закладної деталі залізобетонної конструкції. Застосування напівавтоматичної дугоконтактної зварки сталевого гнучкого стрижньово 6 го анкера 2 із сталевою пластиною 1 забезпечує фіксовану глибину провару і формування за частку секунди валика 7 зварного шва. А мале тепловложення і конструкцію (за рахунок короткої імпульсної дії) запобігає виникненню концентраторів температурної напруги, властивої традиційним методам електродугової зварки, внаслідок чого, валик 7 зварного шва зварного з'єднання сталевого гнучкого стрижньового анкера 2 із сталевою пластиною 1 закладної деталі залізобетонної конструкції стає набагато міцнішим, ніж сам сталевий гнучкий стрижньовий анкер 2. Крім того, приварювання сталевого гнучкого стрижньового анкера 2 до сталевої пластини 1 напівавтоматичною дуго-контактною зваркою за запропонованою технологією виключає всі проблеми пов'язані з несумісністю, трудомісткістю і вибором марки сталі гнучких стрижньових анкерів 2 і пластини 1 закладної деталі залізобетонної конструкції. Сталеві гнучкі стрижньові анкери 2 приварюють напівавтоматичною дуго-контактною зваркою до сталевої пластини 1 менш ніж за половину секунди, що на порядок швидше за будь-яку іншу технологію. Така швидкість приварювання сталевих гнучких стрижньових анкерів 2 до сталевої пластини 1 закладної деталі залізобетонної конструкції дозволяє заощадити час її виготовлення в порівнянні з відомим способом. Пропонований спосіб за рахунок згаданих удосконалень забезпечує суттєве підвищення міцності закладної деталі у складі залізобетонної конструкції при дії статичних і динамічних навантажень. Крім того, використання способу виготовлення закладної деталі, що заявляється, і її використання у складі залізобетонної конструкції додатково дозволяє понизити металоємність, трудомісткість і терміни монтажу залізобетонних споруд, що зводяться. Спосіб виготовлення закладної деталі залізобетонної конструкції простий в здійсненні і може бути реалізований в умовах промислового виробництва з використанням сучасних матеріалів і стандартного устаткування, що свідчить про те, що пропоноване технічне рішення відповідає критерію корисної моделі «промислова придатність». Перелік позначень: 1. сталева пластина; 2. сталевий гнучкий стрижньовий анкер; 3. висаджена головка сталевого гнучкого стрижньового анкера 2; 4. керамічне кільце; 5. радіальні дренажні отвори керамічного кільця 4; 6. внутрішня порожнина керамічного кільця 4; 7. валик зварного шва сталевого гнучкого стрижньового анкера 2 із сталевою пластиною 1. 7 Комп’ютерна в ерстка І.Скворцов а 36790 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make embedded item of reinforced-concrete structure
Автори англійськоюBiliarchyk Vadym Romanovych, Fishman Oleksandr Yuriiovych, Marochka Vitalii Vladyslavovych, Khazak Mykhailo Oleksandrovych
Назва патенту російськоюСпособ изготовления закладной детали железобетонной конструкции
Автори російськоюБилярчик Вадим Романович, Фишман Александр Юрьевич, Марочка Виталий Владиславович, Хазак Михайло Олександрович
МПК / Мітки
Мітки: спосіб, деталі, закладної, залізобетонної, виготовлення, конструкції
Код посилання
<a href="https://ua.patents.su/4-36790-sposib-vigotovlennya-zakladno-detali-zalizobetonno-konstrukci.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення закладної деталі залізобетонної конструкції</a>
Пристрій для кріплення закладної деталі до форми

Номер патенту: 28976
Опубліковано: 25.12.2007
Автори: Малєєва Тетяна Олександрівна, Жученко Олександр Миколайович
МПК: B28B 7/16
Мітки: деталі, закладної, форми, пристрій, кріплення
Формула / Реферат:
1. Пристрій для кріплення закладної деталі до форми, що містить підпружинений елемент кріплення, виконаний з можливістю переміщення, який відрізняється тим, що він обладнаний скобою, яка має центральну частину і дві направлені в один бік гілки, в центральній частині скоби встановлений підпружинений притискач деталі, а від переміщення в напрямку притиску деталі скоба зафіксована в формі двома штирями, виконаними з можливістю переміщення в...
Пристрій для кріплення закладної деталі до форми
Номер патенту: 77968
Опубліковано: 15.02.2007
Автори: Жученко Олександр Миколайович, Малєєва Тетяна Олександрівна
МПК: B28B 7/16
Мітки: кріплення, форми, деталі, закладної, пристрій
Формула / Реферат:
1. Пристрій для кріплення закладної деталі до форми, який містить клин, що контактує робочою поверхнею з закладною деталлю, установленою в формі, і виконаний з можливістю переміщення вздовж форми, який відрізняється тим, що робоча поверхня клина виконана з кутом 1-12 градусів до напряму, перпендикулярного напряму установлення деталі в формі, причому клин обладнаний механізмом його ручного переміщення.2. Пристрій за п. 1, який...
Спосіб виготовлення механічно обробленої металевої деталі, механічно оброблена металева деталь, застосування металевої деталі та елемент конструкції
Номер патенту: 82859
Опубліковано: 26.05.2008
Автори: Годар Давід, Бозеллі Жюльєн, Мюззоліні Рафаель, ван дер Вен Сьюрд, Уорнер Тімоті, Ейме Фабріс
МПК: C21D 1/62, C22F 1/057, C22C 21/12, B21D 25/00, C22F 1/047, C21D 1/68, C22F 1/053, B21C 9/00, B21C 29/00, C22C 21/10
Мітки: металевої, обробленої, спосіб, деталі, елемент, металева, механічної, деталь, конструкції, оброблена, виготовлення, застосування
Формула / Реферат:
1. Спосіб виготовлення механічно обробленої металевої деталі, який включає в себе наступні операції:a) виготовлення металевого листа з термооброблюваного сплаву, що включає: а1) лиття плити під прокатку, а2) одну або декілька операцій гарячої або холодної прокатки плити для одержання листа,b) попередню механічну обробку згаданого листа на одній або двох лицьових поверхнях для одержання попередньо механічно обробленої...
Сталезалізобетонне перекриття
Номер патенту: 31218
Опубліковано: 25.03.2008
Автори: Фішман Олександр Юрійович, Білярчик Вадим Романович, Марочка Віталій Владиславович, Ехрентрайх Торстен Ральф
МПК: E04B 1/00, E04C 3/00, E01D 2/00, E04B 5/00
Мітки: перекриття, сталезалізобетонне
Формула / Реферат:
Сталезалізобетонне перекриття, що містить сталеві балки (1), зверху яких встановлений сталевий профільований настил (2), сталеві гнучкі стрижньові анкери (3), нижні кінці яких через сталевий профільований настил (2) прикріплені рядами до сталевих балок (1) зваркою, і бетонну плиту (4), замонолічену зверху сталевого профільованого настилу (2) до проектної товщини, яке відрізняється тим, що верхні кінці сталевих гнучких стрижньових анкерів (3)...
Спосіб виготовлення залізобетонної балки підкранових шляхів
Номер патенту: 27839
Опубліковано: 12.11.2007
Автори: Виноградов Ігор Сергійович, Горбик Ігор Семенович, Виноградов Дмитро Сергійович, Попов Володимир Ільїч
МПК: B28B 7/34, B28B 23/02
Мітки: виготовлення, підкранових, шляхів, балки, спосіб, залізобетонної
Формула / Реферат:
Спосіб виготовлення залізобетонної балки підкранових шляхів, що включає встановлення опалубки, укладання арматурної сітки по довжині опалубки, заливання бетону в опалубку та розпалубку після твердіння бетону, який відрізняється тим, що перед укладанням арматурної сітки на дно опалубки, що має заглиблення з отворами, укладають знімні технологічні закріплювальні елементи у вигляді плоских пластин з двома паралельними на них отворами, кількість...
Попередній патент: Спосіб визначення ушкодження лицевого нерва
Наступний патент: Графітова поршнева касета для отримання багатошарових структур
Випадковий патент: Спосіб лікування інфекційних захворювань верхніх дихальних шляхів