Проміжний ківш багатоструминної сортової машини безперервного лиття заготовок
Формула / Реферат
1. Проміжний ківш багатоструминної сортової машини безперервного лиття заготовок, що містить металевий, футерований всередині, корпус, одна з подовжніх стінок якого виконана у вигляді арки з прямолінійною ділянкою у середній частині, яка переходить з обох боків у розташовані симетрично до неї прямолінійні ділянки, причому заливальний отвір зміщено до арки відносно осі, що проходить крізь центри випускних отворів у днищі, який відрізняється тим, що на корпусі, між симетричними прямолінійними ділянками, виконано виступ, товщина якого складає 0,04-0,12 максимальної відстані між подовжніми стінками.
2. Проміжний ківш по п. 1, який відрізняється тим, що футеровку днища в районі виступу між подовжніми стінками виконано з монолітного вогнетривкого блока.
Текст
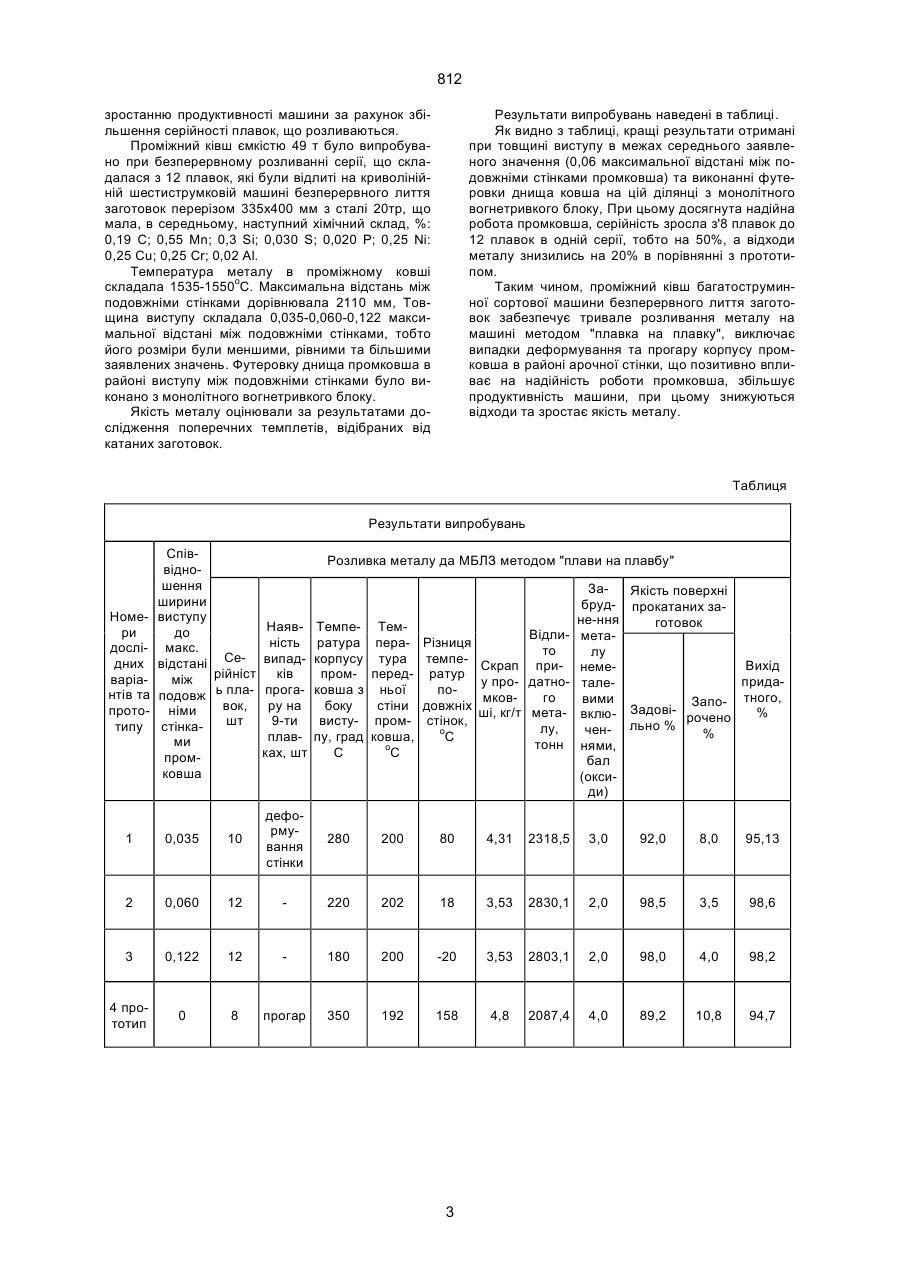
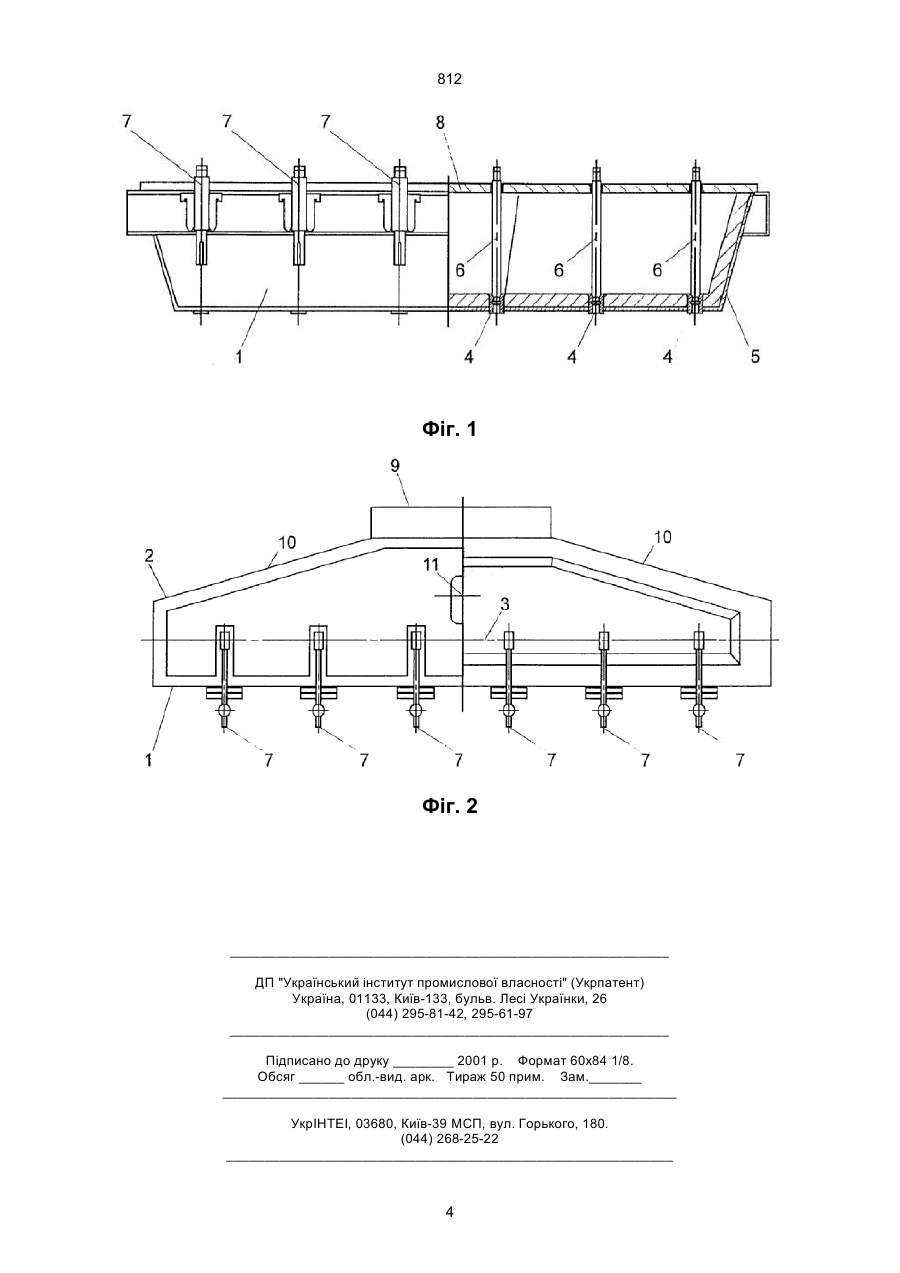
1. Проміжний ківш багатоструминної сортової машини безперервного лиття заготовок, що міс 812 вання металевого корпусу, а проникнення до нього рідкого металу крізь зношену футеровку призводить до прогоряння промковша і, як наслідок, до аварійного припинення розливки серії плавок на МБЛЗ, зниження серійності, продуктивності, погіршення якості металу та втрат його у брак. В основу корисної моделі поставлено завдання удосконалення проміжного ковша багатоструминної сортової машини безперевного лиття заготовок, у якому шляхом зміни його конструкції забезпечується зниження перепаду температури між подовжніми стінками промковша, зростання стійкості футерівки його днища та, за рахунок цього, збільшується тривалість часу розливання металу на машині, зростає серійність безперервної розливки плавок методом "плавка на плавку", зростає надійність роботи промковша та продуктивність машини, виключаються випадки деформування корпусу в районі арочної" стінки, зменшуються відходи металу, покращується його якість. Поставлене завдання вирішується тим, що в проміжному ковші багатоструминної сортової машини безперевного лиття заготовок, що містить металевий, футерований всередині, корпус, одна з подовжніх стінок якого виконана у вигляді арки з прямолінійною ділянкою у середній частині, яка переходить з обох боків у розташовані симетрично до неї прямолінійні ділянки, причому заливальний отвір зміщено до арки відносно осі, що проходить крізь центри випускних отворів у днищі, згідно з корисною моделлю, у корпусі, між симетричними прямолінійними ділянками, виконано виступ, товщина якого складає 0,04-0,12 максимальної відстані між подовжніми стінками, до того ж футеровку днища в районі виступу між подовжніми стінками виконано з монолітного вогнетривкого блоку. Суть корисної моделі пояснюється кресленнями, де на фіг. 1 показано даний проміжний ківш, вигляд збоку; на фіг. 2 - те ж саме, вигляд у плані. Корпус проміжного ковша містить дві подовжні стінки - передню 1 та арочну 2, розташовані по обидві боки осі 3, що проходить крізь центри випускних отворів 4, та дві бокові стінки 5. Кількість випускних отворів співпадає з кількістю струмків машини. Всередині корпус з виступом зафутеровано вогнетривкими матеріалами. Перекриття випускних отворів та регулювання витікання рідкого металу здійснюється стопорами-моноблоками 6, що керуються стопорними механізмами 7. Зверху ківш закрито кришками 8. Подовжню стінку 2 виконано арочної форми з виступом 9, паралельним осі 3 та таким, що у розташовані симетрично до нього прямолінійні ділянки 10. Товщина виступу складає 0,04-0,12 максимальної відстані між подовжніми стінками 1 і 2. Футеровку днища промковша в районі виступу 9 між подовжніми стінками виконано з монолітного вогнетривкого блоку. Місце надходження струменю металу до промковша зміщено відносно осі 3 до арочної подовжньої стінки 2. Проміжний-ківш працює наступним чином. На початку наповнення промковша перші, гарячі, порції рідкого металу, що витікають з сталерозливального ковша, потрапляють на монолітний вогнетривкий блок. Монолітний вогнетривкий блок перешкоджає зруйнуванню вогнетривкої кладки дни-ща промковша першими, гарячими, порціями металу, що збільшує її стійкість. Оскільки місце прийняття рідкого металу розташовано на оптимальній відстані (з урахуванням мінімальних тепловтрат) до найбільш віддалених випускних отворів 4, і арочна стінка 2 має футерований виступ 9, який зберігає тепло в промковші, то до крайніх струмків надходять об'єми металу з більш високою температурою. Разом з цим, оскільки місце прийняття рідкої сталі зміщено до арочної подовжньої стінки 3, то ядро об'єму металу з більш високою температурою зосереджено біля виступу 9. В результаті цього циркуляційні потоки рідкого металу в цьому місці діють на футеровку арочної стінки 2 більшою мірою ніж на футеровку передньої 1 та бокових стінок 5. Після досягнення робочого рівня металу у промковші відкривають випускні отвори 4 за допомогою стопорів-моноблоків 6, керованих стопорними механізмами 7. Крайні струмки машини, внаслідок надходження до них більш гарячих обсягів металу, не "замерзають". В процесі безперервного лиття сортових заготовок рідкий метал, внаслідок ефекту пристіночного прилипання потоку, переміщається вздовж арочної стінки 2 з виступом 9, в районі якого відбувається інтенсивна циркуляція рідкої сталі, що призводить до значного зносу футеровки і збільшенню тепловтрат. Наявність футерованого виступу забезпечує зниження різниці температур на корпусі між арочною та передньою стінками промковша. У той же час, внаслідок інтенсивної циркуляції рідкої сталі, відбувається безперервне перемішування об'ємів металу. Переходячи від ділянки з виступом 9 до ділянок 10, потоки рідкого металу, в результаті зміни напрямку і відмінності швидкостей по їх поперечному перерізу, розгалужуються на потоки металу, що рухаються по різних траєкторіях, причому потоки металу, що переміщаються вздовж арочної подовжньої стінки, мають більш високу, в порівнянні з прототипом, теплоємність за рахунок зниження тепловтрат, завдяки наявності футерованого виступу. Тому до крайніх струмків надходить метал з більш високою температурою, що перешкоджає "закозленню" каналів стаканів-дозаторів у початковий період розливання. Товщина зафутерованого виступу забезпечує надійний захист корпусу проміжного ковша від прогоряння його арочної подовжньої стінки у процесі тривалого розливання металу на МБЛЗ. При виконанні виступу менше 0,04 максимальної відстані між подовжніми стінками проміжного ковша значно зростають тепловтрати в період розливання сталі та знос робочого шару футеровки арочної стінки промковша, що призводить до зростання температури корпусу арочної стінки, її деформування та прогару. Однак, товщина виступу не повинна перевищувати 0,12 максимальної відстані між подовжніми стінками промковша, тому що в цьому випадку зростають витрати вогнетривів на футерування арочної стінки, збільшується її маса, а отже і маса промковша, що призводить до збільшення витрат на вогнетриви, зростання собівартості продукції, створення аварійної ситуації внаслідок додаткових навантажень на обладнання. Рішення, сприяє зниженню відходів металу, поліпшенню якості поверхні та макроструктури, 2 812 зростанню продуктивності машини за рахунок збільшення серійності плавок, що розливаються. Проміжний ківш ємкістю 49 т було випробувано при безперервному розливанні серії, що складалася з 12 плавок, які були відлиті на криволінійній шестиструмковій машині безперервного лиття заготовок перерізом 335х400 мм з сталі 20тр, що мала, в середньому, наступний хімічний склад, %: 0,19 С; 0,55 Мn; 0,3 Si; 0,030 S; 0,020 P; 0,25 Ni: 0,25 Сu; 0,25 Сr; 0,02 Al. Температура металу в проміжному ковші складала 1535-1550oС. Максимальна відстань між подовжніми стінками дорівнювала 2110 мм, Товщина виступу складала 0,035-0,060-0,122 максимальної відстані між подовжніми стінками, тобто його розміри були меншими, рівними та більшими заявлених значень. Футеровку днища промковша в районі виступу між подовжніми стінками було виконано з монолітного вогнетривкого блоку. Якість металу оцінювали за результатами дослідження поперечних темплетів, відібраних від катаних заготовок. Результати випробувань наведені в таблиці. Як видно з таблиці, кращі результати отримані при товщині виступу в межах середнього заявленого значення (0,06 максимальної відстані між подовжніми стінками промковша) та виконанні футеровки днища ковша на цій ділянці з монолітного вогнетривкого блоку, При цьому досягнута надійна робота промковша, серійність зросла з'8 плавок до 12 плавок в одній серії, тобто на 50%, а відходи металу знизились на 20% в порівнянні з прототипом. Таким чином, проміжний ківш багатоструминної сортової машини безперервного лиття заготовок забезпечує тривале розливання металу на машині методом "плавка на плавку", виключає випадки деформування та прогару корпусу промковша в районі арочної стінки, що позитивно впливає на надійність роботи промковша, збільшує продуктивність машини, при цьому знижуються відходи та зростає якість металу. Таблиця Результати випробувань Номери дослідних варіантів та прототипу СпівРозливка металу да МБЛЗ методом "плави на плавбу" відношення ЗаЯкість поверхні ширини бруд- прокатаних завиступу не-ння готовок Наяв- Темпе- Темдо Відли- метаність ратура пера- Різниця макс. то лу відстані Се- випад- корпусу тура темпе- Cкpaп при- немеВихід пром- перед- ратур рійніст ків між у про- датно- талепридапоподовж ь пла- прога- ковша з ньої мковго вими Запо- тного, стіни довжніх боку вок, ру на німи ші, кг/т мета- вклю- Задові- рочено % висту- пром- стінок, шт 9-ти стінкалу, о чен- льно % % С плав- пу, град ковша, ми тонн нями, о С С ках, шт промбал ковша (оксиди) 1 0,035 10 деформування стінки 2 0,060 12 220 202 18 3,53 2830,1 2,0 98,5 3,5 98,6 3 0,122 12 180 200 -20 3,53 2803,1 2,0 98,0 4,0 98,2 4 прототип 0 8 прогар 350 192 158 4,8 2087,4 4,0 89,2 10,8 94,7 280 200 80 4,31 2318,5 3,0 92,0 8,0 95,13 3 812 Фіг. 1 Фіг. 2 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюIntermediate ladle of the multiple jet machine for continuous casting of billets
Автори англійськоюBrodskyi Serhii Serhiiovych, Uchytel Lev Mykhailovych, Nesvit Volodymyr Vasyliovych, Pikus Mark Iserovych, Mytrofanov Lev Serhiiovych, Yermolenko Hanna Volodymyrivna, Sitalo Oleksandr Oleskiiovych, Ivko Volodymyr Viktorovych, Slivchenko Anatolii Ivanovych
Назва патенту російськоюПромежуточный ковш многоструйной сортовой машины непрерывного литья заготовок
Автори російськоюБродский Сергей Сергеевич, Учитель Лев Михайлович, Нэсвит Владимир Васильевич, Пикус Марк Исерович, Митрофанов Лев Сергеевич, Ермоленко Анна Владимировна, Ситало Александр Алексеевич, Ивко Владимир Викторович, Сливченко Анатолий Иванович
МПК / Мітки
МПК: B22D 41/08, B22D 11/10
Мітки: машини, ківш, сортової, безперервного, багатоструминної, заготовок, проміжний, лиття
Код посилання
<a href="https://ua.patents.su/4-812-promizhnijj-kivsh-bagatostruminno-sortovo-mashini-bezperervnogo-littya-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Проміжний ківш багатоструминної сортової машини безперервного лиття заготовок</a>
Проміжний ковш двострумкової машини безперервного лиття заготівок
Номер патенту: 24045
Опубліковано: 31.08.1998
Автори: Рибалов Георгій Васильович, Шалімов Олександр Георгійович, Троцан Анатолій Іванович, Поживанов Михайло Олександрович, Корнієнко Олександр Іванович, Ніколаєв Геннадій Андрійович, Юшко Ігор Олегович, Носоченко Олег Васильович, Сахно Валерій Олександрович, Лєнський Валерій Георгійович
МПК: B22D 11/10
Мітки: машини, двострумкової, проміжний, безперервного, заготівок, ковш, лиття
Формула / Реферат:
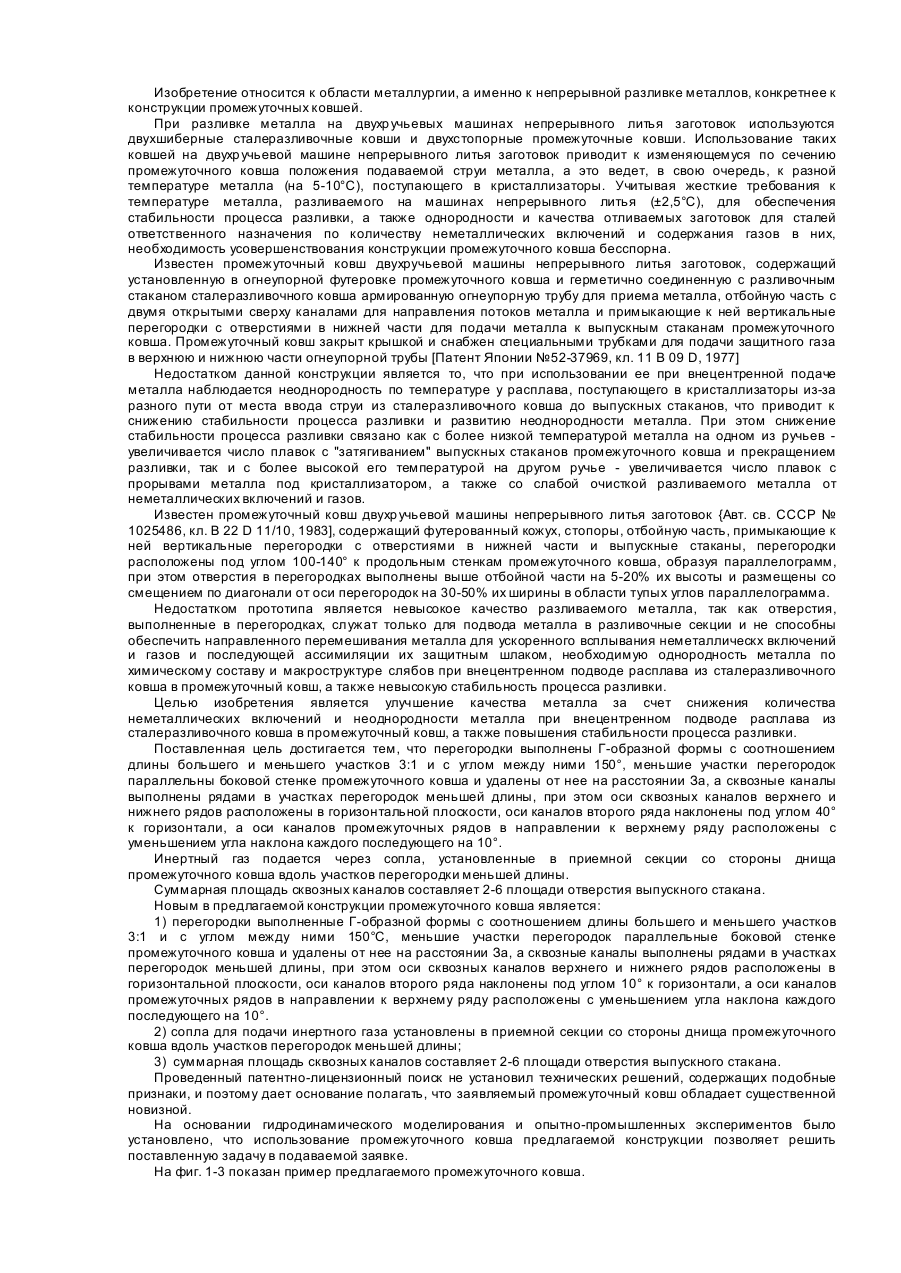
1. Промежуточный ковш двухручьевой машины непрерывного литья заготовок, со* держащий футерованный кожух с соплами для подачи газа, отбойную часть, приемную и разливочные секции с выпускными стаканами, удаленными от боковой стенки на расстоянии а, при этом секции разделены между собой перегородками с выполненными в них сквозными каналами, отличающийся тем, что перегородки выполнены Г-образной формы с соотношением длины большего и меньшего...
Кристалізатор машини безперервного лиття заготовок
Номер патенту: 36130
Опубліковано: 16.04.2001
Автори: Найдек Володимир Леонтійович, Якобше Ришард Якубович, Галай Володимир Петрович, Сахно Валерій Олександрович, Галай Ірина Генадіївна, Носоченко Олег Васильович, Ніколаєв Генадій Андрійович
МПК: B22D 11/112, B22D 11/04
Мітки: машини, заготовок, кристалізатор, безперервного, лиття
Текст:
...їх прилягання до стінок, а більш коротка вершина холодильника забезпечує одержання більш короткої перемички, що забезпечує її підвищену суцільність. Поперечна форма, одержаної за допомогою запропонованого кристалізатора заготовки відповідає формі порожнини кристалізатора. Поздовжнє різання заготовки проводиться по лінії А-А. Таким чином, забезпечується перпендикулярність не менше трьох граней отриманих заготовок, що зручно при подачі їх до...
Додатковий холодильник кристалізатора машини безперервного лиття заготовок
Номер патенту: 36131
Опубліковано: 16.04.2001
Автори: Галай Володимир Петрович, Галай Ірина Генадіївна, Ніколаєв Генадій Андрійович, Сахно Валерій Олександрович, Якобше Ришард Якубович, Найдек Володимир Леонтійович, Носоченко Олег Васильович
МПК: B22D 11/04
Мітки: холодильник, заготовок, машини, кристалізатора, безперервного, додатковий, лиття
Текст:
...елементами (шпильками). Тобто вони мають однаковий коефіцієнт термічного розширення, що виключає утворення небажаних зазорів. Запропоноване розміщення каналів з щільовидною формою для проходження води, постійна товщина мідної оболонки забезпечують рівномірне охолодження робочої стінки, її оптимальний термонапружний стан і покращують теплову роботу додаткових холодильників. Втрати де фіцитного матеріалу та часу для виготовлення робочих...
Спосіб отримання мірних та кратних заготовок на однострумковій машині безперервного лиття заготовок

Номер патенту: 20239
Опубліковано: 15.07.1997
Автори: Каплан Володимир Нусійович, Кац Григорій Аронович, Ларіонов Олександр Олексійович, Акулов Валєрій Володимирович
МПК: B22D 11/16
Мітки: машини, кратних, мірних, лиття, спосіб, заготовок, безперервного, однострумковій, отримання
Формула / Реферат:
Способ получения мерных и кратных заготовок на одноручьевой машине непрерывного литья заготовок, включающий измерение массы металла в промежуточном ковше и пересчет ее в длину слитка в соответствии с сечением кристаллизатора, измерение текущей длины слитка, измерение текущей мерной длины заготовки и выдачу команды на рез при совпадении заданной и текущей мерных длин, отличающийся тем, что после окончания разливки металла из...
Багатоструминна криволінійна машина безперервного виливання для лиття сортових заготовок
Номер патенту: 20553
Опубліковано: 15.07.1997
Автори: Несвіт Володимир Васильович, Підберезний Микола Петрович, Пікус Марк Ісерович, Учитель Лев Михайлович, Бродський Сергій Сергійович, Єрмоленко Ганна Володимирівна
МПК: B22D 11/08
Мітки: лиття, багатоструминна, безперервного, виливання, криволінійна, сортових, машина, заготовок
Формула / Реферат:
Многоручьевая криволинейная машина непрерывного литья для отливки сортовых заготовок, содержащая промежуточный ковш с установленными внутри него стаканами-дозаторами, радиальные кристаллизаторы, зону вторичного охлаждения заготовок с опорными роликами, тянущие устройства, устройства резки отходов и мерных длин заготовок, отличающаяся тем, что кристаллизаторы установлены с различным поперечным сечением, причем каждый кристаллизатор...
Попередній патент: Конвектор
Наступний патент: Блок для колекціонування