Спосіб оздоблення керамічної плитки
Номер патенту: 36832
Опубліковано: 10.11.2008
Автори: Лазаренко Едуард Тимофійович, Олянишен Тетяна Вікторівна, Мельников Олександр Валерійович
Формула / Реферат
Спосіб оздоблення керамічної плитки, що включає стадії ангобування, глазурування, сушіння плитки, випалювання і задруковування фарбою трафаретним способом з наступним сушінням напівпродукту, який відрізняється тим, що для задруковування використовують фарбу УФ-затвердіння, а стадію сушіння напівпродукту здійснюють за допомогою УФ-ламп, причому процес сушіння напівпродукту ведуть протягом 5-10 сек.
Текст
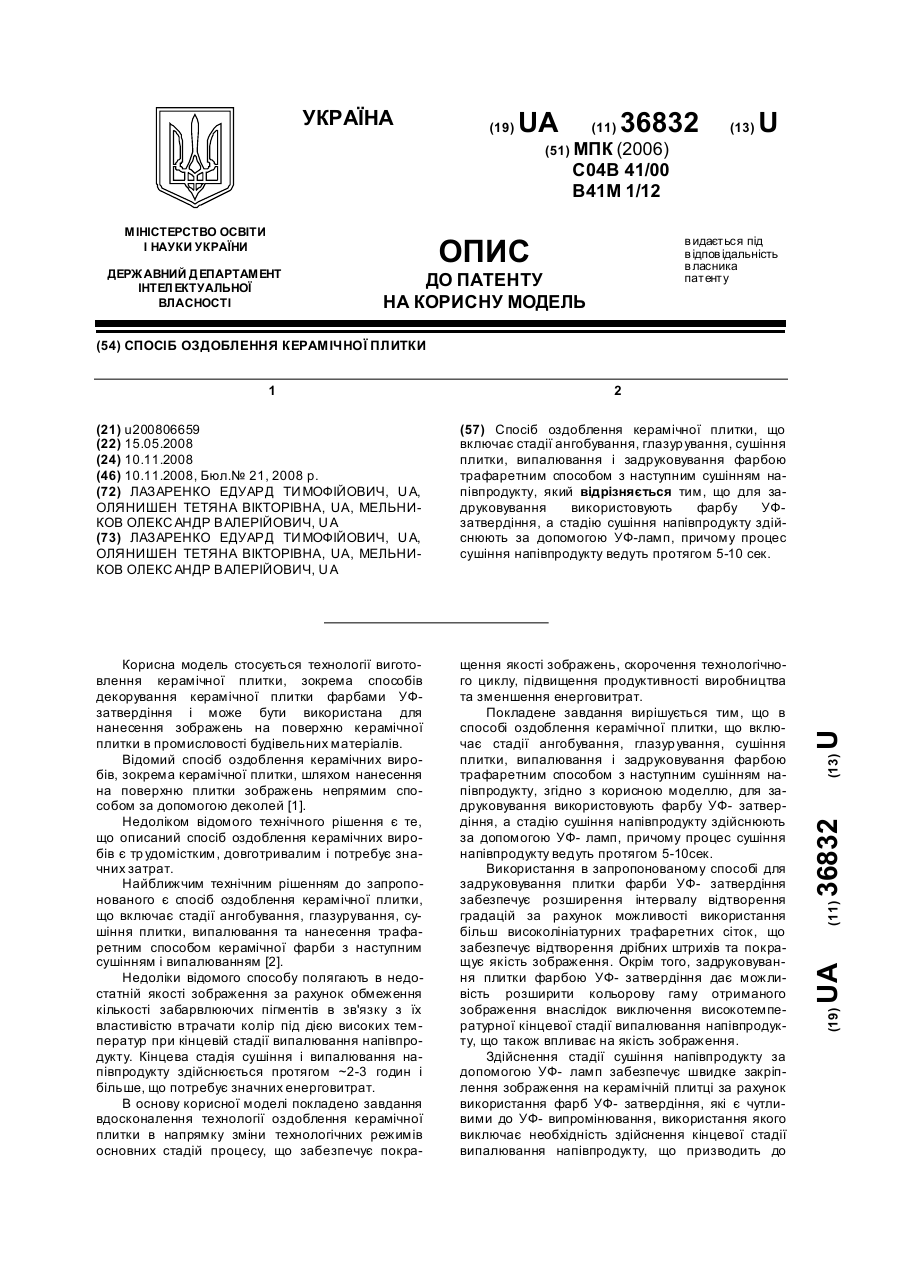
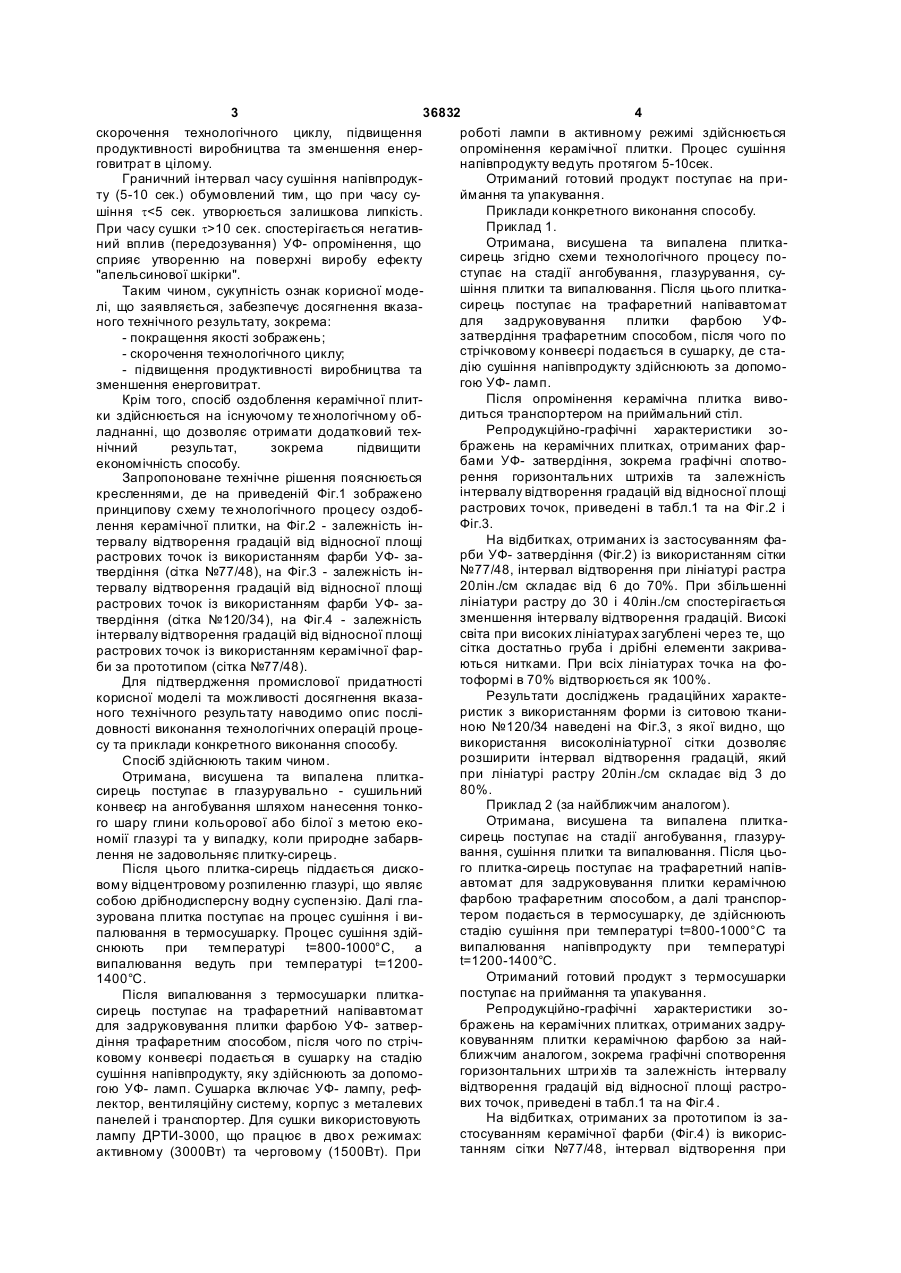
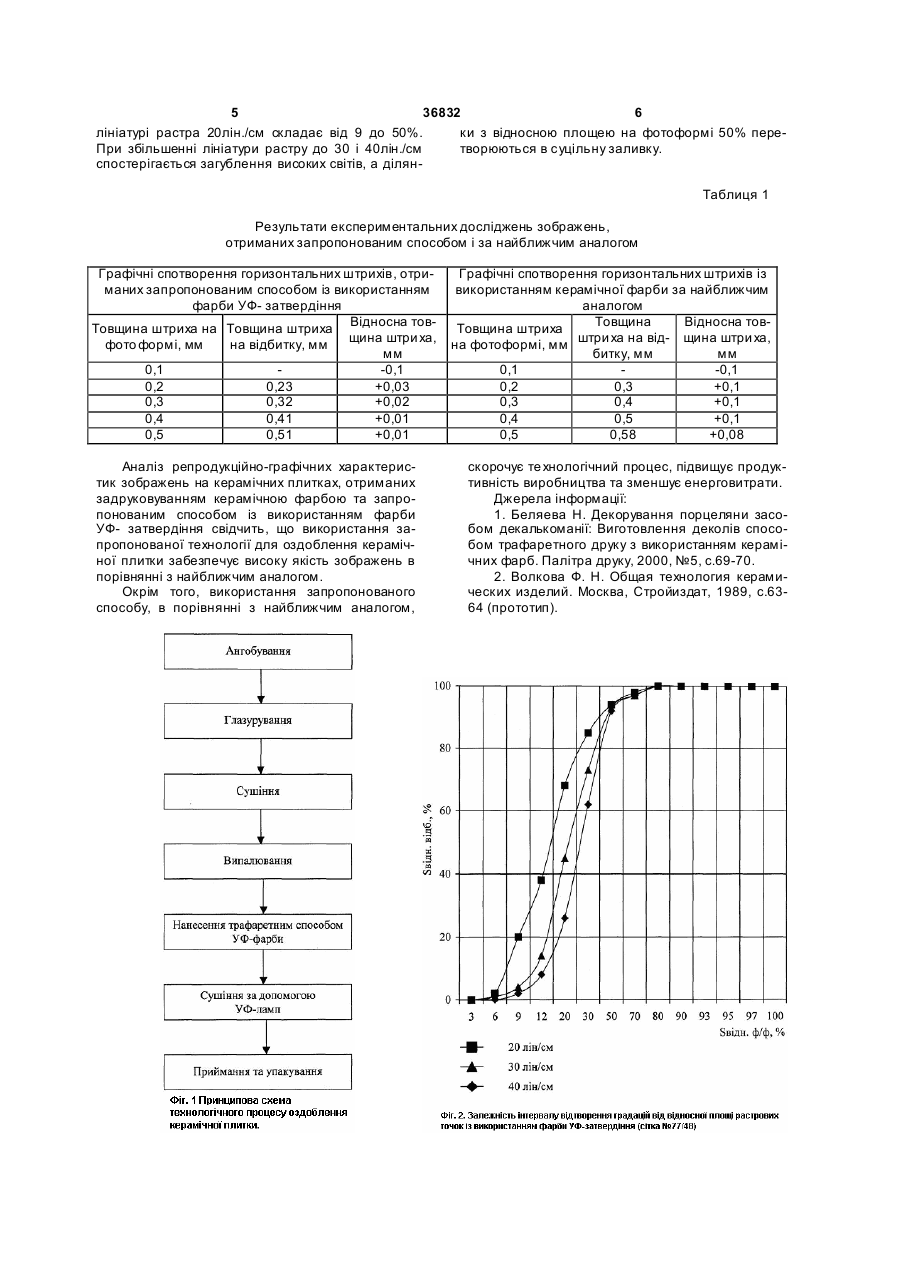
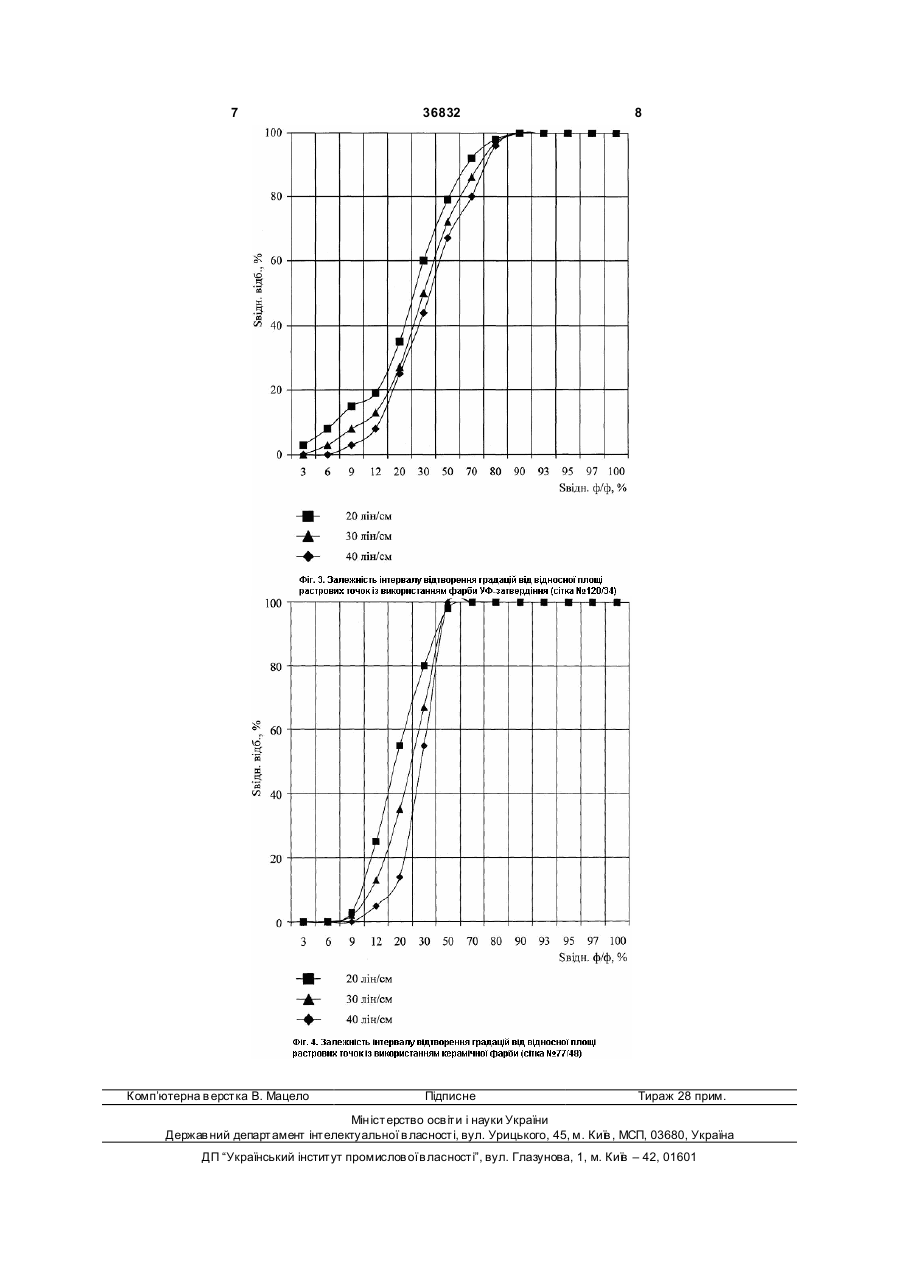
Спосіб оздоблення керамічної плитки, що включає стадії ангобування, глазур ування, сушіння плитки, випалювання і задруковування фарбою трафаретним способом з наступним сушінням напівпродукту, який відрізняється тим, що для задруковування використовують фарбу УФзатвердіння, а стадію сушіння напівпродукту здійснюють за допомогою УФ-ламп, причому процес сушіння напівпродукту ведуть протягом 5-10 сек. (19) (21) u200806659 (22) 15.05.2008 (24) 10.11.2008 (46) 10.11.2008, Бюл.№ 21, 2008 р. (72) ЛАЗАРЕНКО ЕДУАРД ТИ МОФІЙОВИЧ, U A, ОЛЯНИШЕН ТЕТЯНА ВІКТОРІВНА, UA, МЕЛЬНИКОВ ОЛЕКС АНДР ВАЛЕРІЙОВИЧ, U A (73) ЛАЗАРЕНКО ЕДУАРД ТИ МОФІЙОВИЧ, U A, ОЛЯНИШЕН ТЕТЯНА ВІКТОРІВНА, UA, МЕЛЬНИКОВ ОЛЕКС АНДР ВАЛЕРІЙОВИЧ, U A 3 36832 4 скорочення технологічного циклу, підвищення роботі лампи в активному режимі здійснюється продуктивності виробництва та зменшення енеропромінення керамічної плитки. Процес сушіння говитрат в цілому. напівпродукту ведуть протягом 5-10сек. Граничний інтервал часу сушіння напівпродукОтриманий готовий продукт поступає на приту (5-10 сек.) обумовлений тим, що при часу суймання та упакування. Приклади конкретного виконання способу. шіння t10 сек. спостерігається негативОтримана, висушена та випалена плитканий вплив (передозування) УФ- опромінення, що сирець згідно схеми технологічного процесу посприяє утворенню на поверхні виробу ефекту ступає на стадії ангобування, глазурування, су"апельсинової шкірки". шіння плитки та випалювання. Після цього плиткаТаким чином, сукупність ознак корисної модесирець поступає на трафаретний напівавтомат лі, що заявляється, забезпечує досягнення вказадля задруковування плитки фарбою УФного технічного результату, зокрема: затвердіння трафаретним способом, після чого по - покращення якості зображень; стрічковому конвеєрі подається в сушарку, де ста- скорочення технологічного циклу; дію сушіння напівпродукту здійснюють за допомо- підвищення продуктивності виробництва та гою УФ- ламп. зменшення енерговитрат. Після опромінення керамічна плитка вивоКрім того, спосіб оздоблення керамічної плитдиться транспортером на приймальний стіл. ки здійснюється на існуючому те хнологічному обРепродукційно-графічні характеристики золаднанні, що дозволяє отримати додатковий техбражень на керамічних плитках, отриманих фарнічний результат, зокрема підвищити бами УФ- затвердіння, зокрема графічні спотвоекономічність способу. рення горизонтальних штрихів та залежність Запропоноване технічне рішення пояснюється інтервалу відтворення градацій від відносної площі кресленнями, де на приведеній Фіг.1 зображено растрових точок, приведені в табл.1 та на Фіг.2 і принципову схему те хнологічного процесу оздобФіг.3. лення керамічної плитки, на Фіг.2 - залежність інНа відбитках, отриманих із застосуванням фатервалу відтворення градацій від відносної площі рби УФ- затвердіння (Фіг.2) із використанням сітки растрових точок із використанням фарби УФ- за№77/48, інтервал відтворення при лініатурі растра твердіння (сітка №77/48), на Фіг.3 - залежність ін20лін./см складає від 6 до 70%. При збільшенні тервалу відтворення градацій від відносної площі лініатури растру до 30 і 40лін./см спостерігається растрових точок із використанням фарби УФ- зазменшення інтервалу відтворення градацій. Високі твердіння (сітка №120/34), на Фіг.4 - залежність світа при високих лініатурах загублені через те, що інтервалу відтворення градацій від відносної площі сітка достатньо груба і дрібні елементи закриварастрових точок із використанням керамічної фарються нитками. При всіх лініатурах точка на фоби за прототипом (сітка №77/48). тоформі в 70% відтворюється як 100%. Для підтвердження промислової придатності Результати досліджень градаційних характекорисної моделі та можливості досягнення вказаристик з використанням форми із ситовою тканиного технічного результату наводимо опис посліною №120/34 наведені на Фіг.3, з якої видно, що довності виконання технологічних операцій процевикористання високолініатурної сітки дозволяє су та приклади конкретного виконання способу. розширити інтервал відтворення градацій, який Спосіб здійснюють таким чином. при лініатурі растру 20лін./см складає від 3 до Отримана, висушена та випалена плитка80%. сирець поступає в глазурувально - сушильний Приклад 2 (за найближчим аналогом). конвеєр на ангобування шляхом нанесення тонкоОтримана, висушена та випалена плиткаго шару глини кольорової або білої з метою екосирець поступає на стадії ангобування, глазуруномії глазурі та у випадку, коли природне забарввання, сушіння плитки та випалювання. Після цьолення не задовольняє плитку-сирець. го плитка-сирець поступає на трафаретний напівПісля цього плитка-сирець піддається дискоавтомат для задруковування плитки керамічною вому відцентровому розпиленню глазурі, що являє фарбою трафаретним способом, а далі транспорсобою дрібнодисперсну водну суспензію. Далі глатером подається в термосушарку, де здійснюють зурована плитка поступає на процес сушіння і вистадію сушіння при температурі t=800-1000°C та палювання в термосушарку. Процес сушіння здійвипалювання напівпродукту при температурі снюють при температурі t=800-1000°C, a t=1200-1400°C. випалювання ведуть при температурі t=1200Отриманий готовий продукт з термосушарки 1400°C. поступає на приймання та упакування. Після випалювання з термосушарки плиткаРепродукційно-графічні характеристики зосирець поступає на трафаретний напівавтомат бражень на керамічних плитках, отриманих задрудля задруковування плитки фарбою УФ- затверковуванням плитки керамічною фарбою за найдіння трафаретним способом, після чого по стрічближчим аналогом, зокрема графічні спотворення ковому конвеєрі подається в сушарку на стадію горизонтальних штри хів та залежність інтервалу сушіння напівпродукту, яку здійснюють за допомовідтворення градацій від відносної площі растрогою УФ- ламп. Сушарка включає УФ- лампу, рефвих точок, приведені в табл.1 та на Фіг.4 . лектор, вентиляційну систему, корпус з металевих На відбитках, отриманих за прототипом із запанелей і транспортер. Для сушки використовують стосуванням керамічної фарби (Фіг.4) із викорислампу ДРТИ-3000, що працює в дво х режимах: танням сітки №77/48, інтервал відтворення при активному (3000Вт) та черговому (1500Вт). При 5 36832 6 лініатурі растра 20лін./см складає від 9 до 50%. ки з відносною площею на фотоформі 50% переПри збільшенні лініатури растру до 30 і 40лін./см творюються в суцільну заливку. спостерігається загублення високих світів, а ділянТаблиця 1 Результати експериментальних досліджень зображень, отриманих запропонованим способом і за найближчим аналогом Графічні спотворення горизонтальних штрихів, отриманих запропонованим способом із використанням фарби УФ- затвердіння Товщина штриха на Товщина штриха Відносна товщина штри ха, фото формі, мм на відбитку, мм мм 0,1 -0,1 0,2 0,23 +0,03 0,3 0,32 +0,02 0,4 0,41 +0,01 0,5 0,51 +0,01 Аналіз репродукційно-графічних характеристик зображень на керамічних плитках, отриманих задруковуванням керамічною фарбою та запропонованим способом із використанням фарби УФ- затвердіння свідчить, що використання запропонованої технології для оздоблення керамічної плитки забезпечує високу якість зображень в порівнянні з найближчим аналогом. Окрім того, використання запропонованого способу, в порівнянні з найближчим аналогом, Графічні спотворення горизонтальних штрихів із використанням керамічної фарби за найближчим аналогом Товщина Відносна товТовщина штриха на фотоформі, мм штри ха на від- щина штри ха, битку, мм мм 0,1 -0,1 0,2 0,3 +0,1 0,3 0,4 +0,1 0,4 0,5 +0,1 0,5 0,58 +0,08 скорочує те хнологічний процес, підвищує продуктивність виробництва та зменшує енерговитрати. Джерела інформації: 1. Беляева Н. Декорування порцеляни засобом декалькоманії: Виготовлення деколів способом трафаретного друку з використанням керамічних фарб. Палітра друку, 2000, №5, с.69-70. 2. Волкова Ф. Н. Общая технология керамических изделий. Москва, Стройиздат, 1989, с.6364 (прототип). 7 Комп’ютерна в ерстка В. Мацело 36832 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюFinishing method of ceramic tile
Автори англійськоюLazarenko Eduard Tymofiiovych, Olianyshen Tetiana Viktorivna, Melnykov Oleksandr Valeriiovych
Назва патенту російськоюСпособ отделки керамической плитки
Автори російськоюЛазаренко Эдуард Тимофеевич, Олянишен Татьяна Викторовна, Мельников Александр Валерьевич
МПК / Мітки
МПК: C04B 41/00, B41M 1/12
Мітки: оздоблення, керамічної, плитки, спосіб
Код посилання
<a href="https://ua.patents.su/4-36832-sposib-ozdoblennya-keramichno-plitki.html" target="_blank" rel="follow" title="База патентів України">Спосіб оздоблення керамічної плитки</a>
Пристрій для виготовлення візерункової керамічної плитки
Номер патенту: 41087
Опубліковано: 15.08.2001
Автор: Устянич Євген Петрович
МПК: B30B 15/30, B28B 13/00
Мітки: керамічної, пристрій, плитки, виготовлення, візерункової
Формула / Реферат:
Пристрій для виготовлення візерункової керамічної плитки, який містить стіл з матрицею, верхній і нижній штампи, каретку, що включає вікно для засипки преспорошку, розділене у горизонтальній площині шибером, перегородки, які розділяють вікно каретки на сектори, що відповідають візерунку плитки, бункер з дозатором для основного /базового/ преспорошку і бункер для кольорових преспорошків з дозатором, розділеним перегородками у відповідності до...
Спосіб виготовлення керамічної цегли-сирцю
Номер патенту: 58698
Опубліковано: 15.08.2003
Автори: Щербаков Олександр Володимирович, Зайченко Микола Михайлович, Губарь Віктор Миколайович
МПК: B28C 1/00, C04B 33/02
Мітки: цегли-сирцю, спосіб, виготовлення, керамічної
Формула / Реферат:
Спосіб виготовлення керамічної цегли-сирцю, що включає приготування прес-порошку, активацію в електростатичному високовольтному полі і формування способом напівсухого пресування, який відрізняється тим, що перед формуванням виробів прес-порошок оброблюється в електричному полі протягом 2,5...3 хвилин з наступними параметрами: напруженість електричного поля 5...7,5 кВ/см сила струму ...
Спосіб напівсухого пресування керамічної черепиці
Номер патенту: 9641
Опубліковано: 30.09.1996
Автори: Дубина Володимир Іванович, Чень Степан Матвійович, Паламар Орест Степанович, Дигдалович Андрій Михайлович, Бек Маркіян Васильович, Чернікова Ірина Валеріївна, Бек Юрій Маркіянович
МПК: B28B 3/00
Мітки: пресування, черепиці, керамічної, напівсухого, спосіб
Формула / Реферат:
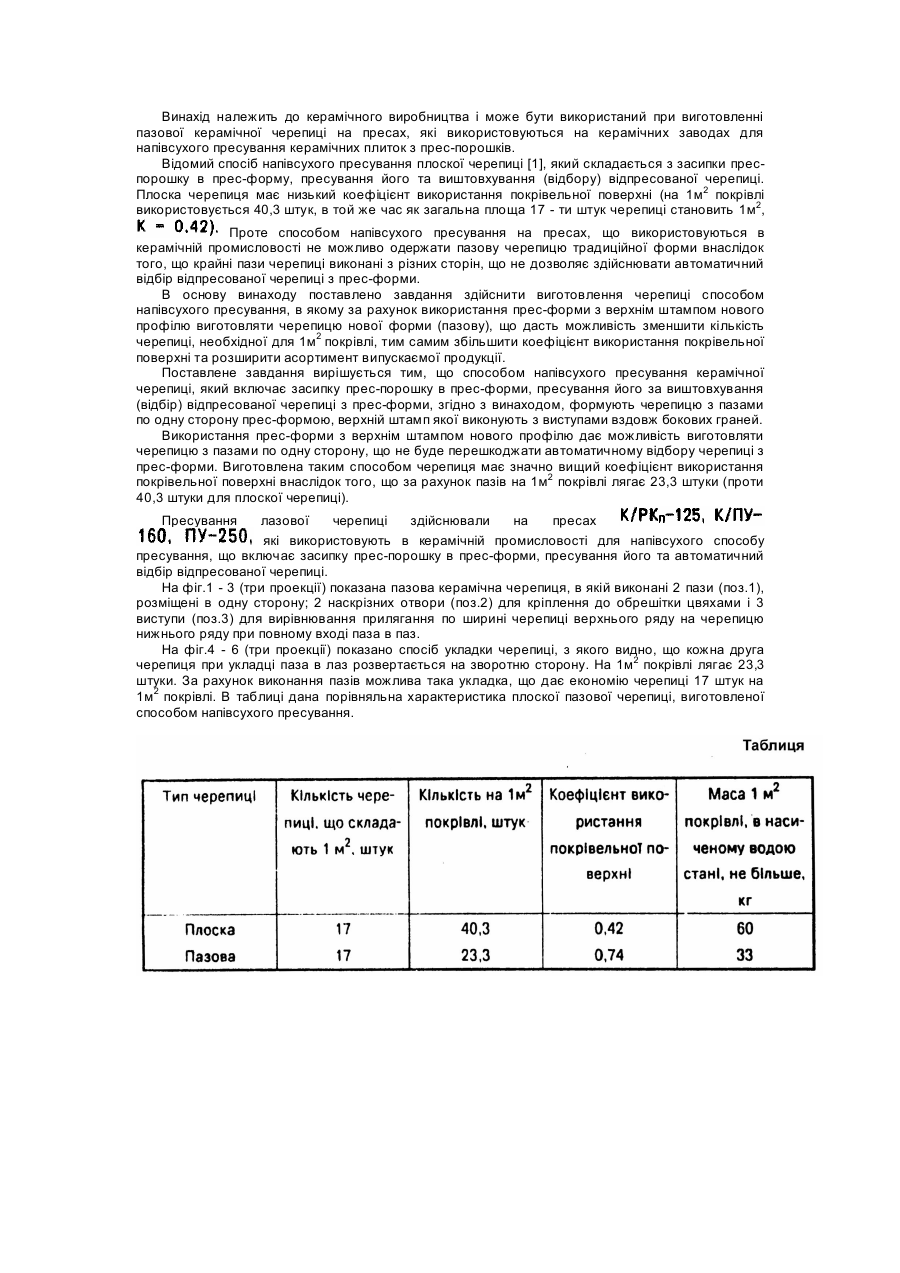
Спосіб напівсухого пресування керамічної черепиці, що включає засипку прес-порошку в прес-форми, пресування його та виштовхування (відбір) відпресованої черепиці, який відрізняється тим, що пресування здійснюють у прес-формі з пазами.
Спосіб виробництва цементобетонної плитки
Номер патенту: 11533
Опубліковано: 15.12.2005
Автори: Лаврик Руслан Володимирович, Роєнко Олександр Васильович, Янсен Йоханес Петрус, Ткаченко Ігор Миколайович
Мітки: виробництва, плитки, спосіб, цементобетонної
Формула / Реферат:
1. Спосіб виробництва цементобетонної плитки, який включає формування цементобетонної суміші шляхом укладання її в багатомісну форму з подальшим вібровпливом і затвердінням, який відрізняється тим, що за допомогою гнучкого міцного матеріалу встановлюють гнучкі зв'язки між суміжними плитками в багатомісній формі для отримання пласта (секції) плиток.2. Спосіб за п. 1, який відрізняється тим, що як гнучкий міцний матеріал можуть...
Спосіб одержання керамічної маси
Номер патенту: 63246
Опубліковано: 15.01.2004
Автори: Юрченко Любов Данилівна, Тетянчук Петро Степанович
МПК: C04B 33/00
Мітки: керамічної, маси, одержання, спосіб
Формула / Реферат:
1. Спосіб одержання керамічної маси, що включає мокрий помел каоліну, глини і опіснюючих матеріалів, відділення механічних і металевих часток, збезводнювання маси і переминання її на вакуум-пресах, який відрізняється тим, що як каолін використовують каолін-сирець на основі безлужного кварциту, а збезводнювання маси здійснюють до вмісту вологи 19-25%.2. Спосіб за п.1, який відрізняється тим, що каолін-сирець на основі безлужного...
Попередній патент: Кондуктометрична біосенсорна система для визначення концентрації лактози у розчині
Наступний патент: Пристрій для контролю співвісності цапф опорного кільця конвертера
Випадковий патент: Жир для виготовлення кулінарної продукції смаженої у фритюрі