Пристосування для обробки трубчастої кістки

Формула / Реферат
1. Пристосування для обробки трубчастої кістки, що включає кондуктор з наскрізним отвором, рукояттю і опорним вузлом, фрезу, виконану у вигляді упорної втулки, складеної з хвостовика, шийки та п'яти з ріжучою крайкою, і введену в отвір кондуктора, яке відрізняється тим, що наскрізний отвір сформований в циліндричному корпусі кондуктора у вигляді проксимальної, медіальної та дистальної секцій перемінного діаметра, опорний вузол виготовлений як ложемент шляхом поперечної циліндричної виїмки, виробленої уздовж осі торцевої поверхні на дистальній ділянці кондуктора, а шийка фрези оснащена поздовжнім пазом, на зовнішній циліндричній поверхні п'яти торовані поздовжні нарізи, які шляхом гальваностегії вкриті шаром абразивної крихти.
2. Пристосування за п. 1, яке відрізняється тим, що між шийкою фрези та поверхнею медіальної секції наскрізного отвору кондуктора укладений зазор на величину 0,7-0,8 мм.
3. Пристосування за п. 1, яке відрізняється тим, що між п'ятою фрези та поверхнею дистальної секції наскрізного отвору кондуктора укладений зазор на величину 0,4-0,6 мм.
Текст
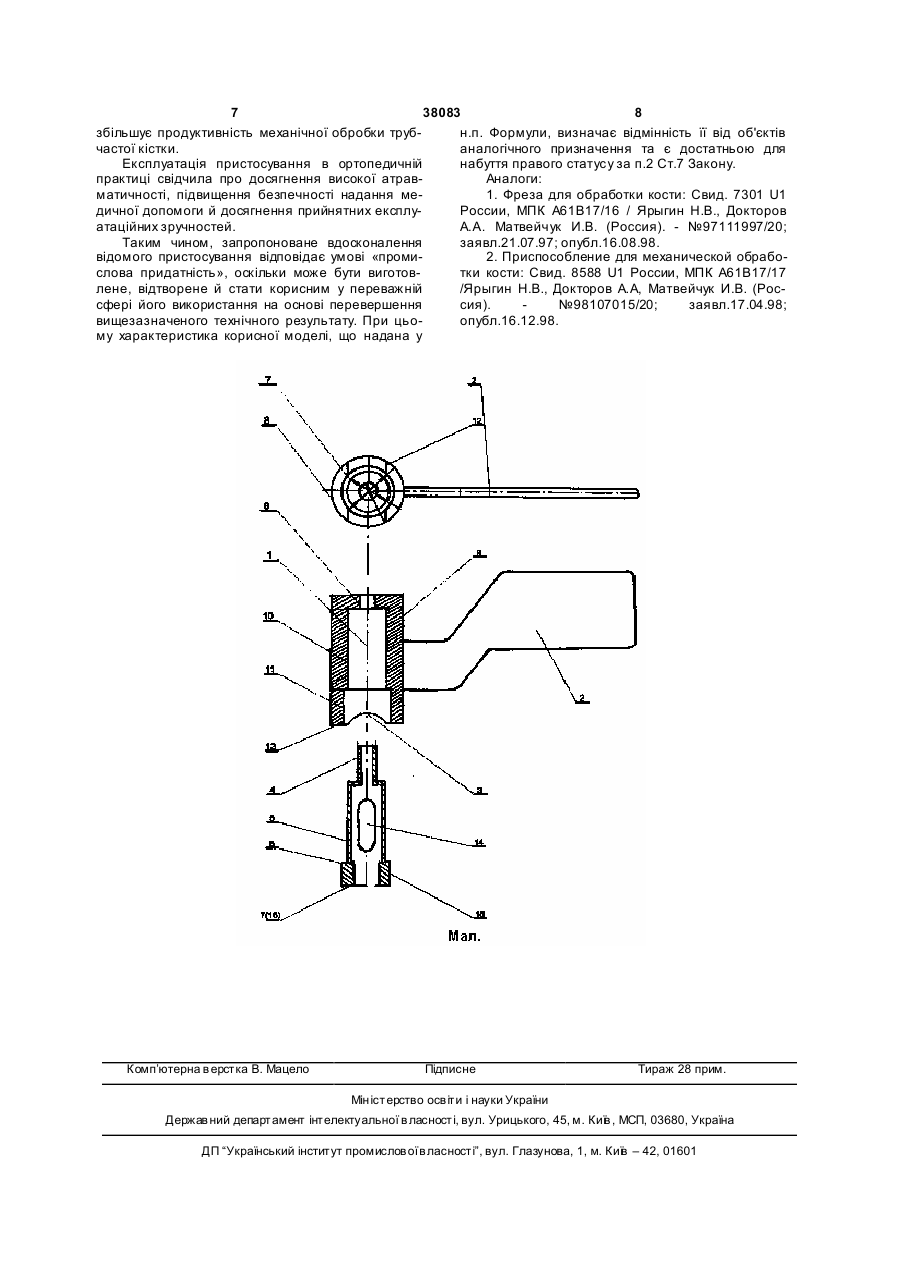
1. Пристосування для обробки трубчастої кістки, що включає кондуктор з наскрізним отвором, рукояттю і опорним вузлом, фрезу, виконану у вигляді упорної втулки, складеної з хвостовика, шийки та п'яти з ріжучою крайкою, і введену в отвір кондуктора, яке відрізняється тим, що наскрізний отвір сформований в циліндричному корпусі кондуктора у вигляді проксимальної, медіальної та дистальної секцій перемінного діаметра, 3 38083 4 плуатації фрези разом з кондуктором, постачаючи 0,4-0,6 мм зазорами, відповідно. З другого боку, його вузлом опори на поверхні трубчастої кістки, поглиблення отвору послідовністю запропоноваяк надставки над центром крапки фрезування, що них секцій, обмежує нахил хвостовика фрези в в деякій мірі посприяло зменшенню травматизації циліндричному корпусі й стабілізує кут різання під кортикальних тканин за рахунок стабілізації коорчас механічної обробки кістки. При такому сполудинати центра механічної обробки. Проте, вищеченні п'ята фрези повністю ізолюється від кортизазначені недоліки, відносно потрапляння кісткової кальної пластини і навколишніх м'яких тканин дисстружки в м'які тканини, їх травмування фрезою та тальною секцією кондуктора, що запобігає як невисокої продуктивності залишилися не розв'язаможливість їх травмування, так і потрапляння кістними. Окрім того, конструктивні особливості закової стружки в м'які тканини у 100% випадків. Це пропонованого вузла кріплення ще недосконалі, спрощує порядок, обсяг маніпуляцій і збільшує оскільки стримують стійкість кондуктора в операпродуктивність механічної обробки кістки. тивному просторі та стабілізацію кута різання під Виготовлення опорного вузла як ложемента час механічної обробки кістки, що зберігає можлишляхом поперечної циліндричної виїмки уздовж вість травмування м'яких тканин, а виконання осі торцевої поверхні на дистальній ділянці кондуфрези лише як «упорної втулки» не розкриває її ктора, на відміну від його пазуроподібної форми за ріжучих властивостей, недостатність котрих виявпрототипом, збільшує площу опори, стійкість інляє розвиток надмірних зусиль тертя в зоні різанструмента відносно координати центра механічної ня, з необхідністю подання охолоджуючої рідини, обробки й допускає розвиток осьових зусиль при що, як і у попередньому випадку, не відповідає подачі фрези в зону різання, без травмування коркритерію «промислова придатність». тикальних тканин і зісковзування інструмента. ВиДо основи дійсної корисної моделі поставлено користання ложемента дозволяє розташовува ти задачу розробити пристосування для обробки трукондуктор безпосередньо над центром фрезуванбчастої кістки, використання котрого дозволило б ня, що скорочує довжину розтину й виключає трашляхом доопрацювання функціональних зон знивмування м'яких тканин, а від того спрощує порязити ризик ушкодження навколишніх тканин і збідок, обсяг маніпуляцій і збільшує продуктивність льшити продуктивність механічної обробки. механічної обробки кістки. Поставлена задача вирішується тим, що при Постачання шийки фрези поздовжнім пазом, у використанні пристосування для обробки трубчассукупності з тим, що шийка у медіальній, а п'ята у тої кістки, що включає кондуктор, з наскрізним дистальної секціях отвору кондуктора відстають отвором, рукояттю і опорним вузлом, фрезу, виковід їхніх поверхонь на величину заданих зазорів, нану у вигляді упорної втулки, складеній з хвостозабезпечує збір і утилізацію кісткової стружки, що вика, шийки та п'яти з ріжучою крайкою, і введену утворюється в динаміці ріжучих крайок фрези, під в отвір кондуктора, відповідно до корисної моделі, укриттям дистальної секції кондуктора. Це знижує наскрізний отвір сформований в циліндричному ризик ушкодження м'яких тканин на 100 %і збількорпусі кондуктора у вигляді проксимальної, медішує продуктивність механічної обробки, майже у альної та дистальної секцій перемінного діаметру, 1,5-2,0 рази, за рахунок виключення необхідності опорний вузол виготовлений як ложемент шляхом збирання кісткової стружки. поперечної циліндричної виїмки, виробленій узПокриття поздовжніх нарізів шаром абразивної довж осі торцевої поверхні на дистальній ділянці крихти шляхом гальваностегії допускає утворення кондуктора, а шийка фрези постачена поздовжнім в крайніх куточках нарізів, насамперед, на лінії пазом, на зовнішній циліндричній поверхні п'яти окружності п'яти ріжучих крайок, що під впливом торовані поздовжні нарізи, які шляхом гальванообертальних рухів забезпечує випереджальне стегії вкриті шаром абразивної крихти; за умов, що різання першого порядку й заглиблення фрези у між шийкою фрези та поверхнею медіальної секції кістку. Накочування поздовжніх нарізів на зовнішнаскрізного отвору кондуктора, між п'ятою фрези ній циліндричній поверхні п'яти забезпечує фрезута поверхнею дистальної секції наскрізного отвору вання кортикального шару кістки в ощадному рекондуктора укладені зазори на величину 0,7-0,8 і жимі, що виключає відколювання фрагментів і в 0,4-0,6мм, відповідно. значній мірі сприяє організації різання другого поПричинно-наслідковий зв'язок сукупності відмірядку. На відміну від прототипу організація різання тних ознак пристосування з рішенням вказаної за двома порядками істотно зменшує зусилля терзадачі і вищезазначеним технічним результатом тя, ушкодження кортикальних тканин, поліпшує при взаємодії з загальними ознаками, полягає в косметичний результат, навіть дозволяє повертати наступному. відділену у вигляді кружальця кортикальну пласФормування наскрізного отвору в циліндричтинки у первинне ложе, після внутрішньоному корпусі кондуктора у вигляді проксимальної, осередкової резекції пухлини, та збільшує продукмедіальної та дистальної секцій перемінного діативність фрезування, майже у 1,5-2,0 рази. Воднометру спрямоване на організацію динаміки цилінчас, доопрацювання функціональних зон фрези дричних пар «проксимальна секція-хвостовик», дозволило посилити ріжучі можливості фрези, а «медіальна секція-шийка», «дистальна секціятакож напрямні й захисні функції кондуктора. п'ята», що допускає розвиток обертальноОтримання ріжучих крайок у цей спосіб, практично поступових рухів однієї ланки відносно іншої, з виключило необхідність формування переднього, можливістю обмеження зусиль тертя при взаємодії заднього геометричних кутів, а також кутів різання елементів конструкції, особливо, за рахунок комта загострення зубців, які важко виміряти на замапенсації дотиків поверхонь шийки і п'яти фрези у лій криволінійній ділянці п'я ти. медіальній та дистальної секціях отвору 0,7-0,8 і 5 38083 6 У відповідності з цим, відмітні ознаки дійсної го порядку, чим поліпшують занурення фрези у корисної моделі є суттєвими, оскільки кожна з них кістку, при цьому ріжучі крайки поздовжніх нарізів перебуває у причинно-наслідковому зв'язку з дося15 на циліндричній поверхні п'яти 6 вільно впровагненням вищезазначеного технічного результату, а джуються в товщу кістки та виробляють круглий їхня сукупність відповідає критерію «новизна», отвір. Поздовжні нарізи 15 зумовлюють фрезуваноскільки була неочевидною з досліджуваного рівня ня кортикального шару кістки в ощадному режимі, техніки. завдяки різанню другого порядку, що збільшує На мал. наданий вигляд зверху та поперечний продуктивність механічної обробки, майже у 1,5розріз складальних одиниць пристосування для 2,0 рази. Вихід кісткової маси обмежений медіальобробки трубчастої кістки. ною 10, дистальною 11 секціями наскрізного отвоПершим складальним елементом пристосуру 1 й залишається під корпусом 8, адже під впливання для обробки трубчастої кістки є кондуктор, вом відцентрових зусиль уся стр ужка надходить в що складається з наскрізного отвору 1, рукояті 2 і порожнину фрези через передбачені зазори та опорного вузла 3, а другим - фреза, котра має поздовжній паз 14 шийки 5 і замикається в останхвостовик 4, шийку 5 і п'яту 6 з ріжучою крайкою 7. ній відокремлюваним керном (стовпчиком) кістки. При зборці фрезу занурюють в наскрізний отвір 1 На закінчення механічної обробки відокремлений кондуктора як втулку. В циліндричному корпусі 8 керн вилучається з порожнини фрези за допомокондуктора утворені проксимальна 9, медіальна 10 гою спиці, а скупчення стружки вільно видаляється й дистальна 11 секції перемінного (східчастого) назовні й утилізується. діаметру. Його опорний вузол 3 виготовляють як Пристосування може бути виготовлене з нерложемент, виробляючи поперечну циліндричну жавіючої сталі 2Х18Н9Т. Для нанесення крихти виїмку 12 уздовж осі торцевої поверхні 13 на дисабразивного матеріалу залучають металевий елетальній ділянці. Шийка 5 фрези постачена поздовктроліт, габарити кристалів крихти у мікронах, що жнім пазом 14. На зовнішній циліндричній поверхні отримуються і є достатніми для реалізації ріжучих п'яти 6 торовані поздовжні нарізи 15, які шляхом властивостей. гальваностегії вкриті шаром абразивної крихти (не При виготовленні пристосування для обробки показаний). Покриття поздовжніх нарізів 15 абратрубчасто ї кістки виконують кондуктор. В циліндзивною крихтою утворює ріжучі крайки 7 на торцеричному 8 корпусі формують наскрізний отвір 1, в вій 16 і циліндричній поверхнях п'яти 6 додатково. котрому токарним шляхом формують проксимальМіж шийкою 5 і поверхнею медіальної секції 10, ну 9, медіальну 10 й дистальну 11 секції перемінп'ятою 6 і поверхнею дистальної секції 11 укладені ного діаметру. На торцевій поверхні 13 дистальної зазори, на величину 0,7-0,8 і 0,4-0,6мм, відповідно ділянки кондуктора шляхом вироблення попере(не показані). чної циліндричної виїмки 12 формують опорний Для розкриття кістки, ураженою доброякісною вузол 3 у вигляді ложемента. До корпуса 8 кондукпухлиною, залучають пристосування. Фрезу встатора приєднують рукоять 2. Фрезу виготовляють вляють в наскрізний отвір 1 кондуктора, котрий на токарному верстаті, роблячи хвостовик 4, шийорієнтують над центром фрезерування. Спираючи ку 5 та п'яту 6. При цьому діаметри циліндричних циліндричну виїмку 12 опорного вузла 3 на поверповерхонь шийки 5 та п'яти 6 роблять меншими за хню тр убчастої кістки, домагаються стійкого половнутрішні діаметри наскрізного отвору 1 в медіаження кондуктора, а його наскрізному отвору 1 льній 10 та дистальній секціях 11 на 0,7-0,8 і 0,4задають необхідний напрямок нахилу. Хвостовик 4 0,6мм, відповідно. На шийці 5 фрези виробляють приєднують до привода обертання фрези та, поздовжній паз 14, а на зовнішній поверхні її п'яти утримуючи кондуктор за рукоять 2, починають 6 торують (накочують) поздовжні нарізи 15. У кінфрезерування, з певним зусиллям подачі фрези в цевому вигляді фреза має вигляд втулки, що ввозону різання. Ріжуча крайка 7 і поздовжні нарізи 15 диться в порожнину кондуктора, що в динаміці п'яти 6 в динаміці залишаються під поверхнею реалізують роботу циліндричної пари, а від того дистальної секції 11 кондуктора. Хвостовик 4, допускають розвиток швидкісних обертальних рушийка 5 і п'ята 6 сполучаються з проксимальною хів, зі зниженням зусиль тертя в зоні механічної 9, медіальною 10 та дистальною 11 секціями наобробки. Поздовжні нарізи 15 піддають гальваноскрізного отвору 1, з можливістю вільних обертастегії, в результаті чого на циліндричну й торцеву льних рухів у циліндричних пазах, без виділення 16 поверхні п'яти 6 осідає шар абразивної мікротепла, внаслідок відсутності тертя і компенсації крихти, котрий посилює ріжучи властивості поздойого виділення в заданих зазорах. Секції 9, 10, 11 вжніх нарізів 15 і задає зносостійку ріжучу крайку 7 кондуктора забезпечують захист навколишніх м'яна торці 16 фрези. ких тканин і виключають їх травматизацію. ЛожеТож, при заданому сполученні фрези й кондукмент 3, щільно притиснутий до кістки, під час метора, з одного боку. розвивається мінімальне зуханічної обробки виключає зсув фрези у силля тертя, лише на ділянці проксимальної секції площинах, що дозволяє уникнути виникнення не9, де хвостовик 4 фрези контактує з виходом напередбачуваних відколів, перелому оперованого скрізного отвору 1 й добре охолоджується поверхсегмента, а також виключає використання доліт нею циліндричного 8 корпусу, а з др угої сторони, або ударних пристосувань, характерних для профреза вкривається корпусом, що запобігає розліт тотипу. При значній поразці кістки пристосування кісткової стружки навколо центра фрезування й допускає нанесення серії фрезерних отворів. Під істотно знижує ризик ушкодження навколишніх час обертання фрези ріжучі крайки 7, що утворені тканин. Натомість, доопрацювання ріжучих власна торцевій поверхні 16 п'яти 6 абразивною крихтивостей функціональної поверхні фрези втілене в тою, забезпечують випереджальне різання першореалізацію різання першого й другого порядку, що 7 38083 8 збільшує продуктивність механічної обробки трубн.п. Формули, визначає відмінність її від об'єктів частої кістки. аналогічного призначення та є достатньою для Експлуатація пристосування в ортопедичній набуття правого статусу за п.2 Ст.7 Закону. практиці свідчила про досягнення високої атравАналоги: матичності, підвищення безпечності надання ме1. Фреза для обработки кости: Свид. 7301 U1 дичної допомоги й досягнення прийнятних експлуРоссии, МПК А61В17/16 / Ярыгин Н.В., Докторов атаційних зручностей. А.А. Матвейчук И.В. (Россия). - №97111997/20; Таким чином, запропоноване вдосконалення заявл.21.07.97; опубл.16.08.98. відомого пристосування відповідає умові «проми2. Приспособление для механической обрабослова придатність», оскільки може бути виготовтки кости: Свид. 8588 U1 России, МПК А61В17/17 лене, відтворене й стати корисним у переважній /Ярыгин Н.В., Докторов А.А, Матвейчук И.В. (Россфері його використання на основі перевершення сия). №98107015/20; заявл.17.04.98; вищезазначеного технічного результату. При цьоопубл.16.12.98. му характеристика корисної моделі, що надана у Комп’ютерна в ерстка В. Мацело Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for treatment of tubular bone
Автори англійськоюZatsepin Oleksandr Vasyliovych
Назва патенту російськоюПриспособление для обработки трубчатой кости
Автори російськоюЗацепин Александр Василиевич
МПК / Мітки
МПК: A61B 17/56, A61B 17/22
Мітки: пристосування, трубчастої, кістки, обробки
Код посилання
<a href="https://ua.patents.su/4-38083-pristosuvannya-dlya-obrobki-trubchasto-kistki.html" target="_blank" rel="follow" title="База патентів України">Пристосування для обробки трубчастої кістки</a>
Спосіб кісткової пластики метаепіфізарного відділу короткої трубчастої кістки в зростаючому організмі
Номер патенту: 43502
Опубліковано: 17.12.2001
Автори: Скляр Сергій Васильович, Дігтяр Валерій Андрійович, Сушко Віктор Іванович
МПК: A61B 17/88
Мітки: трубчастої, організмі, зростаючому, короткої, метаепіфізарного, спосіб, пластики, кістки, кісткової, відділу
Формула / Реферат:
Спосіб кісткової пластики метаепіфізарного відділу короткої трубчатої кістки в зростаючому організмі шляхом резекції її в межах епіфізарних зон при допомозі трансплантатів, який відрізняється тим, що центральний кістковий трансплантат обома кінцями міцно дотикають до дистальної і проксимальної епіфізарних пластинок, а на кожній парі кортикальних трансплантатів, які заповнюють залишковий дефект, в протилежних кінцях формують...
Пристрій для остеосинтезу трубчастої кістки

Номер патенту: 37921
Опубліковано: 15.05.2001
Автори: Завеля Михайло Іванович, Хвисюк Микола Іванович, Шаповал Борис Мефодійович, Хвисюк Олександр Миколайович, Хвісюк Олексій Миколайович
МПК: A61B 17/58
Мітки: пристрій, трубчастої, остеосинтезу, кістки
Формула / Реферат:
1. Пристрій для остеосинтезу трубчастої кістки, який включає пластину, яка виконана з зігнутої по формі ділянки кістки надкісткової частини та розташованої до неї під кутом з отворами під елементи фіксації на вільному боці внутрішньокісткової частини, який відрізняється тим, що на вільному боці надкісткової частини Пластини виконані отвори, співвісні отворам внутрішньокісткової частини.2. Пристрій по п. 1, який відрізняється тим, що...
Спосіб заміщення дефекту трубчастої кістки
Номер патенту: 19564
Опубліковано: 15.12.2006
Автори: Зацепін Олександр Васильович, Дігтяр Валерій Андрійович
МПК: A61F 3/00, A61B 17/58, A61L 27/00
Мітки: дефекту, трубчастої, спосіб, кістки, заміщення
Формула / Реферат:
Спосіб заміщення дефекту трубчастої кістки, що включає резекцію ураженої ділянки в межах здорових тканин трубчастої кістки, уведення в утворену порожнину трансплантата з пористою структурою, який відрізняється тим, що додатково визначають обсяг витрати трансплантата перед його уведенням в порожнину трубчастої кістки, а як трансплантат використовують тутопласт з властивостями біологічного матеріалу.
Спосіб кісткової пластики при заміщенні дефекту трубчастої кістки
Номер патенту: 29255
Опубліковано: 16.10.2000
Автор: Носар Анатолій Євгенович
МПК: A61B 17/56, A61F 2/54
Мітки: спосіб, трубчастої, дефекту, кістки, заміщенні, кісткової, пластики
Формула / Реферат:
1. Спосіб кісткової пластики при заміщенні дефекту трубчатої кістки, який містить черезкісткову остеоперфорацію кістки у різних напрямках та введення трансплантату після санації деструктивної ділянки, який відрізняється тим, що остеоперфорацію кістки виконують шляхом формування проникаючих пересічних каналів під кутом 45° до кортикального шару кістки зі сторони її здорових тканин.2. Спосіб кісткової пластики при заміщенні дефекту...
Спосіб заміщення дефекту трубчастої кістки у дітей
Номер патенту: 18878
Опубліковано: 15.11.2006
Автори: Зацепін Олександр Васильович, Дігтяр Валерій Андрійович
МПК: A61F 3/00, A61F 5/00, A61F 2/00, A61L 27/00, A61B 17/68
Мітки: дітей, дефекту, трубчастої, кістки, спосіб, заміщення
Формула / Реферат:
1. Спосіб заміщення дефекту трубчастої кістки у дітей, що включає введення в зону дефекту трубчастої кістки біоімплантата і фіксацію, який відрізняється тим, що додатково біоімплантат доводять до циліндричної форми, формують нарізку різної спрямованості на його протилежних поверхнях, а фіксацію частин резектованої кістки здійснюють шляхом вгвинчування біоімплантата в кістково-мозковий канал і послідовного накладення кортикальних...
Попередній патент: Електрод для виміру концентрації іонів літію
Наступний патент: Датчик фізичних величин
Випадковий патент: Спосіб дистанційного визначення коефіцієнта динамічності і форми деформованої поверхні мостових споруд або інших великогабаритних об'єктів