Спосіб виготовлення залізобетонної балки підкранових шляхів
Номер патенту: 27839
Опубліковано: 12.11.2007
Автори: Виноградов Ігор Сергійович, Попов Володимир Ільїч, Горбик Ігор Семенович, Виноградов Дмитро Сергійович
Формула / Реферат
Спосіб виготовлення залізобетонної балки підкранових шляхів, що включає встановлення опалубки, укладання арматурної сітки по довжині опалубки, заливання бетону в опалубку та розпалубку після твердіння бетону, який відрізняється тим, що перед укладанням арматурної сітки на дно опалубки, що має заглиблення з отворами, укладають знімні технологічні закріплювальні елементи у вигляді плоских пластин з двома паралельними на них отворами, кількість та технічні параметри яких співпадають з показниками параметрів опалубки і закладних деталей таким чином, що приварені перпендикулярно до плоскості закладних деталей шпильки пропускають через паралельні отвори вищевказаних закріплювальних елементів і вставляють у відповідні отвори опалубки, а плоскості самих закладних деталей щільно притискають до плоскостей цих закріплювальних елементів, після чого проводять заливання бетону в опалубку.
Текст
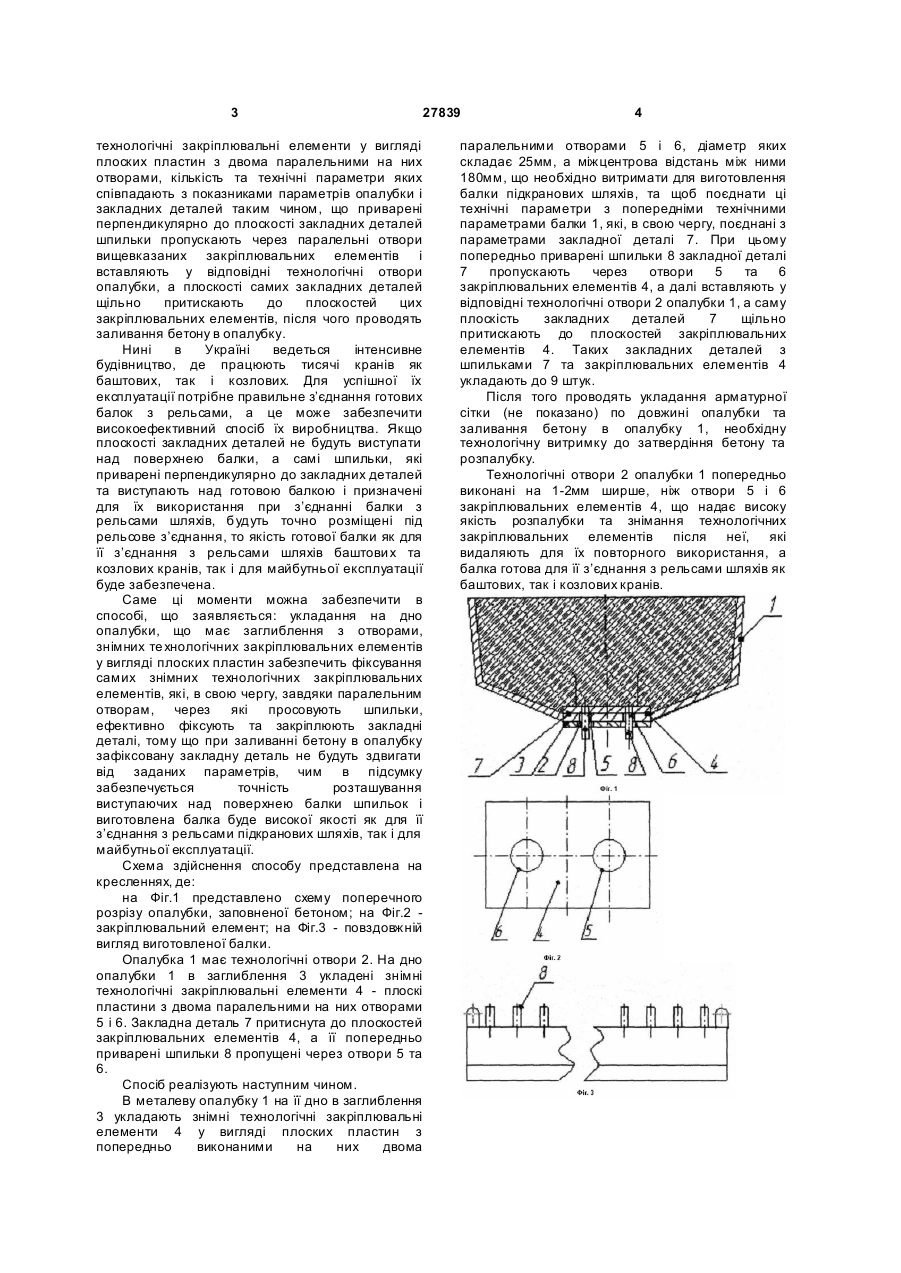
Спосіб виготовлення залізобетонної балки підкранових шля хів, що включає встановлення опалубки, укладання арматурної сітки по довжині опалубки, заливання бетону в опалубку та розпалубку після твердіння бетону, який відрізняє ться тим, що перед укладанням 3 27839 технологічні закріплювальні елементи у вигляді плоских пластин з двома паралельними на них отворами, кількість та технічні параметри яких співпадають з показниками параметрів опалубки і закладних деталей таким чином, що приварені перпендикулярно до плоскості закладних деталей шпильки пропускають через паралельні отвори вищевказаних закріплювальних елементів і вставляють у відповідні технологічні отвори опалубки, а плоскості самих закладних деталей щільно притискають до плоскостей цих закріплювальних елементів, після чого проводять заливання бетону в опалубку. Нині в Україні ведеться інтенсивне будівництво, де працюють тисячі кранів як баштових, так і козлових. Для успішної їх експлуатації потрібне правильне з’єднання готових балок з рельсами, а це може забезпечити високоефективний спосіб їх виробництва. Якщо плоскості закладних деталей не будуть виступати над поверхнею балки, а самі шпильки, які приварені перпендикулярно до закладних деталей та виступають над готовою балкою і призначені для їх використання при з’єднанні балки з рельсами шляхів, будуть точно розміщені під рельсове з’єднання, то якість готової балки як для її з’єднання з рельсами шляхів баштови х та козлових кранів, так і для майбутньої експлуатації буде забезпечена. Саме ці моменти можна забезпечити в способі, що заявляється: укладання на дно опалубки, що має заглиблення з отворами, знімних те хнологічних закріплювальних елементів у вигляді плоских пластин забезпечить фіксування самих знімних технологічних закріплювальних елементів, які, в свою чергу, завдяки паралельним отворам, через які просовують шпильки, ефективно фіксують та закріплюють закладні деталі, тому що при заливанні бетону в опалубку зафіксовану закладну деталь не будуть здвигати від заданих параметрів, чим в підсумку забезпечується точність розташування виступаючих над поверхнею балки шпильок і виготовлена балка буде високої якості як для її з’єднання з рельсами підкранових шляхів, так і для майбутньої експлуатації. Схема здійснення способу представлена на кресленнях, де: на Фіг.1 представлено схему поперечного розрізу опалубки, заповненої бетоном; на Фіг.2 закріплювальний елемент; на Фіг.3 - повздовжній вигляд виготовленої балки. Опалубка 1 має технологічні отвори 2. На дно опалубки 1 в заглиблення 3 укладені знімні технологічні закріплювальні елементи 4 - плоскі пластини з двома паралельними на них отворами 5 і 6. Закладна деталь 7 притиснута до плоскостей закріплювальних елементів 4, а її попередньо приварені шпильки 8 пропущені через отвори 5 та 6. Спосіб реалізують наступним чином. В металеву опалубку 1 на її дно в заглиблення 3 укладають знімні технологічні закріплювальні елементи 4 у вигляді плоских пластин з попередньо виконаними на них двома 4 паралельними отворами 5 і 6, діаметр яких складає 25мм, а міжцентрова відстань між ними 180мм, що необхідно витримати для виготовлення балки підкранових шляхів, та щоб поєднати ці технічні параметри з попередніми технічними параметрами балки 1, які, в свою чергу, поєднані з параметрами закладної деталі 7. При цьому попередньо приварені шпильки 8 закладної деталі 7 пропускають через отвори 5 та 6 закріплювальних елементів 4, а далі вставляють у відповідні технологічні отвори 2 опалубки 1, а саму плоскість закладних деталей 7 щільно притискають до плоскостей закріплювальних елементів 4. Таких закладних деталей з шпильками 7 та закріплювальних елементів 4 укладають до 9 штук. Після того проводять укладання арматурної сітки (не показано) по довжині опалубки та заливання бетону в опалубку 1, необхідну технологічну витримку до затвердіння бетону та розпалубку. Технологічні отвори 2 опалубки 1 попередньо виконані на 1-2мм ширше, ніж отвори 5 і 6 закріплювальних елементів 4, що надає високу якість розпалубки та знімання технологічних закріплювальних елементів після неї, які видаляють для їх повторного використання, а балка готова для її з’єднання з рельсами шляхів як баштових, так і козлових кранів.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing ferroconcrete beam of crane runways
Автори англійськоюVynohradov Dmytro Serhiiovych, Vynohradov Ihor Serhiiovych, Horbyk Ihor Semenovych, Popov Volodymyr Ilich
Назва патенту російськоюСпособ изготовления железобетонной балки подкрановых путей
Автори російськоюВиноградов Дмитрий Сергеевич, Виноградов Игорь Сергеевич, Горбик Игорь Семенович, Попов Владимир Ильич
МПК / Мітки
МПК: B28B 7/34, B28B 23/02
Мітки: залізобетонної, виготовлення, спосіб, підкранових, балки, шляхів
Код посилання
<a href="https://ua.patents.su/2-27839-sposib-vigotovlennya-zalizobetonno-balki-pidkranovikh-shlyakhiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення залізобетонної балки підкранових шляхів</a>
Арматурний каркас залізобетонної балки з підрізкою
Номер патенту: 6771
Опубліковано: 29.12.1994
Автори: Павліков Андрій Миколайович, Рубановський Михайло Лазарович, Богомолова Неллі Миколайовна
МПК: E04C 5/01
Мітки: арматурний, підрізкою, залізобетонної, каркас, балки
Формула / Реферат:
1. Арматурный каркас железобетонной балки с подрезкой, включающий верхнюю и нижнюю продольную арматуру и размещенные в зоне подрезки балки дополнительные арматурные стержни, отличающийся тем, что дополнительные арматурные стержни выполнены пересекающимися под углом друг к другу, и расположены с образованием ромбических сеток, наружная поверхность которых имеет форму гиперболоида вращения.2. Арматурный каркас по п.1, отличающийся тем,...
Спосіб виготовлення секції корпусу залізобетонної плавучої споруди
Номер патенту: 13425
Опубліковано: 15.03.2006
Автори: Єрмаков Дмитро Владиславович, Тодорашко Георгій Тимофійович, Немчин Олександр Федорович, Євдощук Дмитро Віталійович, Слуцький Микола Георгійович
МПК: B63B 5/00
Мітки: споруди, секції, спосіб, виготовлення, плавучої, корпусу, залізобетонної
Формула / Реферат:
1. Спосіб виготовлення секції корпусу залізобетонної плавучої споруди, що включає встановлення на горизонтальний стенд-піддон та закріплення на ньому бокової контурної опалубки, арматурного каркаса, закладних деталей, захисних і міжсіткових прокладок, укладання бетонної суміші, її ущільнення, теплову обробку та витримування до набуття необхідної міцності, розпалублення і відрив секції від стенда, який відрізняється тим, що як горизонтальний...
Пристрій для визначення геометричних параметрів підкранових шляхів
Номер патенту: 30747
Опубліковано: 15.12.2000
Автори: Мазикіна Ольга Борисівна, Тарапата Віктор Якович
МПК: E01B 35/00
Мітки: підкранових, пристрій, геометричних, шляхів, визначення, параметрів
Формула / Реферат:
Пристрій для визначення геометричних параметрів підкранових шляхів, що має формувач опорного лазерного пучка, екран з оцифрованою півсантиметровою сіткою та фотореєструючу апаратуру, який відрізняється тим, що екран, обладнаний електронним лічильником і затискачем, а також фотореєструюча апаратура на кронштейні, закріплені на очисному щитку крана.
Спосіб виготовлення багатопорожнинної залізобетонної монолітної плити
Номер патенту: 65670
Опубліковано: 15.04.2004
Автори: Тонкачеєв Геннадій Миколайович, Санніков Ігор Валентинович, Данільченко Олександр Анатолійович, Козін Віктор Петрович, Артюх Володимир Григорович
МПК: E04G 21/12, E04C 2/04, E04B 5/02, E04C 2/06
Мітки: виготовлення, багатопорожнинної, монолітної, залізобетонної, спосіб, плити
Формула / Реферат:
1. Спосіб виготовлення багатопорожнинної залізобетонної монолітної плити, який включає монтаж опалубки, укладання нижньої та верхньої арматури, встановлення між ними незнімних порожниноутворювачів та їх фіксацію, укладання бетонної суміші, який відрізняється тим, що на порожниноутворювачі встановлюють фіксатори, які закріплюють до опалубки, а порожниноутворювачі встановлюють з можливістю вільного переміщення в межах об'єму фіксатора під...
Пристрій для визначення ширини колії підкранових шляхів
Номер патенту: 28456
Опубліковано: 16.10.2000
Автори: Конобєйський Іван Васильович, Мазикіна Ольга Борисівна, Тарапата Віктор Якович
МПК: E01B 35/00
Мітки: підкранових, визначення, ширини, пристрій, шляхів, колії
Формула / Реферат:
Устройство для определения ширины колеи подкрановых путей, содержащее две струбцины с закрепительными винтами для фиксации их на рельсах подкрановых путей, одну оцифрованную линейку, отличающееся тем, что на струбцинах закреплены уровни и вертикальные стойки с индексами, фиксирующими отсчёты по двум линейкам, установленным на очистительном щитке рамы крана с помощью зажимов напротив индекса соответствующей стойки таким образом, чтобы нули...
Попередній патент: Офтальмологічна суспензія “офтасил”
Наступний патент: Ємність для поліпшення енергетичних властивостей води, яка використовується для поливу рослин
Випадковий патент: Спосіб інтраопераційної інтрабіліарної щіткової біопсії при раку голівки підшлункової залози, ускладненому механічною жовтяницею